Studio della saldabilità con fascio laser delle leghe di magnesio
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Studio della saldabilità con fascio
laser delle leghe di magnesio
Luigi Tricarico, Politecnico di Bari
Linee guida sulla saldabilità delle leghe
di magnesio con fascio laser
Studio della saldabilità con fascio laser
Nd:YAG (2kW, CW) della lega di
magnesio AZ31
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Linee guida sulla saldabilità delle leghe di
magnesio con fascio laser
9 Principali caratteristiche delle leghe di magnesio
9 Leghe di magnesio commerciali
9 Processi di fabbricazione disponibili per la realizzazione di
componenti in lega di magnesio
9 Problematiche nella saldatura laser delle leghe di magnesio
9 Proprietà delle leghe di magnesio che influenzano la saldabilità
9 Parametri laser che influenzano la saldabilità delle leghe di
magnesio
o Tipo di sorgente laser, Potenza e velocità, Posizione focale,
Sistema di protezione, Preparazione della superficie, Tolleranze di
accostamento, Materiale d’apporto
9 Effetti della saldatura laser sulle leghe di magnesio
o Microstruttura, Caratteristiche meccaniche e tecnologiche del
giunto saldato, Difetti di saldatura
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
1
Principali caratteristiche delle leghe di
magnesio
9 Bassa densità (più leggero tra i metalli per applicazioni strutturali)
9 Eccellente resistenza e rigidezza specifica
9 Eccellente lavorabilità alle macchine utensili
9 Eccellente capacità di smorzamento delle vibrazioni
9 Buona capacità di schermare le interferenze elettromagnetiche
9 Buona riciclabilità
9 Buona attitudine alla produzione di getti, anche se sono caratterizzate da
grande contrazione durante la solidificazione
9 Scarsa deformabilità a freddo, ma buona formabilità a caldo
9 Scarsa resistenza alla corrosione, ma le leghe di magnesio ad alta purezza
hanno migliorato notevolmente questa proprietà
9 Limitata resistenza a fatica
9 Limitata resistenza allo scorrimento viscoso
9 Bassa rigidezza
9 Scarse proprietà superficiali, come bassa durezza e resistenza all’usura
9 Costi elevati
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Leghe di magnesio commerciali
9 La maggior parte delle leghe di magnesio sono di tipo ternario. Alcuni elementi di
lega utilizzati sono alluminio, zinco, torio e terre rare. L’alluminio è il principale
elemento di lega delle serie AZ (Mg – Al - Zn), AM (Mg - Al - Mn) e AS (Mg - A - Si).
Designazione Elementi di lega Uso Proprietà di base e applicazioni
Lega generale
AZ91 9.0% Al, 1.0%Zn, 0.13%Mn buona castability, buone proprietà meccaniche a T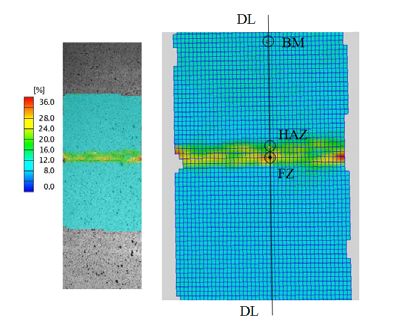
Processi di fabbricazione di componenti in
lega di magnesio
9 Le leghe di magnesio hanno trovato numerose applicazioni nel settore nucleare,
aerospaziale, aeronautico, elettronico ed in particolare in quello automobilistico
dove sono utilizzate prevalentemente per la produzione di getti pressofusi
9 Con l’obiettivo di ampliare i settori di utilizzo e all’interno di ogni settore, le
possibili applicazioni, le leghe di magnesio sono oggetto di studio sia per quanto
riguarda lo sviluppo di nuove leghe che per migliorare i processi di fabbricazione,
in particolare quelli di deformazione plastica e di saldatura
9 Attualmente i processi TIG e MIG sono i principali metodi utilizzati nella saldatura
delle leghe di magnesio, in particolare per la riparazione dei difetti di colata. Tra
gli svantaggi si evidenzia:
o Bassa velocità di saldatura, elevate tensioni residue e distorsioni, un’ampia
Zona Fusa (FZ) e Termicamente Alterata (HAZ), elevati ritiri, perdita per
evaporazione di elementi di lega, variazioni della microstruttura e delle
proprietà del giunto
9 L’elevata velocità di saldatura e il piccolo apporto termico (a cui corrispondono
piccole HAZ /FZ e basse distorsioni/tensioni residue), giustificano il crescente
interesse verso la saldatura delle leghe di magnesio con fascio laser
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Problematiche nella saldatura laser delle
leghe di magnesio
9 Nonostante queste potenzialità, un’errata scelta dei
parametri di saldatura laser, può determinare alcuni problemi
di lavorazione e difetti di saldatura, come:
o Bagno di fusione instabile
o Abbondanti spruzzi
o Grande tendenza al gocciolamento per ampi bagni di fusione
o Eccessiva formazione di pori (particolarmente per i getti pressofusi)
o Incisioni marginali e sottosquadri
o Inclusione di ossidi porosi
o Perdita di elementi leganti
o Cricche di liquazione e di solidificazione
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
3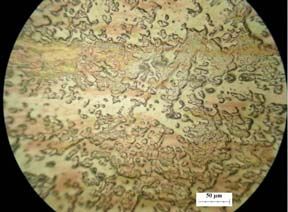
Proprietà delle leghe di magnesio che
influenzano la saldabilità
9 Queste problematiche sono legate ad alcune proprietà intrinseche delle
leghe di magnesio possiedono, come:
o Basso coefficiente di assorbimento alla radiazione dei comuni laser industriali
(CO2, Nd:YAG)
o Forte tendenza all’ossidazione
o Alta conducibilità termica
o Elevato coefficiente di espansione termica
o Basse temperature di fusione e di evaporazione
o Ampio intervallo di solidificazione
o Alto ritiro di solidificazione
o Tendenza a formare costituenti a basso punto di fusione
o Bassa viscosità
o Bassa tensione superficiale
o Elevata solubilità dell’idrogeno nel metallo liquido,
o Assenza di un cambiamento di colore alla temperatura di fusione.
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Proprietà delle leghe di magnesio che
influenzano la saldabilità
Proprietà Magnesio Alluminio Ferro
Densità, kgm−3 1740 2385 7015
Modulo elastico, Pa 4.47×1010 7.06×1010 21×1010
Temperatura di fusione, °C 650 660 1536
Temperatura di ebollizione, °C 1090 2520 2860
Pressione del vapore, Pa 360 10-6 2.3
Tensione superficiale, Nm-1 0.559 0.914 1.872
Viscosità, kgm−1 s−1 0.00125 0.0013 0.0055
Calore specifico, J kg−1 K−1 1360 1080 795
Calore latente di fusione, J/kg 3.7×105 4×105 2.7×105
Conducibilità termica, Wm−1 K−1 78 94.03 38
Diffusività termica, m2 s−1 3.73×10−5 3.65×10−5 6.80×10−6
Coefficiente di espansione termica, 1/K 25×10−6 24×10−6 10×10−6
Resistività elettrica, µΩm 0.274 0.2425 1.386
Energia di ionizzazione, eV 7.6 6 7.8
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
4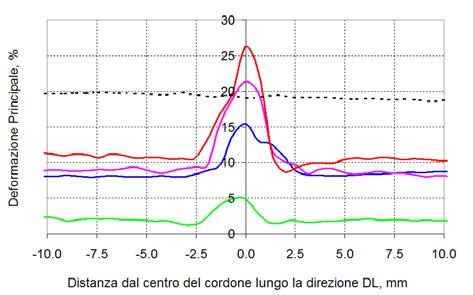
Parametri laser che influenzano la
saldabilità delle leghe di magnesio
9 Sorgente laser
9 Potenza e velocità
9 Posizione focale
9 Sistema di protezione
9 Preparazione della superficie
9 Tolleranze di accostamento
9 Materiale d’apporto
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Tipologia di sorgente laser
9 Per studiare la saldabilità delle leghe di magnesio: CO2, Nd:YAG.
9 Il laser a CO2 ha potenze maggiori, alta efficienza, affidabilità e
sicurezza. Recentemente il laser a Nd:YAG è entrato nel campo
dominato dal laser a CO2, in seguito al miglioramento della qualità del
fascio e la possibilità di trasportare il fascio con fibre ottiche.
9 La saldabilità delle leghe di magnesio è sensibilmente migliore con il
laser a Nd:YAG (minore irradianza di soglia per il keyhole, bagno di
fusione più stabile, maggiore efficienza di saldatura].
9 Le tolleranze di accostamento del giunto sono più strette nel CO2
(necessità di preparare i lembi alle macchine utensili) rispetto al Nd:YAG
(lembi ottenibili per tranciatura) per i piccoli diametri del fascio di un CO2.
Velocità di Penetrazione,
Sorgente Laser Potenza, kW Materiale
saldatura, mm/s mm
CO2 , CW A parità di materiale 0.7
1.5 83
Nd:YAG, CW e spot 2
CO2 (6kW, CW) 2.5 127
AZ31B-H24 1.8
Nd:YAG (2kW, PW) 0.8 (t=5ms, f=120Hz) 30
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
5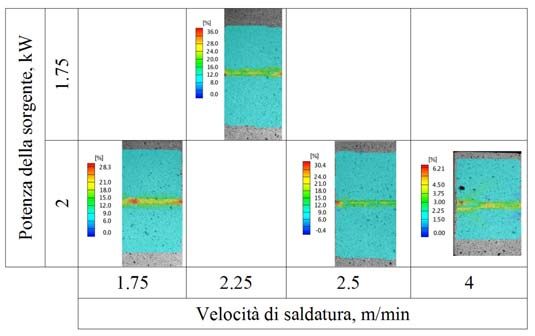
Posizione Focale
9 La posizione focale ha una grande influenza sul processo e sulla
qualità di saldatura. Il piano focale dovrebbe essere posizionato
dove si raggiunge la massima profondità di penetrazione e la
migliore qualità del cordone.
o La posizione focale sulla superficie del pezzo presenta la minore
larghezza di saldatura, mentre la larghezza di saldatura diventa più
ampia quando la posizione focale è spostata sopra o sotto la superficie
o La posizione focale dovrebbe essere spostata sotto la superficie con
l’aumento dello spessore delle lamiere da saldare.
Posizione Focale Materiale Spessore Posizione focale
AZ91D +1 e -1mm
CO2 (1kW in CW) 2
WE43-T6 +1 e -1mm
2.5 - 3mm 0mm
CO2 (2.kW in PW) AZ91D
5 - 8mm -2mm
3mm 0.8 ± 0.1mm
Nd:YAG (3 kW in CW) AZ91 e AM50
5mm 1.2 ± 0.2mm
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Potenza della sorgente
9 Fasci di alta potenza determinano saldature profonde e ampie, ma
aumentano il rischio di spruzzi e di perdita di elementi di lega
9 Un livello più basso di potenza migliorare la qualità della saldatura, ma
non può scendere al di sotto di un valore di soglia
o Nella saldatura di lamiere pressofuse di 3 e 5mm di spessore delle leghe
AZ91 e AM50, il livello di potenza ottimale utilizzando un laser Nd:YAG è
compreso tra 2 e 2.5kW.
o Una perdita di resistenza a trazione è stata trovata nelle saldature con laser
Nd:YAG a livelli di potenza inferiori a 2kW
10
4
CO2 – WE43 – V=33mm/s
Larghezza cordone, mm
8 CO2 – WE43 – V=33mm/s
Penetrazione, mm
3
6
2
4 Journal of Materials
Processing
1 Technology 171
2
(2006) 188–204
0 0
0 1 2 3 4 5 0 1 2 3 4 5
Potenza della sorente, kW Potenza della sorente, kW
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
6
Potenza della sorgente
9 Un’elevata densità di potenza sul pezzo in lavorazione è cruciale per
realizzare la saldatura in regime di keyhole e per controllare la
formazione del cordone.
9 L’irradianza di soglia è funzione di diversi parametri tra cui si
evidenzia il tipo di sorgente, il materiale in lavorazione e lo stato della
superficie lavorata
Sorgente Irradianza di
Materiale Stato superficie
Laser soglia, W/cm2
WE43 2×106 Getto pressofuso - Lembi lavorati alle macchine utensili
5×105 Laminato
CO2
AZ31B 4.2×105 Laminato - Superficie cromata
6.9×105 Laminato - Lembi lavorati alle macchine utensili
AM60B 1.2×105 Getto pressofuso
Nd:YAG 4.0×105 Getto in sabbia - Lembi grezzi
ZE41A-T5
1.5×106 Getto in sabbia - Lembi lavorati alle macchine utensili
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Velocità di saldatura
9 Esiste una finestra di lavoro in cui la penetrazione e la larghezza del
cordone diminuiscono entrambe linearmente con l’aumento della
velocità di saldatura
o Un’ulteriore riduzione della velocità porta ad un lieve incremento della
profondità di saldatura, ma ad un aumento della larghezza di FZ e HAZ.
o Un’ulteriore aumento della velocità introduce instabilità del keyhole, un
aumento di incisioni marginali e sottosquadri sulla superficie del cordone, o
la tendenza a diminuire la duttilità della zona di fusione.
9 3.5 Journal of Materials
8
P=4kW P=4kW Processing
3
Technology 171
7
Larghezza cordone, mm
2.5 (2006) 188–204
Penetrazione, mm
6 CO2 – WE43
2 P=2kW P=3kW
5 CO2 – WE43
4 1.5
P=2kW
3 Nd:YAG – AM60B
1
2 P=1kW
P=3kW
1 Nd:YAG – AM60B 0.5
P=1kW
0 0
10 40 70 100 130 10 40 70 100 130
Velocità di saldatura, mm/s Velocità di saldatura, mm/s
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
7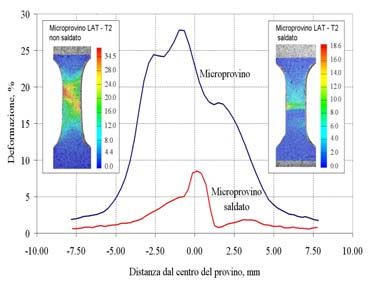
Velocità di saldatura
9 La performance di saldatura è influenzata dalle proprietà
termofisiche delle leghe, che spesso sono significativamente
diverse tra loro.
o Per esempio, nella saldatura con laser a Nd:YAG di 1.7kW, i valori più
elevati della profondità di penetrazione e dell’area della sezione
trasversale del cordone della lega AZ91D, rispetto alla lega AZ21A
sono giustificati dalla maggiore conducibilità termica della lega AZ91D
(139 W/mK) rispetto a quella della lega AZ21A (51W/mK)
4 10
2
Area sezione cordone, mm
Journal of Materials
Processing
8
Penetrazione, mm
3 Technology 171
(2006) 188–204
6
2
4
AZ91 D
1
AZ21 A 2
AZ21 A
0 0
30 60 90 120 150 30 60 90 120 150
Velocità di saldatura, mm/s Velocità di saldatura, mm/s
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Preparazione della superficie
9 Lo stato della superficie influenza l’assorbimento della luce laser e
quindi l’irradianza di soglia per la saldatura in regime di keyhole.
9 Anche se l’assorbimento aumenta con la temperatura (quando si
instaura il regime di keyhole, raggiunge valori vicino al 100%), a
temperatura ambiente l’assorbimento alla luce di un laser CO2 è di circa
il 3% mentre di circa 8 – 20% per la luce di una sorgente Nd:YAG.
9 La presenza di rivestimenti o di ossido di magnesio (MgO) modifica il
valore dell’assorbimento iniziale
o La presenza di MgO aumenta l’assorbimento alla luce del CO2 (MgO ha un
coefficiente di assorbimento di circa il 93 – 98%). MgO è invece
relativamente trasparente nell’infrarosso (circa il 20% alla luce del Nd:YAG)
per cui la presenza di ossidi sulla superficie delle leghe di magnesio ha una
scarsa influenza sul coefficiente di assorbimento dei fasci laser a Nd:YAG.
Il film di MgO è comunque poroso e tende ad assorbire umidità,
specialmente quando è esposto per lungo tempo in ambienti altamente
umidi. Durante la saldatura MgO può quindi diventare una fonte
addizionali di idrogeno e quindi essere causa di porosità.
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
8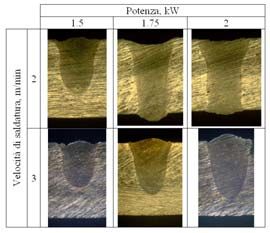
Preparazione della superficie
9 Anche eventuali rivestimenti protettivi modificano l’assorbimento
della luce laser. Rivestimenti a base di cromo, spesso usati per le
leghe di magnesio, aumentano per esempio l’assorbimento della
luce di un laser CO2 dal 3 al 9%
9 In generale si suggerisce di pulire prima della saldatura i lembi del
giunto e tutte le superfici coinvolte nella fusione (compreso
l’eventuale filo d’apporto), per rimuovere, oltre agli ossidi e layer
idratati, anche eventuali rivestimenti protettivi e agenti oleosi,
residui di processi di fabbricazione precedenti (formatura,
lavorazioni per asportazione di truciolo, assemblaggio)
o Tra i metodi di pulizia, quella meccanica (panni con particelle
abrasive, spazzole con setole in acciaio inossidabile, lane d'acciaio o
alluminio) oppure quella con prodotti chimici sgrassanti
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Sistema di protezione
9 Le leghe di magnesio sono altamente suscettibile all’ossidazione e
quindi la saldatura deve essere realizzata con una adeguata protezione
dall’atmosfera in modo da:
o Proteggere le ottiche dalle scorie di metallo espulso dalla zona di lavoro
o Evitare bruciature, porosità, spruzzi e collassi del cordone
o Migliorare la finitura superficiale, la profondità di penetrazione e l’aspetto di
forma del cordone (rapporto profondità/larghezza)
9 La copertura è ottenuta configurando opportunamente il sistema di
adduzione del gas, utilizzando gas inerti come elio o argon e definendo
appropriati valori della portata.
o Nella saldatura della lega WE43 utilizzando una sorgente CO2 (5kW in CW)
si è evidenziato che portate di elio inferiori a 50 l/min possono causare
spruzzi o collassi del bagno di fusione
o Nella saldatura della lega AZ31 utilizzando una sorgente Nd:YAG (2kW in
CW) un’adeguata copertura è stata ottenuta con una portata di elio di 30
l/min
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
9
Sistema di protezione
9 Per i bassi valori di viscosità e tensione superficiale, le leghe di
magnesio allo stato fuso hanno una forte tendenza alla formazione di
scorie e al gocciolamento. Sono perciò giustificate configurazioni che
prevedono l’utilizzo di una protezione al rovescio
9 La scelta del gas oltre che dalle caratteristiche del gas (conducibilità,
densità) è funzione anche della sorgente laser utilizzata per la
dipendenza della ionizzazione dalla lunghezza d’onda
o La resistenza a trazione dei giunti saldati con laser CO2 sono più sensibili
al gas di copertura e alle condizioni di copertura, al contrario dei giunti
saldati con laser Nd:YAG che hanno un comportamento meccanico più
stabile e migliore al variare delle condizioni di copertura
Protezione Qualità
Sorgente Laser Materiale Spessore Giunto
dritto rovescio cordone
Elio Argon SI
CO2 (2kW in CW)
Argon NO NO
AZ31B-H24 1.7mm Di testa
Elio Argon SI
Nd:YAG (2kW in CW)
NO SI SI
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Tolleranze di accostamento
9 Ampi gap possono causare depressioni nel cordone di
saldatura e quindi portare a effetti di intaglio
o Nelle saldature di testa senza materiale d’apporto, il gap
deve essere inferiore a circa il 10% dello spessore e al
50% del diametro del fascio.
o Una sensibile riduzione della resistenza del giunto è stata
evidenziata nella saldatura con laser Nd:YAG (2.5kW in
CW) delle leghe AZ91 e AM50, per gap superiori al 5%
dello spessore
9 In giunti di testa realizzati con gap nullo, per non
compromettere l’affidabilità della saldatura, la
deviazione massima del fascio laser non può superare
il 50% del diametro del fascio
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
10Materiale d’apporto
9 L’utilizzo di un metallo d’apporto porta numerosi vantaggi perché può:
o Compensare il metallo perso per vaporizzazione
o Ridurre la depressione in superficie e il gocciolamento del cordone
o Ridurre la porosità
o Controllare la composizione del cordone di saldatura per
Ridurre la suscettibilità della zona di fusione alla formazione di una struttura
meno duttile o alla tendenza alla formazione di cricche sotto tensione
Evitare cricche di saldatura
o Promuovere la stabilità del processo
o Permettere di tollerare gap del giunto più ampi
9 L’uso del metallo d’apporto
o Ha come effetto un allargamento del cordone di saldatura con conseguente
riduzione dell’aspetto di forma
o Richiede una più alta potenza, una più bassa velocità di saldatura ed un
diametro dello spot sufficientemente ampio, per evitare instabilità del
processo di saldatura o anche danneggiamenti del cordone
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Materiale d’apporto
9 L’aumento di potenza o la riduzione di velocità che è richiesta
quando si salda con filo d’apporto, è proporzionale al diametro del
filo.
o A causa della difficoltà di trafilatura delle leghe di magnesio non sono
commercialmente disponibili fili di piccolo diametro. In genere sono
disponibili fili con diametro minimo di 1.2 -1.6mm, con costi di
produzione piuttosto alti.
9 Per la scelta del metallo d’apporto può prendersi come riferimento
l’esperienza maturata nelle saldature ad arco
o la scelta dipende da metallo base, tipo di giunto e rivestimento del filo
o Se richiesto una buon adattamento del colore, riduzione di effetti
galvanici, o una buona risposta ai trattamenti termici, si preferiscono
materiali d’apporto con la stessa composizione del metallo base
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
11Effetti della saldatura laser sulle leghe di
magnesio
9 Microstruttura della zona fusa e della
zona termicamente alterata
9 Difetti metallurgici e morfologici del
giunto
9 Caratteristiche meccaniche e
tecnologiche del giunto saldato
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Microstruttura – Ampiezza della FZ e della
HAZ
9 Un cordone di saldatura stretto e con una ridotta zona termicamente
alterata è un importante caratteristica delle saldature laser delle leghe di
magnesio.
o L’ampiezza della (FZ) e della HAZ è sensibile all’apporto termico sul giunto.
In tabella sono riportati alcuni valori di riferimento
o Un aumento dell’apporto termico, per esempio ottenuto con una diminuzione
della velocità di saldatura, può raddoppiare le ampiezze della HAZ riportate
in tabella
o E’ possibile una zona di liquazione dell’ampiezza di pochi grani nella zona
termicamente alterata adiacente alla zona fusa
Sorgente Laser Materiale Spessore HAZ FZ
Nd:YAG (2.5kW in CW) ZE41A-T5 2mm 0.8–1.3mm
Nd:YAG (2.5kW in CW) AZ91D 50 – 160micron
Nd:YAG (2.kW in PW) AZ31B 50 – 60micron
CO2 (6 kW in CW) AZ31B 51 – 60micron
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
12Microstruttura – Effetti sulla HAZ
9 Sono legati al tipo di lega (deformazione plastica, per getti), alle
condizioni di fornitura del materiale (incrudita, invecchiata) e all’apporto
termico sul giunto
o Ad elevati apporti termici, sono suscettibili all’ingrossamento del grano, le
leghe per deformazione plastica fortemente incrudite e prive di elementi
che affinano il grano. E’ per esempio sensibile la lega AZ31, mentre non
sono sensibili le leghe contenenti zirconio.
o In generale non si osservano fenomeni di accrescimento del grano nelle
leghe per getti. Sono però possibili fenomeni di liquazione sui bordi di grano
adiacenti alla zona fusa. E’ per esempio sensibile a questo fenomeno la
lega WE54 (fusione di intermetallici a basso punto di fusione).
Condizione lega Effetto
incrudita (laminata a Perdita del rafforzamento per effetti di recupero e
freddo) ricristallizzazione (ingrossamento del grano)
Invecchiata Perdita del rafforzamento nella HAZ per sovra
(trattamento T6) invecchiamento
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
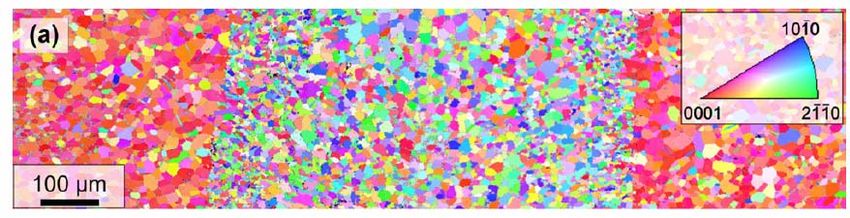
Microstruttura – Effetti sulla FZ
Sezione Materials
trasversale del
cordone di
Science and
saldatura Engineering A
485 (2008) 20–
30
9 La microstruttura del MB ha
poca influenza su quella della
FZ
9 Comparata con la struttura del
MB, il rapido raffreddamento
subito dal materiale porta ad
un significativo affinamento
del grano
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
13Proprietà meccaniche - Resistenza a
trazione
9 La resistenza meccanica dei giunti saldati è influenzata da diversi fattori
come, presenza di ossidi, porosità, forma del cordone del giunto in
superficie, valori del gap di accostamento.
9 Il comportamento a trazione sarà perciò diverso se si analizzano leghe
per getti o leghe prodotte con processi primari di deformazione plastica
9 Nelle leghe per deformazione plastica la resistenza meccanica è meno
influenzata dalle proprietà del materiale base
o Prove di trazione realizzate su giunti di testa realizzati con le leghe per
deformazione plastica AZ31 e AZ61 saldate con laser Nd:YAG (2kW in
CW) e CO2 (6kW in CW) hanno evidenziato
Valori di tensione massima (UTS) e di snervamento (YS) confrontabili con
quelli del materiale base.
Un allungamento a rottura inferiore a quello del materiale base, con la rottura
localizzata in prossimità della sezione meno resistente del cordone di saldatura
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Proprietà meccaniche - Resistenza a
trazione
9 Nelle leghe per getti la resistenza meccanica è influenzata dal tenore di
gas contenuto nel materiale base, in quanto influenza le quantità di pori
e ossidi nel giunto di saldatura.
o Prove di trazione effettuate su giunti di testa realizzati con le leghe da getto
AZ91 e AM50 saldate con laser Nd:YAG (2kW in CW) e CO2 (6kW in CW)
hanno evidenziato
Una riduzione di UTS e YS di circa il 10%.
Un allungamento a rottura inferiore a quello del materiale base con la rottura
localizzata nella zone di maggiore porosità
9 In generale:
o Una maggiore presenza di gas e cavità di ritiro dovrebbe portare a valori di
resistenza del giunto saldato ridotte e disperse
o La resistenza delle saldature potrebbe raggiungere le proprietà del
materiale base per getti con basso tenore di gas e ossidi
o A parità di volume totale dei pori, giunti con pori di piccola dimensione
mostrano una resistenza più alta di quelle con pori di dimensioni maggiori
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
14Proprietà meccaniche - Resistenza a
trazione
9 Le proprietà meccaniche delle saldature sono fortemente influenzate
dalla forma del cordone in superficie, con particolare riferimento a
eventuali intagli presenti
o Gli intagli sono in genere causati da gocciolamenti del materiale alla radice,
perdita di materiale per vaporizzazione in superficie, instabilità della saldatura
9 Il comportamento meccanico può essere sensibilmente migliorato con
l’utilizzo di metallo d’apporto
Materiale Spessore, Materiale filo UTSBM /UTSWEL, YSBM /YSWEL,
Sorgente Laser εBM/ε WEL, %
Base mm d'apporto % %
CO2 (2.5kW,
AZ61 5 AZ92 76% 90% 24%
CW)
Nd:YAG (2kW, NO 64% - -
AZ31B 1.36
CW) AZ61 90 - 100% - 27%
CO2 (5kW, CW) WE43-T6 4 - 76 – 90% 64 – 107% 33%
WE54-T6 WE54 85 – 90% (T6) - 70 - 83% (T6)
CO2 (2kW, CW) AZ91-T4 5 AZ92 ≈100% (T6) - -
QE22-T6 QE22 92 - 95% (T6) - 60% /T6)
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Proprietà meccaniche - Durezza nella HAZ
e nella FZ
9 La durezza dopo saldatura laser nella HAZ e nella zona FZ può
variare sensibilmente in funzione delle caratteristiche della lega
9 Si possono in linea generale individuare tre differenti comportamenti
nelle leghe di magnesio, in funzione del tipo di lega saldata:
o Saldature realizzate su getti
o Saldature realizzate su prodotti ottenuti con processi di trasformazione
primari di deformazione plastica (laminazione, estrusione)
o Saldature realizzate su leghe rafforzate per precipitazione
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
15Durezza della FZ e HAZ – Saldature
realizzate su getti
9 Si evidenzia un aumento della durezza della FZ, mentre si registrano
leggere variazioni di durezza nella HAZ
o Nella saldatura con Nd:YAG (3kW in CW) su getti AM60B (pressofusi)
l’aumento di durezza della FZ è circa del 20%. In cordoni di saldatura con
presenza di pori, è stata osservata una riduzione di durezza anche del 15%
9 L’aumento di durezza nella FZ è probabilmente dovuto ad una
microstruttura più fine e ad una più fine distribuzione di intermetallici
duri come per esempio Mg17Al12 nelle leghe con alluminio
9 La durezza nella zona fusa aumenta quasi linearmente con la velocità
di saldatura, perché un aumento della velocità di saldatura determina
o Un più significativo affinamento della microstruttura
o Un aumento degli elementi di lega nella matrice
o Una più fine distribuzione degli intermetallici duri
9 A basse velocità di saldatura la struttura del cordone e la sua durezza
sono prossime a quelle del materiale base.
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Durezza – Saldature realizzate su leghe per
deformazione plastica
9 La durezza della HAZ e della FZ dipende dal grado di incrudimento del
materiale base e dalle variabili di processo che influenzano la velocità
di raffreddamento di FZ e HAZ
9 L’apporto termico sul giunto è la variabile di processo più significativa.
Una riduzione della durezza della FZ si è per esempio osservata:
o In seguito ad una riduzione della velocità di saldatura
o Utilizzando una sorgente CO2 invece che di una a Nd:YAG (la presenza del
gas di copertura e del plasma forniscono in questo caso una sorgente di
calore addizionale, che riduce lo scambio termico e aumenta il volume di
metallo fuso)
9 I fenomeni che si possono verificare nella
o HAZ sono: la ricristallizzazione (aumento di durezza) e l’ingrossamento del
grano (diminuzione della durezza).
o FZ sono: l’affinamento del grano (aumento della durezza) e la perdita
dell’incrudimento iniziale (diminuzione della durezza).
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
16Durezza – Saldature realizzate su leghe per
deformazione plastica
9 E’ il prevalere di un fenomeno rispetto all’altro che può portare a
variazioni di durezza nella HAZ e FZ
o In genere non si hanno apprezzabili variazioni di durezza tra BM, HAZ e
FZ per la compensazione dei fenomeni descritti
o In leghe parzialmente ricotte o ricotte si ha un aumento della durezza
della FZ e una riduzione della durezza della HAZ, dipendente dal grado
di ricristallizzazione
o Nelle leghe fortemente incrudite è stata riscontrata una graduale
diminuzione della durezza dalla BM alla HAZ alla FZ, con un valore
minimo nella FZ
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Durezza – Saldature realizzate su leghe
invecchiate
9 Gli effetti del rafforzamento per invecchiamento nelle leghe di
magnesio non sono così importanti come per le leghe di allumino.
o Non è attesa una forte diminuzione della durezza della FZ nei giunti
ottenuti dopo la saldatura laser delle leghe invecchiate (T6),
probabilmente perché l’affinamento del grano compensa la diminuzione in
durezza causata dalla dissoluzione dei precipitati
o In alcune leghe (QE22-T6) è stata registrata una significativa diminuzione
della durezza della FZ (probabilmente per un cambiamento della struttura
submicroscopica, mentre nella HAZ alcune leghe (AZ91-T6 e QE22-T6)
hanno evidenziato una diminuzione della durezza per la dissoluzione o
l’ingrossamento dei precipitati nella HAZ
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
17Difetti nella saldatura con fascio laser
delle leghe di magnesio
9 Distorsioni
9 Perdita di elementi di lega
9 Inclusioni di ossidi
9 Tendenza alla formazione di cricche
o Da solidificazione
o Da liquazione
9 Porosità
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Distorsioni
9 Il basso modulo di elasticità (40GPa), combinato con un
elevato coefficiente di espansione termica (25×10−6 )
può causare significative distorsioni di saldatura
o Per evitare distorsioni è necessario un afferraggio rigido,
anche se questo può essere causa di tensioni residue
o A causa del minore input termico, nella saldatura laser le
distorsioni e le tensioni residue sono minori rispetto alle
saldature ad arco
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
18Difetti – Perdita di elementi di lega
9 Le perdite preferenziali per evaporazione durante la saldatura
coinvolgono principalmente elementi come zinco e magnesio
o Hanno un basso punto di ebollizione e una più alta pressione del vapore alla
temperatura del bagno di fusione (tipicamente 1000K)
9 La vaporizzazione causerà una variazione della composizione chimica
nella zona di fusione, specialmente ad elevate irradianze e alti apporti
termici
o Elevate irradianze sono responsabili di maggiori perdite per vaporizzazione,
aumento di spruzzi e cordoni di saldatura non graditi.
o E’ stato evidenziato un aumento del tenore superficiale di allumino in cordoni
di saldatura ottenuti saldando la lega AZ91 con sorgente Nd:YAG di 0.9kW
o Basse velocità hanno evidenziato ampie riduzioni di Mg e Zn
9 I parametri di saldatura permettono di controllare la ridistribuzione nel
cordone degli elementi di lega (così come della porosità)
9 Le perdite sono più problematiche in alcuni sistemi, come per esempio
nelle leghe sistema Zn - Zr
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Difetti - Inclusioni di ossidi
9 Sono state individuate tre differenti fonti di inclusioni di ossido nelle leghe
di magnesio saldate con fascio laser.
o Ossidi esistenti nel metallo base che nascono durante i processi di
fabbricazione primari sul materiale o durante il processo di fabbricazione dei
getti
o Intrappolamento di ossidi superficiali che si formano nel bagno liquido
durante la saldatura.
Gli ossidi superficiali di magnesio contengono solitamente umidità e possono
portare alla formazione di porosità a causa dello sviluppo di gas.
o Intrappolamento di aria o gas di protezione (non adeguatamente puro) nel
bagno di fusione per instabilità del keyhole e conseguente ossidazione dei
vapori di magnesio
9 Gli ossidi fragili nei giunti di magnesio saldati con fascio laser possono
esistere in forma di:
o Particelle. Hanno scarsa influenza sulla qualità dei giunti saldati.
o Film. Più nocivi sulla qualità della giunzione perché riducono le proprietà
meccaniche e promuovono la formazione di cricche.
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
19Difetti – Tendenza alla formazione di
Cricche
9 Le cricche a caldo sono state uno dei principali difetti di saldatura delle
leghe di magnesio
9 Le leghe di magnesio sono potenzialmente suscettibili alla formazione
di cricche per
o L’ampio intervallo di solidificazione
o Il grande ritiro di solidificazione
o L’elevato coefficiente di espansione termica e
o Il basso punto di fusione dei costituenti intermetallici
9 Nella maggior parte delle leghe di magnesio, un incremento degli
elementi di lega in genere incrementa l’intervallo di solidificazione.
9 Le cricche si distinguono in:
o Cricche di liquazione, che si ha nella zona termicamente alterata
o Cricche di solidificazione, che si ha nella zona fusa
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Difetti – Cricche da solidificazione nella FZ
9 Sono caratteristiche delle leghe con elementi di lega (alluminio, zinco)
che favoriscono ampi intervalli di solidificazione
o Per le leghe del sistema Mg – Al – Zn, le cricche di solidificazione iniziano
a svilupparsi quando la composizione promuove un ampio intervallo di
solidificazione (tenori di allumino del 10%), e sono severe per tenori di
zinco che superano 1%.
o Sono sensibili alle cricche di solidificazione anche le leghe del sistema Mg
– Zn – Zr, che in condizioni di equilibrio hanno intervalli di solidificazione di
circa 100°
9 Le terre rare riducono l’intervallo di solidificazione
9 Per le leghe sensibili al fenomeno, le linee guida per evitare le cricche
di solidificazione devono essere finalizzate alla riduzione dell’apporto
termico sul giunto
o Riduzione dell’irradianza
o Aumento della velocità di saldatura
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
20Difetti – Cricche da liquazione nella HAZ
9 Si verificano nella zona termicamente alterata, in prossimità della linea
di fusione, per la fusione ed il successivo raffreddamento di elementi
intermetallici presenti sui bordi di grano
o In seguito al ciclo termico le cricche si originano per l’inabilità del film di
liquido, che si forma sul bordo di grano, di accomodare le tensioni termiche
indotte durante il raffreddamento
9 Sono caratteristiche delle leghe con elementi di lega (alluminio, zinco)
che favoriscono la presenza di eutettici basso-fondenti
o Le leghe del sistema Mg - Al e Mg - Zn con alto tenore di zinco e allumino
sono probabilmente più soggette ad incipiente fusione di intermetallici in
prossimità dei bordi di grano
Sono state osservati nella saldatura con laser Nd:YAG della lega ZE41A
(2.5kW in CW) e nella saldatura con laser CO2 della lega WE54X
9 La formazione delle cricche di liquazione è influenzata dalla
composizione della lega, dai parametri di saldatura, dalla velocità di
solidificazione e dalla geometria del giunto di saldatura
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Difetti - Porosità
9 Può essere classificata principalmente nelle seguenti tipologie
o Porosità generata dall’instabilità del keyhole
Le leghe di magnesio sono sensibili a keyhole molto instabili,
conseguenza di una pressione di vapore di equilibrio molto alta,
una bassa temperatura di ebollizione e ad una bassa tensione
superficiale
o Porosità dovuta all’intrappolamento di gas dalle turbolenze del flusso del
metallo liquido sulla superficie del bagno fuso
o Porosità da gas
La porosità da gas può causare una forma del cordone di saldatura troppo
piena (formazione di una corona convessa in superficie), per lo
spostamento del metallo liquido sulla superficie del cordone
Ogni misura che diminuisce la porosità da gas nel bagno di saldatura, è
una soluzione che ridurrà una forma del cordone troppo piena. L’assenza di
una convessità del cordone è perciò in generale un segnale di una
saldature accettabili
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
21Difetti -Porosità da gas
9 Le opzioni tecniche per minimizzare la porosità da gas dovrebbero
includere:
o L’utilizzo di un materiale base con una bassa densità di pori (la porosità
da gas è dominante nelle leghe di magnesio pressofuse per l’alto
contenuto iniziale di pori di queste leghe)
o La rimozione di sorgenti di idrogeno (film di ossidi e contaminanti
superficiali) prima della saldatura
o La produzione di una zona di fusione soprassatura da idrogeno grazie
alla rapida solidificazione del cordone.
Anche se una riduzione dell’apporto termico riduce la
penetrazione, basse potenze laser, alte velocità di saldatura e
piccoli diametri del fascio aumentano la velocità di solidificazione e
portano alla soppressione della nucleazione e crescita della
porosità da gas
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Studio della saldabilità con fascio
laser Nd:YAG (2kW, CW) della lega
di magnesio AZ31
Descrizione attività sperimentale
Analisi dei risultati
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
22Attività Sperimentale – Laboratori coinvolti
9 Le attività di ricerca sono realizzate nel:
o CALEF (Consorzio per la ricerca e lo sviluppo delle
applicazioni industriali del Laser e del fascio elettronico e
dell’ingegneria di processo, materiali, metodi e tecnologie
di produzione), presso il Centro Enea di Trisaia (Mt)
o DIMeG (Dipartimento di Ingegneria Meccanica e
Gestionale) - Politecnico di Bari
9 All’interno dei gruppi di ricerca i ricercatori coinvolti
sono:
o CALEF: Ing. M. Brandizzi (Centro Ricerche Fiat), Ing. G.
Barbieri (ENEA)
o DIMeG: Prof. Tricarico, Prof. R. Spina, Prof. G. Palumbo,
Ing. D. Sorgente, Ing. L. D. Scintilla
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Attività Sperimentale - Obiettivi
9 Studio della saldabilità della lega di magnesio AZ31
con fascio laser Nd:YAG (2kW, CW)
o Saldatura realizzate su
Lamiere di 3.3mm di spessore
Giunti di testa
Lamiere sottili (0.75mm, 1mm)
Giunti di testa
Giunti in sovrapposizione
o Qualificazione del giunto saldato attraverso
Analisi morfologica del giunto
Prove meccaniche (trazione, durezza)
Prove tecnologiche (Piegatura, formabilità in campo plastico
e superplastico)
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
23Attività sperimentale - Attrezzature
Sorgente laser Macchina di trazione
Nd:YAG, 2kW in attrezzata con sistema
CW ottico per l’analisi 3D
in process delle
deformazioni
CALEF DIMeG
9 Microscopi ottici, durometri, attrezzature per prove tecnologiche di piegatura e
formabilità in temperatura (sino a 350°C) e velocità di deformazione controllata,
attrezzature per prove di blow forming in campo superplastico
9 L’attività sperimentale e l’analisi risultati, è stata supportata da strumenti per
l’analisi computerizzata delle immagini, analisi agli elementi finiti, tecniche di
Design of Experiment
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Attività Sperimentale – Metodologia prove di
saldatura
9 Per ogni spessore e tipologia di giunto, le prove
di saldatura sono state affrontate con:
o Prove di penetrazione, per individuare i range di
lavoro
o Prove di saldatura per definire le condizioni ottimali
9 Sezioni trasversali e longitudinali dei cordoni di
saldatura, sono state osservate al microscopio
ottico con l’obiettivo di evidenziare difetti e AF: Area fusa della sezione
calcolare parametri significativi della prova. Oltre trasversale
a quelli geometrici caratteristici del cordone, si PP: Penetrazione
evidenziano per esempio: S: Spessore lamiera
LM: Larghezza area fusa
P
o Apporto termico Q= ρ: densità
V Cp: Calore specifico
PP ⋅V PP Hf: Calore latente di fusione
o Efficienza di giunzione η g = = T0:Temperatura iniziale
P Q lamiera
o Efficienza di processo ηs =
[
AF ⋅V ⋅ ρ ⋅ (C p ⋅ (T f − T0 ) + H f ) ] Tf: Temperatura di fusione
P: potenza della sorgente
P V: Velocità di saldatura
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
24AZ31 3.3mm – Prove di penetrazione
9 Distanza di focalizzazione di 150mm
9 Posizione focale sulla superficie dei
provini
9 Ugello di adduzione coassiale sul dritto
(in superficie):
o Gas di protezione Elio, con portata di 30
Nl/min
9 Protezione diffusa sul rovescio (dal lato
inferiore del cordone):
o Gas di protezione Argon con portata di
15 Nl/min
3.5 2.4 6
larghezza in superficie, mm
area sezione fusa, mm2
5
penetrazione, mm
3.0 2.2
4
2.5 2
3
2.0 1.8
v=3m/min 2
v=3m/min v=3m/min
1.5 v=2m/min 1.6
v=2m/min 1 v=2m/min
1.0 1.4 0
1.5 1.75 2 1.5 1.75 2 1.5 1.75 2
potenza, kW potenza, kW potenza, kW
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
AZ31 3.3mm – Prove di Penetrazione
Influenza della posizione
Distanza dalla superficie, mm
focale
9Potenza: 2kW 0 -1 -2
9Velocità di saldatura: 3m/min
9Ugello di adduzione sul dritto:
coassiale
o Gas di protezione: elio con
portata di 30 Nl/min
9Gas di protezione al rovescio:
Argon con portata di 15 Nl/min
Influenza del sistema di
Distanza dalla superficie, mm
adduzione del gas sul dritto
Ugello inclinato e posto dietro il fascio ad
9Potenza: 2kW Ugello coassiale
una distanza di 8mmm dalla superficie
9Velocità di saldatura: 3m/min
9Posizione focale: -1mm
9Gas di protezione sul dritto: elio
con portata di 30 Nl/min
9Gas di protezione al rovescio:
Argon con portata di 15 Nl/min
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
25Saldatura AZ31 3.3mm – Analisi risultati
SEZIONI TRASVERSALI
Provini di 100x40mm 2 saldati sul lato lungo.
Posizione focale: -1mm
Velocità di saldatura, m/min
Distanza di focalizzazione: 150mm
Diametro minimo dello spot: 550micron
Diametro dello spot in superficie: 650micron
Protezione sul dritto: Elio, 30Nl/min
1.75 2.00 2.25 2.5 2.75 4.00 6.00
Protezione sul rovescio: Argon: 10Nl/min
1.25
1.50
Potenza della
sorgente, kW
1.60
1.75
2.00
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Saldatura AZ31 3.3mm – Analisi risultati
SEZIONI LONGITUDINALI
Provini di 100x40mm 2
saldati sul lato lungo.
Posizione focale: -1mm
Distanza di focalizzazione:
Velocità di saldatura, m/min
150mm
Diametro minimo dello spot:
550micron
Diametro dello spot in
superficie: 600micron
Protezione sul dritto: Elio,
30Nl/min 1.75 2.00 2.25
Protezione sul rovescio:
Argon: 10Nl/min
1.25
Potenza della
sorgente, kW
1.50
1.75
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
26Saldatura AZ31 3.3mm – Analisi risultati
9 L’instabilità del keyhole, o per insufficiente irradianza o per un
ridotto apporto termico sul giunto, introduce nel cordone di
saldatura delle porosità che falsano l’interpretazione dell’efficienza
di saldatura
0.40 0.40
P=2kW
0.35 0.35
Efficienza di saldatura
Efficienza di saldatura
0.30 0.30
P=1.6kW P=1.25kW
P=2kW P=1.6kW
P=1.5kW 0.25
0.25 P=1.5kW
P=1.25kW
P=1.75kW
0.20 P=2kW 0.20
P=1.75kW
P=2kW
0.15 0.15
0 1 2 3 4 5 6 7 15 25 35 45 55 65 75
Velocità di saldatura, m/min Apporto Termico, J/mm
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Caratterizzazione meccanica giunti AZ31-
3.3mm
9 Le saldatura realizzate per la caratterizzazione meccanica sono state effettuate
ad elevata potenza (2kW, 1.75kW) con giunto perpendicolare alla direzione di
laminazione
9 Prove di trazione realizzate su tre provini per ogni condizione di saldatura e
supportando la prova con estensimetro (nel campo elastico e nel primo tratto
plastico) e con sistema ottico per l’analisi in process delle deformazioni
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
27Caratterizzazione meccanica – Analisi risultati
9 L’analisi delle curve tensioni – deformazioni, evidenzia un aumento della tensione
di snervamento (YS). La tensione massima (UTS) è sempre inferiore a quella del
materiale base, ma per determinate condizioni di saldatura assume valori molto
alti. La deformazione a rottura (Af) dei provini saldati è invece molto inferiore a
quella del materiale base
300
250
Tensione, MPa
200 P=1.75kW;
V=2.25m/min;
Q=47J/mm Materiale Base
150
P=2.00kW;
V=1.75m/min;
100 Q=69J/mm
P=2.00kW;
50 P=2.00kW;
V=2.50m/min;
V=4.00m/min;
J=48J/mm
Q=30J/mm
0
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16 0.18
UCIMU – Sistemi per produrre
Deformazione
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
Caratterizzazione meccanica – Analisi risultati
9 La tensione di snervamento dei provini
saldati non sembra essere influenzata dalle Forma e dimensione
condizioni di saldatura dei grani al centro della
zona fusa
9 Il suo aumento, rispetto al valore del
materiale base, può essere giustificato in
seguito all’affinamento del grano nella zona
fusa
Tensione di snervamento, % Materiale Base
120%
115%
Forma e dimensione
dei grani nel materiale
110%
base
105%
100%
P=1.75kW; P=2.00kW; P=2.00kW; P=2.00kW;
V=2.25m/min; V=2.50m/min; V=1.75m/min; V=4.00m/min;
Q=47J/mm Q=48J/mm Q=69J/mm Q=30J/mm
UCIMU – Sistemi per produrre
26 bimu
LASER E PRODUZIONE: Caratteristiche, Studio della saldabilità con fascio laser delle leghe di magnesio
4 ottobre 2008
applicazioni e tendenze future Luigi Tricarico, Politecnico di Bari
28Puoi anche leggere