PROX 800 STAMPANTE INDUSTRIALE 3D - GUIDA PER L'UTENTE - 3D SYSTEMS INFOCENTER
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
ProX™ 800
Stampante industriale 3D
Guida per l'utente
Istruzioni originali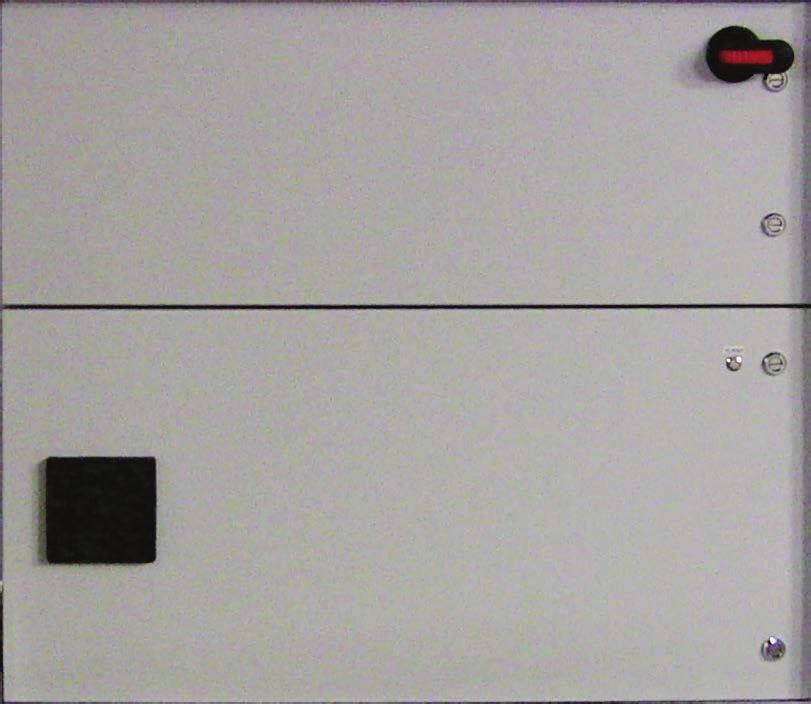
INDICE
1 INTRODUZIONE ALLA STAMPANTE ProX™ 800 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2 CONTENUTI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Documentazione aggiuntiva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Componenti del sistema ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Software . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Operazioni del sistema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Manutenzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Risoluzione dei problemi e assistenza clienti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Glossario . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3 DOCUMENTAZIONE AGGIUNTIVA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Guida sull'impianto ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Guide per il materiale ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Schede tecniche di sicurezza dei materiali e schede tecniche di sicurezza ProX 800 (MSDS/SDS) . . . . . . . . . . . . . . . . . . . . . 6
Documentazione sul software 3D Manage™ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4 SICUREZZA GENERALE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Messaggi di pericolo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
5 SICUREZZA DEL LASER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Interruttori di comando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Arresto principale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Arresto di emergenza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
LED laser interfaccia utente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
6 ETICHETTE E INTERBLOCCHI DI SICUREZZA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Etichette di avvertenza per la sicurezza del laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Interruttori interblocco di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Etichette su tensione, conformità e identificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
7 SICUREZZA CHIMICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Caratteristiche del materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Conservazione del materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Luci . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Temperatura di Calibrazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Contenitori . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Durata a magazzino . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Durata in servizio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Contaminazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Polimerizzazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Smaltimento del materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Contenimento delle fuoriuscite di materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
Primo soccorso e dispositivi di protezione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Contatto con la pelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Contatto con gli occhi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Lenti a contatto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Inalazione dei fumi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
8 CONDIZIONI AMBIENTALI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Temperatura di Calibrazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Umidità e altitudine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Pressione acustica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
9 COMPONENTI DEL SISTEMA ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Stampante industriale ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Stampante ProX 800 - Vista esterna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3D Systems, Inc . 2
Stampante ProX 800 - Vista interna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
MDM (Material Delivery Module) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Modalità di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Modalità di stand-by . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Capacità del modulo MDM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Contenitore di materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Panoramica sulla testina di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Interfaccia utente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Torretta luminosa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Carrello di scaricamento manuale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
10 PANORAMICA SUL SOFTWARE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Schermata principale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Schermata di stato . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Schermata Coda di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Schermata cronologia di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Schermata di pop-up dei dettagli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Schermata di Stato del materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Schermata menu Strumenti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
Schermata Impostazioni elevatore/livellatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Schermata Applicatore di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Schermata Impostazioni testina di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Schermata delle impostazioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Schermata Connessione manuale della stampante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Schermata Impostazioni informazioni stampante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Schermata Impostazioni di rete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Schermata Impostazioni riscaldatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Schermata Impostazioni fattore di scala . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Schermata Impostazioni di formazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Schermata Impostazioni di disegno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
11 OPERAZIONI DEL SISTEMA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Installazione e rimozione dell'applicatore di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Pulizia dell'applicatore di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Installazione del modulo MDM (Material Delivery Module) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Rimozione del modulo MDM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Controllo temperatura del modulo MDM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Sistema di ricarica automatica del materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Installazione dei contenitori di materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Rimozione del contenitore di materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Installazione del piano di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Rimozione del piano di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Impostazione della posizione di scaricamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Stampa di una parte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Impostazione della posizione di partenza dell'elevatore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Impostazione della posizione iniziale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Modalità di impostazione della posizione iniziale: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Rimozione delle bolle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Selezione di un lavoro di stampa e stampa della parte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
Modalità di rimozione di una parte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
12 MANUTENZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Rimozione della polvere . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Manutenzione preventiva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Manutenzione preventiva a carico del cliente . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Pulizia dell'applicatore di stampa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Sostituzione della tubazione nella pompa peristaltica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Riavvio del computer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
13 RISOLUZIONE DEI PROBLEMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Interruzioni dell'alimentazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Arresto della stampante ProX 800 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Sintomi di errore e altri problemi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Cartello connessioni al quadro elettrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3D Systems, Inc . 3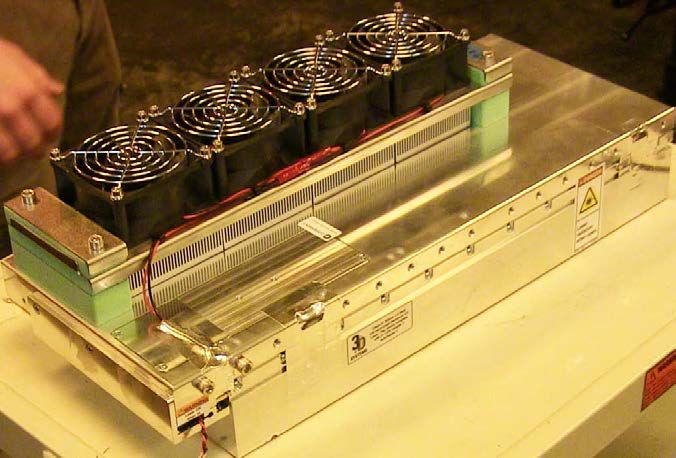
Cartello disposizione quadro elettrico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Cartello schema elettrico a blocchi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Cartello controller camera . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
14 ASSISTENZA CLIENTI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Servizio di assistenza clienti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
15 ASSISTENZA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Laser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Radiazioni UV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
16 INFORMATIVE LEGALI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Copyright e identità aziendale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Avviso FCC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
Trasmissione a radiofrequenza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
DICHIARAZIONE CE DI CONFORMITÀ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
17 GLOSSARIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
3D Systems, Inc . 4
1 INTRODUZIONE ALLA STAMPANTE ProX™ 800 3D
La stampante industriale a stereolitografia (SLA) ProX™ ("ProX 800") è
dotata dell'ultima tecnologia 3D Systems per la testina di stampa, in grado
di produrre parti reali con una velocità fino a 10 volte superiore rispetto
a quella delle altre stampanti 3D, disegnando su una vasta gamma di
materiali prodotti ad alte prestazioni qualificati per i casi di utilizzo più
complessi nei settori aerospaziale, su dispositivi medici e industriali .
La stampante ProX 800 è flessibile e versatile ed è in grado di produrre
parti di precisione con un'accuratezza pari a quella della lavorazione CNC .
Come tutte le stampanti SLA 3D Systems, è eccezionalmente produttiva
ed economica per la produzione additiva su vasta scala di parti in plastica .
Grazie alla gamma più estesa del settore di materiali SLA, la stampante
ProX 800 offre una serie di proprietà, dalla resistenza simile ad ABS, fino
alla chiarezza in stile policarbonato, permettendo addirittura di formare
direttamente da schemi stampati, sfruttando la tecnologia QuickCast® .
2 CONTENUTI
Il presente manuale include i seguenti argomenti:
DOCUMENTAZIONE AGGIUNTIVA
Nella sezione "Documentazione aggiuntiva" a pagina 63, si trova un elenco e le descrizioni dei documenti relativi alla stampante
ProX 800, incluse Guida sull'impianto ProX 800, Guide per il materiale ProX 800, Schede tecniche di sicurezza dei materiali e schede
tecniche di sicurezza ProX 800 (MSDS/SDS)e Documentazione del software 3D Manage .
SICUREZZA
La sezione sulla sicurezza è la prima . Leggere e comprendere tutte le informazioni della sezione prima di utilizzare il sistema SLA .
Iniziando da "Nozioni generali sulla sicurezza" a pagina 7, gli argomenti includono sicurezza del laser, etichette e interblocchi di
sicurezza, sicurezza chimica e condizioni ambientali .
COMPONENTI DEL SISTEMA ProX 800
La sezione "Componenti del sistema ProX 800" a pagina 17 specifica illustrazioni e descrizioni dei componenti della stampante
ProX 800, inclusa la stampante industriale ProX 800, il modulo MDM (Material Delivery Module), l'applicatore di stampa, la testina
di stampae l'interfaccia utente .
SOFTWARE
La sezione "Panoramica del software" a pagina 26 fornisce descrizioni dettagliate del software in funzione sulla stampante ProX 800 .
OPERAZIONI DEL SISTEMA
La sezione "Operazioni del sistema" a pagina 43 descrive in che modo utilizzare la stampante ProX 800 . Viene trattato nella sua
interezza il processo di creazione di una stampa .
MANUTENZIONE
La sezione "Manutenzione" a pagina 57 fornisce istruzioni per mantenere le funzionalità ottimali del sistema SLA .
RISOLUZIONE DEI PROBLEMI E ASSISTENZA CLIENTI
Nella sezione "Risoluzione dei problemi" a pagina 61 si trova una guida per risolvere i problemi più semplici . Per ulteriore
supporto, fare riferimento alle sezioni "Assistenza clienti" e "Servizio" a pagina 66 .
GLOSSARIO
Il "Glossario" a pagina 69 definisce i termini relativi alla stampante ProX 800 e le relative operazioni.
3D Systems, Inc . 5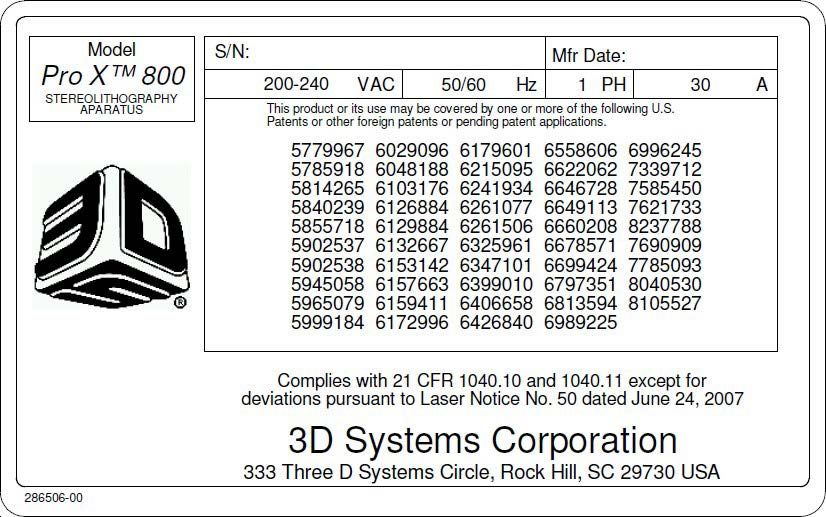
3 DOCUMENTAZIONE AGGIUNTIVA I seguenti documenti forniscono ulteriori informazioni sul sistema SLA della stampante ProX 800 . GUIDA SULL'IMPIANTO PROX 800 La guida sull'impianto descrive in dettaglio i requisiti necessari per installare la stampante 3D ProX 800 . I dettagli comprendono le dimensioni necessarie dell'impianto, le risorse elettriche e pneumatiche ed eventuali apparecchiature necessarie per l'installazione . GUIDE PER IL MATERIALE ProX 800 Le guide per il materiale descrivono in dettaglio l'utilizzo dei materiali certificati per l'uso con la stampante ProX 800. Ogni materiale dispone della propria guida. Le informazioni specifiche per ogni materiale sono incluse nelle guide. SCHEDE TECNICHE DI SICUREZZA DEI MATERIALI E SCHEDE TECNICHE DI SICUREZZA ProX 800 (MSDS/SDS) Ogni materiale dispone della propria scheda MSDS/SDS . L'utente deve familiarizzare con tutte le informazioni contenute in questi documenti prima di maneggiare il materiale . Ogni consegna di materiale include una copia cartacea della scheda MSDS/SDS . Le versioni elettroniche di ogni scheda MSDS/SDS sono disponibili sul nostro sito Web all'indirizzo http://www .3dsystems .com/support/materials/msds DOCUMENTAZIONE SUL SOFTWARE 3D MANAGE™ 3D Manage è il software applicativo 3D Systems utilizzato per preparare modelli CAD da stampare su una stampante SLA . Deve essere installato su un computer autonomo fornito dal cliente . 3D Systems, Inc . 6
4 SICUREZZA GENERALE
MESSAGGI DI PERICOLO
Nel presente manuale sono utilizzati i seguenti simboli . Alcuni si trovano anche sulla stampante stessa .
DANNI: qualora si ignori questo tipo di messaggio di pericolo, potrebbero verificarsi danni alla macchina, danni alla
parte e/o perdita di dati .
SCOSSA ELETTRICA: qualora si ignori questo tipo di messaggio di pericolo, potrebbe verificarsi il rischio di infortuni
o morte dovuti a scossa elettrica .
RADIAZIONI UV: qualora si ignori questo tipo di messaggio di pericolo, potrebbero verificarsi infortuni agli occhi o cecità.
IRRITANTE: qualora si ignori questo tipo di messaggio di pericolo, potrebbero verificarsi irritazioni cutanee o reazioni
allergiche.
Indossare i guanti durante la manipolazione di materiale non polimerizzato.
Radiazioni ultraviolette interne. L'esposizione potrebbe causare danni agli occhi. Non azionare senza coperchi.
Indossare una protezione UV per gli occhi.
SUPERFICIE CALDA: non toccare, potrebbe causare ustioni .
NOTA: indica un punto importante .
Rispettare sempre le procedure di sicurezza . In ogni caso, evitare il rischio di infortuni a causa di procedure lavorative pericolose .
La sicurezza fa parte del lavoro e non deve ostacolarlo .
La stampante ProX 800 è stata concepita pensando alla sicurezza, anche se un utilizzo improprio e malfunzionamenti potrebbero
causare infortuni . Per evitare funzionamenti imprevisti, la stampante ProX 800 si arresta automaticamente e immediatamente se rileva
una condizione non sicura .
Qualora l'apparecchiatura venga utilizzata in modi non specificati dal produttore, la protezione specificata potrebbe risultare compromessa.
Attenersi alle seguenti linee guida di sicurezza generali durante l'uso della stampante ProX 800:
• Leggere e seguire tutte le istruzioni del sistema .
• Attenersi a tutte le norme di sicurezza contenute in questa sezione e osservare tutte le avvertenze e le precauzioni contenute nella
presente guida .
• Non tentare di aprire lo sportello o le finestre della camera quando è in corso una stampa.
• Non utilizzare materiali senza aver prima consultato le schede tecniche di sicurezza dei materiali/schede tecniche di sicurezza
(MSDS/SDS) .
• Proteggere i cavi di alimentazione e comunicazione per evitare il rischio di inciampare .
• Non aprire il pannello dietro al sezionatore. È presente tensione attiva. Deve essere aperto solo da personale qualificato in seguito
all'interruzione dell'alimentazione dal quadro elettrico dell'infrastruttura .
• Non cercare di accedere, riparare o regolare i componenti interni .
• Non tentare di eseguire procedure di manutenzione a meno che non si disponga della dovuta formazione per tali operazioni .
• Gli operatori devono essere formati per utilizzare il sistema e svolgere tutte le attività necessarie per stampare una parte .
• Il personale di assistenza certificato deve aver completato il pacchetto di formazione sull'assistenza 3D Systems e aver ottenuto
la certificazione per eseguire attività di manutenzione. La certificazione può essere ottenuta a diversi livelli e i manutentori devono
eseguire esclusivamente attività per le quali sono autorizzati e qualificati.
• Non ignorare i cartelli di avvertenza affissi durante le operazioni di assistenza.
• Per evitare potenziali irritazioni cutanee e sensibilizzazioni dovute al contatto con materiale di stampa, seguire tutte le linee guide
della sezione "Sicurezza chimica" a pagina 14 .
• Per evitare pizzichi e lesioni da schiacciamento alle mani, prestare attenzione quando si sostituisce il piano di stampa all'interno
della camera di stampa . L'elevatore non si muove quando lo sportello della camera è aperto .
3D Systems, Inc . 7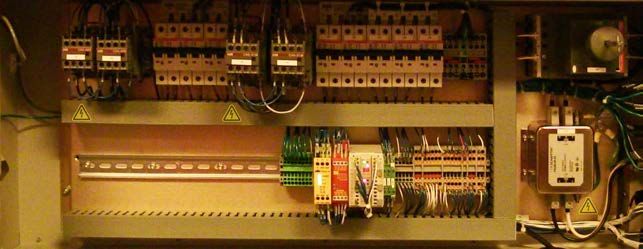
5 SICUREZZA DEL LASER
La stampante ProX 800 utilizza un laser Nd:YVO4 triplicato in frequenza a stato solido e a UV (ultravioletti) con un laser a lunghezza
d'onda da 355 nm con una potenza massima in uscita di 3 Watt (EN/IEC 60825-1:2007) . Il laser si trova nell'area della testina di
stampa della stampante ProX 800 . Per una panoramica sulla testina di stampa, vedere la sezione "Panoramica sulla testina di
stampa" a pagina 23 .
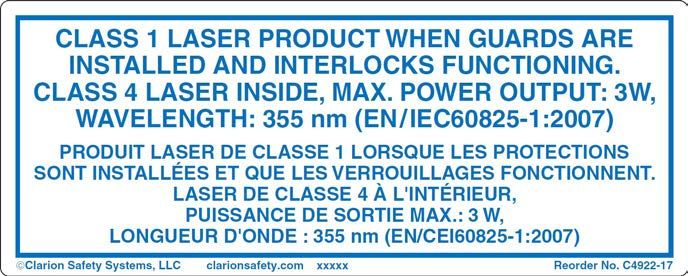
La stampante ProX 800 è un prodotto laser di classe I . I prodotti di classe 1 non sono considerati nocivi e non richiedono precauzioni
di sicurezza speciali nelle normali condizioni operative. Il raggio laser è completamente confinato. Le finestre di visualizzazione nella
camera di stampa bloccano la radiazione laser UV dall'esposizione all'esterno dell'area di stampa .
RADIAZIONI:l'uso dell'apparecchiatura o l'esecuzione di procedure diverse da quelle specificate all'interno di questa
guida comporta l'esposizione a radiazioni laser pericolose e invisibili.
RADIAZIONI:non fissare mai direttamente il raggio laser, né i riflessi del raggio, siano questi diffusi o da una
superficie a specchio.
RADIAZIONI: durante il normale funzionamento e con tutti i pannelli installati, la stampante ProX 800 è classificata
come dispositivo laser di classe I. Se uno degli interblocchi è inattivo, la stampante ProX 800 diventa un dispositivo
di classe IV. Guardando direttamente il raggio o visualizzando qualsiasi tipo di riflesso del raggio, potrebbero
verificarsi danni agli occhi.
RADIAZIONI: gli interblocchi devono essere resi inoperativi solo da personale formato quando richiesto durante le
procedure di manutenzione.
INTERRUTTORI DI COMANDO
Le posizioni degli interruttori di comando sono indicate nella sezione "Componenti del sistema ProX 800" a pagina 17 .
Gli interruttori di arresto principale e di emergenza sono descritti nei paragrafi seguenti.
Arresto principale
La stampante ProX 800 è dotata di un sezionatore principale situato nel modulo armadio
elettrico sul lato destro della macchina . Vedere l'illustrazione nella sezione, "Stampante ProX
800 - Vista interna" a pagina 18 .
Arresto di emergenza
Tutte le stampanti ProX 800 sono dotate di pulsante di arresto di emergenza sul pannello destro e Sezionatore principale
all'interno della camera di stampa . Sono di colore rosso luminoso con uno sfondo giallo . Se ne viene
premuto uno, interrompe l'alimentazione verso tutti gli assi di movimento, chiude l'otturatore del laser
e fa entrare il laser in modalità di sicurezza . Per rilasciare l'arresto di emergenza, tirarlo e girarlo
in senso orario. Il sistema no può funzionare se il pulsante di arresto di emergenza è premuto.
ATTENZIONE: il pulsante di arresto di emergenza deve essere utilizzato in
condizioni di guasto del sistema. Utilizzare il pulsante di arresto di emergenza
quando il sistema deve essere fermato rapidamente.
Pulsante di arresto di emergenza
LED LASER INTERFACCIA UTENTE
L'interfaccia utente, descritta in dettaglio nella sezione "Interfaccia utente" a pagina 24, contiene una spia a LED blu che indica
se il laser è attivo o meno. Se è illuminata di blu fisso, il laser è abilitato e può essere utilizzato. Se il laser non è abilitato, il LED è
oscurato .
Indicatore "Laser abilitato" sull'interfaccia utente
3D Systems, Inc . 8
6 ETICHETTE E INTERBLOCCHI DI SICUREZZA
Le etichette di sicurezza del laser si trovano nei punti di ingresso del sistema, indicati di seguito . Vicino a ogni etichetta si trova un interblocco .
ETICHETTE DI AVVERTENZA PER LA SICUREZZA DEL LASER
Le etichette di avvertenza per la sicurezza del laser per la stampante ProX 800 si trovano nei punti del sistema indicati sopra .
INTERRUTTORI INTERBLOCCO DI SICUREZZA
Gli interruttori di interblocco di sicurezza proteggono l'utente dall'esposizione alle radiazioni laser UV quando vengono aperti alcuni
sportelli o pannelli . Gli interblocchi di sicurezza si trovano dietro alle etichette di avvertenza di sicurezza
sicurezza .
Etichetta di sicurezza per il laser sul coperchio della testina di stampa
(Dietro allo
sportello)
(Sul lato sinistro)
Etichette di sicurezza per il laser sulla stampante ProX 800
3D Systems, Inc . 9
D ANGE R
Laser
WARNING rad iatio n
Laser
Laser ON when o p en.
when lit.
Class IV 355nm 1.5Watt
120 microJoule Maximum UV
Laser. This device complies
with 21 CFR chapter 1
subchapter J.
Testina di stampa
3D Systems, Inc . 10ETICHETTE SU TENSIONE, CONFORMITÀ E IDENTIFICAZIONE
Etichetta del laser, wattaggio massimo
Etichetta cTÜVus
Retro della stampante ProX 800
Etichetta marchio CE
Etichetta ID prodotto, tensione
3D Systems, Inc . 11ID prodotto modulo MDM, etichetta tensione
Model: MDM ProX™ 800
Material Delivery Module for
ProX™ 800
100-240VAC • 50-60Hz • 1PH • 6A
3D Systems Corporation
333 Three D Systems Circle, Rock Hill, SC 29730 USA
286510-00
3D Systems, Inc . 12Pannello controller camera
800
ProX
Quadro elettronica CA ProX
800
ProX
800
Sezionatore principale
3D Systems, Inc . 137 SICUREZZA CHIMICA
IRRITANTE!Indossare sempre guanti resistenti agli agenti chimici, occhiali di protezione e indumenti protettivi
durante la movimentazione di materiale. Evitare il contatto con la pelle. Evitare di respirare i fumi del materiale.
• Indossare sempre occhiali di protezione approvati, guanti di nitrile e indumenti protettivi durante le attività vicino a materiali o con
parti parzialmente polimerizzate .
• Si sconsiglia l'uso di lenti a contatto quando si utilizzano i materiali .
• Indossare sempre guanti resistenti agli agenti chimici durante la movimentazione di materiali o parti parzialmente polimerizzate .
I guanti consigliati sono al 100% in nitrile . I guanti in lattice non sono resistenti agli agenti chimici e pertanto sono sconsigliati .
• Durante l'utilizzo dei materiali, lavorare sempre in un'area ben ventilata . Evitare di respirare i vapori .
• Lavare sempre accuratamente la pelle con sapone neutro o acqua FREDDA dopo aver lavorato con i materiali . NON UTILIZZARE
ACQUA CALDA O SOLVENTI per lavare le mani, per via del rapido assorbimento dalla pelle .
• Prestare estrema attenzione durante la movimentazione dei solventi adoperati per rimuovere il materiale in eccesso da parti non
polimerizzate. Tali solventi (ad es., alcol denaturato, alcol isopropilico) sono molto infiammabili.
• Tenere il materiale lontano da calore, scintille e fiamme. I contenitori del materiale potrebbero rompersi se esposti a calore estremo.
Utilizzare estintori National Fire Protection Association classe B, come ad esempio quelli con biossido di carbonio,
sostanze chimiche a secco o schiuma.
CARATTERISTICHE DEL MATERIALE
I fotopolimeri utilizzati nella stereolitografia possono essere pericolosi se maneggiati impropriamente. Il contatto cutaneo ripetuto con
i materiali può causare sensibilizzazione cutanea. Consultare la scheda tecnica di sicurezza dei materiali/scheda tecnica di sicurezza
(MSDS/SDS) del produttore per informazioni sugli specifici materiali. Per ulteriori informazioni su questo argomento e sugli argomenti
correlati, consultare il sito Web 3D Systems - Materiali all'indirizzo http://www .3dsystems .com/support/materials/msds
CONSERVAZIONE DEL MATERIALE
Prima dell'effettivo utilizzo del materiale, leggere le schede tecniche di sicurezza dei materiali e schede tecniche di sicurezza (MSDS/
SDS) per i materiali scelti; seguire le istruzioni e le linee guida fornite da tali documenti .
I materiali di stampa devono essere conservati nei contenitori opachi non reattivi nei quali sono stati forniti, conformemente alle linee
guida delle schede MSDS/SDS incluse con il materiale di stampa e con tutte le normative applicabili (locali, provinciali e statali) .
Proteggere il materiale di stampa dalla luce solare e dalla luce ambientale. Il materiale di stampa può essere conservato in appositi carrelli
con il coperchio adeguatamente fissato, Il materiale per la stampante ProX 800 è composto di monomeri e oligomeri reattivi. Se conservato o
maneggiato in maniera inadeguata, queste composizioni possono subire la polimerizzazione, che comporta emissione di calore .
Le resine conservate in modo improprio possono aumentare la viscosità e, in tal caso, trasformarsi in un prodotto polimerizzato
gelificato nel contenitore di stoccaggio. I materiali devono essere conservati conformemente alle leggi e alle normative applicabili.
3D Systems non sarà ritenuta responsabile per eventuali perdite dovute alla conservazione inappropriata del materiale di stampa .
Vedere gli argomenti seguenti Luce e temperatura .
Luci
I materiali fotopolimerizzabili devono essere protetti dalla luce solare o da altre fonti di radiazioni attiniche, come ad esempio le lampade
a fluorescenza o le luci a vapore di mercurio. L'esposizione alle radiazioni UV porta a un aumento nella viscosità del prodotto ed
eventualmente alla polimerizzazione del prodotto, rendendo il materiale inutilizzabile per la stampa di componenti .
Temperatura di Calibrazione
I contenitori del materiale di stampa devono essere conservati in ambienti interni a temperature tra 16 °C (60 °F) e 27 °C (80 °F) .
Le temperature superiori a 27 °C (80 °C) possono accelerare l'esaurimento degli stabilizzatori contenuti nel prodotto . Una volta
esauriti gli stabilizzatori, il prodotto può subire la polimerizzazione, diventando inutilizzabile per la stampa di componenti.
Contenitori
I materiali di stampa per la stampante ProX 800 vengono consegnati in contenitori di polipropilene . Anche i contenitori e i rivestimenti di
polietilene sono accettabili per lo stoccaggio, a patto che siano opachi alla luce ultravioletta e non utilizzati per contenere materiali con
solventi . I contenitori di plastica composti da materiali solubili con solventi organici, come polistirene o polivinilcloruro (PVC) non devono
essere utilizzati per lo stoccaggio del materiale .
Non consentire ai materiali di stampa contenenti acrilati di entrare in contatto con acciaio e rame o con leghe contenenti rame,
per garantire la stabilità del prodotto . I coperchi dei contenitori devono essere sigillati in sicurezza per proteggere il prodotto dalla
contaminazione e/o dalla luce sporadica quando non in uso . Inoltre, in questo modo è meno probabile che un contenitore ben sigillato
causi fuoriuscite qualora cada accidentalmente durante la movimentazione . Per lo stoccaggio, l'uso e la movimentazione appropriata di
materiali fotopolimerizzabili, consultare la documentazione inerente .
3D Systems, Inc . 14Durata a magazzino
I materiali VisiJet SL e Accura sono certificati per l'uso almeno 12 mesi dopo la data di produzione. La maggior parte dei materiali è
certificata per 18 mesi dalle date di fabbricazione. Le date di ricertificazione sono indicate sulle etichette della cartuccia del materiale.
In generale, le resine sono utilizzabili per diversi mesi dopo le date di ricertificazione, a patto che i materiali siano stati opportunamente
stoccati, movimentati e non esposti a calore eccessivo . Tuttavia, l'utilizzo di materiale molto vecchio o materiale che ha superato la data
di ricertificazione potrebbe ridurre la durata in servizio del materiale. Si consiglia di verificare la viscosità del materiale a fronte della
relativa data di ricertificazione prima dell'uso.
Durata in servizio
La durata in servizio dei materiali di stampa è definita come vita utile del materiale in seguito al versamento nel modulo MDM della
stampante ProX 800. La durata in servizio del materiale della stampante ProX 800 varia significativamente in base al tipo di materiale,
all'utilizzo e alle condizioni ambientali . Maggiore è il volume stampato, maggiore è il materiale rinnovato con nuovo materiale . In questo
modo viene fuso il materiale precedente con quello nuovo, aumentando la durata in servizio dei materiali . Se il materiale viene esposto
a temperature oltre i comuni limiti operativi, esposto ai raggi UV, esposto a particolati o vapori nell'aria, quali polvere o fumi, oppure se
vengono introdotti contaminanti, come piattaforme parzialmente polimerizzate riposizionate nel modulo MDM, la durata in servizio del
materiale si riduce. Anche il tipo di schemi e stampe eseguite influisce sulla durata in servizio del materiale. Considerando tutti questi
elementi, si prevede una durata in servizio del materiale di almeno due anni, anche se potrebbe essere superiore con la dovuta cura
e manutenzione. Il materiale mantiene la propria utilità finché non accumula viscosità o qualora una variazione nella reattività prevenga
un'ulteriore lavorazione sulla stampante ProX 800 .
Contaminazione
Prestare attenzione durante la pulizia di finestre, pannelli e altri componenti della stampante ProX 800. Non utilizzare prodotti di
pulizia contenenti ammoniaca in quanto possono causare contaminazione del materiale . Utilizzare invece una piccola quantità di
alcol isopropilico su un panno di carta per ripulire le perdite. La contaminazione accidentale delle resine può alterare le caratteristiche
prestazionali del materiale in misura tale da non riuscire più a creare parti attendibili .
Polimerizzazione
I segni di polimerizzazione del materiale stoccato includono contenitori traboccanti, che perdono e l'emissione di calore o un odore
insolito dal contenitore . In tali casi, non utilizzare il materiale e smaltirlo opportunamente .
Non mischiare mai materiali diversi.
SMALTIMENTO DEL MATERIALE
Dato che i materiali per la stereolitografia sono regolati da norme, sono soggetti a speciali requisiti sullo smaltimento applicati da enti
locali, provinciali o altri enti regolatori . Attenersi alle linee guida sullo smaltimento inerenti . Rivolgersi all'agenzia per lo smaltimento
locale per consigli sui requisiti di smaltimento relativi all'infrastruttura .
Non lasciare materiali non polimerizzati o liquidi in un'area in cui le persone non sono formate per movimentarlo o in cui l'utente
potrebbe accedervi. Qualora l'area richieda lo smaltimento di rifiuti regolato da norme, rivolgersi a e ingaggiare un'agenzia per la
gestione dei rifiuti in modo che raccolta periodicamente i rifiuti regolati da normative. L'agenzia di smaltimento rifiuti locale può
consigliare la preparazione di un fusto o di un altro contenitore approvato per smaltire il materiale di stampa liquido e qualsiasi
materiale (come tovaglioli di carta o guanti) che potrebbero essere entrati in contatto con materiale di stampa liquido non polimerizzato .
In seguito alla stampa di una parte nel sistema SLA, le parti non sono completamente polimerizzate e devono essere post-polimerizzate
tramite la camera a UV ProCure . Dopo un opportuno periodo di esposizione alla luce UV nella camera ProCure, le parti devono
solidificarsi completamente ed è poi possibile maneggiarle senza i guanti.
NOTA: controllare le parti in seguito alla polimerizzazione nella camera a UV ProCure, verificando che si siano
completamente solidificate. La viscosità, l'aspetto o le aree visibili della superficie della parte di resina liquida
indicano che la parte non è completamente polimerizzata.
CONTENIMENTO DELLE FUORIUSCITE DI MATERIALE
L'azienda che acquista la stampante è responsabile dell'identificazione di quanto costituisce una fuoriuscita grave. Il personale coinvolto
nella pulizia delle fuoriuscite gravi di materiale deve indossare respiratori approvati NIOSH/MSHA progettati per l'uso con vapori chimici
organici . Inoltre, ogni persona deve indossare occhiali di protezione, stivali in gomma e guanti al 100% in nitrile, per minimizzare
l'esposizione al materiale, che può causare irritazione a occhi, pelle e respiratoria, oltre a potenziali allergie cutanee e reazioni respiratorie.
Mantenere una fornitura di argini o sbarramenti di controllo a disposizione per contenere l'area interessata in caso di grave fuoriuscita
di materiale . Il materiale fuoriuscito deve poi essere assorbito su materiale assorbente inerte e posizionato in fusti per il trasferimento in
un sito di smaltimento rifiuti approvato. In seguito alla pulizia della fuoriuscita, le persone devono lavarsi accuratamente con sapone e
acqua FREDDA . Asciugare a secco gli indumenti contaminati . Buttare scarpe e prodotti in cuoio contaminati . Evitare l'esposizione alla
luce solare finché pelle e indumenti non sono stati ripuliti dal materiale. Prima di utilizzare eventuali agenti chimici, consultare le schede
MSDS/SDS. Il contatto cutaneo ripetuto o prolungato può causare la sensibilizzazione. Il vapore può essere nocivo.
3D Systems, Inc . 15PRIMO SOCCORSO E DISPOSITIVI DI PROTEZIONE I seguenti paragrafi forniscono procedure e raccomandazioni di primo soccorso generici per i dispositivi di protezione utili a minimizzare i rischi dovuti all'esposizione al materiale . Qualora sia necessario un intervento medico, mostrare le schede tecniche di sicurezza dei materiali e schede tecniche di sicurezza (MSDS/SDS) per il materiale coinvolto al medico che interviene . Contatto con la pelle Indossare guanti al 100% nitrile e camici da laboratorio per evitare il contatto con la pelle . Qualora entri in contatto materiale con la pelle, lavare accuratamente con sapone e acqua fredda e rimuovere immediatamente l'indumento o le scarpe contaminate . Se la pelle è irritata, rivolgersi a un medico . Asciugare a secco gli indumenti contaminati . Buttare scarpe e prodotti in cuoio contaminati . Contatto con gli occhi Indossare occhiali di protezione per prevenire schizzi accidentali negli occhi . Se entra accidentalmente del materiale a contatto con gli occhi, risciacquare immediatamente con grandi quantità di acqua per 15 minuti, evitare la luce solare, la luce a fluorescenza e altri tipi di luce ultravioletta, oltre a richiedere l'intervento di un medico . Le strutture per il lavaggio degli occhi e il kit di primo soccorso devono essere prontamente disponibili e vicino al materiale . Lenti a contatto Se schizzi di materiale entrano negli occhi quando si indossano le lenti a contatto, sciacquare immediatamente gli occhi con acqua . Verificare che il risciacquo abbia rimosso la lente a contatto dall'occhio. Proteggere gli occhi dalla luce e richiedere immediatamente l'intervento di un medico . Buttare le lenti a contatto che entrano in contatto con il materiale liquido . Inalazione dei fumi Portare la persona all'aria fresca. Fornire la respirazione artificiale o la rianimazione cardiopolmonare, se richiesta. Se il respiro è difficoltoso, somministrare ossigeno. Rivolgersi immediatamente a un medico. 8 CONDIZIONI AMBIENTALI TEMPERATURA DI CALIBRAZIONE Per consentire il funzionamento ottimale dei sistemi e una qualità eccellente delle parti, la temperatura della sala dove si trova il sistema ProX 800 o altre stanze deve rimanere stabile . L'intervallo di esercizio è 23 °C +/- 3 °C (73 °F +/- 5 °F) . Ogni oscillazione di temperatura superiore a 3 °C può influire negativamente sulle parti create dal sistema. L'impianto dell'aria condizionata deve mantenere una variazione di temperatura inferiore a 1 °C all'ora . La sala adibita alla stereolitografia deve avere una capacità minima di raffreddamento di 1,4 kW. Si consiglia un impianto HVAC che cambi l'aria da 2 a 5 volte all'ora. Per evitare di influire negativamente sulla qualità della parte, non esporre il sistema ProX 800 al flusso d'aria diretto dall'impianto di condizionamento dell'aria . Oltre all'intervallo di temperatura ottimale per la qualità della parte, il sistema è in grado di operare in sicurezza senza creare rischi tra 5 °C e 40 °C . UMIDITÀ E ALTITUDINE L'umidità ottimale nella camera di stampa della stampante ProX 800 dipende in parte dalla scelta di materiale, sebbene l'umidità deve essere senza condensa e non deve variare oltre il range del 20-50% per una qualità ottimale della parte con la maggior parte di materiali. Il sistema è in grado di operare a livelli di umidità senza condensa superiori, ma potrebbe influire negativamente sulla qualità della parte . Consultare le informazioni sul materiale della stampante ProX 800, le schede MSDS/SDS, le schede tecniche del prodotto e l'etichettatura del prodotto, per informazioni specifiche sui livelli di umidità consigliati. La stampante ProX 800 è in grado di operare a un'altitudine di 1000 m sul livello del mare . PRESSIONE ACUSTICA Il livello generico di pressione acustica per questo apparecchio non supera i 70 dbA . 3D Systems, Inc . 16
9 COMPONENTI DEL SISTEMA ProX 800
Il sistema SLA ProX 800 è composto da numerosi componenti secondari che collaborano per produrre parti stampate della massima
qualità . Di seguito una panoramica di tali componenti .
STAMPANTE INDUSTRIALE ProX 800
La presente sezione introduce le posizioni e le descrizioni dei componenti della stampante ProX 800 . Sono disponibili due viste:
una esterna e una interna .
Stampante ProX 800 - Vista esterna
A Torretta luminosa: la torretta luminosa è A
composta da tre spie: rossa, gialla e verde . B
La luce indica lo stato della macchina in un dato
momento. Per i significati della torretta luminosa,
vedere la sezione "Torretta luminosa" a
pagina 25 .
Testina di stampa: la testina di stampa si trova
B sopra la macchina, dietro al pannello del telaio .
Per ulteriori informazioni, consultare la sezione
"Panoramica sulla testina di stampa" a
pagina 23 . C
Arresto di emergenza: questo interruttore si F D
C trova sul pannello laterale sopra il touch-screen .
Il pulsante di arresto di emergenza disabilita E
immediatamente tutti i comandi di movimento
e il laser, rendendoli sicuri . Una volta premuto,
rimane in stato chiuso finché non torna in stato
aperto tirando la manopola rossa o girandolo in
senso orario . All'interno della camera di stampa
si trova un altro arresto di emergenza .
Interfaccia utente: il touch-screen di controllo
D che permette all'utente di interfacciarsi con la
stampante . Il software Print3D Pro installato sul
touch-screen permette all'utente di visualizzare
e regolare i parametri di stampa utilizzati per
stampare una parte, oltre a controllare i diversi
componenti hardware della stampante .
E Spie di stato del sistema: le spie di stato del
sistema indicano informazioni critiche relative al
sistema . Visualizzare la sezione, "Indicatori a LED" a pagina 24 per le descrizioni di ogni indicatore .
Posizione maniglia dello sportello: per aprire lo sportello, tirare dalle impugnature simili a maniglie sui bordi del pannello
F dello sportello. Lo sportello non può essere aperto quandoil sistema è abilitato. Il sistema è disattivabile facendo clic su
Sblocca porte sull'interfaccia utente o premendo un pulsante di arresto di emergenza .
3D Systems, Inc . 17Stampante ProX 800 - Vista interna
H
All'interno della camera di
stampa si trovano due luci
per la camera di stampa
A I
B
C
J
D
E K
Entrambi i quadri
elettrici interno ed
esterno rimossi
F
G
L
Arresto di emergenza: l'arresto di emergenza disabilita immediatamente tutti i comandi di movimento e il laser, rendendoli
A sicuri. Una volta premuto, rimane in stato chiuso finché non viene riportato manualmente in stato aperto tirando la manopola
rossa e girandolo in senso orario .
Piano di stampa: il piano di stampa è una piattaforma rimovibile sulla quale sono stampate le parti . L'elevatore (vedere la
B lettera "C") solleva e abbassa il piano di stampa. Per istruzioni sull'installazione e la rimozione del piano di stampa, vedere
la sezione "Installazione del piano di stampa" a pagina 49 .
Elevatore: l'elevatore è responsabile del sollevamento e dell'abbassamento del piano di stampa . Controlla il componente
C dell'asse Z nel processo di stampa e può essere controllato manualmente dal touch-screen. Per istruzioni sull'azionamento
manuale dell'elevatore dal touch-screen, consultare la sezione "Schermata Impostazioni elevatore/livellatore" a pagina 33 .
D Sensore Omron: questo sensore indica il livello di materiale nel modulo MDM .
Applicatore stampa:il sistema applicatore di stampa è dotato di un applicatore
E Zephyr™ con quattro assi di movimento . L'asse Y sposta l'applicatore dalla parte
anteriore a quella posteriore . La stampante prevede altri sistemi di movimento per
garantire il deposito dell'esatta quantità di materiale, con un'elevata precisione
della parte prodotta su questo sistema . Il sensore di livello di liquido del sistema
dell'applicatore mappa la superficie del materiale misurando la distanza rispetto alla
superficie del materiale per tutta la lunghezza dell'area di stampa. Il sensore calibra
la posizione dell'applicatore in modo che si sposti perfettamente in parallelo rispetto
alla superficie del materiale, permettendo una stampa accurata e precisa. Il sistema
dell'applicatore sfrutta assi di movimento collegati all'applicatore, in modo che il
Sensore Omron
3D Systems, Inc . 18sistema si calibri automaticamente e consenta un'impostazione personalizzata dell'intervallo dell'applicatore o della distanza
dal fondo dell'applicatore alla superficie del materiale, per i diversi materiali. Per istruzioni sulla rimozione e sulla sostituzione
dell'applicatore, consultare la sezione "Installazione e rimozione dell'applicatore di stampa" a pagina 43 .
Perno di estrazione attacco modulo MDM: il perno di estrazione serve per fissare il modulo MDM in posizione nella camera
F di stampa . Consultare le istruzioni per l'installazione e la sostituzione del modulo MDM nella sezione "Installazione del
modulo MDM (Material Delivery Module)" a pagina 44 .
Binari modulo MDM: sui lati opposti della camera di stampa si trovano due binari, utilizzati per spostare il modulo MDM
G all'interno e all'esterno della camera di stampa . Consultare la sezione "Installazione del modulo MDM (Material Delivery
Module)" a pagina 44 .
Luci nella camera: all'interno della camera di stampa si trovano due luci . Possono essere accese e spente dal pulsante
H "Luci camera" sull'interfaccia utente, oltre che dall'interruttore sulla luce stessa. Per ulteriori informazioni, consultare la sezione
"Interfaccia utente" a pagina 24 .
Interblocco di sicurezza: gli interblocchi di sicurezza servono per garantire che sportelli e pannelli non vengano aperti
I durante la stampa e altre operazioni della stampante . Gli interblocchi di sicurezza devono essere impostati per molte
operazioni di stampa .
Armadio elettrico: l'armadio elettrico alloggia il computer del sistema e il sezionatore principale, oltre ad altro hardware del
J controller per la stampante .
K Quadro elettrico interno: si trova dietro al pannello esterno della stampante . Contiene i seguenti componenti:
Sezionatore principale: permette di accendere e spegnere il sistema . Per questioni di sicurezza, la macchina deve
essere posizionata in modo che sia semplice accedere a questo interruttore .
Pulsante di reimpostazione PC: il pulsante reimposta il controller del sistema .
Quadro elettrico interno
Controller del sistema: un computer che controlla la stampante all'interno dell'armadio elettrico. L'utente non può accedere
L direttamente a questo dispositivo . L'interfaccia utente con touch-screen fornisce tutte le funzionalità per l'utente .
3D Systems, Inc . 19MDM (MATERIAL DELIVERY MODULE)
Il modulo MDM (Material Delivery Module) gestisce tutti i sottosistemi relativi al materiale di stampa, inclusa la stampa di una parte .
Può contenere fino a 414 litri (109,3 galloni USA) di materiale di stampa. Sono disponibili tre diverse misure, elencate nella sezione
"Capacità modulo MDM" a pagina 20 . Il volume di stampa massimo è 650 x 750 x 550 mm (25,6 x 29,5 x 21,7 pollici) .
Il modulo MDM permette di cambiare rapidamente materiale senza sprechi di materiale . Ora non è solo possibile cambiare materiale
in meno di dieci minuti, ma è anche possibile cambiare il modulo MDM facilmente, senza attrezzi . Tutti i componenti che entrano in
contatto con il materiale si muovono con il modulo stesso. Una persona può rimuovere il modulo MDM e sostituirlo con un altro modulo
MDM attivo, senza dover pulire superfici di materiale bagnate. Questa caratteristica riduce significativamente il tempo richiesto per
cambiare materiale . Inoltre, è possibile riscaldare un modulo MDM fuori linea, per cambiare un modulo MDM con un altro in modo
che sia pronto all'uso .
Questo metodo di movimentazione garantisce che tutte le parti che entrano in contatto con il materiale durante il normale
funzionamento facciano parte di un modulo MDM attivo .
Quando il modulo MDM viene rimosso dalla stampante, bloccare i freni delle ruote per evitare il rischio di movimenti
imprevisti .
Per informazioni sull'installazione del modulo MDM, consultare la sezione "Installazione del modulo MDM (Material Delivery
Module)" a pagina 44 .
Per sganciare l'applicatore di stampa, sono richiesti guanti in nitrile, in particolare in caso di materiale sull'applicatore.
Vedere la sezione, "Installazione e rimozione dell'applicatore di stampa" a pagina 43 per ulteriori dettagli .
Per il modulo MDM sono previste due modalità di funzionamento:
Modalità di stampa
In questa modalità, il modulo MDM è in linea e connesso alla stampante ProX 800, che alimenta il modulo MDM e fornisce le
funzionalità di input/output . La stampante ProX 800 monitora e controlla la temperatura del materiale quando connessa al modulo
MDM attivo . Quando il modulo MDM è online, pompa e provvede al ricircolo di materiale . La temperatura adatta del materiale per
la stampa è 28 °C /+/- 3 °C)
Modalità di stand-by
In questa modalità, il modulo MDM è fuori linea e opera indipendentemente rispetto alla stampante ProX 800 . Quando il modulo
MDM è collegato a una presa a muro standard, il modulo regola in automatico la temperatura, mantenendola stabile e conforme
alla temperatura di esercizio. In questa modalità, il materiale si riscalda efficacemente, permettendo all'utente di stampare una
parte mentre il materiale viene riscaldato per usi futuri, evitando tempi di fermo .
Per far entrare il modulo MDM in modalità di stand-by, collegarlo a una presa a muro con un cavo di alimentazione standard, quindi
accendere il modulo MDM . Il modulo MDM riscalda il materiale .
NOTA: consigliamo di riscaldare il materiale solo fino a 24 ore prima dell'uso. Il riscaldamento costante del materiale
quando non in uso porta all'invecchiamento precoce del materiale.
Capacità del modulo MDM
Esistono tre modelli di modulo MDM:
NOME VOLUME DI FORMAZIONE MASSIMO CAPACITÀ DI RIEMPIMENTO
MDM 800-50 mm 650 x 750 x 50 mm (25,6 x 29,5 x 1,97 poll .) 95 LITRI (25,1 galloni USA)
MDM 800-275 mm 650 x 750 x 275 mm (25,6 x 29,5 x 10,8 poll .) 272 litri (71,86 galloni USA)
MDM 800-550 mm 650 x 750 x 550 mm (25,6 x 29,5 x 21,65 poll .) 414 litri (109,3 galloni USA)
Contenitore di materiale
I contenitori di materiale della stampante ProX 800 incorporano una tecnologia intelligente a cartuccia che contiene informazioni sul
materiale nel contenitore e nel modulo MDM . Queste informazioni impediscono l'uso del materiale sbagliato, l'uso in modo inappropriato
di materiale o l'uso di contenitori vuoti o scaduti, garantendo che il materiale sia sicuro per l'uso . Per ulteriori informazioni, vedere le
sezioni "Rimozione del contenitore di materiale" a pagina 48 e "Installazione dei contenitori di materiale" a pagina 47 .
3D Systems, Inc . 20M
B
A L
C
H
D
E
F
K
J
G I
Pozzetto del modulo MDM: la parte interna del modulo MDM contiene il pozzetto in cui viene tenuto il materiale utilizzato
A per la stampa .
Coperchio del modulo MDM: il coperchio viene utilizzato per lo stoccaggio di un modulo MDM fuori linea . Previene l'ingresso
B di contaminanti nel pozzetto del materiale, quando il modulo MDM viene stoccato fuori linea (vedere la lettera A) .
Leva di rilascio contenitore di materiale: la leva di rilascio apre il contenitore di materiale in modo che il possa essere
C installato e rimosso . Tirare la leva verso il basso per aprire il contenitore di materiale .
Connettore di alimentazione riscaldatore: questo connettore collega il riscaldatore al modulo MDM permettendo
D il riscaldamento del materiale . Quando in modalità di stampa, è collegato alla macchina . In modalità di stand-by,
è collegato alla parete .
Connettore seriale: il connettore seriale si collega al lettore Smart Cartridge Technology per il contenitore di materiale
E e stabilisce la comunicazione tra riscaldatore e modulo MDM (vedere la lettera "I" di seguito).
Connettore I/O: questo connettore è l'interfaccia per ogni comunicazione e controllo del movimento tra modulo MDM
F e stampante .
Freno: sulle due ruote all'estremità del modulo MDM si trovano dei freni. Sono etichettati "ON/OFF" a indicare in che modo
G spingere la leva per rilasciare o inserire il freno . Inserire il freno ogni volta che il modulo MDM deve rimanere fermo .
Contenitore di materiale: qui viene agganciato il contenitore di materiale per il riempimento automatico del materiale del
H modulo MDM . I contenitori di materiale incorporano una tecnologia a cartuccia intelligente con informazioni sul materiale nel
contenitore e nel modulo MDM . Tali informazioni impediscono l'uso del materiale sbagliato, l'uso in modo inappropriato di
materiale o l'uso di contenitori vuoti o scaduti, garantendo che il materiale sia sicuro per l'uso .
3D Systems, Inc . 21Puoi anche leggere