TNC 640 Il controllo numerico continuo per centri di lavoro e centri di tornitura-fresatura - Heidenhain
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

TNC 640 Il controllo numerico continuo per centri di lavoro e centri di tornitura-fresatura 09/2021

Indice
TNC 640
Quali sono le sue Versatilità d'impiego 4
applicazioni? Controllo numerico continuo TNC per fresatrici e centri di tornitura-fresatura
Come è configurato? Immediatezza e facilità di utilizzo 6
Comando multitouch
L'interfaccia utente funzionale
Quali sono le sue funzioni? Lavorazioni complete 10
Fresatura, tornitura e rettifica sulla stessa macchina (opzione)
Accuratezza del profilo, velocità e controllo 12
Dynamic Precision
Ottimizzazione del percorso utensile
Modifica e misurazione di profili 3D
Lavorazioni a cinque assi 17
TNC 640 Orientamento dell'utensile - TCPM
con touch screen Controllo e gestione degli assi rotativi - teste/tavole
da 24"
Fresatura intelligente 20
Controllo anticollisione dinamico DCM (opzione)
Dynamic Efficiency
Soppressione attiva delle vibrazioni ACC (opzione)
Controllo adattativo dell'avanzamento AFC (opzione)
Scanalature a profilo libero con fresatura trocoidale
Ottimizzazione dei processi di sgrossatura con OCM (opzione)
Impostazioni globali del programma GS (opzione)
Controllo di processo 28
Misurazione, gestione e comunicazione
Gestione pallet e lavorazioni multiple
Gestione utensili e funzioni di monitoraggio
Minimizzazione dei tempi di attrezzaggio 31
Semplicità e rapidità di attrezzaggio
Quali sono le modalità di Programmazione, editing e test 33
programmazione? Le molteplici possibilità
Supporto grafico nelle diverse modalità operative
TNC 640 Programmazione a bordo macchina 35
con touch screen Tasti funzione univoci per profili complessi
da 19" Programmazione libera dei profili e del codice DataMatrix
Cicli per lavorazioni ripetitive
Cicli di tornitura orientati alla pratica (opzione)
Funzioni pratiche per rettifica e ravvivatura (opzione)
Riutilizzo degli elementi programmati del profilo
Aiuto alla programmazione e documentazione online
Apertura alle informazioni esterne 44
Elaborazione di file CAD
Gestione digitale e universale delle commesse con Connected Machining
StateMonitor – Rilevamento e analisi dei dati macchina
La stazione di programmazione TNC 640
E gli accessori? Misurazione di pezzi 50
Attrezzaggio, selezione origine e misurazione con sistemi di tastatura digitali
Misurazione di utensili 51
TNC 640 Rilevamento di lunghezza, raggio e usura direttamente sulla macchina
con touch screen
da 19" (in verticale)
Controllo e ottimizzazione della precisione della macchina 52
Calibrazione automatica degli assi rotativi con KinematicsOpt (opzione)
Posizionamento con il volantino elettronico 53
Le funzioni e i dati tecnici descritti nel presente catalogo Spostamento preciso degli assi
sono validi per TNC 640 con software NC 34059x-11
... In breve Tabelle riassuntive 54
Funzioni utente, accessori, opzioni, dati tecnici, controlli numerici a confronto
2
Versatilità d'impiego
Controllo numerico continuo TNC per fresatrici e centri
di tornitura-fresatura
Da oltre 40 anni i controlli numerici continui Programmazione attenta alle esigenze Creazione di programmi esterni Universalità Fresatura ad alta velocità Centri di lavoro e lavorazione
TNC HEIDENHAIN vengono quotidiana- dell'officina TNC 640 è in grado di gestire anche pro- TNC 640 è particolarmente indicato per • Rapida elaborazione dei blocchi automatizzata
mente impiegati su fresatrici, alesatrici, L'operatore programma le tradizionali grammi creati esternamente. L'interfaccia lavorazioni di fresatura-tornitura, HSC e a • Breve tempo ciclo dei control loop • Gestione utensili
foratrici e centri di lavoro. In questo periodo lavorazioni di fresatura e foratura, e con Ethernet garantisce minimi tempi di tra- 5 assi su macchine che presentano fino a • Movimento particolarmente uniforme • Gestione pallet
i controlli numerici sono stati costantemen- TNC 640 anche le lavorazioni di tornitura o smissione anche per programmi lunghi. 24 circuiti di regolazione. TNC 640 si • Elevata velocità del mandrino • Impostazione origine controllata
te perfezionati cercando di soddisfare al rettifica, da solo sulla macchina in Klartext, contraddistingue nei campi applicativi • Veloce trasmissione dei dati • Gestione origini
meglio le esigenze degli operatori delle il linguaggio di programmazione adatto alle Semplicità di comando descritti di seguito. • Misurazione di pezzi automatica con
macchine con soluzioni mirate. esigenze dell'officina di HEIDENHAIN. Per lavorazioni semplici (ad esempio Foratura e alesatura sistemi di tastatura HEIDENHAIN
TNC 640 lo supporta in modo ottimale con fresatura a spianare o tornitura a sfacciare), Centri di fresatura-tornitura • Cicli di foratura e orientamento mandrino • Misurazione di utensili automatica e
Comando multitouch pratici dialoghi e utile grafica di guida, non è necessario scrivere alcun • Semplice cambio programmato tra • Realizzazione di fori inclinati controllo rottura
TNC 640 è disponibile con touch screen e naturalmente anche per la tornitura. programma su TNC 640. I movimenti di lavorazione di fresatura e tornitura • Controllo di cannotti (assi paralleli) • Collegamento a sistemi di supervisione
tastiera. Zoom con due dita, rotazione o traslazione possono essere eseguiti in • Ampio pacchetto di cicli di tornitura
spostamento: TNC 640 può essere Per produzioni standard ma anche per manuale: con semplicità utilizzando i tasti • Velocità di taglio costante Lavorazione a 5 assi con testa Lavorazione di rettifica
comandato in modo facile e rapido con applicazioni complesse è possibile impiega- di movimento degli assi o con particolare • Compensazione del raggio del tagliente orientabile e tavola rotante • Funzioni pratiche per rettifica a
un semplice tocco. re numerosi cicli utili per la lavorazione o la precisione utilizzando un volantino • Rotazione del piano di lavoro coordinate e ravvivatura mola
conversione delle coordinate. elettronico. Fresatrici universali • Lavorazione su superficie cilindrica • Sovrapposizione dell'asse utensile con
• Programmazione a bordo macchina in • TCPM (Tool Center Point Management) un movimento pendolare
Klartext HEIDENHAIN • Compensazione utensile 3D • Cicli di facile utilizzzo
• Rapida definizione origine con sistemi di • Rapidità di esecuzione grazie al breve
tastatura HEIDENHAIN tempo di esecuzione dei blocchi
• Volantino elettronico
4 5
Immediatezza e facilità di utilizzo
Comando multitouch
Schermo Design ergonomico e robusto Comandi gestuali per la funzionalità
Lo schermo widescreen da 24" visualizza Extended Workspace Compact come La superficie anodizzata della tastiera è par- multitouch
con massima chiarezza tutte le informazioni finestra supplementare per qualsiasi ticolarmente resistente agli agenti chimici Lo schermo di TNC 640 può essere
necessarie per la programmazione, il fun- applicazione esterna e meccanici. Le diciture sulla tastiera, ad utilizzato con comandi gestuali, proprio
zionamento e il monitoraggio di controllo esempio le scale dei potenziometri, sono come quelli di smartphone o tablet. È ad
numerico e macchina, come blocchi pro- incise sulla superficie e si contraddistinguo- esempio possibile ingrandire o ridurre la
gramma, avvertenze o messaggi di errore. Finestra principale con visualizzazione no pertanto per l'elevata resistenza ai graffi grafica con due dita. Oppure navigare
Informazioni supplementari vengono forni- di due modalità operative, visualizzazione e all'abrasione. mediante sfioramento nella barra dei
te da Extended Workspace Compact che, programma, grafica e stato macchina softkey, nei programmi o nei menu con
oltre alla finestra principale, visualizza una Comando intuitivo del touch screen particolare rapidità.
finestra supplementare per qualsiasi appli- Il comando di TNC 640 è apprezzato già da
cazione esterna della consueta interfaccia molti anni. Gli utilizzatori di tutto il mondo si
Softkey PLC per funzioni macchina Icona Comando gestuale
del controllo numerico. Nella finestra princi- avvalgono dei tasti per selezionare dialoghi,
pale è possibile dividere lo schermo in due navigazione e softkey di TNC 640. Nella ver-
aree (modalità "Split Screen") per visualiz- sione con touch screen, TNC 640 supporta Tocco
zare i blocchi NC su una parte e, sull'altra la gli operatori con una soluzione particolar-
grafica o le indicazioni di stato. Durante l'e- mente innovativa e pratica, combinando i Doppio tocco
Softkey autoesplicativi per la
secuzione del programma sono disponibili programmazione NC tradizionali vantaggi dei controlli numerici
a video indicazioni di stato che forniscono HEIDENHAIN con i nuovi comandi di tocco, Pressione
informazioni sulla posizione dell'utensile, sfioramento e trascinamento.
sul programma in corso, sui cicli attivi, sulle Sfioramento
conversioni delle coordinate e sui tempi di Tastiera alfanumerica per inserire Funzionalità del touch screen
lavorazione. commenti o programmi DIN/ISO e Con classe di protezione IP54, il touch
set di tasti per PC per il comando screen è concepito per l'impiego in
Pannello di comando di funzioni del sistema operativo condizioni estreme in officina: Trascinamento
Come per tutti i TNC HEIDENHAIN, il pan- • protezione contro la polvere,
nello di comando è orientato alla program- Porta USB per supporti dati o dispositivi • protezione contro gli spruzzi d'acqua,
mazione. La disposizione funzionale dei ta- di puntamento • resistenza ai graffi.
sti nei gruppi di funzioni delle modalità di Trascinamento
programmazione, modalità macchina, ge- Per pulire il monitor basta selezionare la con due dita
stione/funzioni TNC e navigazione facilita in- Trackball e tasti mouse per facilitare modalità "Touchscreen Cleaning": così lo
fatti l'immissione del programma. Semplice l'utilizzo schermo si blocca per impedire comandi
configurazione dei tasti, simboli autoespli- involontari. Ingrandimento
cativi e abbreviazioni identificano con chia- Tasti di selezione assi e tastierino
rezza e univocità le funzioni. Raggruppando numerico
Start/Stop NC e potenziometri di avanza-
mento/rapido è possibile eseguire le se- Tasti funzione per modalità di
Riduzione
quenze di comando essenziali con una programmazione, modalità macchina,
mano in modalità Esecuzione singola. Si funzioni TNC, gestione e navigazione
può così configurare in maniera efficiente
un programma NC tenendo sott'occhio l'a-
rea di lavoro della macchina. La tastiera al- Potenziometri di regolazione
fanumerica consente di inserire commenti per avanzamento e rapido
o impostare programmi DIN/ISO con mas-
sima comodità. I potenziometri disposti se-
paratamente per avanzamento assi e velo- Pannello di comando macchina
cità mandrino permettono di gestire gli con tasti a pressione e LED
adattamenti con particolare precisione. Il
pannello di comando vanta inoltre set di
tasti completo per PC e trackball.
Potenziometro override per velocità
mandrino
6 7
Immediatezza e facilità di utilizzo
L'interfaccia utente funzionale
La chiara configurazione dello schermo Design moderno Panoramica delle funzioni con Programmi con struttura cromatica Riga informativa navigazione nei menu semplificano il lavoro
abbinata a una tastiera ergonomica dal L'interfaccia utente di TNC 640 vanta un smartSelect Una riga di programma può contenere tutte Nella riga informativa, TNC 640 indica il di tutti i giorni su TNC 640. Con il touch
layout univoco è la soluzione ideale per layout moderno dalle forme leggermente È possibile selezionare con rapidità e sem- le informazioni indispensabili: relativo stato della sottomodalità e screen è particolarmente pratico l'uso dei
lavorare con facilità e sicurezza, qualità che arrotondate, dai contrasti cromatrici e da plicità mediante i dialoghi le funzioni che • numero di riga, contribuisce a migliorare l'orientamento. file CAD importati (CAD Import). Lo zoom,
da sempre contraddistinguono i controlli un font omogeneo. Le diverse aree della fino ad ora si potevano lanciare esclusiva- • funzione del programma, lo spostamento o la selezione nei disegni è
numerici HEIDENHAIN. TNC 640 possiede videata sono chiaramente marcate e le mente tramite i diversi livelli softkey. Già • valore di immissione, Funzione MOD rapida e semplice con i comandi gestuali.
inoltre una serie di caratteristiche che modalità operative sono contraddistinte solo selezionando smartSelect, una struttu- • commento. La modalità ausiliaria MOD offre indipen-
supportano l'operatore con massima anche dalle relative icone. ra ad albero mostra tutte le sottofunzioni dentemente dal modo operativo attivo le Gestione utenti
semplicità e praticità. che possono essere definite nello stato Per mantenere sempre tutto sotto più diverse possibilità di impostazione in Con la Gestione utenti di TNC 640 è
Per poter differenziare meglio i messaggi d'esercizio attuale del controllo numerico. controllo, anche in programmi complessi, un layout standardizzato. possibile definire utenti con ruoli e privilegi
di errore in base alla relativa importanza, Nella parte destra della finestra smartSe- TNC 640 differenzia i singoli elementi del di accesso differenti. Ogni utente può
TNC 640 li visualizza in colori codificati. lect il TNC visualizza persino la guida inte- programma mediante colori. Si identificano Semplicità di comando operare soltanto con i privilegi assegnati.
Viene inoltre visualizzato un triangolo di grata. Con la selezione mediante cursore o così ad esempio a colpo d'occhio i valori di TNC 640 può essere comandato con prati- È possibile evitare in questo modo la
avvertimento, anche questo con con un clic del mouse compaiono così di- immissione editabili. cità anche con il mouse collegato. In offici- cancellazione involontaria o non autorizzata
differenziazione cromatica. rettamente informazioni dettagliate sulla na, non è tuttavia sempre a disposizione un di file o contenuti da file di sistema. Molte
relativa funzione. Alla definizione di cicli di Editor di tabelle standard adeguato piano di appoggio per il mouse. funzioni sono inoltre disponibili soltanto
lavoro, smartSelect mette a disposizione ci- Indipendentemente dalla tabella che si Con il touch screen non sono richieste su- con i privilegi corrispondenti. La gestione
cli di tastatura, funzioni speciali (SPEC FCT) intende elaborare – tabella utensili, origini perfici di lavoro aggiuntive per i dispositivi utenti di TNC 640 incrementa non solo la
e programmazione parametrica. o pallet – aspetto, funzionalità e gestione di immissione. E utilizzare il controllo nu- protezione dei dati ma anche la sicurezza
dell'editor sono identici in tutti i casi. merico diventa ancora più facile: lo scorri- operativa della macchina.
mento, la selezione diretta di comandi e la
8 9
Lavorazioni complete
Fresatura, tornitura e rettifica sulla stessa macchina (opzione)
Oltre alla complessa lavorazione di fresatu- Programmazione tradizionale Cicli per fresatura, tornitura e rettifica re con massima semplicità sulla macchina Tornitura in interpolazione ruotato. TNC 640 offre due cicli per la torni-
ra, il pezzo deve essere portato su un tor- Le lavorazioni di tornitura si programmano, I controlli numerici HEIDENHAIN sono rino- anche le lavorazioni di tornitura più com- Scanalature circolari, gole, sfere o profili di tura in interpolazione:
nio o su una rettificatrice per alcune fasi di come di consueto, con massima praticità e mati per il loro vasto e tecnologicamente plesse. tornitura qualsiasi possono essere realizzati • ciclo 291: attiva l'accoppiamento tra
lavoro? E per la pianificazione delle capacità facilità in Klartext HEIDENHAIN. Oltre alle evoluto pacchetto di cicli. Le lavorazioni ri- non solo con la lavorazione di tornitura di posizioni del mandrino e posizioni
della macchina, la realizzazione delle attrez- funzioni traiettoria standard, per la definizio- petitive di uso frequente, che comprendo- Per i cicli di tornitura profilo più articolati, tipo tradizionale ma anche con la tornitura dell'asse; possono quindi essere
zature di fissaggio, il serraggio e l'allinea- ne del profilo di tornitura è possibile impie- no diverse fasi di lavoro, sono memorizzate TNC 640 impiega le stesse tecnologie uti- in interpolazione. Con la tornitura in interpo- programmati movimenti assiali e radiali
mento del pezzo e la misurazione del pezzo gare anche la programmazione libera dei sotto forma di cicli in TNC 640. La program- lizzate per la fresatura. Anche in questo lazione l'utensile esegue un movimento cir- qualsiasi dell'utensile,
finito? TNC 640 supporta l'operatore con- profili FK, che consente di creare con sem- mazione si esegue tramite l'affidabile grafi- caso i programmatori TNC non dovranno colare con assi lineari, durante il quale • ciclo 292: attiva l'accoppiamento del
sentendo di ridurre notevolmente i tempi. plicità elementi del profilo non quotati a ca che rappresenta chiaramente i parametri apprendere nuove funzioni, ma semplice- l'orientamento del tagliente è sempre rivol- mandrino ed esegue automaticamente
Su un centro di fresatura-tornitura con norma NC. Sono inoltre disponibili anche gli immessi. Oltre ai noti cicli di fresatura, fora- mente basarsi sulle nozioni ed esperienze to al centro del cerchio per lavorazioni la lavorazione di un profilo di tornitura
TNC 640 è possibile lavorare completa- elementi del profilo specifici per la tornitura tura e alesatura, TNC 640 offre anche molti acquisite per entrare rapidamente nel mon- esterne o sempre verso l'esterno per lavo- programmato.
mente il pezzo in un'unica passata, com- quali Gola e Scarico, per la cui definizione è cicli di tornitura, ad esempio per sgrossare, do della tornitura su fresatrici. Il controllo razioni interne. Modificando il raggio del
presa la rettifica. E alla fine è possibile con- possibile basarsi sull'affidabile grafica di rifinire, eseguire gole e filettature e per numerico dispone inoltre di cicli per la lavo- cerchio e la posizione assiale, è così possi- Lavorazione di tornitura con testa a
trollare le dimensioni di questo pezzo guida. Anche le lavorazioni di rettifica si pro- troncare-tornire. La base software delle razione di rettifica, ad esempio bile lavorare qualsiasi pezzo simmetrico di sfacciare
lavorato completamente su una macchina grammano, come di consueto, in Klartext funzioni di tornitura è stata acquisita dai • definizione del movimento pendolare, rotazione – anche nel piano di lavorazione La testa a sfacciare consente di eseguire
utilizzando un sistema di tastatura HEIDENHAIN. Se il profilo è disponibile comprovati controlli numerici per torni di • attivazione del bordo della mola, operazioni di tornitura su un pezzo fisso,
EIDENHAIN.
H come file CAD, è possibile importarlo sem- HEIDENHAIN. È così possibile programma- • ravvivatura del profilo. consentendo così di tornire anche al di fuori
plicemente con l'ausilio di CAD Import (op- dell’asse di rotazione della tavola o nel pia-
TNC 640 offre funzioni efficienti che con- zione). no inclinato. Con la testa a sfacciare, il mo-
sentono di passare con massima semplici- vimento di rotazione è eseguito dal mandri-
tà tra le modalità di fresatura, tornitura e no, mentre un asse integrato nella testa a
rettifica in modo controllato nel programma sfacciare controlla l’utensile per tornire
NC. L'operatore può scegliere liberamente * Questa funzione deve essere implementata sulla (corsa lineare). Con TNC 640 non occorre
macchina da parte del costruttore.
come e quando combinare tra loro i metodi preoccuparsi di queste sequenze di movi-
di lavorazione. E naturalmente tale passag- mento complesse. Con un comando del
gio viene eseguito indipendentemente dal- programma basta selezionare la modalità
la macchina e dalla relativa configurazione della testa a sfacciare e programmare
degli assi. Alla variazione di modalità, come di consueto i cicli di tornitura stan-
TNC 640 provvede a tutte le necessarie dard. TNC 640 calcola poi le necessarie
modifiche interne, ad esempio il passaggio conversioni ed esegue autonomamente
alla visualizzazione del diametro, l'imposta- tutti i movimenti in sequenza.
zione dell'origine al centro della tavola di
tornitura e anche a tutte le funzioni correla- Cinematica polare
te alla macchina, come il bloccaggio del Nelle cinematiche polari i movimenti traiet-
mandrino utensile*. toria nel piano di lavoro vengono eseguiti
da un asse lineare e un asse rotativo. Si in-
crementa quindi notevolmente la gamma
di lavorazione sulle macchine con solo due
assi lineari. Possono quindi essere eseguite
ad esempio lavorazioni frontali su torni e
rettificatrici in tondo. Anche su fresatrici,
idonei assi rotativi possono sostituire diver-
si assi principali lineari, ad esempio per la
lavorazione di superfici molto estese su
macchine di grandi dimensioni.
10 11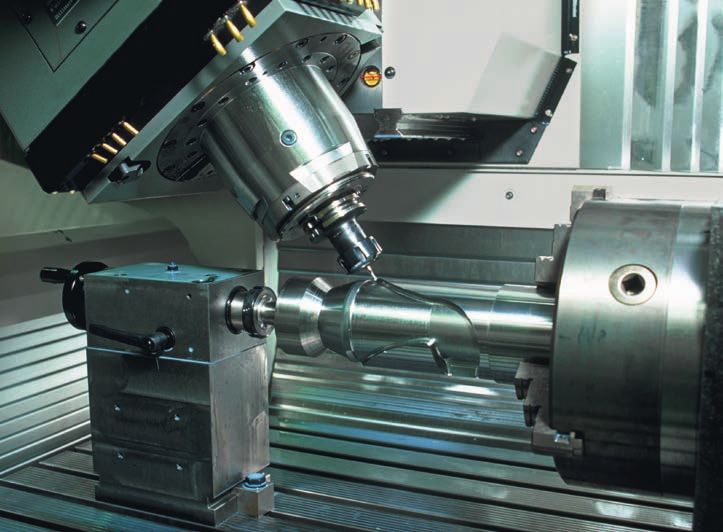
Accuratezza del profilo, velocità e controllo
Dynamic Precision
La soluzione offerta dal controllo numerico Con il termine Dynamic Precision I vari fattori nel complesso sono correspon- Le seguenti funzioni raggruppate in
TNC 640 assicura massima precisione e HEIDENHAIN combina soluzioni per la sabili degli errori di misura e degli errori sul- Dynamic Precision possono essere
qualità superficiale anche ad alte velocità di lavorazione che consentono di migliorare la superficie dei pezzi. Hanno pertanto impiegate combinate o singolarmente.
lavorazione, sia per la fresatura sia per la notevolmente la precisione dinamica di un'influenza fondamentale sulla qualità e in
tornitura. Le diverse tecnologie, i vari cicli e una macchina utensile. Sono stati pertanto caso di scarti dettati dalla qualità anche sul- Funzione Vantaggi
le svariate funzioni garantiscono singolar- riconsiderati i requisiti determinanti di la produttività. Dynamic Precision contrasta
mente o in combinazione superfici perfette precisione, elevata qualità superficiale e tali fenomeni con una tecnologia di regola- CTC compensazione di errori di posizione di assi accoppiati maggiore precisione nelle fasi di
nel minimo tempo di lavorazione: inferiori tempi di lavorazione. L'accuratezza zione intelligente e contribuisce a migliora- (Cross Talk Compensation) nel TCP accelerazione
dinamica delle macchine utensili si re ulteriormente la qualità e la dinamica di
• movimento ottimizzato, evidenzia negli scostamenti nel TCP (Tool una macchina utensile. Questo consente di MVC smorzamento delle vibrazioni della macchina: migliore qualità delle superfici
• limitazione effettiva del jerk, Center Point) dell'utensile, che dipendono risparmiare tempo e denaro nella fase di (Machine Vibration Control)
• calcolo dinamico anticipato del profilo. dalle caratteristiche della dinamica della produzione. AVD (Active Vibration Damping):
macchina quali ad esempio la velocità e compensazione dell'effetto indesiderato di vibrazioni
l'accelerazione (anche il jerk) e sono tra sugli assi di avanzamento
l'altro legate alle caratteristiche strutturali
dei componenti della macchina. FSC (Frequency Shaping Control):
soppressione dell'impulso delle vibrazioni mediante
relativo precontrollo filtrato
CTC + MVC – lavorazione più veloce e accurata
PAC adattamento dei parametri di regolazione in funzione migliore precisione geometrica
(Position Adaptive Control) della posizione
LAC adattamento dei parametri di regolazione e dell’accelera- maggiore precisione indipendentemente dal
(Load Adaptive Control) zione massima degli assi in funzione del carico carico
MAC adattamento dei parametri di regolazione in funzione del minori vibrazioni per una maggiore accelera-
(Motion Adaptive Control) movimento zione massima con movimenti in rapido
Le vibrazioni possono compromettere in misura significativa la qualità Con MVC si consegue una qualità superficiale nettamente superiore
superficiale
12 13
Accuratezza del profilo, velocità e controllo
Ottimizzazione del percorso utensile
Massima fedeltà del profilo e qualità Grazie alla funzione Look Ahead, TNC 640 La funzione ADP (Advanced Dynamic Rapidità nei processi di lavorazione e Uno dei principi fondamentali della rapidità Con l'efficiente lavorazione a 5 assi di
superficiale identifica in anticipo le variazioni di direzio- Prediction) amplia l'attuale precalcolo del calcolo che contraddistingue TNC 640 è la sua TNC 640 possono essere realizzati con pro-
I controlli numerici TNC di HEIDENHAIN ne e adegua la velocità di traslazione all'an- profilo di avanzamento massimo ammes- TNC 640 vanta un breve tempo di esecu- concezione di controllo universale e di- fitto anche profili 3D complessi. I relativi
sono noti per il movimento particolar- damento del profilo della superficie da so. ADP compensa le differenze nei profili zione blocco di 0,5 ms al massimo, che gitale. Da un lato gli azionamenti digitali di programmi vengono principalmente creati
mente uniforme, ottimizzato in termini lavorare. Basta programmare come avanza- di avanzamento ottimizzando la distribuzio- consente di eseguire i precalcoli con rapidi- HEIDENHAIN sono integrati, dall'altro tutti i esternamente su sistemi CAM e contengo-
di velocità e accelerazione, garantendo mento la velocità di lavorazione massima e ne dei punti di traiettorie adiacenti (soprat- tà e sfruttare in modo ottimale le caratteri- componenti del controllo sono collegati tra no un numero elevato di blocchi lineari bre-
così una qualità superficiale e un'accuratez- immettere nel controllo numerico con il tutto per programmi NC creati su sistemi stiche dinamiche della macchina. Funzioni loro mediante interfacce digitali: vi che vengono trasmessi al controllo nu-
za del pezzo ottimali. TNC 640 consente in- ciclo 32 TOLLERANZA gli scostamenti CAM). Questo comporta tra l'altro un avan- quali ADP e Look Ahead non garantiscono • i componenti del controllo numerico merico. Grazie al tempo di esecuzione
fatti di sfruttare i più recenti sviluppi tecno- massimi ammessi dal profilo ideale e zamento particolarmente simmetrico sul soltanto massima precisione geometrica e tramite HSCI (HEIDENHAIN Serial blocco breve, TNC 640 elabora con rapidità
logici. TNC 640 precalcola e interviene TNC 640 adegua automaticamente la lavo- percorso di andata e ritorno per la fresatura qualità superficiale, ma ottimizzano anche il Controller Interface), anche programmi NC complessi. Le sue
nell'esecuzione: può precalcolare il profilo razione al campo di tolleranza selezionato, di finitura bidirezionale e notevole uniformi- tempo di esecuzione. • i sistemi di misura tramite EnDat 2.2. prestazioni di calcolo gli consentono di ese-
in modo dinamico. Filtri speciali eliminano evitando così errori e danni al pezzo. tà di avanzamento nelle traiettorie di fresa- guire anche precalcoli complessi generan-
in modo mirato anche oscillazioni proprie tura adiacenti. Tutto questo consente di realizzare avanza- do percorsi NC più semplici. Sono quindi ir-
della macchina. menti molto elevati. TNC 640 è in grado di rilevanti i volumi di dati dei programmi NC
eseguire interpolazioni simultanee in un creati su sistema CAM: con TNC 640 il pez-
massimo di cinque assi. Per raggiungere la zo finito sarà perfettamente conforme al
necessaria velocità di taglio, TNC 640 rego- programma creato.
la in digitale la velocità del mandrino fino a
100.000 min–1.
14 15
Lavorazioni a cinque assi
Modifica e misurazione di profili 3D Orientamento dell'utensile - TCPM
Compensazione raggio utensile 3D Nel migliore dei casi la tabella dei valori di Misurazione di geometrie 3D I sistemi CAM creano programmi a 5 assi TCPM consente di definire il comporta- • come avanzamento traiettoria degli assi
L'opzione 92 3D-ToolComp fornisce una ef- correzione si determina in modo completa- Con il ciclo 444 Tastatura 3D è possibile mi- tramite postprocessor specifici. In linea di mento dei movimenti di orientamento e programmati nel relativo blocco NC;
ficiente compensazione del raggio utensile mente automatico misurando la forma surare punti su geometrie 3D. Nel ciclo è principio a tali programmi vengono asse- compensazione calcolati automaticamente l'avanzamento è in linea generale più
tridimensionale. Una tabella dei valori di dell'utensile con un sistema laser e un ciclo infatti possibile inserire il relativo punto di gnati i blocchi NC con vettori normali alla da TNC 640. ridotto, ma con notevoli movimenti di
compensazione consente di definire valori speciale affinché TNC 640 possa così im- misura completo di coordinate e vettore superficie o tutte le coordinate degli assi compensazione si ottengono tuttavia
delta in funzione dell'angolo, che descrivo- piegare direttamente questa tabella. Se lo normale. Dopo la tastatura il TNC determi- NC presenti sulla macchina in uso. Per la la- TCPM definisce l'interpolazione tra superfici migliori.
no lo scostamento dell'utensile dalla forma scostamento della forma dell'utensile im- na automaticamente se il punto misurato si vorazione a cinque assi su macchine con posizione iniziale e finale.
circolare ideale (vedere grafico). piegato è disponibile in un protocollo di mi- trova all'interno di una tolleranza definita. Il tre assi lineari e due assi supplementari ro- • Fresatura frontale: in spianatura la Alla lavorazione di un profilo si imposta di
sura messo a disposizione dal costruttore risultato può essere richiesto tramite para- tativi*, l'utensile può essere orientato in lavorazione principale viene eseguita con frequente un angolo di inclinazione con i
TNC 640 corregge quindi il valore del rag- dell'utensile, la tabella dei valori di compen- metri di sistema al fine di avviare ad esem- modo perpendicolare alla superficie del il lato frontale dell'utensile, mentre con relativi dati angolari, per ottenere una
gio che è definito nel punto di contatto at- sazione può essere creata anche in modo pio una ripresa controllata da programma. pezzo da lavorare o inclinato di un determi- frese toroidali con il raggio laterale. La migliore qualità superficiale. L'effetto
tuale dell'utensile con il pezzo. Per poter manuale. L'operatore può inoltre attivare un arresto nato angolo rispetto alla stessa (lavorazione punta dell'utensile trasla sulla traiettoria dell'angolo di inclinazione si imposta
stabilire con precisione il punto di contatto, programma ed emettere un messaggio. a fresa inclinata). programmata tramite TCPM:
il programma NC deve essere generato Una volta terminata la misurazione, il ciclo • Fresatura in contornatura: in contornatura • angolo di inclinazione definito come
con blocchi normali alla superficie (blocchi crea automaticamente un report di misura Indipendentemente dal tipo di programmi la lavorazione principale viene eseguita angolo dell'asse rotativo,
LN) dal sistema CAM. Nei blocchi con nor- completo in formato HTML. Per ottenere ri- a 5 assi, TNC 640 esegue tutti i necessari con la superficie cilindrica dell'utensile • angolo di inclinazione definito come
mali alla superficie è definito il punto medio sultati molto precisi, prima di eseguire il ci- movimenti di compensazione negli assi (fianco). La punta dell'utensile trasla angolo solido.
teorico dell'utensile ed eventualmente an- clo 444 si può procedere a una calibrazione lineari che derivano da movimenti degli assi sempre sulla traiettoria programmata, Il TNC considera l'angolo di inclinazione per
che l'orientamento utensile in riferimento 3D del sistema di tastatura. Il ciclo com- orientabili. La funzione TCPM (TCPM = ma con la lavorazione eseguita dalla tutte le lavorazioni 3D, anche con teste o ta-
alla superficie del pezzo. pensa quindi gli errori del sistema di tasta- Tool Center Point Management) di circonferenza dell'utensile si crea inoltre vole orientabili a 45°. L'angolo di inclinazio-
tura in qualsiasi direzione. Per la calibrazio- TNC 640, una versione perfezionata della un piano definito in modo univoco. La ne si imposta nel programma NC tramite
ne 3D è richiesta l'opzione 92. nota funzione TNC M128, garantisce un contornatura è pertanto idonea per la una specifica funzione ausiliaria o si defini-
percorso utensile ottimale evitando di realizzazione di superfici precise nel sce manualmente con l'ausilio del volantino
danneggiare il profilo. procedimento di dentatura con creatore. elettronico. TNC 640 provvede a mantene-
re con sicurezza l'utensile sul profilo senza
* Queste funzioni devono essere implementate La funzione TCPM definisce l'effetto danneggiare il pezzo.
sulla macchina e nel TNC da parte del costruttore. dell'avanzamento programmato a scelta
• come velocità effettiva della punta dell'u- Il ciclo 444 consente di misurare geometrie
tensile relativamente al pezzo; in presen- 3D anche con TCPM attivo. TNC 640
za di notevoli movimenti di compensazio- considera quindi automaticamente l'angolo
ne possono verificarsi, per lavorazioni in di inclinazione del sistema di tastatura.
prossimità del centro di rotazione, avan-
zamenti molto elevati degli assi,
Lavorazione superficie frontale (Face Milling) Lavorazione superficie cilindrica Lavorazione con angolo di inclinazione
(Peripheral Milling)
16 17
Lavorazioni a cinque assi
Controllo e gestione degli assi rotativi – teste/tavole
Molte lavorazioni a 5 assi, che a prima vista Orientamento del piano di lavoro* Anche la modalità di posizionamento in Lavorazione su superficie cilindrica* Movimento manuale degli assi in Avanzamento con tavole rotanti
risultano estremamente complesse, pos- I programmi per profili e fori su superfici in- fase di orientamento può essere definita La programmazione di profili, composti da direzione dell'asse utensile per in mm/min*
sono essere ridotte a normali movimenti clinate sono per lo più molto complessi e ri- con la funzione PLANE, affinché non si rette e cerchi, su superfici cilindriche con macchine a 5 assi L'avanzamento degli assi rotativi viene di
2D che vengono ruotati intorno a uno o più chiedono numerose operazioni di calcolo e presentino sorprese durante l'esecuzione tavole rotanti non è un problema per Il disimpegno dell'utensile nelle lavorazioni norma programmato in gradi/min. TNC 640
assi rotativi oppure vengono eseguiti su programmazione. TNC 640 supporta l'ope- del programma. Le impostazioni per la TNC 640: basta programmare il profilo a 5 assi non rappresenta più un fattore può tuttavia interpretare tale avanzamento
una superficie cilindrica. Per poter creare ratore consentendo di ridurre notevolmen- modalità di posizionamento sono identiche nel piano, sullo sviluppo della superficie critico. La funzione Asse utensile virtuale in mm/min. L'avanzamento di traiettoria
ed editare con rapidità e semplicità anche te i tempi di programmazione. La lavorazio- per tutte le funzioni PLANE facilitando così cilindrica. TNC 640 esegue tuttavia la supporta l'operatore traslando l'utensile lungo il profilo è pertanto indipendente
tali programmi senza sistema CAD/CAM, il ne si programma come di consueto in un la gestione. lavorazione sulla superficie perimetrale del tramite tasto di direzione esterno o con il dalla distanza tra il centro dell'utensile e il
TNC supporta l'operatore con funzioni di piano, ad esempio X/Y, la macchina esegue cilindro. volantino nella direzione in cui è rivolto in centro dell'asse rotativo.
* Queste funzioni devono essere implementate
pratico impiego. quindi la lavorazione nel piano inclinato. sulla macchina e nel TNC da parte del costruttore. quel momento l'asse utensile. Questa
Il controllo numerico TNC 640 dispone di funzione è particolarmente utile per
La funzione PLANE consente di definire quattro cicli per la lavorazione su superficie • disimpegnare l'utensile durante
con semplicità il piano di lavoro ruotato in cilindrica: l'interruzione di un programma a 5 assi
sette modi diversi, in funzione delle indica- • fresatura scanalatura (la larghezza della nella direzione dell'asse utensile,
zioni riportate sul disegno del pezzo. Chiare scanalatura corrisponde al diametro • eseguire con il volantino o con i tasti di
maschere di guida supportano l'operatore dell'utensile), direzione esterni in modalità
nell'immissione dei dati. • fresatura scanalatura di guida (la Funzionamento manuale una lavorazione
larghezza della scanalatura è maggiore con utensile inserito,
del diametro dell'utensile), • traslare l'utensile durante la lavorazione
• fresatura gradino, con il volantino nella direzione attiva
• fresatura profilo esterno. dell'asse utensile.
* Queste funzioni devono essere implementate
sulla macchina e nel TNC da parte del costruttore.
18 19Fresatura intelligente
Controllo anticollisione dinamico DCM (opzione)
Nelle lavorazioni a 5 assi, i complessi na (ad esempio la posizione di serraggio) Il controllo anticollisione dinamico DCM TNC 640 segnala naturalmente all'operato- Il nuovo formato 3D per corpi di collisione una macchina per la misurazione utensile
movimenti della macchina e le velocità di siano state simulate con precisione. Può non funziona tuttavia soltanto in modalità re i componenti della macchina che si tro- offre ulteriori vantaggi interessanti: non potrà mai collidere con la cabina della
traslazione generalmente elevate rendono capitare quindi che la collisione si rilevi solo Automatica, ma è attivo anche in vano sulla traiettoria di collisione con mes- • semplice conferma di dati di formati 3D macchina. Il costruttore della macchina può
difficilmente prevedibili i movimenti degli quando il pezzo viene realmente lavorato modalità Funzionamento manuale. saggio di errore e anche graficamente. Se standard, quindi definire gli elementi della macchina
assi. Il controllo anticollisione rappresenta sulla macchina. Se nel corso dell'allestimento del pezzo si verifica un allarme di collisione, il TNC • rappresentazione dettagliata dei che possono entrare in collisione.
perciò una funzione utile che supporta l'operatore si trova sul "percorso di consente il disimpegno dell'utensile soltan- componenti macchina,
l'operatore e previene danni alla macchina. In queste situazioni la funzione di collisione", TNC 640 identifica il pericolo to nelle direzioni e verso che incrementano • migliore sfruttamento dell'area di lavoro. Durante l'impiego del controllo
controllo anticollisione dinamico DCM* e arresta il movimento degli assi con un la distanza tra i corpi in collisione. anticollisione dinamico bisogna tenere
I programmi NC generati con sistemi CAM di TNC 640 supporta concretamente messaggio di errore. TNC 640 è in grado di monitorare anche presente i seguenti punti:
sono effettivamente in grado di evitare colli- l'operatore. Se subentra il rischio di una La necessaria definizione dei componenti portautensili, ad esempio attacchi per frese • la funzione DCM è in grado di ridurre il
sioni tra l'utensile o l'attacco utensile e il collisione, il controllo numerico interrompe Importando l'attrezzatura di serraggio, spetta al costruttore della macchina. L'area o supporti per sistemi di tastatura. Nella ta- rischio di collisioni, ma non di evitarle
pezzo, ma non tengono di norma conto dei la lavorazione a garanzia della massima DCM consente non solo di rappresentarla di lavoro e gli oggetti di collisione vengono bella utensili la cinematica del portautensili completamente,
componenti della macchina presenti nell'a- sicurezza per l'operatore e la macchina. Si graficamente ma anche di verificare descritti tramite corpi geometrici. Per i viene quindi abbinata all'utensile. Con il • la definizione di componenti macchina è
rea di lavoro, richiedendo così ingenti inve- prevengono così ingenti danni ai macchinari eventuali collisioni nella simulazione e dispositivi orientabili il costruttore può cambio utensile si attiva il portautensili nel riservata esclusivamente al costruttore
stimenti in software di simulazione esterni. e conseguenti costi dovuti all'arresto della durante la successiva lavorazione. Ulteriore definire gli oggetti di collisione all'interno controllo anticollisione. della macchina,
Ma anche in questo modo non si può esse- produzione garantendo turni senza presidio affidabilità è garantita da un nuovo controllo della cinematica della macchina. • non possono essere rilevate le collisioni
re certi che le condizioni reali della macchi- più sicuri. collisioni esteso tra il pezzo e la parte non Non è necessario monitorare tutti i compo- di componenti della macchina (ad
tagliente dell'utensile come pure il nenti della macchina, in quanto sulla base esempio testa orientabile) con il pezzo,
mandrino portautensili. della struttura meccanica è possibile esclu- • il controllo anticollisione non può essere
dere la collisione di determinati corpi, ad impiegato se non è attivo per la gestione
* Queste funzioni devono essere implementate esempio un sistema di tastatura degli assi il controllo della posizione,
sulla macchina e nel TNC da parte del costruttore. (HEIDENHAIN TT) serrato sulla tavola di • la funzione DCM non può essere
impiegata per la tornitura eccentrica.
20 21Fresatura intelligente
Dynamic Efficiency Soppressione attiva delle vibrazioni ACC (opzione)
Con il termine Dynamic Efficiency Dynamic Efficiency comprende quattro Già ogni funzione offre da sola netti miglio- Durante la lavorazione di sgrossatura (fresa- Per ridurre l'incidenza delle vibrazioni di una
HEIDENHAIN offre funzioni TNC innovative, funzioni software: ramenti del processo di lavorazione. In par- tura di elevate prestazioni) si formano note- macchina, HEIDENHAIN offre ora l'opzione
che consentono all'utilizzatore di rendere • ACC (Active Chatter Control) – ticolare, la combinazione di queste funzioni voli forze. A seconda della velocità dell'u- ACC (Active Chatter Control), una efficiente
più efficienti e più sicure le lavorazioni di Soppressione attiva delle vibrazioni che TNC sfrutta ancora meglio il potenziale del- tensile e delle risonanze presenti nella funzione di regolazione. Per lavorazioni ad
sgrossatura a elevata asportazione di tru- riduce le vibrazioni della macchina e la macchina e dell'utensile e, allo stesso macchina utensile e dei volumi dei trucioli elevata asportazione di truciolo, l'impiego di
ciolo. Le funzioni software supportano così consente maggiori profondità di passata tempo, limita il sovraccarico meccanico. (potenza di taglio in fresatura) possono for- questa funzione di regolazione si dimostra
non solo l'attività dell'operatore, ma anche • AFC (Adaptive Feed Control) – Anche condizioni di lavorazione variabili, marsi delle cosiddette "vibrazioni". Tale fe- particolarmente positivo:
il processo produttivo incrementando la ve- Controllo adattativo dell'avanzamento quali ad esempio passate interrotte, diffe- nomeno rappresenta per la macchina una • migliori prestazioni di taglio,
locità, la stabilità e la prevedibilità dei pro- che ottimizza automaticamente il valore renti procedure di penetrazione nel mate- sollecitazione considerevole. Sulla superfi- • maggiore volume di asportazione
cessi – in altre parole, l'efficienza. Dynamic di avanzamento riale o il semplice svuotamento dimostrano cie del pezzo queste vibrazioni comportano nell'intervallo di tempo (fino al 25% e
Efficiency consente di ottenere maggiori • Fresatura trocoidale – che vale sicuramente la pena di utilizzarle. rigature indesiderate. A causa delle vibra- oltre),
volumi di asportazione e quindi una mag- Funzione per la sgrossatura di Nell'impiego pratico, si arriva ad aumentare zioni l'utensile si usura inoltre maggiormen- • ridotte forze sull'utensile, quindi
giore produttività senza dover necessaria- scanalature e tasche salvaguardando nello stesso intervallo di tempo il volume te e in maniera irregolare, sino ad arrivare maggiore durata,
mente ricorrere a utensili speciali. Si evita l'utensile e la macchina dei trucioli tra il 20% e il 25%. nei peggiori dei casi alla rottura. • minore sovraccarico della macchina.
allo stesso tempo il sovraccarico degli • OCM (Optimized Contour Milling) –
utensili e quindi l'usura anticipata dei ta- Opzione per la lavorazione di tasche e
glienti. Dynamic Efficiency permette di ren- isole a forma libera salvaguardando gli
dere più efficiente la produzione e incre- utensili con condizioni di processo
mentare così la sicurezza di processo. costanti
Lavorazione a elevata asportazione di truciolo
senza ACC (in alto) e con ACC (in basso)
22 23Fresatura intelligente
Controllo adattativo dell'avanzamento AFC (opzione) Scanalature a profilo libero con fresatura trocoidale
Oltre all'immissione della velocità di avan- Il controllo adattativo dell'avanzamento con efficacia possibili danni conseguenti Lavorazioni complete di massima efficienza Con la fresatura trocoidale è possibile lavo- La scanalatura da realizzare viene descritta
zamento per ogni blocco o ciclo, i controlli offre molti vantaggi. dovuti all'usura dell'utensile e incrementa di scanalature qualsiasi rappresentano il rare adottando elevate profondità di taglio, in un sottoprogramma come profilo sago-
numerici HEIDENHAIN consentono da la sicurezza di processo. vantaggio della fresatura trocoidale. La poiché lo sforzo è uniformemente distribui- mato. In un ciclo separato si definiscono le
sempre di eseguire anche la correzione Sicurezza di processo sgrossatura viene eseguita in tal caso con to sull'utensile riducendone l'usura. Se si dimensioni della scanalatura nonché i dati
manuale in funzione della condizione Durante la lavorazione di sgrossatura con Ottimizzazione dei tempi di lavorazione movimenti circolari che sono inoltre impiegano le frese a creatore, è invece di taglio. Il materiale residuo eventualmen-
effettiva della lavorazione intervenendo sul elevato volume di asportazione del truciolo AFC regola l'avanzamento traiettoria del sovrapposti a un movimento in avanti possibile sfruttare l'intera lunghezza del ta- te non asportato può essere "eliminato"
potenziometro di regolazione. Una opera- si formano notevoli forze, che aumentano TNC in funzione della potenza assorbita dal lineare. Questa procedura è definita anche gliente. Si ottiene in questo modo un mag- con una successiva passata di finitura.
zione affidata alla specifica esperienza l'incidenza di danni agli utensili durante l'u- mandrino. L'avanzamento viene incremen- fresatura trocoidale. Viene impiegata in giore volume di trucioli per ogni dente. Pe-
dell'operatore che presuppone, tra l'altro, tilizzo. Se l'operatore non reagisce in tali tato nelle zone dove si trova minor materia- particolare per la fresatura di materiali netrando nel materiale con movimenti I vantaggi in breve:
anche la sua presenza. casi con sufficiente rapidità, in quanto è ad le da asportare. Il tempo di lavorazione può altamente resistenti o temprati, dove per le circolari, l'utensile è sottoposto a minori • possibile impiego dell'intera lunghezza
esempio responsabile contemporanea- essere in tal modo notevolmente ridotto. elevate sollecitazioni di utensile e macchina forze radiali. Questo salvaguarda la mecca- del tagliente,
Il controllo adattativo dell'avanzamento AFC mente di diverse macchine oppure la pro- sono possibili solo minime profondità di nica della macchina e previene la comparsa • maggiore volume di asportazione del
(Adaptive Feed Control) regola automatica- duzione non è presidiata, ne conseguono Salvaguardia della meccanica della incremento. di vibrazioni. Se si combina questo metodo truciolo nell'intervallo di tempo,
mente l'avanzamento traiettoria del TNC in danni ingenti e costi elevati: macchina di fresatura anche con il controllo adattativo • salvaguardia della meccanica della
funzione della relativa potenza del mandri- • complessi interventi di ripresa sul pezzo, Riducendo l'avanzamento al superamento integrato dell'avanzamento AFC (opzione), macchina,
no e di altri dati di processo. In un ciclo di • danneggiamento irreparabile del pezzo, della massima potenza impostata per il è possibile ridurre significativamente i tem- • minori vibrazioni,
apprendimento il TNC registra la potenza • deterioramento del portautensili, mandrino fino alla potenza di riferimento, si pi di lavoro. • finitura integrata della parete laterale,
massima del mandrino. In una tabella si • fermo macchina per danni al mandrino. preserva la meccanica della macchina. Il • migliore evacuazione dei trucioli.
definiscono prima della lavorazione i valori mandrino principale è così efficacemente
limite da rispettare, entro i quali il TNC è in Il monitoraggio continuo consente, infatti, protetto contro il sovraccarico.
grado di influire in modalità "Regolazione" di identificare con sicurezza l'incremento
sull'avanzamento. Si possono predefinire della potenza del mandrino dovuto all'usura * Questa funzione deve essere implementata sulla
dell'utensile o a placchette danneggiate, macchina da parte del costruttore.
diverse reazioni di sovraccarico, che anche
il costruttore della macchina può configura- provvedendo alla sostituzione automatica
re in modo flessibile. con un utensile gemello.* AFC previene
Pezzo con danni conseguenti alla rottura della placchetta Pezzo lavorato completamente, protetto con AFC
24 25Fresatura intelligente
Ottimizzazione dei processi di sgrossatura con OCM (opzione) Impostazioni globali del programma GS (opzione)
La redditività della produzione NC si basa L'opzione OCM offre pratici cicli per la Per la lavorazione di forme standard, OCM Le impostazioni globali del programma, im- Sono disponibili le funzioni riportate di La sovrapposizione volantino è possibile in
essenzialmente sull'efficienza delle strate- sgrossatura e la finitura delle pareti laterali offre diverse figure che, in combinazione piegate in particolare per stampi di grandi seguito: diversi sistemi di coordinate:
gie di lavorazione. In particolare, i processi e del fondo. con altri cicli OCM, possono essere dimensioni, sono disponibili nelle modalità • spostamento punto zero aggiuntivo • sistema di coordinate macchina,
di sgrossatura presentano un potenziale impiegate come tasca, isola o limitazione di esecuzione del programma e in modalità supplementare, • sistema di coordinate pezzo
elevato di ottimizzazione. Queste fasi di la- OCM consente pure la smussatura e la per la fresatura a spianare. MDI. Si possono così definire diverse con- • lavorazione speculare sovrapposta, (considerazione rotazione base),
vorazione occupano in effetti gran parte dei sbavatura di profili. Vengono considerate versioni di coordinate e impostazioni, che • correzione del posizionamento con • sistema di coordinate ruotato.
tempi di lavorazione complessivi. esclusivamente le aree che possono Per l'esempio di lavorazione illustrato di agiscono in modo globale sul programma volantino, con memorizzazione specifica
essere lavorate senza pericolo di collisioni seguito è stato possibile ridurre di 3 volte i NC selezionato, senza doverlo modificare. per asse dei percorsi eseguiti con il Il sistema di coordinate desiderato può es-
OCM consente di sgrossare tasche e isole in base alla geometria del tagliente. tempi di produzione e l'usura dell'utensile. volantino (anche in direzione virtuale sere scelto in una videata autoesplicativa.
a scelta in modo sicuro e salvaguardando Durante un arresto del programma le impo- dell'asse),
gli utensili con condizioni di processo molto stazioni globali possono essere modificate • rotazione base sovrapposta,
costanti. I profili si programmano nel modo Lavorazione tradizionale anche all'interno del programma, utilizzan- • rotazione sovrapposta,
consueto direttamente in Klartext o con do l'apposita maschera chiaramente strut- • fattore di avanzamento valido a livello
particolare praticità utilizzando l'opzione S5000, F1200, ap: 5,5 mm turata. All'avvio, TNC 640 raggiunge quindi globale,
CAD Import. Il controllo numerico calcola una posizione eventualmente nuova con • rappresentazione speculare degli assi.
quindi i movimenti complessi per condizio- Sovrapposizione traiettoria: 5 mm una logica di posizionamento configurabile
ni di processo costanti. dall'utente.
Tempo di lavorazione: 21 min 35 s
Per la fresatura sicura con massima poten-
za di asportazione, i dati di taglio devono Utensile: fresa a candela VHM Ø 10 mm
essere adattati in modo ottimale alle carat- Materiale del pezzo: 1.4104
teristiche dell'utensile e del materiale del
Utensile dopo 2 pezzi
pezzo. OCM mette a disposizione a tale
scopo un calcolatore dei dati di taglio che Lavorazione con OCM
accede a un ampio database integrato dei
materiali. I valori di taglio calcolati in auto- S8000, F4800, ap: 22 mm
matico possono essere adattati in modo
mirato con riferimento alla sollecitazione Sovrapposizione traiettoria: 1,4 mm
meccanica e termica dell'utensile. Le dura-
te degli utensili possono essere così con- Tempo di lavorazione: 6 min 59 s
trollate con sicurezza anche in presenza di
massima potenza di asportazione. Utensile: fresa a candela VHM Ø 10 mm
Materiale del pezzo: 1.4104
Vantaggi di OCM rispetto alla
lavorazione tradizionale: Utensile dopo 6 pezzi
• ridotta sollecitazione termica
dell'utensile,
• migliore evacuazione dei trucioli,
• condizioni di taglio uniformi.
OCM incrementa la produttività con
efficienza, affidabilità e facilità
• Programmazione di tasche e isole a
scelta in modalità idonea per l'officina
• Velocità di lavorazione nettamente più
elevata
• Usura utensile notevolmente ridotta
• Più trucioli in meno tempo
26 27Controllo di processo
Misurazione, gestione e comunicazione Gestione pallet e lavorazioni multiple
I requisiti della macchina classica per la co- Verifica della lavorazione completa e Misurazione dell'utensile per fresare e Gestione pallet Batch Process Manager verifica Orientamento dell'utensile TCPM
struzione di utensili e stampi nonché dei della precisione dimensionale dei pezzi correzione automatica dei dati La Gestione pallet consente di lavorare i automaticamente se gli utensili non Con orientamento dell'utensile TCPM una
centri di lavoro diventano sempre più seve- TNC 640 dispone di moltissimi cicli di misu- In combinazione al sistema di tastatura per pezzi in automatico in qualsiasi sequenza. sono presenti, hanno raggiunto la fine fase di lavoro viene eseguita su tutti i pezzi
ri. TNC 640 è naturalmente in grado di ra che consentono di verificare la geome- la misurazione di utensili TT (vedere pagina All’inserimento del pallet, vengono della loro vita utile o devono essere inseriti di un pallet, prima di passare alla fase
controllare processi di produzione automa- tria dei pezzi lavorati. Nel mandrino viene 51), TNC 640 offre la possibilità di misurare automaticamente selezionati il relativo manualmente. Il risultato della verifica successiva. Si riduce così al minimo
tizzati. Dispone inoltre della necessaria fun- inoltre inserito un sistema di tastatura in automatico gli utensili di fresatura sulla programma di lavorazione e l’origine. Nei viene rappresentato nella panoramica di necessario il cambio utensile e i tempi di
zionalità per avviare sempre la giusta lavo- HEIDENHAIN (vedere pagina 50) invece macchina. I valori determinati di lunghezza programmi di lavorazione possono essere stato. lavorazione risultano notevolmente inferiori.
razione anche in caso di produzioni dell'utensile. Risultano così possibili: e raggio utensile vengono salvati da naturalmente impiegati anche cicli di
concatenate con pezzi singoli in qualsiasi • rilevamento del pezzo e richiamo del TNC 640 nella memoria utensili centrale. misura e conversioni di coordinate. In Batch Process Manager le seguenti TNC 640 supporta l'operatore con pratici
piazzamento. relativo programma di lavorazione, Controllando l'utensile durante la informazioni vengono già visualizzate in moduli di immissione che permettono di
• verifica della corretta esecuzione delle lavorazione è possibile rilevare direttamente Batch Process Manager (opzione) anticipo: assegnare a scelta una lavorazione
lavorazioni, e con rapidità l'usura e l'eventuale rottura, Batch Process Manager è una funzione • sequenza di lavorazione, orientata all'utensile a un pallet con diversi
• definizione delle passate per la evitando scarti o ripassature. Se gli errori efficiente per la lavorazione di pallet e la • momento del successivo intervento pezzi. Il programma di lavorazione si crea
lavorazione di finitura, rilevati non rientrano nelle tolleranze produzione in serie. L’intuitiva interfaccia manuale, nel modo consueto orientato al pezzo.
• rilevamento dell'usura utensile e relativa predefinite oppure se è stata superata la utente consente di pianificare il workflow • durata e tempo di esecuzione del
compensazione, durata operativa monitorata dell'utensile, di produzione e visualizzare informazioni programma, Questa funzione può essere impiegata
• verifica della geometria del pezzo e TNC 640 blocca l'utensile e lo sostituisce importanti per le commesse successive. • informazioni di stato per origine, utensile anche se la macchina in uso non è dotata
controllo tolleranze, automaticamente con un utensile gemello. e programma. di gestione pallet: basta definire nel file
• stesura dei protocolli di misura, pallet la posizione dei pezzi sulla tavola
• rilevamento dello stato della macchina, In Esecuzione programma è inoltre della macchina.
• verifica del rispetto delle tolleranze con possibile utilizzare i softkey per eseguire
diverse reazioni, ad esempio messaggio una verifica per tutti i sottoprogrammi dei
di errore. pallet con controllo anticollisione attivo.
(Possibile solo con opzione 40 DCM)
28 29Puoi anche leggere

















































