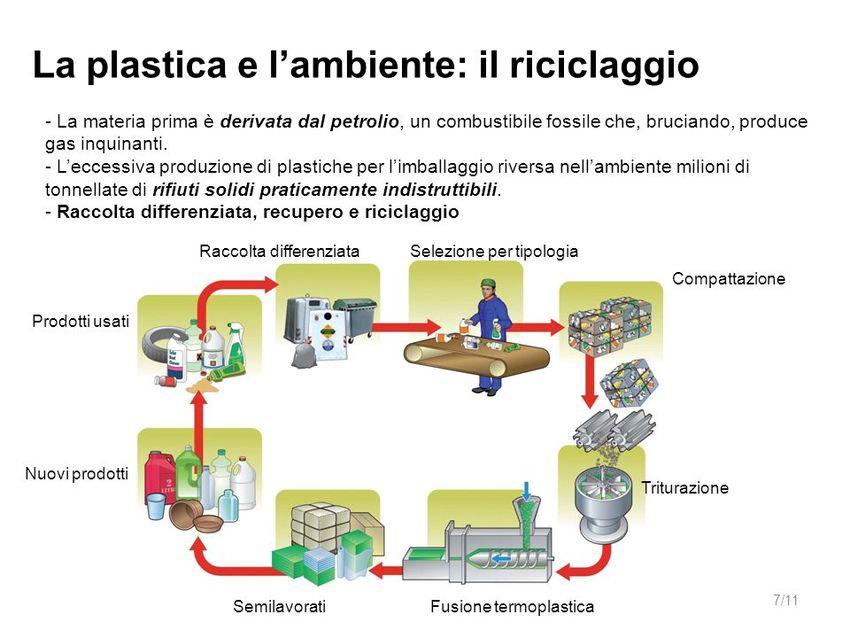
Analisi delle prestazioni ambientali di vaschette per ortofrutta in R-PET con barriera funzionale - Importanza dei dati primari e della ...
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Laura Genovese
R&D MP3 s.r.l.
Milano, 1 MARZO 2019
Analisi delle prestazioni
ambientali di vaschette per
ortofrutta in
R-PET con barriera funzionale
Importanza dei dati primari
e della dichiarazione
di riciclato
OUTLINE CHI SIAMO? OBIETTIVO DELLO STUDIO SCOPO E CAMPO DI APPLICAZIONE: Unitá funzionale CONFINI DEL SISTEMA E PRINCIPALI IPOTESI Materie prime Criteri di allocazione e metodi Processi Tipologia e qualità dei dati Distribuzione e scenari di smaltimento PRESTAZIONI AMBIENTALI e INTERPRETAZIONE CONCLUSIONI


OUTLINE CHI SIAMO? OBIETTIVO DELLO STUDIO SCOPO E CAMPO DI APPLICAZIONE: Unitá funzionale CONFINI DEL SISTEMA E PRINCIPALI IPOTESI Materie prime Criteri di allocazione e metodi Processi Tipologia e qualità dei dati Distribuzione e scenari di smaltimento PRESTAZIONI AMBIENTALI e INTERPRETAZIONE CONCLUSIONI
Obiettivo dello studio
Valutazione degli impatti ambientali associati alla filiera di
produzione di una vaschetta per ortofrutta, contente fino all’85%
di R-PET, prodotta dall’azienda ILIP S.r.l. nello stabilimento di
Bazzano (Bologna).
Short study à Pone le basi per un futuro studio LCA completo.
Contribuisce all’acquisizione di conoscenze che possano agevolare le
aziende del Gruppo ILPA nelle loro strategie e politiche aziendali, ai fini della
massima riduzione possibile dell’impatto ambientale del prodotto oggetto di
studio;
Permette una maggiore comprensione dei temi legati al ciclo di vita delle
vaschette in PET e dei relativi impatti ambientali.
OUTLINE CHI SIAMO? OBIETTIVO DELLO STUDIO SCOPO E CAMPO DI APPLICAZIONE: Unitá funzionale CONFINI DEL SISTEMA E PRINCIPALI IPOTESI Materie prime Criteri di allocazione e metodi Processi Tipologia e qualità dei dati Distribuzione e scenari di smaltimento PRESTAZIONI AMBIENTALI e INTERPRETAZIONE CONCLUSIONI
Campo di applicazione
Unità funzionale
Vaschetta Ortofrutta
R-PET
18 g B40 R-PET 184 mm 117 mm 85 mm
Vaschette prodotte a partire dalla termoformatura
di foglia in PET coestrusa con stratigrafia A-B-A.
Strato A: PET Strati esterni (A):
PET vergine che
Strato B: R-PET + Macinati funge da barriera
funzionale.
Strato A: PET
Strato interno (B):
PET post-consumo (R-PET) e
PET proveniente dalla
macinazione meccanica
degli sfridi di estrusione e
termoformatura.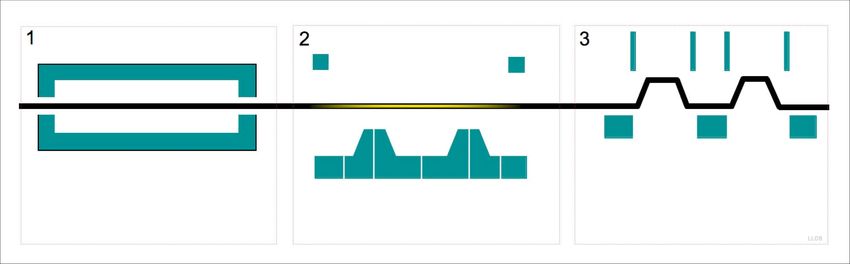
OUTLINE CHI SIAMO? OBIETTIVO DELLO STUDIO SCOPO E CAMPO DI APPLICAZIONE: Unitá funzionale CONFINI DEL SISTEMA E PRINCIPALI IPOTESI Materie prime Criteri di allocazione e metodi Processi Tipologia e qualità dei dati Distribuzione e scenari di smaltimento PRESTAZIONI AMBIENTALI e INTERPRETAZIONE CONCLUSIONI

Confini del sistema e principali ipotesi
Materie prime
Sono impiegate 3 tipologie di materia prima:
1)PET vergine: Polimero vergine utilizzato in coestrusione con la
funzione di barriera funzionale, per garantire una maggiore sicurezza
per il contatto alimentare.
2)R-PET riciclato post consumo: Scaglie provenienti dalla
raccolta differenziata post-consumo delle bottiglie in PET.
Per i processi di lavaggio, riduzione a scaglie e selezione dell’R-
PET a partire dalle balle di bottiglie sono disponibili anche dati
primari (fonte AMP recycling srl, gruppo ilpa), ma nell’ambito di
questo studio sono stati considerati per semplicità dati secondari.
3)Macinati di PET A-B-A: Rifili e scarti di produzione della foglia e delle vaschette che,
in seguito a macinazione meccanica, vengono reimpiegati nella produzione di nuova
foglia A-B-A, nello strato interno B. A loro volta sono costituiti da strati esterni di PET
vergine e da uno strato interno di R-PET.
Gli impatti allocati a tali materiali sono inerenti al solo processo
di triturazione degli scarti, ed al trasporti tra ILIP ed MP3 (2 km).
Confini del sistema e principali ipotesi
Materie prime
Importanza della dichiarazione di Riciclato
1
Strato A: PET Strato A: PET
Strato B: R-PET Strato B: R-PET
Strato A: PET Strato A: PET
2 3
Come modellizzare questa struttura in SimaPro?
ASSUNZIONE: In questo studio i macinati di PET A-B-A sono stati declassati a R-PET e
considerati come prodotto evitato.
Quantitativo di R-PET presente nel prodotto à 85% del totale del PET impiegato.Campo di applicazione
Criteri di allocazione e Metodi
Criteri di allocazione
Lo studio di LCA ha richiesto l’applicazione di procedure di allocazione per la ripartizione dei
consumi energetici e di acqua relativi ai processi estrusione della foglia e di termoformatura
delle vaschette oggetto dello studio.
I dati primari presi in considerazione in questa fase di impostazione preliminare dello studio sono dati medi
relativi all’anno 2017, apposite campagne di raccolta dati saranno effettuate in un secondo momento per la
realizzazione di un completo studio LCA.
Metodo per la valutazione dell’impatto ambientale
EPD 2013 v1.04: metodo limitato alle 4 categorie di impatto richieste ai fini comunicativi per una
Dichiarazione Ambientale di Prodotto EPD (rif. General Programme Instructions dell’International
EPD System, conforme a ISO 14025).
Riscaldamento globale (GWP)
Acidificazione
Ossidazione Fotochimica
EutrofizzazioneConfini del sistema e principali ipotesi
Processi
I confini del sistema, comprendono tutte le fasi del ciclo di vita del prodotto considerato, dalla
culla alla tomba (LCA cradle-to-grave). Sono quindi incluse le fasi di pre-produzione e
produzione dell’articolo in esame oltre che le fasi di distribuzione e smaltimento.
Balle di bottiglie da Estrazione e
impianto di selezione lavorazione delle Estrazione e lavorazione
delle materie prime
COREPLA materie prime
Distribuzione Uso
Lavaggi, selezione, Emulsione di silicone
riduzione a scaglie concentrata
Imballo Granuli di-PET Emulsione di silicone
Scaglie da R-PET
bobina vergine diluita
Smaltimento
Macinati vaschetta
PET A-B-A Estrusione foglia PET
Termoformatura vaschetta
A-B-A
PET
A-B-A
%
% Termovalor. % Discarica
Riciclo
Foglia PET A-B-A Macinati
Vaschetta PET A-B-A PET A-B-A
Imballo Vaschetta Vaschetta PET A-B-A
imballata
UPSTREAM CORE DOWNSTREAM
È stato deciso di escludere dallo studio la fase dell’utilizzo del prodotto, passando dalla
distribuzione allo smaltimento dello stesso. Questa scelta è dovuta al fatto che il prodotto in
esame può essere riempito dal cliente con frutta o ortaggi differenti e di conseguenza subire
passaggi intermedi differenti (saldatura a caldo di un film in PET, insacchettamento,
applicazione di un manico, ecc…).Confini del sistema e principali ipotesi
Processi
Balle di bottiglie da Estrazione e lavorazione
Estrazione e lavorazione
impianto di selezione delle materie prime
delle materie prime
COREPLA
Lavaggi, selezione, Emulsione di silicone
riduzione a scaglie concentrata
Imballo Granuli di-PET Emulsione di silicone
Scaglie da R-PET
bobina vergine diluita
Macinati PET
A-B-A Estrusione foglia PET
A-B-A
Foglia PET A-B-A
Imballo Vaschetta
UPSTREAMConfini del sistema e principali ipotesi
Processi
I confini del sistema, comprendono tutte le fasi del ciclo di vita del prodotto considerato, dalla culla alla
tomba (LCA cradle-to-grave). Sono quindi incluse le fasi di pre-produzione e produzione dell’articolo in
esame oltre che le fasi di distribuzione e smaltimento.
Balle di bottiglie da Estrazione e
impianto di selezione lavorazione delle Estrazione e lavorazione
delle materie prime
COREPLA materie prime
Lavaggi, selezione, Emulsione di silicone
riduzione a scaglie concentrata
Imballo Granuli di-PET Emulsione di silicone
Scaglie da R-PET
bobina vergine diluita
Macinati
PET A-B-A Estrusione foglia PET
A-B-A
Foglia PET A-B-A
Imballo Vaschetta
UPSTREAMConfini del sistema e principali ipotesi
Processi
Termoformatura
vaschetta PET
A-B-A
Vaschetta PET Macinati
A-B-A PET A-B-A
Vaschetta PET A-B-A
imballata
COREConfini del sistema e principali ipotesi
Processi
I confini del sistema, comprendono tutte le fasi del ciclo di vita del prodotto considerato, dalla culla alla
tomba (LCA cradle-to-grave). Sono quindi incluse le fasi di pre-produzione e produzione dell’articolo in
esame oltre che le fasi di distribuzione e smaltimento.
Balle di bottiglie da Estrazione e
impianto di selezione lavorazione delle Estrazione e lavorazione
delle materie prime
COREPLA materie prime
Lavaggi, selezione, Emulsione di silicone
riduzione a scaglie concentrata
Imballo Granuli di-PET Emulsione di silicone
Scaglie da R-PET
bobina vergine diluita
Macinati
PET A-B-A Estrusione foglia PET
Termoformatura vaschetta
A-B-A
PET
A-B-A
Foglia PET A-B-A Macinati
Vaschetta PET A-B-A PET A-B-A
Imballo Vaschetta Vaschetta PET A-B-A
imballata
UPSTREAM COREConfini del sistema e principali ipotesi
Processi
Distribuzione Uso
Smaltimento
vaschetta
% %
% Termovalor.
Riciclo Discarica
DOWNSTREAMConfini del sistema e principali ipotesi
Processi
Balle di bottiglie da Estrazione e
impianto di selezione lavorazione delle Estrazione e lavorazione
delle materie prime
COREPLA materie prime
Distribuzione Uso
Lavaggi, selezione, Emulsione di silicone
riduzione a scaglie concentrata
Imballo Granuli di-PET Emulsione di silicone
Scaglie da R-PET
bobina vergine diluita
Smaltimento
Macinati vaschetta
PET A-B-A Estrusione foglia PET
Termoformatura vaschetta
A-B-A
PET
A-B-A
%
% Termovalor. % Discarica
Riciclo
Foglia PET A-B-A Macinati
Vaschetta PET A-B-A PET A-B-A
Imballo Vaschetta Vaschetta PET A-B-A
imballata
UPSTREAM CORE DOWNSTREAMConfini del sistema e principali ipotesi
Tipologia e qualità dei dati
Caratteristiche qualitative dei dati utilizzati nello studio
Dati PRIMARI: raccolti direttamente nei siti di produzione
Dati GENERICI O SECONDARI: ricavati da banche dati commerciali
Dati TERZIARI: provenienti da stime basate su processi simili i cui dati sono noti o dalla letteratura.
Criteri definiti dalla metodologia PEF della Commissione Europea
(rif. 2013/179/EU - Commission Recommendation of 9 April 2013).
• Completezza (C) Ad ogni requisito viene attribuito un indice di
• Adeguatezza e coerenza qualità da 1 a 5 (1= Qualità massima).
metodologiche (M) La media degli indici determina il livello di
• Rappresentatività temporale (TiR) qualità complessivo del dato utilizzato (DQR).
• Rappresentatività tecnologica (TeR)
DQR Livello di qualità del dato
• Rappresentatività geografica (GR)
• Incertezza dei parametri (P) ≤ 1,6 Ottimo
Da >1,6 a ≤ 2,0 Molto Buono
%&# + (# + %)# + * + + + , Da > 2,0 a ≤ 3,0 Buono
!"# = Da > 3,0 a ≤ 4,0 Soddisfacente
6
>4 ScarsoConfini del sistema e principali ipotesi
Tipologia e qualità dei dati
Fase Processo Tipologia e fonte dei dati Indice Qualità dei
dati (DQR)
Produzione PET vergine Dati secondari- Ecoinvent 3.4 2
Produzione scaglie R-PET post- Dati secondari- Ecoinvent 3.4 2,2
consumo
Produzione materiali da imballaggio Dati secondari- Ecoinvent 3.4 2
Upstream Macinazione sfridi di estrusione Dati primari-fonte MP3 srl 1
Estrusione bobina PET A-B-A Dati primari-fonte MP3 srl 1
Trattamento rifiuti Dati secondari- Ecoinvent 3.4 2,2
Trasporto materie prime in MP3 srl Dati primari- fonte MP3 srl 1
Termoformatura Vaschetta Dati primari-fonte ILIP srl 1
Macinazioni sfridi e scarti Dati primari-fonte ILIP srl 1
Core
Trattamento rifiuti Dati secondari- Ecoinvent 3.4 2,2
Trasporto bobine da MP3 srl a ILIP srl Dati primari-fonte ILIP srl 1
Distribuzione Vaschetta Dati primari-fonte ILIP srl 1
Downstream
Smaltimento Vaschetta Dati secondari- Ecoinvent 3.4 2,2
I consumi di energia, acqua e la produzione di rifiuti durante le varie fasi del ciclo di vita sono
inclusi nei confini di Sistema.Confini del sistema e principali ipotesi
Tipologia e qualità dei dati
Fase Processo Tipologia e fonte dei dati Indice Qualità dei
dati (DQR)
Produzione PET vergine Dati secondari- Ecoinvent 3.4 2
Produzione scaglie R-PET post- Dati primari-fonte MP3 srl 1
consumo
Produzione materiali da imballaggio Dati secondari- Ecoinvent 3.4 2
Upstream Macinazione sfridi di estrusione Dati primari-fonte MP3 srl 1
Estrusione bobina PET A-B-A Dati primari-fonte MP3 srl 1
Trattamento rifiuti Dati secondari- Ecoinvent 3.4 2,2
Trasporto materie prime in MP3 srl Dati primari- fonte MP3 srl 1
Termoformatura Vaschetta Dati primari-fonte ILIP srl 1
Macinazioni sfridi e scarti Dati primari-fonte ILIP srl 1
Core
Trattamento rifiuti Dati secondari- Ecoinvent 3.4 2,2
Trasporto bobine da MP3 srl a ILIP srl Dati primari-fonte ILIP srl 1
Distribuzione Vaschetta Dati primari-fonte ILIP srl 1
Downstream
Smaltimento Vaschetta Dati secondari- Ecoinvent 3.4 2,2
I consumi di energia, acqua e la produzione di rifiuti durante le varie fasi del ciclo di vita sono
inclusi nei confini di Sistema.Confini del sistema e principali ipotesi
Distribuzione e scenari di smaltimento
IPOTESI DI DISTRIBUZIONE…
Per lo studio preliminare è stata ipotizzata una distribuzione delle
vaschette esclusivamente in territorio nazionale.
E’ stata considerata una distanza massima di 1000 km.
…E DI SCENARI DI SMALTIMENTO
Sono stati considerati tre possibili scenari di smaltimento riportati
nella tabella sottostante
% Riciclo 0
Scenario I
% Incenerimento 70
REALE
% Landfill 30
Scenario II % Riciclo 55
PLASTIC % Incenerimento 35
STRATEGY* % Landfill 10
% Riciclo 100
Scenario III
% Incenerimento 0
IDEALE
% Landfill 0
*DIRETTIVA (UE) 2018/852 del 30 maggio 2018 che modifica la direttiva 94/62/CE sugli imballaggi e i rifiuti di imballaggioOUTLINE CHI SIAMO? OBIETTIVO DELLO STUDIO SCOPO E CAMPO DI APPLICAZIONE: Unitá funzionale CONFINI DEL SISTEMA E PRINCIPALI IPOTESI Materie prime Criteri di allocazione e metodi Processi Tipologia e qualità dei dati Distribuzione e scenari di smaltimento PRESTAZIONI AMBIENTALI e INTERPRETAZIONE CONCLUSIONI
Le Prestazioni ambientali
Contributo dei principali processi all’impatto del prodotto nelle
varie categorie
120,
Effetto importante del
fine ciclo vita
100, soprattutto
sull’eutrofizzazione e
sul GWP
80,
60,
%
Smaltimento
Vaschetta PET
40,
imballata
Trasporto
20,
Vaschetta
PET imballata
0,
Acidification (fate Eutrophication Global warming Photochemical Ozone layer Abiotic depletion Abiotic depletion,
not incl.) (GWP100a) oxidation depletion (ODP) (optional) fossil fuels (opt.)
(optional)
Analizzando 1 p 'Vaschetta in PET'; Metodo: EPD (2013) V1.04 / CaratterizzazioneLe Prestazioni ambientali
7,0E-05 0,03
6,0E-05
Acidificazione
Acidificazione kg SO2 eq 0,025 GWP
GWPKg CO2 eq
5,0E-05
TOT: 1,61 E-04 Kg SO 2 eq TOT: 0,0604Kg CO 2 eq
Kg CO2 eq
0,02
Kg SO2 eq
4,0E-05
0,015
3,0E-05
2,0E-05 0,01
1,0E-05 0,005
0,0E+00 0,
I si
gin
e
cit
à
PE
T
RT TO ne es TO ine à T TI ne fi l
l
ss
i
er tt ri R- O EN r to oc EN rg cit PE R rto nd ce
v SP M a pr ve tri R- PO a La ro
T Ele A RI ic RI
M et S c p
PE TR E d tr i NE PE
T El TR
A di tr
i
N la Al la Al
CE a to CE ato
IN Sc IN Sc
2,5E-05 4,0E-06
2,0E-05
Eutrofizzazione Kg PO4---
Eutrofizzazione 3,5E-06 Ossidazione fotochimica
Ossidazione Fotochimica
TOT: 7,62 E-05 Kg PO 43- eq
3,0E-06
kg C2H4
TOT: 7,39 E-06 eq
Kg C2H4 eq
Kg PO43- eq
Kg C2H4 eq
1,5E-05 2,5E-06
2,0E-06
1,0E-05
1,5E-06
5,0E-06 1,0E-06
5,0E-07
0,0E+00
0,0E+00
i ll ine à ET ne TO I si
df cit rto RT es ine à T TI ne O fi l
l
ss
i
La
n erg tt ri -P EN PO ro
c cit PE to NT nd ce
v R ca M S ip erg tt ri R- PO
R r E La ro
T El
e di RI A
tr
v e S ca IM ip
PE a E TR Al
T El A di ER
ol EN PE TR la N Al
tr
at C o CE
Sc IN at IN
ScLe Prestazioni ambientali
Effetto della resa di estrusione
101
DifferenzeLe Prestazioni ambientali
Effetto dello scenario di smaltimento
120
1,47 E-03 Kg di PO43- eq 1,44 Kg di CO2 risparmiati/Kg di
risparmiati/Kg di vaschette. vaschette
100
80
60
%
40
20
Acidification (fate Eutrophication Global warming Photochemical Ozone layer Abiotic depletion Abiotic depletion,
not incl.) (GWP100a) oxidation depletion (ODP) (optional) fossil fuels (opt.)
(optional)
% Riciclo 0 Scenario II % Riciclo 55 % Riciclo 100
Scenario I Scenario III
% Inc. 70 PLASTIC % Inc. 35 % Inc. 0
REALE IDEALE
% Landfill 30 STRATEGY % Landfill 10 % Landfill 0Le Prestazioni ambientali
Effetto dello scenario di smaltimento
% Riciclo 100
Scenario III 1,44 Kg di CO2 risparmiati per
% Inc. 0
IDEALE ogni Kg di vaschette
% Landfill 0
Con un’adeguata tecnologia per riciclare le vaschette in PET in un
anno si sarebbe evitata l’emissione di più di 1.000.000 Kg di CO2
Che equivalgono a circa 166 giri in
auto* attorno all’equatore
*ipotizzando che l’auto emetta 150 g CO2 /KmCONCLUSIONI
La possibilità di agire su processi che vanno dal lavaggio, riduzione a scaglie e
selezione dell’R-PET a partire dalle balle di bottiglie fino alla vaschetta finita,
servendosi dell’LCA come strumento di analisi degli impatti generati è sicuramente un
punto di forza nell’ottica dello sviluppo di imballaggi sempre più sostenibili.
Disponibilità di dati primari: Maggiore affidabilità dello studio, maggiore aderenza
alla realtà.
Utilizzo di materiale riciclato e recupero degli sfridi principali strumenti per ridurre
l’uso di materia prima vergine, alla quale spesso si imputano i maggiori impatti.
Importanza della giusta modellazione per la valutazione degli impatti .
Importanza del fine vita. Fondamentale lo sviluppo di tecnologie di riciclo che
permettano un recupero delle vaschette in PET monomateriale.GRAZIE PER L’ATTENZIONE
Puoi anche leggere