Processi di produzione di Biodiesel Pio Forzatti, Lidia Castoldi - Dipartimento di Energia Politecnico di Milano 20 Febbraio 2008 - Unioncamere ...
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Processi di produzione di Biodiesel Pio Forzatti, Lidia Castoldi Dipartimento di Energia Politecnico di Milano 20 Febbraio 2008
Sommario - materie prime - trattamenti per ottenere l’olio - condizioni di reazione e tipo di catalisi - schema di processo - specifiche tecniche - quadro normativo ed economico - impatto ambientale Laboratorio di Catalisi e Processi Catalitici 2
Il Biodiesel
• Il BIODIESEL è un carburante per motori Diesel ottenuto da oli
vegetali. Può essere utilizzato puro o in miscela come sostituto del
gasolio nel settore dei trasporti e come combustibile per il
riscaldamento.
• Il BIODIESEL è ottenuto per transesterificazione con metanolo di
trigliceridi (che costituiscono l’olio). Si ottengono esteri metilici di acidi
grassi e glicerina come sottoprodotto.
Laboratorio di Catalisi e Processi Catalitici 3Il Biodiesel: materie prime
Materie Prime % sulla produzione
Olio di colza 84
Olio di girasole 13
Olio di soia 1
Olio di palma 1
Altri:
Oli di altre colture
Grassi animali 1
Oli di frittura riciclati
Oli di scarto dell’industria
Laboratorio di Catalisi e Processi Catalitici 4Oli vegetali utilizzati per la produzione del Biodiesel
Altri acidi Numero di
12:0 14:0 16:0 16:1 18:0 18:1 18:2 18:3
OIio vegetale grassi Iodio
[wt%] [wt%] [wt%] [wt%] [wt%] [wt%] [wt%] [wt%]
[wt%] [gl2/100g]
Olio di palma
0.5 1-2 40-48 - 4-5 37-46 9-11 0.3 C 20:0: 0.3 53-57
C 20:l 1-2
Olio di colza
C 22:0 0.5
C 22:1: 45-52
2-4 1-2 14-18 13 8-10 98-108
C 24:1: 1
Olio di soia
11-12 3-5 23-25 52-56 6-8 121-143
Olio di girasole
6 3-5 17-22 67-74 C 22:0: 0.6 127-142
Laboratorio di Catalisi e Processi Catalitici 5Principali acidi grassi negli oli
Acido grasso Formula
Acido palmitico C16:0
Acido stearico C18:0
Acido oleico C18:1
Acido linoleico C18:2
Acido linolenico C18:3
Acido erucico C22:1
Laboratorio di Catalisi e Processi Catalitici 6Produzione dell’olio grezzo dalle piante oleaginose
Raccolta Semi Pulitura Semi Decorticazione gusci
grezzi
Parti verdi Fe, pietrisco, endosperma
della pianta terra
Macinazione Pannelli
e Spremitura expeller
macinato
Estrazione con farine di
Solventi estrazione
OLIO GREZZO
Laboratorio di Catalisi e Processi Catalitici 7Operazioni di raffinazione dell’olio grezzo
OLIO GREZZO
Filtrazione
solidi in sospensione, farine e acqua
o centrifugazione
Demucillaginazione fosfatidi, resine e gomme
Decolorazione
Carotenoidi, clorofilla e aromatici
e Deodorazione
OLIO RAFFINATO
Laboratorio di Catalisi e Processi Catalitici 8La reazione di transesterificazione Metanolo in eccesso Catalizzatori: Basi, Acidi ed Enzimi Riduzione del peso molecolare medio ad 1/3: Viscosità: olio 37 mm2/s biodiesel 4,4 mm2/s Laboratorio di Catalisi e Processi Catalitici 9
La catalisi / 1
Si può utilizzare una catalisi alcalina, acida oppure enzimatica.
La catalisi alcalina omogenea è la più diffusa:
• KOH
• NaOH
• Metilato di sodio (al 30% in metanolo)
E’ necessaria una quantità minore ( meno di ¼ della quantità di NaOH) per avere conversione
elevata nella reazione di transesterificazione.
Le basse quantità utilizzate di ioni Na si traducono in un basso contenuto di sali, e quindi in una
migliore qualità della glicerina ottenuta come sottoprodotto.
L’alcolato viene preferito anche perché l’aggiunta di idrossido catalizza la reazione di
saponificazione degli esteri, che diminuisce la resa e complica gli stadi di separazione e
purificazione del biodiesel.
R1COOR2 + NaOH R1COONa + R2 OH
Laboratorio di Catalisi e Processi Catalitici 10La catalisi / 2
Catalisi alcalina eterogenea:
Ha il vantaggio che il catalizzatore può essere separato per filtrazione o decantazione.
Catalisi acida:
• Meno diffusa rispetto alla catalisi alcalina a causa delle elevate temperature di reazione
(80÷120°C)
• Realizza contemporaneamente la transesterificazione dei trigliceridi e l’esterificazione degli
acidi grassi liberi (FFA), il che permette l’impiego di oli con concentrazione elevata di FFA
senza formazione di saponi.
• l’acido più utilizzato è il solforico (H2SO4). Altri acidi utilizzati sono H3PO4 e HCl.
Catalisi enzimatica:
• Le lipasi sono enzimi, prodotti da microrganismi, in grado di catalizzare la reazione di
transesterificazione fra trigliceridi e alcol. Rispetto alle altre tipologie la catalisi enzimatica
presenta i seguenti vantaggi:
– gli enzimi lavorano con condizioni di temperatura comprese fra 30-60 °C;
– sono in grado di eseguire contemporaneamente la transesterificazione dei trigliceridi e
l’esterificazione degli acidi grassi liberi, senza bisogno di pretrattamenti;
– sono in grado di utilizzare alcol a catena lunga o ramificata migliorando le caratteristiche
di combustione degli esteri alchilici finali;
– nei prodotti non sono presenti residui dei catalizzatori o saponi,
• I limiti: elevata concentrazione di catalizzatore necessaria per ottenere buoni rendimenti di
conversione, lunghi tempi di reazione.
Laboratorio di Catalisi e Processi Catalitici 11Condizioni di reazione
Scelta dell’impianto
processo discontinuo o continuo in funzione della produzione annua e dei
costi relativi.
• Fino ad una produzione di 10.000 t/y conviene mantenere un impianto
discontinuo.
• Un impianto con produzione maggiore di 30.000 t/y sicuramente ha convenienza
nella produzione in continuo.
Alcol e catalizzatore
Catalisi alcalina:
• Rapporto molare alcol/trigliceridi 6/1, 0,5 - 1% in peso di catalizzatore dopo
un’ora si arriva al 93-98 % di conversione.
Catalisi acida:
• Rapporto alcol/olio 30/1 si ottiene il 98% della conversione in un tempo, variabile
in funzione della temperatura, compreso fra 3 h (117°C) e 20 h (77°C).
Temperatura e pressione
La temperatura ideale è quella di ebollizione dell’alcol utilizzato, per il
metanolo 60°C.
In genere si lavora a Pressione ambiente
Laboratorio di Catalisi e Processi Catalitici 12Processo di produzione con catalisi alcalina
alcol olio Catalizzatore alcalino
mix mix
Acido
debole
REATTORE REATTORE
sale
transesterificazione Neutralizzazione ctz
Glicerolo+ centrifuga FFA
centrifuga
Ctz+saponi +alcol
Colonna di Distillazione Colonna di Distillazione
sottovuoto
alcol Glicerolo 85%
acido
alcol Rettifica
Neutralizzazione ctz
sale
Acqua o RCOOH (FFA) + NaOH (idrossido di Na) RCOONa (sapone di Na) + H2O (acqua)
solvente polare
Colonna acqua, alcol, sali solubili, catalizzatore, saponi, glicerolo
di lavaggio
Colonna di Distillazione Esteri alchilici
FFA Di-tri-gliceridi
sottovuoto
BIODIESEL
Laboratorio di Catalisi e Processi Catalitici 13Processo di produzione con catalisi alcalina
alcol olio Catalizzatore alcalino
mix mix
Acido
debole
REATTORE REATTORE
sale
transesterificazione Neutralizzazione ctz
Glicerolo+ centrifuga FFA
centrifuga
Ctz+saponi +alcol
Colonna di Distillazione Colonna di Distillazione
sottovuoto
alcol Glicerolo 85%
acido
alcol Rettifica
Neutralizzazione ctz
sale
Acqua o R-COONa (sapone di Na) + HAc (Acido) RCOOH (FFA) + NaAc (sale)
solvente polare
Colonna acqua, alcol, sali solubili, catalizzatore, saponi, glicerolo
di lavaggio
Colonna di Distillazione Esteri alchilici
FFA Di-tri-gliceridi
sottovuoto
BIODIESEL
Laboratorio di Catalisi e Processi Catalitici 14Pre-trattamento di catalisi acida per oli con FFA
Catalizzatore acido
H2SO4 o H3PO4 alcol olio Se l’olio contiene quantità
elevate di FFA (> 5%) si
FFA (dal recupero)
applica un pre-trattamento di
mix
catalisi acida.
REATTORE
Gli FFA sono convertiti negli
esterificazione esteri metilici e l’olio
Acqua
risultante può essere
alimentato ad uno stadio
Colonna
successivo di catalisi basica
(eventualmente preceduto da
di lavaggio
un lavaggio con acqua).
acqua, acido, glicerolo Il pre-trattamento di catalisi
acida si impone per contenuti
Esteri alchilici di FFA superiori a 5% in
quanto, in caso di catalisi
Trigliceridi basica, si ha la formazione di
(al processo con catalisi basica) saponi in quantità tali da
inibire la separazione del
glicerolo dagli esteri metilici e
RCOOH (FFA) + CH3OH (metanolo) RCOOCH3 (estere metilico) + H2O (acqua) da portare alla formazione di
emulsioni durante il lavaggio
con acqua.
Laboratorio di Catalisi e Processi Catalitici 15Produzione Biodiesel:
Specifica Tecnica (UNI-EN 14214) (1/2)
UNI EN 14214 – Automotive fuels. Fatty acid methyl esters (FAME) for diesel engines.
Requirements and test methods. (D.M. 25 luglio 2003, n. 256).
Valori
C aratteristica U nità di m isu ra M etodo di m isura
M in M ax
C o n ten u to di e steri % (m /m ) 96 .5 E N 1 41 03
E N ISO 36 7 5
D en sità a 1 5°C k g/m ^ 3 86 0 9 00
E N IS O 12 18 5
V isco sità a 4 0 °C m m ^ 2 /s 3.50 5.00 E N ISO 31 0 4
Flash po in t °C 12 0 prE N ISO 3 67 9
prE N IS O 20 84 6
Z o lfo m g/k g 10 .0
prE N IS O 20 88 4
R esidu o carbon io so % (m /m ) 0.30 E N IS O 10 37 0
N u m ero di ce tan o 51 .0 E N ISO 51 6 5
C e ne ri so lfo rate % (m /m ) 0.02 ISO 3 98 7
C o n ten u to di acqu a m g/k g 5 00 E N IS O 12 93 7
C o n tam in azio n e totale m g/k g 24 E N 1 26 62
C o rro sion e su ram e C lasse 1 E N ISO 21 6 0
S tabilità all'o ssidazio n e , 1 10 °C h (o re ) 6.0 E N 1 41 12
Laboratorio di Catalisi e Processi Catalitici 16Produzione Biodiesel:
Specifica Tecnica (UNI-EN 14214) (2/2)
UNI EN 14214 – Automotive fuels. Fatty acid methyl esters (FAME) for dieselk engines.
Requirements and test methods. (D.M. 25 luglio 2003, n. 256).
C aratteristica U nità di m isu ra Valori M etodo di m isura
A cid ità m g KOH/g 0 .5 EN 14104
N u m ero d i Iod io g r I2 /1 0 0 g r 120 EN 14111
M etil estere d ell'acid o
% (m / m ) 1 2 .0 EN 14103
lin o len ico
M etilesteri p olin satu ri > = 4
% (m / m ) 1
do p p i le ga m i
M etan o lo % (m / m ) 0 .2 0 EN 14110
M on og licerid i % (m / m ) 0 .8 0 EN 14105
D ig licerid i % (m / m ) 0 .2 0 EN 14105
T rig licerid i % (m / m ) 0 .2 0 EN 14105
EN 14105
G licerolo lib ero % (m / m ) 0 .0 2
EN 14106
G licerolo to tale % (m / m ) 0 .2 5 EN 14105
EN 14108
M etalli gru p p o I (N a+ K ) m g/kg 5 .0
EN 14109
M etalli gru p p o II (C a+ M g) m g/kg 5 .0 EN 14538
Fo sforo m g/kg 1 0 .0 EN 14107
Laboratorio di Catalisi e Processi Catalitici 17Proprietà principali del biodiesel
Esteri (min 96.5%)
Valori minori di 96,5 % implicano condizioni di pre-trattamento, di reazione e di separazione
inappropriate
Numero di cetano (> 51)
Maggiore è il numero di cetano minore è il ritardo di accensione per compressione.
Contenuto di acqua (< 500 mg/kg)
Il biodiesel ha una natura più polare del gasolio e tollera una concentrazione di acqua inferiore.
Stabilità all’ossidazione (min 6.0 h a 110°C)
Questo parametro misura la degradazione ossidativa degli esteri metilici ad acidi volatili. E’ correlato a
formazione di lacche e depositi sull’apparato di iniezione, formazione di morchie nei serbatoi,
corrosione di parti metalliche e formazione di perossidi che attaccano gli elastomeri.
Acidità (max 0.5 mgKOH/g)
Misura i mg di KOH necessari per neutralizzare gli FFA presenti in 1 g di campione. Un elevato tasso
di acidità causa corrosione e formazione di depositi nel motore.
Numero di iodio (max 120g I2/100g)
Il numero di iodio esprime il contenuto di sostanze polinsature presenti nei mono-, di- e tri-gliceridi. Il
valore è espresso in g di I2 che reagiscono con 100 g di campione. Valori del numero di iodio elevati
sono indice di un elevato numero di acidi insaturi che polimerizzano ad alta T e formano depositi sugli
iniettori e sulle fasce elastiche dei motori.
Metanolo (max 0.20%)
Il limite sull’alcol residuo è importante per la sicurezza nello stoccaggio e nel trasporto del biodiesel. La
presenza di metanolo riduce il valore del flash point (> 120°C).
Fosforo (max 10.0 mg/Kg)
La presenza di fosforo è dovuta sia ai fosfolipidi contenuti nei prodotti vegetali di partenza, sia all’acido
fosforico utilizzato come catalizzatore o per l’abbattimento dei saponi. L’elevato tenore di fosforo limita
l’efficienza del catalizzatore di ossidazione degli idrocarburi incombusti.
Laboratorio di Catalisi e Processi Catalitici 18Produzione del Biodiesel in Europa
12 000
Crescita 9800
10 000
1992 – 2004: 34%
Thousand tons/year
8 000 2004 – 2007: 44%
2007 – 2010: 20%
6 000 5700
5000
4 000
3100
1900
2 000 1504
1065
435 475 470 680 780
150 280 390
55 80
0
1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2010
Year
Laboratorio di Catalisi e Processi Catalitici 193
10 tonnes
0
1000
2000
3000
Austria
Belgium
2005.
Bulgaria
Cyprus
Czech Rep.
Denmark
Estonia
Finland
France
Germany
Greece
Hungary
Ireland
Italy
Latvia
Lithuania
Luxemburg
Malta
Poland
La produzione del 2006 è
Portugal
Romania
Slovakia
Slovenia
aumentata del 54% rispetto al
Spain
Sweden
The Netherlands
UK
2006 Production By Country
total/10
TOTAL
Laboratorio di Catalisi e Processi Catalitici
3
10 tonnes
0
1000
2000
3000
4000
5000
Austria
Belgium
Bulgaria
Produzione del Biodiesel in Europa
Cyprus
Czech Republic
Denmark
Estonia
1 luglio 2007
Finland*
France
Germany
Greece
Hungary
Ireland*
Italy*
Latvia
Lithuania
Luxemburg
Malta
Poland
Portugal
Romania
complessivo della capacità di
Slovakia
Slovenia
Il grafico rappresenta un quadro
Spain
Sweden
The Netherlands
UK
produzione del biodiesel in EU-27 al
2007 Production Capacity
20
total/10
TOTAL
Stima basata su 330 giorni lavorativi/anno per impianto.Considerazioni economiche
COMUNITA’ EUROPEA
Direttiva 2003/30/CE “sulla promozione dell’uso dei biocarburanti o di altri
carburanti rinnovabili nei trasporti”, tale direttiva indica agli stati membri degli
obiettivi, non obbligatori, da raggiungere:
• 2%, entro il 31 Dicembre 2005
• 5,75%, entro il 31 Dicembre 2010
Obiettivi nazionali
• Entro il 31 Dicembre 2005: 1,0%
• Entro il 31 Dicembre 2008: 2,5%
• Entro il 31 Dicembre 2010: 5,75%
Obblighi nazionali
• A decorrere dal 1° Gennaio 2007: 1%
• A decorrere dal 1° Gennaio 2008: 2%
• A decorrere dal 1° Gennaio 2009: 3%
N.B. La % si riferisce a tutto il carburante (benzina e gasolio) immesso in consumo nell’anno
solare precedente, sulla base del tenore energetico
Laboratorio di Catalisi e Processi Catalitici 21Considerazioni economiche
La proposta di direttiva comunitaria del
23/1/2008 indica come obbligo per l’impiego di
biocarburanti il 10% entro il 2010.
In realtà la mancata emanazione dei
regolamenti sia di attuazione che delle
sanzioni amministrative sul mancato
raggiungimento degli obblighi ha di fatto BIODIESEL IN CIFRE (Dati 2007 in tonnellate)
prodotto la paralisi del settore in Italia
(produzioni 2007 al minimo storico degli ultimi
anni). PLAFOND DEFISCALIZZATO 250mila
COMMERCIALIZZATO 60mila
Quadro legislativo attuale in Italia:
1 Dicembre 2007: Entrata in vigore Legge 29 VARIAZIONE % 2006/07 - 70%
Novembre 2007, n. 22 – Collegato alla Legge
Finanziaria 2008 ACCORDI DI FILIERA 70mila
3 Dicembre 2007: Approvato dal Consiglio di PRODOTTO 43mila
Stato Regolamento su criteri, condizioni e
modalità per attuazione obblighi COMMERCIALIZZATO 0
Regolamento sanzioni amministrative
pecuniarie mancato raggiungimento obbligo =
esame Consiglio di Stato
Laboratorio di Catalisi e Processi Catalitici 22Considerazioni economiche
In tutta Europa i carburanti
sono sottoposti a tassazione.
900
Il costo di produzione delle
800
materie prime è superiore a
quello del gasolio di origine 700
petrolifera e quindi la 600
produzione del biodiesel non è 500
€/T
economicamente sostenibile. 400
300 Colza grezzo
Per incentivare la produzione 200 Soia grezzo
del Biodiesel tutti gli Stati sono 100 Gasolio
intervenuti con una parziale o
0
totale detassazione.
2000 2001 2002 2003 2004 2005 2006 ott-07
anno
Le normative sono diverse da
Stato a Stato ma sono
condizionanti per lo sviluppo
dell’uso di carburanti da fonti
rinnovabili.
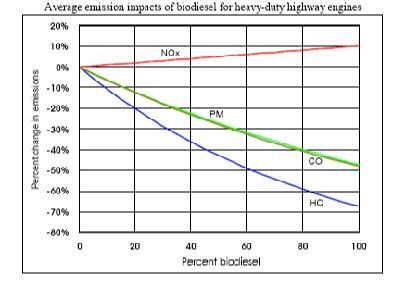
Laboratorio di Catalisi e Processi Catalitici 23Impatto ambientale
Dal punto di vista ambientale, il biodiesel rispetto al gasolio:
riduce le emissioni nette di ossido di carbonio (CO) del 50% e di anidride carbonica del
78,45%;
non contiene idrocarburi aromatici. Le emissioni di IPA sono ridotte fino al 70%;
non genera emissioni di SO2;
riduce l'emissione di polveri sottili fino al 50%;
è completamente biodegradabile.
Laboratorio di Catalisi e Processi Catalitici 24Impatto ambientale
Biodiesel • Gas serra proporzionale al contributo
delle fonti non rinnovabili nella sua
produzione
Gas serra - 55 %
• Aldeidi non sono presenti nei limiti
delle norme, ma importanti per
CO - 30 % tossicità
• Il biodiesel non contiene aromatici
HC - 35 %
PM - 40 %
NOx + 10 %
Aldeidi + 30 %
PAH - 80 %
Laboratorio di Catalisi e Processi Catalitici 25Possibili sviluppi futuri del biodiesel
- Interventi di miglioramento sul processo/impianto
Nuove tecnologie di produzione (processi batch dedicati)
Utilizzo di alcoli superiori e/o ramificati
• Biodiesel ottenuti per transesterificazione con alcoli ramificati (ad esempio alcool isopropilico o
2-etil-esilico) hanno un migliore comportamento a freddo in termini di pour point, cloud point e
CFPP, che diventano simili a quelli del gasolio. Il pour point diminuisce all’aumentare della
ramificazione.
• Hanno inoltre un numero di cetano più elevato di quello che si otterrebbe per
transesterificazione con il metanolo, e quindi valori inferiori di NOx nelle emissioni
Idrogenazione degli oli
• I doppi legami della catena possono essere idrogenati, abbassando di conseguenza il numero
di iodio. E’ una tecnologia che già ENI sta sperimentando in collaborazione con UOP nella
raffineria di Livorno. Questo consentirebbe l’utilizzo di oli a elevato numero di doppi legami
(C18:2 e C18:3).
- Identificazione dell’appropriato mix di oli in grado di produrre un biodiesel simile o
addirittura migliore del gasolio. Valutazione di:
Proprietà
Costi
Disponibilità
- Identificazione di possibili tecniche agrochimiche per migliorare qualità e quantità dell’olio
prodotto. Tecniche di bioingegneria consentono di:
Aumentare la produzione per ha
Modificare le proprietà (Oli a più elevato contenuto in oleico sono già disponibili)
Ottenere direttamente esteri invece che olio
Laboratorio di Catalisi e Processi Catalitici 26Possibili sviluppi futuri del biodiesel
Aumento produzione europea semi oleosi
Incremento di uso soia / palma
Olii vegetali per la produzione di biodiesel (KT)
12,000
10,000
8,000
6,000
Colza
4,000 Soia / Girasole
Palma / Others
2,000
0
2005 2010 f
Laboratorio di Catalisi e Processi Catalitici 27Il Biodiesel: applicazioni motoristiche
Il Biodiesel può essere usato in miscela con i diesel convenzionali in
diverse concentrazioni
Biodiesel Petroleum diesel
B100 B100 = 100% biodiesel
B20 = 20% biodiesel + 80% gasolio
B20
B10 B10 = 10% biodiesel + 90% gasolio
B5 B5 = 5% biodiesel + 95% gasolio
B2 B2 = 2% biodiesel + 98% gasolio
0 50 100
Laboratorio di Catalisi e Processi Catalitici 28Ringraziamenti Ringrazio per l’attenzione. Laboratorio di Catalisi e Processi Catalitici 29
Puoi anche leggere