A7 MIG Welder - IT - Kemppi Userdoc
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
IT
1920300
R08
MANUALE D’USO
A7 MIG Welder
350, 450
INDICE 4.3.11 Impostazioni – Backup, ripristino e reimpostazione. . .................................... 36
4.3.12 Impostazioni – Licenze........................................................................... 36
1. Introduzione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 4 4.4 Identificazione utente.............................................................................. 37
2. Installazione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 5 4.4.1 Descrizione generale. . ............................................................................ 37
4.4.2 Attivazione del sistema di identificazione utente......................................... 38
3. Panoramica del sistema.. . . . . . . . . . . . . . . . . . . ................................................. 6 4.4.3 Creazione di nuovi utenti........................................................................ 38
3.1 Generatore.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 6
4.4.4 Eliminazione di un utente....................................................................... 39
3.2 Unità di interfaccia robot. . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 7
4.4.5 Modifica del ruolo dell’utente.................................................................. 39
3.3 Interfacce utente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 8
4.4.6 Modifica del nome utente....................................................................... 39
3.4 A7 MIG Wire Feeder 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ................................................. 9
4.4.7 Modifica del codice PIN.......................................................................... 39
3.5 Torce MIG.. . . .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 11
4.4.8 Reimpostazione del codice PIN................................................................ 40
3.6 Unità di raffreddamento. . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 12
4.4.9 Accesso e disconnessione, cambio dell’utente attivo.................................... 40
4. Uso del sistema di saldatura.. . . . . . . . . . ............................................... 13 4.5 Sensore di contatto (ricerca della giunzione di saldatura)..................... 41
4.1 Controlli di base. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 13 4.5.1 Sorgente, livelli e sicurezza della tensione.................................................. 43
4.2 Pannello di configurazione. . . . . . . . . . . . . . . . . . . . . . . ............................................... 13 4.5.2 Utensile di contatto............................................................................... 44
MANUALE D’USO
4.2.1 Funzioni dei pulsanti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 14 4.5.3 Uscita di stato veloce.. ............................................................................ 44
4.2.2 Menu principale. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 15 4.5.4 Selezione della tensione di uscita............................................................. 44
4.2.3 Assistente canali di memoria. . . . . . . . . . . . . . . . . . . . ............................................... 15 4.5.5 Configurazione dell’utensile di contatto.. ................................................... 45
4.2.4 User settings [Impostazioni utente].. . . . . . . . . . . ............................................... 21 4.6 Tracciatura giunzioni di saldatura tramite arco (TAST)........................... 45
4.2.5 Impostazioni sistema di saldatura. . . . . . . . . . . . . . ............................................... 21 4.7 Sensore di collisione.. ............................................................................... 46
4.2.6 Test di sistema. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 24 4.7.1 Attivazione e disattivazione del sensore di collisione.................................... 47
4.2.7 Impostazioni robot. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 25 4.7.2 Selezione del tipo di sensore................................................................... 47
4.3 Interfaccia utente web. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 28 4.7.3 Selezione della polarità di uscita. . ............................................................. 47
4.3.1 Welding display [Schermata di saldatura]. . . . ............................................... 29 4.8 Trainafilo................................................................................................... 48
4.3.2 Gas, aria e avanzamento intermittente del filo. . ........................................... 29 4.8.1 Caricamento del filo di apporto ............................................................... 48
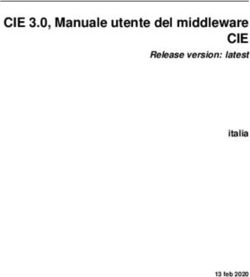
4.3.3 Registro. .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 30 4.9 Misurazione dell’arco............................................................................... 52
4.3.4 Informazioni. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 30 4.9.1 Configurazione e taratura.. ...................................................................... 52
4.3.5 Impostazioni di saldatura – Canali di memoria............................................ 30 4.9.2 Visualizzazione.. .................................................................................... 52
4.3.6 Impostazioni – Lingua. . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 34 4.10 Sensore di portata del gas....................................................................... 53
4.3.7 Impostazioni – Utenti. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 34 4.10.1 Controllo On/Off................................................................................... 53
4.3.8 Impostazioni – Modifica del PIN. . . . . . . . . . . . . . . . ............................................... 34 4.10.2 Livello di rilevamento portata del gas........................................................ 53
4.3.9 Impostazioni – Fieldbus. . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 35 4.10.3 Configurazione della miscela di gas.......................................................... 54
4.3.10 Impostazioni – Rete. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 35
© Kemppi Oy 2021 2 A7 MIG Welder R08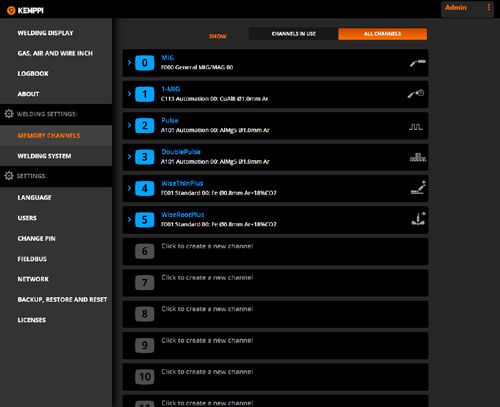
5. Risoluzione dei problemi. . . . . . . . . . . . . . . . . ............................................... 55
5.1 Problemi tipici. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 55
5.2 Codici di errore. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 56
5.2.1 Errori del generatore. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 56
5.2.2 Errori dell’unità di raffreddamento. . . . . . . . . . . . . ............................................... 57
5.2.3 Errori del trainafilo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 58
5.2.4 Errori della curva di saldatura.. . . . . . . . . . . . . . . . . . . ............................................... 58
5.2.5 Errori dell’interfaccia robot. . . . . . . . . . . . . . . . . . . . . . . ............................................... 59
6. Anomalie del funzionamento. . . . . . . . ............................................... 60
7. Manutenzione. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 61
7.1 Manutenzione quotidiana. . . . . . . . . . . . . . . . . . . . . . . . ............................................... 61
7.2 Manutenzione periodica.. . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 61
MANUALE D’USO
7.3 Manutenzione presso l’officina di assistenza.......................................... 61
8. Smaltimento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 62
9. Codici d’ordine.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 62
10. Dati tecnici.. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ............................................... 63
© Kemppi Oy 2021 3 A7 MIG Welder R08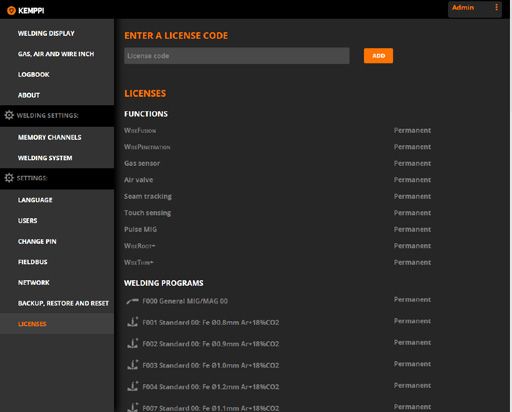
1. INTRODUZIONE
Congratulazioni per aver scelto il sistema di saldatura A7 Note importanti
MIG Welder. Se utilizzati correttamente, i prodotti Kemppi
sono in grado di migliorare notevolmente la produttività Le voci del manuale che richiedono particolare attenzio-
delle operazioni di saldatura, assicurando anni di funzio- ne al fine di ridurre al minimo i danni sono indicate dai
namento e risparmio economico. simboli riportati di seguito. Leggere attentamente queste
sezioni e osservarne le istruzioni.
Questo manuale d’uso contiene informazioni importanti
sull’uso, sulla manutenzione e sulla sicurezza del prodotto Nota: fornisce all’utente informazioni utili.
Kemppi acquistato. I dati tecnici dell’attrezzatura sono ri-
Attenzione: descrive una situazione che potrebbe
portati in fondo al manuale.
comportare danni all’attrezzatura o al sistema.
Leggere attentamente il manuale prima di utilizzare l’at- Avvertenza: descrive una situazione potenzialmente
trezzatura per la prima volta. Per garantire la sicurezza pericolosa. Se non evitata, comporta danni personali o
propria e dell’ambiente di lavoro, prestare particolare at- lesioni mortali.
tenzione alle istruzioni per la sicurezza contenute nel ma-
nuale. Clausola esonerativa
MANUALE D’USO
Per ulteriori informazioni sui prodotti Kemppi, mettersi in Benché sia stato posto il massimo impegno per garantire
contatto con Kemppi Oy, rivolgersi a un concessionario l’accuratezza e la completezza delle informazioni contenu-
autorizzato Kemppi o visitare il sito web di Kemppi all’in- te nella presente guida, si declina ogni responsabilità per
dirizzo www.kemppi.com. eventuali errori od omissioni. Kemppi si riserva il diritto di
variare in qualunque momento senza preavviso le speci-
I dati forniti nel presente manuale sono soggetti a varia- fiche del prodotto descritto. È vietato copiare, registrare,
zioni senza preavviso. riprodurre o trasmettere il contenuto della presente guida
senza avere ricevuto permesso scritto da parte di Kemppi.
Il server di interfaccia utente web, situato nell’unità di in-
terfaccia robot, deve essere utilizzato solo in una connes-
sione punto a punto con un computer PC autorizzato. Per
motivi di riservatezza, si sconsiglia di collegare il sistema
A7 MIG Welder a reti pubbliche o interne. Kemppi non è
responsabile per errori o danni derivanti dalla mancata
osservanza di questa raccomandazione.
© Kemppi Oy 2021 4 A7 MIG Welder R08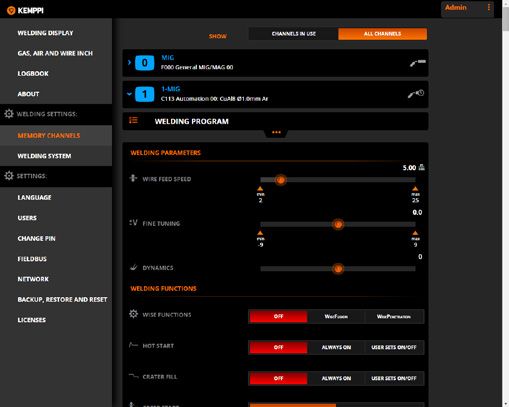
2. INSTALLAZIONE
Il prodotto è imballato in contenitori di cartone progettati
specificamente per il trasporto. Tuttavia, prima di utilizzare
i prodotti, accertarsi sempre che non abbiano subito danni
durante il trasporto.
I materiali di imballaggio dei prodotti sono riciclabili.
Quando si sposta la saldatrice, non tirarla mai per la
torcia di saldatura o per altri cavi. Per sollevare il generatore
e l’unità di interfaccia del robot, utilizzare le rientranze su
entrambe le estremità dell’unità di interfaccia robot.
Le istruzioni di installazione dettagliate e le
informazioni tecniche che esulano dall’ambito di questo
manuale sono contenute nella Guida all’integrazione di A7
MIG Welder.
MANUALE D’USO
Ambiente operativo Posizionamento delle macchine
Le macchine incluse nel sistema sono adatte sia per uso Collocare la macchina su una superficie solida, in piano
interno che esterno. Accertarsi sempre che il flusso d’aria e asciutta, e non permettere che nel flusso d’aria di
intorno alla macchina non sia ostacolato. La gamma di raffreddamento penetrino polvere o altre impurità.
temperatura di esercizio consigliata va da -20 a +40 °C. Posizionare preferibilmente la macchina in un’unità
carrello idonea, in modo che si trovi sopra il livello del
pavimento.
• L’inclinazione della superficie non deve essere
superiore a 15 gradi.
• Garantire una circolazione senza ostacoli dell’aria
di raffreddamento. Davanti e dietro la macchina
deve essere presente uno spazio libero pari o
superiore a 20 cm per consentire la circolazione
dell’aria di raffreddamento.
• Proteggere la macchina dalla pioggia battente e
dalla luce solare diretta.
Non mettere in funzione la saldatrice sotto la pioggia..
Non dirigere mai verso l’attrezzatura i getti di scintille
provenienti da frese.
© Kemppi Oy 2021 5 A7 MIG Welder R08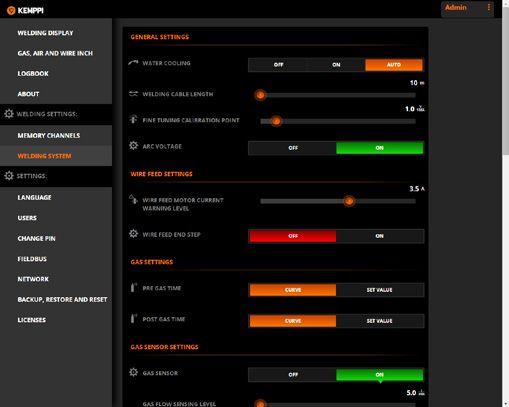
3. PANORAMICA DEL SISTEMA
Il sistema di saldatura A7 MIG Welder
3.1 Generatore
A7 MIG Power Source 350/450
3 4
12
6
2
1
1
10
3
2
MANUALE D’USO
6,3A
8
5 4 V
7 11
5 6 9
Figura 3.1 Sistema di saldatura A7 MIG Welder
1. Generatore
2. Unità di interfaccia robot Figura 3.2 Generatore, lato anteriore e posteriore polo positivo (+)
3. Trainafilo 1. Pannello di configurazione
4. Torcia MIG 2. Interruttore generale 7. Connessione per cavo di controllo
5. Unità di raffreddamento (opzionale) 3. Spia di alimentazione principale (ON/ 8. Fusibile da 6,3 A, ritardato
6. Gruppo cavo di interconnessione OFF) 9. Connessione per cavo di controllo
4. Spia di surriscaldamento 10. Cavo per l’alimentazione di rete
5. Connessione cavo di saldatura, 11. Connessione per cavo di misurazione
polo negativo (–) 12. Unità di interfaccia robot
6. Connessione cavo di saldatura,
Il generatore A7 MIG Power Source 350/450 è progettato per impieghi professionali gravosi. Il
generatore è adatto per i processi MIG/MAG pulsati, 1-MIG e anche per i processi WiseRoot+ e
WiseThin+.
© Kemppi Oy 2021 6 A7 MIG Welder R08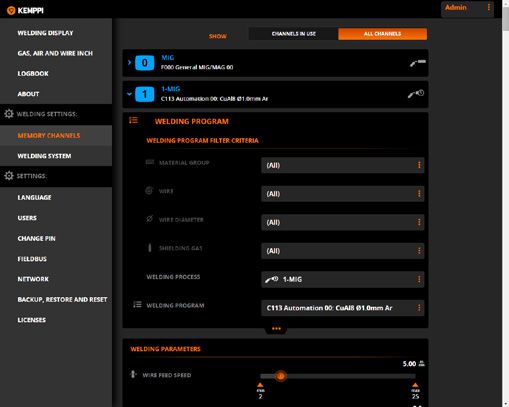
3.2 Unità di interfaccia robot
Unità di interfaccia robot A7 MIG
3
7
1
5
6
2
4
MANUALE D’USO
Figura 3.3 Collegamenti dell’unità di interfaccia robot
1. Slot per modulo fieldbus
2. Modulo Anybus CompactCom M30
3. Connessione Ethernet per l’interfaccia utente web
4. Uscita rapida sensore di contatto
5. Ingresso interruttore di arresto
6. Ingresso per interruttore sportello
7. Collegamento del cavo di controllo del trainafilo
L’unità di interfaccia robot situata sopra il generatore
gestisce la comunicazione con un robot e contiene tutti
i collegamenti necessari per l’integrazione con una cella
di saldatura. L’unità dispone di un web server interno che
fornisce un’interfaccia utente web per un facile controllo
dei parametri di saldatura e configurazione tramite qual-
siasi dispositivo dotato di un browser internet, compresi le
pulsantiere per l’apprendimento del robot.
Per il collegamento dei cavi dell’unità di interfaccia robot,
vedere la Guida all’integrazione di A7 MIG Welder.
© Kemppi Oy 2021 7 A7 MIG Welder R08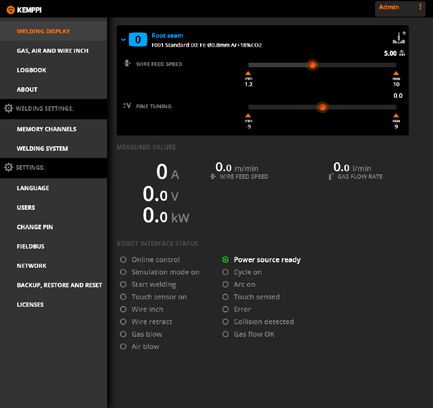
3.3 Interfacce utente
Il sistema di saldatura A7 MIG Welder dispone di due in- Interfaccia utente web
terfacce utente integrate con capacità di configurazione
e controllo del sistema, un pannello di configurazione e 1 2 3
un’interfaccia utente web.
4 5
L’interfaccia utente web è obbligatoria per
la configurazione del fieldbus. La funzionalità di
configurazione del fieldbus non è disponibile nel pannello
di configurazione. La configurazione del fieldbus è descritta
nella Guida all’integrazione di A7 MIG Welder.
Pannello di configurazione
1 7
MANUALE D’USO
5
8 3 8
6
2
Figura 3.5 Panoramica del layout dell’interfaccia utente web
4
1. Barra dei menu laterale
2. Frame contenuti
3. Utente corrente / Uscita utente
4. Parametri di configurazione
6 6 6 5. Controlli dei valori di configurazione
6. Barra pop-up (normalmente nascosta)
Figura 14 Disposizione del pannello di configurazione
L’interfaccia utente web è un sito web integrato in un ser-
1. Pulsante di accensione
ver di rete nell’unità di interfaccia robot. È accessibile da
2. Selettore del canale di memoria (-/+)
qualsiasi browser internet in grado di visualizzare pagine
3. Pulsante di immissione MENU
web dinamiche. L’interfaccia utente web può essere utiliz-
4. Frecce su/giù
zata per controllare il sistema di saldatura e tutti i relativi
5. Manopola parametri di configurazione. Per ulteriori informazioni, ve-
6. Tasti di scelta rapida per i menu dere la Sezione 4.3, “Interfaccia utente web”.
7. Display LCD
8. Pulsanti software
Il pannello di configurazione ha un display dei menu, pul-
santi software e una manopola per una facile navigazione
e comando. Per ulteriori informazioni, vedere la Sezione
4.2, “Pannello di configurazione”.
© Kemppi Oy 2021 8 A7 MIG Welder R08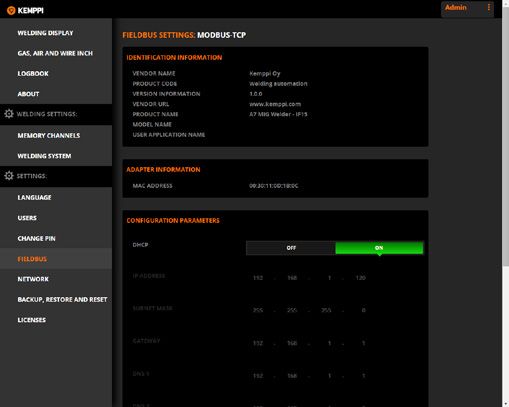
3.4 A7 MIG Wire Feeder 25
A7 MIG Wire Feeder 25
1 2
3 5
4
8 9 13 14
7 10 15 16
11 6
12
MANUALE D’USO
Figura 3.6 Trainafilo: lato anteriore
1. Connettore Euro per torcia di saldatura
Figura 3.7 Trainafilo: lato posteriore Figura 3.8 Trainafilo: coperchio
2. Uscita aria compressa
5. Meccanismo di avanzamento del filo GT04T 13. Pulsante Gas test
3. Torcia motorizzata e connettore per periferiche
6. Coperchio trasparente 14. Pulsante Soffiaggio aria
4. Ingresso corrente di saldatura (+)
7. Collegamento del cavo di controllo del trainafilo 15. Pulsante Ritrazione filo
8. Ingresso aria compressa 16. Pulsante Avanzamento intermittente del filo
9. Ingresso gas di protezione A7 MIG Wire Feeder 25 è un dispositivo trainafilo durevole
10. Connettore del cavo di misurazione dell’arco e potente per l’automazione della saldatura. Per ulteriori
elettrico per il generatore informazioni sull’utilizzo del trainafilo e sulle sue funzioni,
11. Connettore del cavo di misurazione dell’arco vedere la Sezione 4.7, “Trainafilo”.
elettrico per morsetto del pezzo
12. Connettore per guaina guidafilo
© Kemppi Oy 2021 9 A7 MIG Welder R08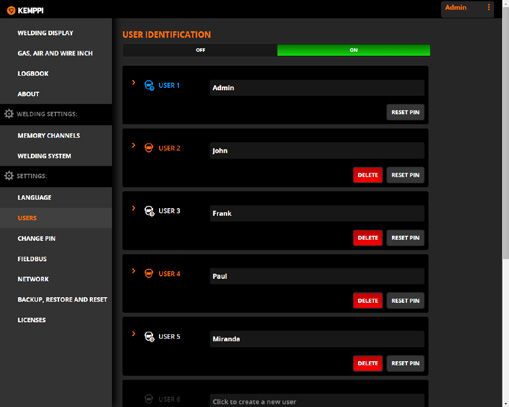
Gruppo cavo di interconnessione per trainafilo
D
A A
B F
C
D
E
MANUALE D’USO
E
F
Figura 3.9 Gruppo di cavi di interconnessione
A. Cavo di misurazione
B. Tubo di raffreddamento (rosso, proveniente dalla
torcia)
C. Tubo di raffreddamento (blu, in uscita verso la
torcia)
D. Tubo del gas di protezione
E. Cavo di saldatura
F. Cavo di controllo
I tubi di raffreddamento B e C scorrono fuori dal
trainafilo.
Vedere la Guida all’integrazione di A7 Welder per informa-
zioni più dettagliate sul collegamento del trainafilo.
© Kemppi Oy 2021 10 A7 MIG Welder R083.5 Torce MIG
Torcia MIG A7 500-g Torcia di saldatura MIG A7 500-w Supporti per robot
3
2 Le torce A7 MIG Gun 500-w e 500-g sono montate sul ro-
bot di saldatura con speciali supporti per robot. Sono di-
1 4 sponibili tre tipi di supporti per robot: supporto per robot
1
Tipo 1, Tipo 2 e Tipo 3.
4
5 2
Figura 3.10 Torcia MIG A7 500-g
1. Lancia della torcia
2. Modulo di collegamento 3
3. Gruppo del tubo flessibile
MANUALE D’USO
4. Connettore della torcia di saldatura
5. Supporto per robot Figura 3.11 Torcia MIG A7 500-w Figura 3.12 Supporto per robot T1
1. Lancia della torcia
La torcia MIG A7 500-g è utilizzata nella saldatura a gas con 2. Gruppo del tubo flessibile Il supporto per robot di tipo 1 serve per alloggiare una
gas inerti (MIG) o attivi (MAG). Questo modello è raffred- 3. Supporto per robot torcia di saldatura in posizione esatta. Il supporto viene
dato ad aria e può essere utilizzato in tutte le posizioni di 4. Elemento di fissaggio fissato al robot con viti a testa cilindrica e una flangia ro-
saldatura. botizzata.
La torcia MIG A7 500-w è utilizzata nella saldatura a gas
con gas inerti (MIG) o attivi (MAG). Questo modello è raf-
freddata a liquido e può essere utilizzato in tutte le posi-
zioni di saldatura.
Figura 3.13 Supporto per robot T2
Il supporto per robot di Tipo 2 viene utilizzato per colle-
gare il robot alla torcia di saldatura. Il dispositivo agisce
tridimensionalmente ed è adattabile a tutti i tipi di robot
e per la movimentazione di macchine tramite una flangia
robotizzata.
© Kemppi Oy 2021 11 A7 MIG Welder R083.6 Unità di raffreddamento
A7 Cooler
5
3 4
6
1
7
Figura 3.14 Supporto per robot T3 2
Il supporto per robot di tipo 3 è una sede per torcia senza
protezione integrata anti-collisione. La protezione anti-
collisione o lo spegnimento del robot è possibile solo
tramite il comando del robot.
MANUALE D’USO
Per il montaggio e l’installazione delle torce MIG A7, vedere
Manuale di istruzioni per torcia MIG A7 500-g, Manuale di
istruzioni per torcia MIG A7 500-w e Guida all’integrazione
di A7 MIG Welder.
Per la compatibilità e la tabella di selezione, vedere i Figura 3.15 Unità di raffreddamento
documenti separati Manuale di istruzioni per torcia MIG A7 1. Interruttore di prova
500-g e Manuale di istruzioni per torcia MIG A7 500-w. 2. foro di rabbocco (nella piastra laterale)
3. Spia di controllo del surriscaldamento
4. Cavo di alimentazione
5. Cavo di controllo
6. Connettore di ritorno del refrigerante
7. Connettore di uscita del refrigerante
L’unità di raffreddamento è progettata per attrezzature di saldatura automatiche e
manuali e per il raffreddamento della torcia di saldatura raffreddata a liquido. Per
ulteriori informazioni sull’installazione, vedere il Manuale d’uso di A7 Cooler.
Questa unità è dotata di un filtro e di un flussostato nel canale di ritorno per garantire
un funzionamento di raffreddamento ininterrotto. Il funzionamento è controllato
mediante software. Per le opzioni di configurazione del sistema, vedere la Guida
all’integrazione di A7 MIG Welder.
© Kemppi Oy 2021 12 A7 MIG Welder R084. USO DEL SISTEMA DI SALDATURA
4.1 Controlli di base 4.2 Pannello di configurazione
Interruttore generale
1 7
Quando si porta l’interruttore di accensione/spegnimen-
to in posizione 1, l’indicatore di alimentazione principale
si illumina e il sistema di saldatura avvia una sequenza di
accensione. Il sistema è pronto per l’uso quando il pan-
nello di configurazione è pronto. Accendere e spegnere 5
sempre la macchina mediante l’interruttore generale del 8 3 8
generatore. Non utilizzare mai la spina di rete come un
interruttore. 2
Spie di indicazione 4
Le spie luminose della macchina ne segnalano lo stato di
MANUALE D’USO
funzionamento: quando la spia verde di alimentazione
principale è accesa, indica che la macchina è accesa. Quan-
do la spia di avviso arancione è accesa, la macchina si è
surriscaldata. Ciò è dovuto a un carico di esercizio superio-
re a quello normale, che supera il ciclo di lavoro nomina- 6 6 6
le. La ventola di raffreddamento continua a raffreddare la Figura 4.1 Disposizione del pannello di configurazione
macchina. Quando la spia si spegne, la macchina è pronta
1. Pulsante di accensione
per saldare di nuovo.
2. Selettore del canale di memoria (-/+)
Ventole di raffreddamento 3. Pulsante di immissione MENU
4. Frecce su/giù
A7 MIG Power Source (generatore) incorpora due ventole
di raffreddamento che funzionano simultaneamente. Le 5. Manopola
ventole si avviano durante la saldatura quando la mac- 6. Tasti di scelta rapida per i menu
china raggiunge la temperatura di esercizio e funzionano 7. Display LCD
per 1-10 minuti dopo la saldatura, a seconda dell’effetto 8. Pulsanti software
termico del ciclo completato.
© Kemppi Oy 2021 13 A7 MIG Welder R084.2.1 Funzioni dei pulsanti
Pulsante di accensione Manopola
È possibile disconnettere l’utente corrente premendo il Regolare i valori e le impostazioni dei parametri dei menu
pulsante di accensione per circa 5 secondi. Per utilizzare ruotando la manopola di controllo.
questa funzione il sistema di identificazione utente
deve essere acceso e deve essere effettuato il login. Se il Tasti di scelta rapida per i menu
sistema di identificazione utente è disattivato, la pressione Premere F1 per visualizzare ulteriori informazioni sul canale
prolungata non ha alcun effetto. di memoria corrente. Premere più volte per visualizzare
ulteriori pagine informative. Premendo questo pulsante
Premendo questo pulsante in un punto qualsiasi del menu nel menu si ritorna alla visualizzazione delle informazioni
MANUALE D’USO
si ritorna alla visualizzazione delle informazioni sul canale sui canali.
di memoria. Eventuali modifiche non salvate vengono
perse. Premere F2 per connettere un utente quando il sistema
di identificazione utente è attivo e tutti gli utenti sono
Selettore canali di memoria disconnessi. Premendo questo pulsante quando un
Nel sistema sono disponibili fino a 200 canali di memoria utente ha effettuato l’accesso, si accede al menu delle
a partire dal numero 0 fino al numero 199. I pulsanti più e impostazioni utente. Se si utilizza la funzione di blocco
meno permettono di navigare tra i canali di memoria nel tasti, una pressione prolungata (oltre 4 secondi) blocca e
display informativo. Se il canale selezionato è vuoto, viene sblocca il pannello di configurazione.
visualizzato un pulsante software con il testo NUOVO che
consente l’accesso diretto a un editor di canali. Premere F3 per selezionare un altro trainafilo. La selezione
è consentita se nel sistema di saldatura sono collegati più
Pulsante di immissione MENU trainafilo.
Accedere al menu principale premendo questo pulsante.
Pulsanti software
Frecce su/giù La funzione dei pulsanti software dipende dalla posizione
Navigare verso l’alto e verso il basso nei menu premendo corrente nel menu e dall’operazione che viene eseguita
questi pulsanti. in tale posizione. La funzione è indicata da un testo sul
display LCD appena sopra i pulsanti, ad esempio INDIETRO,
USCITA, SELEZIONA, OK, SALVA o NUOVO.
© Kemppi Oy 2021 14 A7 MIG Welder R084.2.2 Menu principale
Elenco menu principale New channel (Nuovo canale) (visualizzato quando il canale selezionato è vuoto)
Voce di menu Descrizione Voce di menu Gamma di valori Descrizione
1/8 Edit Channel Aprire una procedura guidata per la creazione, la modifica e 1/2 Create new [Crea Creare un nuovo canale di memoria
[Modifica l’eliminazione dei canali di memoria. nuovo] selezionando la curva di saldatura e
canale] specificando le funzioni e i parametri
di saldatura. Dopo aver salvato
2/8 User settings Selezionare, aggiungere, modificare ed eliminare utenti (richiede il la selezione della curva, si apre
[Impostazioni login). Per ulteriori informazioni, vedere la Sezione 4.4 “Identificazione automaticamente la configurazione dei
utente] degli utenti”. parametri di saldatura.
3/8 Weld data [Dati Controllare i valori dell’ultima saldatura. 1. Choose process MIG, Selezionare uno dei processi per la
di saldatura] [Scegli processo] 1-MIG, selezione passo-passo della curva,
4/8 System config Configurare il sistema di saldatura e visualizzare le informazioni sul Pulse MIG [MIG oppure andare all’elenco dei numeri
menu [Menu dispositivo. pulsato], delle curve per selezionare la curva di
configurazione Double pulse saldatura direttamente dal rispettivo
di sistema] MIG [MIG numero. Nella selezione passo-passo,
doppio pulsato], l’elenco delle curve viene filtrato da
5/8 Language Selezionare la lingua dei menu. WiseRoot+, ogni selezione per facilitare la selezione
[Lingua] WiseThin+, delle curve.
MANUALE D’USO
6/8 Select feeder Selezionare un altro trainafilo parallelo per la configurazione. Curve number
(Selezionare list [Elenco dei
trainafilo) (WF#) numeri di curva]
7/8 Test menu Testare i dispositivi del sistema. 2. Choose group Selezionare il gruppo del materiale di
[Menu test] [Scegliere il gruppo] * base.
8/8 Robot menu Configurare l’interfaccia robot e i dispositivi per la saldatura 3. Choose material Selezionare il materiale di base.
[Menu robot] automatizzata. [Scegliere il materiale] *
4. Choose diameter Selezionare il diametro del filo di
[Scegliere il diametro] * apporto.
4.2.3 Assistente canali di memoria
5. Choose gas [Scegliere Selezionare il tipo di gas di protezione.
il gas] *
Per ulteriori informazioni sui programmi di saldatura disponibili, sui processi modifica-
ti, sulle funzioni Match™ e sulla soluzione speciale per il miglioramento delle prestazioni Choose curve [Scegliere Scegliere la curva dall’elenco filtrato
la curva] * in base alle selezioni di processo,
dell’arco elettrico, consultare il manuale d’uso del trainafilo o il sito web di Kemppi all’in- materiale, diametro del filo e gas di
dirizzo www.kemppi.com. protezione.
Edit channel (Modifica canale) (Menu principale 1/8) 2/2 Copy from CH… [Copia Creare un nuovo canale di memoria
Voce di menu Gamma di valori Descrizione da canale…] effettuando una copia da uno esistente.
Select channel [Seleziona Copy from CH [Copia da 0–199 Selezionare il canale da cui eseguire la
canale] canale] copia.
Edit Channel [Modifica 0–199 Selezionare il canale di memoria da * Il contenuto dell’elenco dipende dalle curve disponibili e dalle selezioni effettuate nei
canale] modificare, creare o eliminare. Il testo passaggi precedenti.
sotto la selezione mostra se il canale è
vuoto o meno.
© Kemppi Oy 2021 15 A7 MIG Welder R08Edit channel (Modifica canale) (visualizzato quando il canale selezionato non è vuoto)
Voce di menu Gamma di Descrizione
valori
1/6 Select weld curve Modificare la curva di saldatura. La
[Seleziona curva di selezione della curva segue lo stesso
saldatura] metodo utilizzato per la creazione di un
nuovo canale.
2/6 Welding parameters Selezionare i parametri di saldatura, come
[Parametri di saldatura] la velocità di avanzamento del filo e la
* regolazione di precisione. L’elenco dei
parametri di saldatura disponibili dipende
dal procedimento di saldatura selezionato.
3/6 Welding functions Selezionare le funzioni di saldatura, come
[Funzioni di saldatura] * avvio rapido, avvio lento e crater fill.
4/6 Advanced functions Selezionare funzioni di saldatura avanzate,
[Funzioni avanzate] * come WiseFusion e WisePenetration.
MANUALE D’USO
5/6 Copy channel to… Eseguire una copia da questo canale di
[Copia canale su…] memoria a un altro canale.
Copy channel to [Copia 0–199 Selezionare il numero di canale in cui
canale su] eseguire la copia. Notare che eseguendo
la copia su un canale non vuoto si
sovrascrivono i dati del canale senza
conferma.
6/6 Erase channel [Elimina Rendere questo canale vuoto cancellando
canale] tutti i dati dal canale.
* Per ulteriori informazioni, consultare le tabelle Parametri di saldatura e Funzioni di
saldatura.
© Kemppi Oy 2021 16 A7 MIG Welder R08Parametri di saldatura
Parametri di saldatura per procedimento MIG (Modifica canale 2/6) Parametri di saldatura per procedimento 1-MIG (Modifica canale 2/6)
Voce di menu Gamma di valori Valore Descrizione Voce di menu Gamma di valori Valore Descrizione
predefinito predefinito
1/7 WFSpeed WFS min - From curve Impostare la velocità di 1/7 WFSpeed WFS min - From curve Impostare la velocità di
[Velocità WFS max [Da curva] avanzamento del filo a passi [Velocità WFS max [Da curva] avanzamento del filo a
alimentazione di 0,05 m/min da 0,5 a 5,0 m/ alimentazione passi di 0,05 m/min da 0,5 a
filo] min e a passi di 0,1 m/min al filo] 5,0 m/min e a passi di 0,1 m/
di sopra di 5,0 m/min. min al di sopra di 5,0 m/min.
2/7 WFS max 0,7 – 25,0 m/min * From curve Impostare il limite superiore 2/7 WFS max 0,7 – 25,0 m/min * From curve Impostare il limite superiore
[Max velocità [Da curva] per il valore WFSpeed. [Max velocità [Da curva] per il valore WFSpeed.
alimentazione alimentazione
filo] filo]
3/7 WPS min 0,7 – 25,0 m/min * From curve Impostare il limite inferiore 3/7 WPS min 0,7 – 25,0 m/min * From curve Impostare il limite inferiore
[Min velocità [Da curva] per il valore WFSpeed. [Min velocità [Da curva] per il valore WFSpeed.
alimentazione alimentazione
MANUALE D’USO
filo] filo]
4/7 Voltage Voltage min - From curve Impostare la tensione 4/7 FineTuning FineTuningMin - 0 Regolare la tensione di
[Tensione] Voltage max [Da curva] di saldatura (lunghezza [Regolazione di FineTuningMax saldatura (lunghezza
[Tensione min - dell’arco). precisione] dell’arco) della curva di
Tensione max] saldatura verso l’alto e
verso il basso (0 = nessuna
5/7 Voltage max 8,0 – 50,0 V * From curve Impostare il limite superiore regolazione).
[Tensione [Da curva] per il valore di Tensione.
max] 5/7 FineTuningMax -9,0…+9,0 +9.0 Impostare il limite superiore
per il valore FineTuning.
6/7 Voltage min 8,0 – 50,0 V * From curve Impostare il limite inferiore
[Tensione [Da curva] per il valore di Tensione. 6/7 FineTuningMin -9,0…+9,0 -9,0 Impostare il limite inferiore
min] per il valore FineTuning.
7/7 Dynamics -9 … +9 0 Controllare il comportamento 7/7 Dynamics -9 … +9 0 Controllare il
[Dinamica] dell’arco in cortocircuito. Un [Dinamica] comportamento dell’arco
valore inferiore si traduce in cortocircuito. Un valore
in un arco meno intenso e inferiore determina un
uno superiore in un arco più arco più caldo e un valore
grezzo. superiore un arco più freddo
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura selezio-
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura sele- nata.
zionata.
© Kemppi Oy 2021 17 A7 MIG Welder R08Parametri di saldatura per procedimento MIG pulsato (Modifica canale 2/6) Parametri di saldatura per procedimento MIG a doppio impulso (Modifica canale 2/6)
Voce di menu Gamma di valori Valore Descrizione Voce di menu Gamma di valori Valore Descrizione
predefinito predefinito
1/8 WFSpeed WFS min - From curve [Da Impostare la velocità di 1/10 WFSpeed WFS min - From curve Impostare la velocità di
[Velocità WFS max curva] avanzamento del filo a [Velocità WFS max [Da curva] avanzamento del filo a passi di
alimentazione passi di 0,05 m/min da 0,5 a alimentazione 0,05 m/min da 0,5 a
filo] 5,0 m/min e a passi di filo] 5,0 m/min e a passi di
0,1 m/min al di sopra di 0,1 m/min al di sopra di
5,0 m/min. 5,0 m/min.
2/8 WFS max 0,7 – 25,0 m/min * From curve [Da Impostare il limite superiore 2/10 WFS max 0,7 – 25,0 m/min * From curve Impostare il limite superiore
[Max velocità curva] per il valore WFSpeed. [Max velocità [Da curva] per il valore WFSpeed.
alimentazione alimentazione
filo] filo]
3/8 WPS min 0,7 – 25,0 m/min * From curve [Da Impostare il limite inferiore 3/10 WPS min 0,7 – 25,0 m/min * From curve Impostare il limite inferiore per
[Min velocità curva] per il valore WFSpeed. [Min velocità [Da curva] il valore WFSpeed.
alimentazione alimentazione
filo] filo]
4/8 FineTuning FineTuningMin 0 Regolare la tensione di 4/10 FineTuning FineTuningMin - 0 Regolare la tensione di
MANUALE D’USO
[Regolazione di FineTuningMax- saldatura (lunghezza [Regolazione di FineTuningMax saldatura (lunghezza dell’arco)
precisione] dell’arco) della curva di precisione] della curva di saldatura verso
saldatura verso l’alto e l’alto e verso il basso
verso il basso (0 = nessuna (0 = nessuna regolazione).
regolazione).
5/10 FineTuningMax -9,0…+9,0 +9.0 Impostare il limite superiore
5/8 FineTuningMax -9,0…+9,0 +9.0 Impostare il limite superiore per il valore FineTuning.
per il valore FineTuning.
6/10 FineTuningMin -9,0…+9,0 -9,0 Impostare il limite inferiore per
6/8 FineTuningMin -9,0…+9,0 -9,0 Impostare il limite inferiore il valore FineTuning.
per il valore FineTuning.
7/10 Dynamics -9 … +9 0 Controllare il comportamento
7/8 Dynamics -9 … +9 0 Controllare il [Dinamica] dell’arco in cortocircuito. Un
[Dinamica] comportamento dell’arco valore inferiore si traduce in
in cortocircuito. Un valore un arco meno intenso e uno
inferiore determina un superiore in un arco più grezzo.
arco più caldo e un valore
8/10 Corrente -10 … +15% 0% Regolare la corrente pulsata
superiore un arco più
pulsata verso l’alto e verso il basso.
freddo.
9/10 DPulseAmp 0,1 – 3,0, CURVE CURVE Regolare l’ampiezza della
8/8 Corrente -10 … +15% 0% Regolare la corrente pulsata
[CURVA] velocità di avanzamento del
pulsata verso l’alto e verso il basso.
filo o utilizzare il valore della
curva di saldatura.
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura selezio-
nata. 10/10 DPulseFreq 0,4 – 8,0 Hz, CURVE CURVE Regolare la frequenza del
[CURVA] doppio impulso o utilizzare il
valore della curva di saldatura.
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura sele-
zionata.
© Kemppi Oy 2021 18 A7 MIG Welder R08Parametri di saldatura per il processo WiseRoot+ (Modifica canale 2/6) Parametri di saldatura per il procedimento WiseThin+ (Modifica canale 2/6)
Voce di menu Gamma di valori Valore Descrizione Voce di menu Gamma di valori Valore Descrizione
predefinito predefinito
1/6 WFSpeed [Velocità WFS min - From curve Impostare la velocità di 1/7 WFSpeed WFS min - From curve [Da Impostare la velocità di
alimentazione filo] WFS max [Da curva] avanzamento del filo a [Velocità WFS max curva] avanzamento del filo a
passi di 0,05 m/min da 0,5 a alimentazione passi di 0,05 m/min da 0,5
5,0 m/min e a passi di filo] a 5,0 m/min e a passi di
0,1 m/min al di sopra di 0,1 m/min al di sopra di
5,0 m/min. 5,0 m/min.
2/6 WFS max 1,2 – 11,0 m/min * From curve Impostare il limite superiore 2/7 WFS max 0,7 – 25,0 m/min * From curve [Da Impostare il limite
[Max velocità [Da curva] per il valore WFSpeed. [Max velocità curva] superiore per il valore
alimentazione filo] alimentazione WFSpeed.
filo]
3/6 WPS min 1,2 – 11,0 m/min * From curve Impostare il limite inferiore
[Min velocità [Da curva] per il valore WFSpeed. 3/7 WPS min 0,7 – 25,0 m/min * From curve [Da Impostare il limite
alimentazione filo] [Min velocità curva] inferiore per il valore
alimentazione WFSpeed.
4/6 FineTuning FineTuningMin - 0 Regolare la corrente di base
MANUALE D’USO
filo]
[Regolazione di FineTuningMax (calore dell’arco) della curva
precisione] verso l’alto e verso il basso 4/7 FineTuning FineTuningMin - 0 Regolare la corrente di
(0 = nessuna regolazione). [Regolazione di FineTuningMax base (calore dell’arco)
precisione] della curva verso l’alto e
5/6 FineTuningMax -9,0…+9,0 +9.0 Impostare il limite superiore
verso il basso (0 = nessuna
per il valore FineTuning.
regolazione).
6/6 FineTuningMin -9,0…+9,0 -9,0 Impostare il limite inferiore
5/7 FineTuningMax -9,0…+9,0 +9.0 Impostare il limite
per il valore FineTuning.
superiore per il valore
FineTuning.
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura sele-
6/7 FineTuningMin -9,0…+9,0 -9,0 Impostare il limite
zionata. inferiore per il valore
FineTuning.
7/7 Dynamics -9 … +9 0 Controllare il
[Dinamica] comportamento dell’arco
in cortocircuito. Un valore
inferiore determina un
arco più caldo e un valore
superiore un arco più
freddo.
* Si tratta dei limiti di sistema. I limiti effettivi derivano dalla curva di saldatura sele-
zionata.
© Kemppi Oy 2021 19 A7 MIG Welder R08Funzioni di saldatura
Funzioni di saldatura (Nel menu Edit Channel (Modifica canale) 3/6) Funzioni avanzate* (Modifica canale 4/6)
Voce di menu Gamma di valori Valore Descrizione Voce di menu Gamma di valori Valore Descrizione
predefinito predefinito
1/10 HotStart ON, OFF o USER USER [UTENTE] Attivare e disattivare l’avvio 1/4 WisePenetration ON, OFF OFF Attivare e disattivare
rapido o lasciare che sia WisePenetration.
l’utente a selezionarlo da un 2/4 Penet%(123A) -30 … 30% 0% Impostare il livello di
pannello di saldatura. WisePenetration.
2/10 HotStartLevel -50 … +100% 40% Impostare il livello di avvio 3/4 WiseFusion ON, OFF OFF Attivare e disattivare
rapido in base al livello di WiseFusion.
corrente di saldatura.
4/4 WiseFusion% 20–60%, CURVE CURVE La funzionalità WiseFusion
3/10 Hot 2T Time 0,0 – 9,9 s 1,2 sec Impostare la durata [CURVA] controlla la quantità di
dell’avvio rapido. cortocircuiti nell’arco. Un
4/10 Crater fill ON, OFF o USER USER [UTENTE] Attivare o disattivare la valore di fusione più basso
funzione crater fill, o lasciare riduce la quantità dei
MANUALE D’USO
che l’utente lo selezioni da cortocircuiti e un valore più
un pannello di saldatura. alto ne aumenta la quantità.
5/10 CraterStart 10–250% 100% Impostare il livello della * Se la funzione non è consentita dal processo selezionato o se non è presente una
curva da cui inizia la
funzione crater fill. licenza per la funzione, viene visualizzato il testo “NA” (non consentito).
6/10 CraterFillEnd 10–250%, non 30% Impostare il livello della
superiore al valore curva alla fine della funzione
di CraterStart crater fill.
7/10 CraterTime 0.0 – 10,0 s 1,0 s Impostare il tempo di
pendenza della funzione
crater fill.
8/10 Avvio lento 10 – 99%, OFF, CURVE [CURVA] Impostare l’avvio lento,
CURVE regolare il livello dell’avvio
lento o selezionare il valore
della curva di saldatura
utilizzata.
9/10 Start power -9 … 9 0 Regolare la potenza di
[Potenza avvio] innesco dell’arco.
10/10 TSI ON, OFF OFF Attivare e disattivare
l’accensione dell’innesco
Touch Sense.
© Kemppi Oy 2021 20 A7 MIG Welder R084.2.4 User settings [Impostazioni utente]
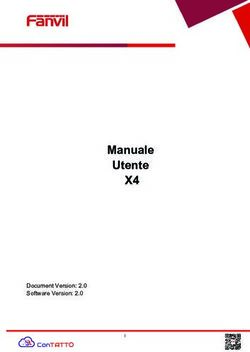
Menu User settings (Impostazioni utente) (Menu principale 2/8) (è necessario effettuare il 4.2.5 Impostazioni sistema di saldatura
login)*. Menu System config [Configurazione del sistema] (Menu principale 4/8)
Voce di menu Gamma di Valore di Descrizione Voce di menu Gamma di Valore di Descrizione
valori fabbrica valori fabbrica
1/5 Change PIN code Modificare il codice PIN. 1/22 Water cooling OFF, ON, AUTO Attivare e disattivare l’unità di
[Modifica codice PIN] [Raffreddamento AUTO raffreddamento a liquido o lasciare che
New PIN code 0000–9999 0000 Specificare un nuovo codice PIN. a liquido] venga controllata dal sistema (AUTO). In
[Nuovo codice PIN] modalità automatica la pompa dell’acqua si
avvia quando inizia la saldatura e si arresta
2/5 User mode [Modalità ON, OFF OFF Attivare e disattivare la modalità di
dopo un ritardo quando termina la saldatura.
utente] identificazione utente.
2/22 Cable length 10–100 m 10 m Impostare la lunghezza del circuito di
3/5 Set the user rights Cambiare il ruolo di un utente.
[Lunghezza del saldatura per un controllo ottimale dell’arco.
[Impostare i diritti
cavo]
utente]
3/22 FineCalib 0 V – 10 V / 10 V / Impostare la compensazione per la
MANUALE D’USO
Select user USER1 - Selezionare l’utente di cui si desidera
100 A 100 A variazione della resistenza del cavo.
[Selezionare utente] USER10 modificare il ruolo. Nota! Non è
possibile modificare il proprio ruolo. 4/22 System clock Visualizzare e modificare la data e l’ora del
[Orologio di sistema.
Level [Livello] Welder, Selezionare il ruolo per l’utente.
sistema]
Supervisor,
Administrator 5/22 Device Consultare le seguenti informazioni sulla
[Saldatore, information [Info periferica per ciascun dispositivo del sistema:
Supervisore, dispositivo] DevSW: versione del software dell’unità.
Amministra- SysSW: versione software di base del sistema.
tore] BootSW: versione del software di avvio.
SW Item: numero di articolo del software.
4/5 User activation Creare ed eliminare utenti.
Serial: numero di serie del dispositivo.
[Attivazione utente]
Prog: nome del programmatore
User activation USER1 - Selezionare l’account utente che si Date: data di programmazione.
[Attivazione utente] USER10 desidera creare/eliminare.
6/22 Restore settings
User [Utente] Enabled, Creare un account impostando l’utente [Ripristina
Disabled come Enabled [Abilitato], oppure impostazioni]
[Attivato, eliminarlo selezionando Disabled
ROBOT All Tutti i canali di memoria (0–199) vengono
Disattivato] [Disabilitato].
settings ripristinati dal backup. Le impostazioni di
5/5 Reset user PIN code Ripristinare il codice PIN di un utente. [ROBOT Tutte le configurazione rimangono invariate.
[Reimposta codice impostazioni]
PIN utente]
Restore To Tutti i canali di memoria e i relativi backup
Select user USER1 - Selezionare l’utente il cui codice PIN Factory [Ripristino vengono rimossi. Tutte le impostazioni sono
[Selezionare utente] USER10 deve essere reimpostato. Il valore fabbrica] riportate ai valori predefiniti di fabbrica.
reimpostato è 0000. Confermare il reset
premendo il pulsante software OK.
* Per ulteriori informazioni, vedere la sezione 4.4 “Identificazione degli utenti”.
© Kemppi Oy 2021 21 A7 MIG Welder R087/22 License menu 13/22 RemoteAuto- ON, OFF ON Attivare e disattivare il riconoscimento
[Menu Licenza] Recog [Rico- automatico dell’unità di comando a distanza.
noscimento
Codice licenza Immettere manualmente un codice di
automatico
licenza:
comandoadistanza]
• Le frecce Su/Giù permettono di
*
selezionare l’indice del codice numerico.
• La manopola consente di selezionare il 14/22 MIG CurrentDisp ON, OFF OFF Impostare l’accensione e lo spegnimento
numero di codice (0–255). [Display corrente del display corrente MIG. Quando il display
• Con il pulsante software ENTER [INVIO] MIG] corrente MIG è spento, viene visualizzata
si attiva il codice di licenza dopo invece la velocità di avanzamento del filo.
l’immissione di tutti i numeri.
15/22 WFMotorWarnLev 1,5 – 5,0 A 3,5 A Impostare il livello di avvertenza della
License timers Controllare il tempo rimanente della licenza [Livello di avviso corrente del motore di avanzamento del filo.
[Timer di licenza] delle funzioni Wise a tempo. motore trainafilo] L’impostazione influisce sulla sensibilità con
cui il sistema rileva i problemi nel sistema di
8/22 Weld data delay 1–60 s 20 s Specificare per quanto tempo i dati di
avanzamento del filo.
[Ritardo dati di saldatura vengono visualizzati dopo l’arresto
saldatura] della saldatura. La visualizzazione dei dati 16/22 WF end step [Fase ON, OFF OFF Attivare e disattivare il finecorsa
di saldatura può essere chiusa ruotando finale WF] dell’avanzamento del filo. Quando
MANUALE D’USO
la manopola di controllo o premendo un l’impostazione è attiva, il filo di apporto
pulsante qualsiasi. avanza alla fine del ciclo di saldatura. In
caso contrario il filo di apporto rimane nella
9/22 Display delay 1–20 10 Specificare per quanto tempo le informazioni
posizione in cui è stato azionato durante il
[Ritardo display] testuali (come “Impostazioni salvate”)
ciclo di saldatura.
vengono visualizzate sullo schermo. Si tratta
di un valore di tempo approssimativo e il 17/22 AutoWireInch ON, OFF ON Attivare e disattivare la funzione automatica
ritardo effettivo può variare a seconda del [Avanzamento di avanzamento intermittente del filo
carico del sistema. intermittente SuperSnake. Quando l’impostazione
automatico del è attiva, il filo di apporto viene inviato
10/22 Pre gas time 0,0 – 9,9 s, CURVE Sovrascrivere il tempo pregas della curva
filo] * automaticamente al SuperSnake mediante
[Tempo pregas] CURVE [CURVA] di saldatura, oppure lasciare che il sistema
la pressione del pulsante di avanzamento
[CURVA] utilizzi il valore della curva.
intermittente del filo.
11/22 Post gas time 0,0 – 9,9 s, CURVE Sovrascrivere il tempo postgas della curva
18/22 Gas guard ON, OFF OFF Attivare e disattivare la protezione del
[Tempo postgas] CURVE [CURVA] di saldatura, oppure lasciare che il sistema
[Protezione gas] * gas. L’uso di questa funzione richiede
[CURVA] utilizzi il valore della curva.
l’installazione della protezione del gas nel
12/22 Control USER, USER Selezionare il comando a distanza utilizzato trainafilo.
[Controllo] * PANEL, [UTENTE] o lasciare che sia l’utente a scegliere Questa impostazione non influisce sul
REMOTE, liberamente il comando a distanza. sensore del gas in A7 MIG Wire Feeder.
GUN
19/22 ArcVoltage ON, OFF OFF Attivare e disattivare la funzione di
[UTENTE,
[Tensione misurazione e calcolo della tensione d’arco.
PANNELLO,
dell’arco] Quando è attiva, la tensione, la corrente e
COMANDO
la potenza dell’arco sono visualizzate sul
A
pannello di configurazione e sull’interfaccia
DISTANZA,
utente web durante la saldatura.
TORCIA]
© Kemppi Oy 2021 22 A7 MIG Welder R0820/22 SubFeederLength 10–25 m 10 m Impostare la lunghezza del trainafilo N2 0–100% 0% Impostare la quantità di azoto (N2) presente
[Lunghezza trai- secondario per il calcolo della tensione della miscela.
nafilo seconda- d’arco.
O2 0–100% 0% Impostare la quantità di ossigeno (O2) della
rio] *
miscela.
21/22 Gas sensor menu Configurare il sensore del gas di A7 MIG Wire
H2 0–100% 0% Impostare la quantità di idrogeno (H2) della
[Menu Sensore Feeder (versione controllata dal bus).
miscela.
gas]
He 0–100% 0% Impostare la quantità di elio (He) della
Enabled ON, OFF OFF Attivare e disattivare il sensore di gas.
miscela.
[Abilitato]
22/22 Keylock [Blocco ON, OFF OFF Attivare o disattivare la funzione di blocco
Level [Livello] 5,0 – 20,0 l/ 10,0 l/ Impostare il livello di rilevamento della
tasti] tasti nel pannello di configurazione. Se
min min portata del gas.
attivata, questa funzione previene la
Gas mixture pressione involontaria dei tasti. Per bloccare
menu [Menu o sbloccare i tasti, premere F2 per 4 secondi.
Miscela di gas] I tasti vengono bloccati automaticamente
dopo 2 minuti, se non si utilizza il Pannello di
Ar (0 – 100%) (100%) Quantità di argon (Ar) nella miscela.
configurazione.
Questo valore non può essere regolato
MANUALE D’USO
manualmente. Il valore si riduce
automaticamente all’aumentare della * Questa impostazione si applica solo alla saldatura manuale..
quantità di altri gas e viceversa.
CO2 0–100% 0% Impostare la quantità di biossido di carbonio 4.2.6 Test di sistema
(CO2) della miscela.
Menu Test (menu principale 7/8)
Voce di menu Gamma di valori Valore di Descrizione
fabbrica
© Kemppi Oy 2021 23 A7 MIG Welder R081/4 Wire inch Eseguire il test di
[Avanzamento avanzamento intermittente
intermittente del filo premendo il pulsante
filo] software START (Avvio)
e tenendolo premuto. Il
filo di apporto viene fatto
avanzare accelerando alla 3/4 Gas test Eseguire il gas test premendo
velocità selezionata. Il test si una volta il pulsante software
interrompe quando si rilascia START (Avvio). Il test viene
il pulsante. eseguito fino allo scadere
del tempo di test o fino
Speed 0,5 – 25,0 m/min 5,0 m/min Selezionare la velocità di alla pressione del pulsante
[Velocità] avanzamento del filo a passi software STOP (che appare al
di 0,05 m/min da 0,5 a 5,0 m/ posto del pulsante START).
min e a passi di 0,1 m/min al
di sopra di 5,0 m/min. Test time 1–60 s 20 s Impostare la durata del gas
[Tempo di test.
WF motor Visualizza la corrente del prova]
[Motore WF] motore durante il test.
MANUALE D’USO
4/4 Air blow [Getto Eseguire il test di soffiaggio
2/4 Wire retract Eseguire il test di ritrazione d’aria] dell’aria compressa premendo
[Ritrazione filo] del filo premendo il pulsante una volta il pulsante software
software START (Avvio) e START [Avvio]. Il test viene
mantenendolo premuto. Il eseguito fino allo scadere
filo di apporto viene spinto del tempo di test o fino
all’indietro accelerando alla alla pressione del pulsante
velocità selezionata. Il test software STOP (che appare al
viene interrotto quando si posto del pulsante START).
rilascia il pulsante.
Test time 1–60 s 20 s Impostare la durata del test di
Speed 0,5 – 25,0 m/min 5,0 m/min Impostare la velocità di [Tempo di soffiaggio dell’aria.
[Velocità] avanzamento del filo a passi prova]
di 0,05 m/min da 0,5 a 5,0 m/
min e a passi di 0,1 m/min al
di sopra di 5,0 m/min.
WF motor Visualizza la corrente del
[Motore WF] motore durante il test.
© Kemppi Oy 2021 24 A7 MIG Welder R084.2.7 Impostazioni robot
Menu Robot (Menu 8/8)
Voce di menu Gamma di valori Impostazione di Descrizione
fabbrica
1/15 Interface mode [Modalità 1–99 15 Selezionare la tabella I/O del robot per la comunicazione fieldbus (interfaccia digitale del robot).
interfaccia] *
2/15 Voltage scaling 0–9999 0 (nessun Selezionare il valore massimo per la tensione di saldatura / regolazione di precisione in modalità di
[Ridimensionamento ridimensionamento) ridimensionamento (1–9999) o disattivare la modalità di ridimensionamento (0).
tensione] *
3/15 WFS scaling [Scala WFS] * 0–9999 0 (nessun Selezionare il valore massimo per la velocità di avanzamento del filo in modalità di ridimensionamento
ridimensionamento) (1–9999) o disattivare la modalità di ridimensionamento (0).
4/15 Ridimensionamento 0–9999 0 (nessun Selezionare il valore massimo per la corrente di saldatura in modalità di ridimensionamento (1–9999) o
corrente * ridimensionamento) disattivare la modalità di ridimensionamento (0).
5/15 Simulation [Simulazione] ON, OFF o USER OFF Selezionare se attivare o disattivare la simulazione di saldatura, o lasciare che l’utente del robot gestisca
MANUALE D’USO
la simulazione (USER).
6/15 Wire Feeder [Trainafilo] * WF1, WF2, USER WF1 Selezionare il trainafilo nei sistemi con doppio trainafilo.
Stop switch menu [Menu Configurare la funzionalità.
interruttore di arresto] * Il circuito di arresto è collegato all’unità di interfaccia del robot di A7 MIG Welder.
Selezione ON, OFF OFF Attiva e disattiva l’ingresso dell’interruttore di arresto.
7/15
Line level [Livello linea] 0 V, 24 V 0V Selezionare il livello di tensione della linea di ingresso.
Switch type [Tipo di Opening, Closing [Apertura, Opening [Apertura] Selezionare il tipo di interruttore elettrico utilizzato nella linea del segnale. L’interruttore di tipo apertura
interruttore] chiusura] apre il circuito elettrico della linea del segnale e l’interruttore di tipo chiusura chiude il circuito.
Door switch menu [Menu Configurare la funzionalità dello sportello. La circuiteria dello sportello è collegata all’unità di interfaccia
Interruttore portello] * robot di A7 MIG Welder.
Selezione ON, OFF OFF Attivare e disattivare l’ingresso dello sportello.
8/15
Line level [Livello linea] 0 V, 24 V 0V Selezionare il livello di tensione della linea di ingresso.
Switch type [Tipo di Opening, Closing [Apertura, Opening [Apertura] Selezionare il tipo di interruttore elettrico utilizzato nella linea del segnale. L’interruttore di tipo apertura
interruttore] chiusura] apre il circuito elettrico della linea del segnale e l’interruttore di tipo chiusura chiude il circuito.
© Kemppi Oy 2021 25 A7 MIG Welder R08Puoi anche leggere