Lavorazioni per asportazione di truciolo - Lezioni di Tecnologia Meccanica. Prof. Sanna L - Itischool
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Lavorazioni per asportazione di truciolo
Lezioni di Tecnologia Meccanica.
Prof. Sanna L
1
Moto di taglio e aumentazione
Nella figura è stata presentata una lavorazione per asportazione di
truciolo caratterizzata da moti lineari e si è ipotizzato che i moti di
taglio e avanzamento competono all'utensile. In realtà, a seconda del
tipo di lavorazione i moti di taglio e di avanzamento possono
competere sia all'utensile sia al pezzo, inoltre, i moti di utensile e pezzo
possono essere lineari e rotatori. Nello studio delle singole lavorazioni
sarà precisato, di volta in volta, se i vari moti di taglio competono al
pezzo oppure all'utensile.
Nelle lavorazioni di tornitura di taglio, la velocità di taglio è posseduta
dal pezzo (infatti è data dalla velocità periferica del pezzo), mentre
l'avanzamento longitudinale, la velocità di avanzamento e la profondità
di passata sono posseduti dall'utensile
Lezioni di Tecnologia
2
Meccanica. Prof. Sanna L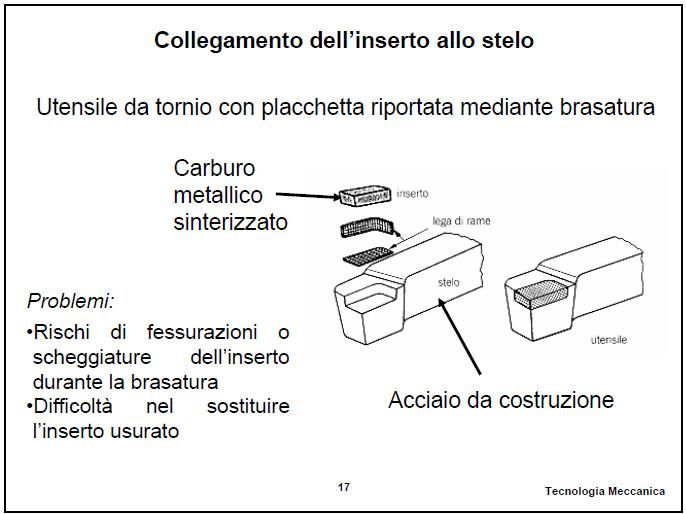
Tempo totale di lavorazione
In riferimento alla figura precedente si ha:
Lezioni di Tecnologia
3
Meccanica. Prof. Sanna L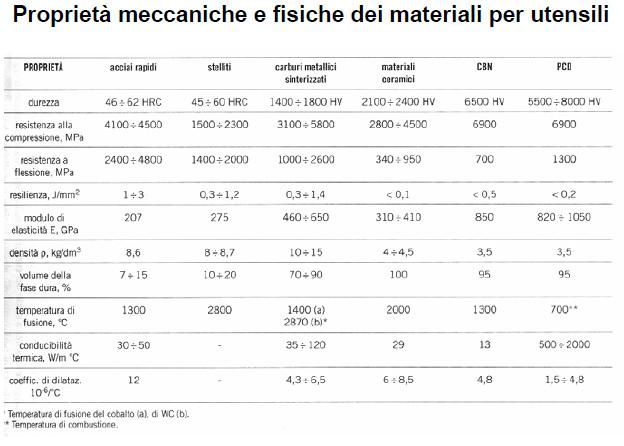
Velocità di taglio e avanzamento per il tornio
Lezioni di Tecnologia
4
Meccanica. Prof. Sanna L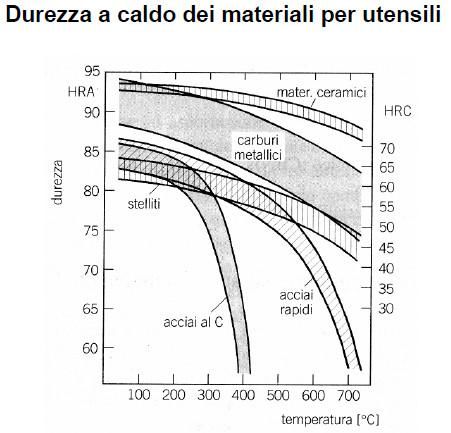
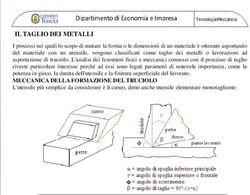
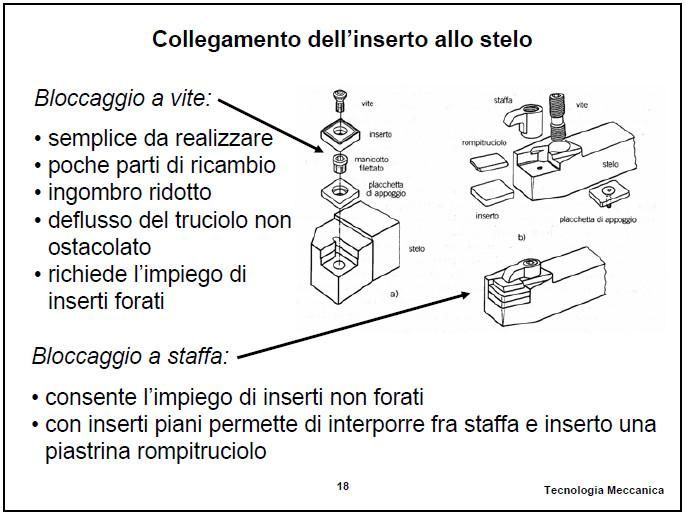
Utensili da taglio
Le parti principali di un utensile sono:
• la testa, su cui sono ricavate le superfici attive e i taglienti;
• lo stelo (a sezione circolare o quadrata), che consente di bloccarlo;
• il collo, ovvero la parte di stelo a sezione ridotta per le torniture
interne;
• la base, cioè la superficie dello stelo che poggia sul porta-utensile;
• la faccia, o petto, ovvero la superficie su cui scorre il truciolo;
• i fianchi (superfici adiacenti alla faccia), che si distinguono in fianco
principale (adiacente alla superficie in lavoro) e fianco secondario
(adiacente alla superficie lavorata;
• i taglienti, che corrispondono alle intersezioni tra faccia e fianchi
principale e secondario ( ► Fig. M1.3b) e si distinguono in tagliente
principale e tagliente secondario-,
• la punta, ovvero l'intersezione dei due taglienti.
Lezioni di Tecnologia
5
Meccanica. Prof. Sanna L
Angoli caratteristici
α angolo di spoglia inferiore
β angolo di acutezza
γ angolo di spoglia superiore
λ angolo di inclinazione del tagliente principale
Ψ angolo del tagliente principale
Ψ’ angolo del tagliente secondario
ε angolo fra i taglienti
χangolo di appostamento (o di attacco) del tagliente principale
χ' angolo di appostamento (o di attacco) del tagliente secondario
Lezioni di Tecnologia Meccanica.
6
Prof. Sanna L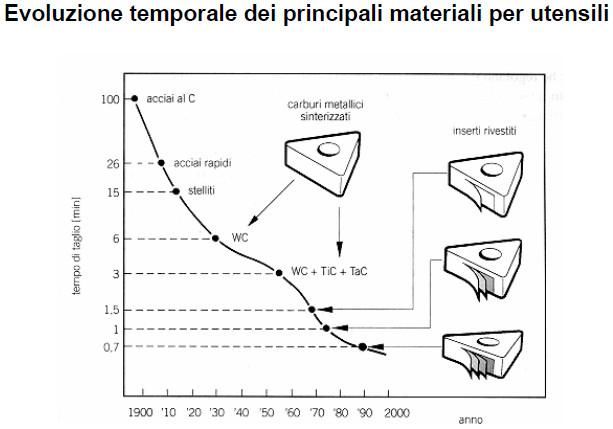
Influenza dell’angolo γ
L’angolo di spoglia superiore influenza il meccanismo di formazione del
truciolo.
Al suo aumentare diminuiscono le forze di deformazione del materiale
e le forze di attrito sul petto dell’utensile (a causa della diminuzione
della componente normale).
Al suo aumentare diminuisce la temperatura di lavoro.
L’angolo viene mantenuto piccolo ( a volte < 0 ) per quegli utensili in
materiale fragile in modo che il carico flessionale sulla punta
dell’utensile sia minimo.
Influenza dell’angolo α
L’angolo di spoglia inferiore determina la sezione resistente
dell’utensile. Il suo valore rende più o meno sensibile l’utensile alla
profondità del labbro di usura. Al suo aumentare aumenta la profondità
del labbro di usura a parità di profondità. Al suo diminuire aumenta il
calore generato per attrito con la superficie lavorata, la forza di
repulsione dell’utensile e peggiora la finitura.
Influenza dell’angolo β
Rappresenta la sezione resistente dell’utensile. Per utensili fragili non
Lezioni di Tecnologia
può essere troppo piccolo. Meccanica. Prof. Sanna L 7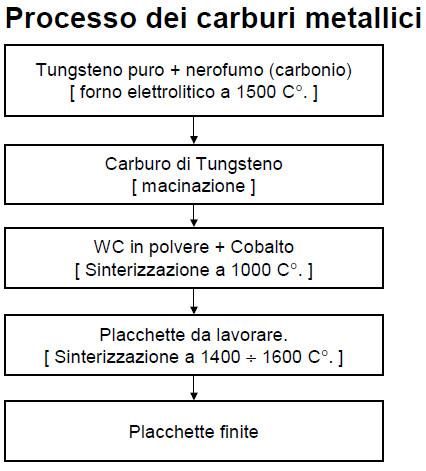
Lezioni di Tecnologia
8
Meccanica. Prof. Sanna LForze agenti sull’utensile
Si può osservare come variano le forze scambiate tra utensile e pezzo al
variare dell'angolo di appostamento. Si evidenzia che per X = 90° e λ=0°
non si hanno spinte radiali che tendono ad allontanare l'utensile, ma
solo spinte assiali e tangenziali relative alla forza di taglio (Ft) e di
avanzamento (Fa ).
Lezioni di Tecnologia
9
Meccanica. Prof. Sanna LMateriali per utensili
Le principali caratteristiche che i materiali da taglio devono possedere
per essere impiegati con le più elevate velocità di taglio e avanzamento
sono:
• resistenza al logoramento, o capacità di non consumarsi;
• tenacità, o capacità di non rompersi sotto l'azione di urti;
• durezza a caldo, o capacità di mantenere durezza elevata alle
temperature elevate;
• resistenza all'usura, dovuta allo strisciamento truciolo utensile;
• inerzia chimica, ovvero la caratteristica di non combinarsi
chimicamente con i materiali in lavorazione.
I materiali comunemente usati per la costruzione di utensili sono i
seguenti:
• acciai speciali e acciai rapidi (HS);
• carburi metallici sinterizzati (metalli duri);
• metalli duri rivestiti (GC);
• materiali ceramici (cermet e ceramica);
• nitruro cubico di boro (CBN);Lezioni di Tecnologia
10
Meccanica. Prof. Sanna L
• diamante policristallino (PCD).Lezioni di Tecnologia
11
Meccanica. Prof. Sanna LUtensili
Hanno lo scopo di asportare il materiale da un corpo di forma grezza
per ottenere il pezzo finito.
Possono essere:
• Monotaglienti
• Politaglienti
Il materiale costituente gli utensili deve soddisfare criteri di natura
tecnica ed economica.
Scelta del Materiale per utensile
L’incremento delle caratteristiche dei materiali per utensili è fornito
dall’aumento delle prestazioni delle MU-CNC e dalla diffusione di
componenti in Titanio e superleghe di Nickel, Tungsteno e Cromo.
I criteri da considerare nella scelta del materiale sono:
• Qualità del materiale da lavorare e sua durezza.
• Genere di produzione (piccola, media e grande serie).
• Tipo di MU sulla quale si opera.
• Parametri di taglio da adottare nella lavorazione.
Lezioni di Tecnologia
12
Meccanica. Prof. Sanna LCaratteristiche dei materiali per utensili
• Durezza a freddo.
• Durezza a caldo. Il materiale deve mantenere la capacità di incidere
(tagliare) anche alle temperature di lavorazione.
• Tenacità. Capacità di resistere agli urti e di deformarsi sotto carico.
Caratteristica necessarie nelle operazioni di fresatura e di tornitura
con taglio interrotto.
• Resistenza all’usura. Questa caratteristica tiene conto della capacità
di conservare la geometria in presenza di agenti usuranti (forze
meccaniche, calore, diffusione atomica).
• Coefficiente di attrito. Parte delle forze di taglio e del calore
generato provengono dallo strisciamento utensile/pezzo.
• Conducibilità termica. Determina la capacità di smaltire calore.
• Coefficiente di dilatazione termica. E’ un indice della stabilità
dimensionale ottenibile.
• Costo. Fattore importante nell’analisi economica.
Lezioni di Tecnologia
13
Meccanica. Prof. Sanna LMateriali per utensili
• Acciai al carbonio
• Acciai rapidi
• Acciai superapidi
• Leghe dure (stelliti)
• Carburi metallici
• Materiali ceramici
• Nitruro di boro cubico
• Diamante
Acciai al carbonio
• Attualmente non più utilizzati
• Tenore di Carbonio compreso tra 0.6 e 1.5%.
• Utilizzati allo stato temprato, durezza 60¸65 HRC.
• Utilizzabili fino a 250 C°.
• Scarsa resistenza all’usura.
• Buona tenacità.
• Facile lavorabilità.
• Basso costo.
• Applicazioni di nicchia per lavorazioni di finitura a bassa velocità
quali filettature ed alesature.
Lezioni di Tecnologia
14
Meccanica. Prof. Sanna LAcciai rapidi e super rapidi
Acciai fortemente legati.
Chiamati rapidi perché, consentirono, all’inizio del secolo un forte
aumento delle velocità di taglio.
Stessa durezza degli acciai al carbonio ma conservata fino a 500 C° per i
rapidi e 600 C° per i super rapidi.
Sono stati i primi materiali capaci di lavorare l’acciaio da costruzione.
Elementi di lega per gli acciai rapidi e super rapidi
Tungsteno (12 ¸ 21%) che diffonde nell’austenite sottoforma di carburi
a temperature superiori a 1050 C°.
Cromo (3 ¸ 5%) aumenta durezza, resistenza all’usura e all’ossidazione.
Molibdeno (0.5 ¸ 1%) forma carburi che migliorano resistenza, durezza
e temprabilità.
Vanadio (1 ¸ 3%) aumenta moltissimo la durezza e la resistenza
all’usura, sopra il 3% aumenta la fragilità dell’utensile.
Cobalto (2.5 ¸ 17%) Aumenta sensibilmente la
resistenza e la durezza a caldo.
Lezioni di Tecnologia
15
Meccanica. Prof. Sanna LLeghe fuse (stelliti)
Attualmente non più utilizzate sono realizzate mediante la fusione di
cobalto (50%), cromo(25¸35%), tungsteno (10¸15%) e piccole
quantità di ferro, carbonio e molibdeno.
Alta durezze (57¸58 HRC) mantenuta fino a
800 - 850 C°, estremamente fragili, non deformabili plasticamente sono
lavorabili solo alla mola.
Sono stati i primi utensili prodotti in inserti da applicare su steli di
acciaio al carbonio per brasatura.
Lezioni di Tecnologia
16
Meccanica. Prof. Sanna LCarburi metallici (Widia)
Realizzati nel 1926 nelle acciaierie Krupp le leghe di Widia (WIsie
DIAmant, come il diamante) sono costituite da carburi di tungsteno.
Questi materiali hanno reso possibile la lavorazione dell’acciaio con alte
velocità di taglio possedendo caratteristiche di durezza e resistenza a
caldo estremamente elevate.
Lezioni di Tecnologia
17
Meccanica. Prof. Sanna LLezioni di Tecnologia
18
Meccanica. Prof. Sanna LProprietà dei carburi metallici
• Elevata durezza fino a 900 C°.
• Elevata resistenza alla compressione 4000 ¸ 6000 Mpa.
• Eccellente resistenza ad usura e corrosione.
• Scarsa resistenza all’urto.
• Conducibilità termica uguale o superiore agli acciai.
• Costo piuttosto elevato.
• Attualmente le placchette di carburi vengono ricoperti con altri
materiali ancora più duri.
Lezioni di Tecnologia
19
Meccanica. Prof. Sanna LMateriali ceramici: Cermets
Sono costituiti da una componente ceramica (ossido, silicato, carburo
di silicio, carburo di boro) e da una metallica ad alto punto di fusione
Mo, Cr, V (5 - 40%).
In genere si ottengono per sinterizzazione di ossido di alluminio Al2O3
con carburo di molibdeno Mo2C e carburo di vanadio CV.
Caratteristiche degli utensili ceramici
• Conducibilità termica molto bassa. Il riscaldamento del tagliente è
uniforme e la maggior parte del calore è trasferita al truciolo.
• Il coefficiente di attrito è minore rispetto ai carburi.
• Assenza del tagliente di riporto.
• Consentono velocità di taglio molto elevate con un ottima finitura
superficiale.
• Adatti alla lavorazione di materiale che generano una forte usura
dell’utensile.
• Resistenza alla trazione non superiore a 400-500 MPa. Da evitare
flessioni nel montaggio.
• Bassa resistenza alla dilatazione e scarsa duttilità.
Lezioni di Tecnologia
20
Meccanica. Prof. Sanna LNitruro di Boro Cubico (CBN)
La forma cubica del nitruro di boro BN è un cristallo superabrasivo di
durezza seconda solo al diamante.
I cristalli sono utilizzati per la produzione di mole e, compattati per la
produzione di inserti per utensili.
La soluzione attualmente più utilizzata prevede l’utilizzo del CBN come
ricopertura di inserti in carburi.
Lezioni di Tecnologia
21
Meccanica. Prof. Sanna LCaratteristiche del CBN
• Elevata durezza anche ad alta temperatura.
• Stabilità e resistenza ad alta temperatura, capacità di lavorare per
lunghi periodi a 1000-1100 C°.
• Elevata resistenza all’ossidazione ed agli attacchi chimici.
• Elevate velocità di taglio.
• Capacità di lavorare materiali “difficili” quali: leghe di nickel, leghe di
cobalto-nickel, metalli sinterizzati, grafite, materiali plastici.
• Elevata resistenza all’usura.
• Aumento della produttività
• Alte velocità
• Affilature poco frequenti
• Rettifica spesso non necessaria.
• Costo degli inserti elevato: uso limitato a materiali di difficile
lavorazione.
• Da utilizzare su macchine rigide con alte velocità disponibili e angoli
di spoglia negativi (-5°)
Lezioni di Tecnologia
22
Meccanica. Prof. Sanna LDiamante monocristallino
Cristallo di carbonio in forma cubica
Diamante naturale: viene tagliato e lavorato in modo da ricavare un
monocristallo da usare come utensile.
Diamante sintetico: prodotto in varie dimensioni mediante un
procedimento di alta pressione ed alta temperatura.
Il materiale di durezza più elevata che si conosca.
Caratteristiche del diamante
La durezza e la resistenza all’abrasione rendono la durata del filo del
tagliente praticamente analogo a quello dell’utensile.
Elevata stabilità dimensionale grazie all’alta conducibilità termica ed
alla bassa dilatazione termica.
E’ possibile evitare ulteriori operazioni di finitura grazie alla precisione
e qualità ottenibile. In tal modo si può ripagare il maggior costo
dell’utensile.
Lezioni di Tecnologia
23
Meccanica. Prof. Sanna LApplicazioni del diamante
• Materiali non ferrosi: alluminio, rame, bronzo, ottone.
• Metalli preziosi: oro, argento, platino.
• Materiali non metallici molto abrasivi: resine fenoliche, grafite,
carbone, carburi, ceramici, compositi, fibre di vetro.
• Lenti, specchi, dischi per memorie di computers, rulli per
fotocopiatrice, rettificatura e ravvivatura di mole.
• Velocità di lavoro fino a 4500 m/min con profondità di passata
inferiore a 1.5 mm.
Limitazione del diamante monocristallino
Deve essere di alta qualità, privo di inclusioni e difetti.
Deve essere correttamente orientato in modo che l’accostamento non
avvenga lungo piani di sfaldamento.
Presenta una bassa resistenza agli urti.
E’ richiesta l’adozione di macchine molto rigide.
Non adatto alla lavorazione di materiali ferrosi a causa dell’affinità
chimica del carbonio.
Lezioni di Tecnologia
24
Meccanica. Prof. Sanna LDiamante sinterizzato policristallino
Si ottengono per sinterizzazione di polvere di diamante in modo da
ottenere un inserto integrale od un rivestimento di un carburo.
La durezza è appena inferiore al diamante monocristallino.
Risultano più tenaci e resistenti all’urto rispetto al diamante
monocristallino.
Costano meno dei diamanti monocristallini.
Possono incrementare la produttività.
Utilizzati per lavorare materiali non metallici molto abrasivi compresi
carburi sinterizzati.
Lezioni di Tecnologia
25
Meccanica. Prof. Sanna LLezioni di Tecnologia
26
Meccanica. Prof. Sanna LConfronto qualitativo tra i vari materiali per
utensili
Lezioni di Tecnologia
27
Meccanica. Prof. Sanna LTemperature di taglio
Durante il processo di asportazione di truciolo si osserva che, anche a
bassa velocità, si ha la produzione di calore dovuta alla potenza di taglio
Wt necessaria all'asportazione del truciolo:
La è esprimibile come somma delle potenze di deformazione
(scorrimento) Ws e di flusso Wf:
Se la potenza di taglio è espressa in funzione dell'unità di volume di
truciolo asportato nell'unità di tempo (Q = A vt), la potenza specifica di
taglio è data dalla somma delle due potenze specifiche (scorrimento e
flusso):
ωt Potenze specifiche
La potenza di taglio è dovuta al contributo della potenza di scorrimento
PS per deformazione plastica e la potenza Patt dovuta all’attrito
truciolo/utensile.
Attenzione!! P = W
Lezioni di Tecnologia
28
Meccanica. Prof. Sanna LL'utensile può solo smaltire calore per irraggiamento o per
lubrificazione. Per quanto riguarda il pezzo, la quantità di calore che
riceve è modesta e si disperde in una massa di materiale elevata, per
cui non si osservano apprezzabili variazioni di temperatura. Gli
incrementi di temperatura del pezzo non sono tali da alterarlo
metallurgicamente ma possono deformarlo per dilatazione influendo
sulle dimensioni finali del pezzo.
Lezioni di Tecnologia
Meccanica. Prof. Sanna L
29Fluidi lubro-refrigeranti
• Raffreddare rapidamente
• Lubrificare riducendo l’attrito fra utensile e
• truciolo
• Prevenire le micro-saldature tra utensile e pezzo
• Allontanare il truciolo già staccato
• Proteggere contro la corrosione
• A seconda della fase di lavorazione
• (sgrossatura o finitura) si privilegeranno le
• caratteristiche refrigeranti o quelle lubrificanti.
Lezioni di Tecnologia
30
Meccanica. Prof. Sanna L• Acqua
L'acqua è il primo fluido da taglio utilizzato; essa è un buon
refrigerante, poiché è dotata di elevato calore specifico, calore latente
di evaporazione e buona conduttività termica. Essa presenta i seguenti
inconvenienti: non ha capacità lubrificanti; non è dotata di proprietà EP;
favorisce l'ossidazione dei materiali. Per eliminare questo ultimo
inconveniente sono stati aggiunti soda e sapone; attualmente il suo uso
è generalmente limitato alle materie plastiche.
• Oli da taglio
• Oli da taglio a elevata untuosità
• Oli da taglio EP
• Oli emulsionanti
Tali oli sono costituiti da acqua, olio, additivo emulsionante e
stabilizzante.
Soluzioni
Lezioni di Tecnologia
31
Meccanica. Prof. Sanna LUTILIZZAZIONE RAZIONALE DELLE MACCHINE UTENSILI: VELOCITÀ DI
TAGLIO E DURATA ECONOMICA
Ogni volta che si esegue una lavorazione per asportazione di truciolo è
opportuno scegliere, dal punto di vista economico, la velocità più
appropriata. Questa esigenza deriva dall'elevato costo del lavoro e dalla
contemporanea diminuzione del tempo dedicato alle attività lavorative.
Alcune statistiche evidenziano inoltre che il tempo di produzione
effettivo di una macchina è estremamente basso, in quanto la maggior
parte del tempo dell'operazione viene impegnato in posizionamenti,
operazioni di carico, scarico e movimentazione.
In queste condizioni l'aumento della produttività è subordinato all'uso
di:
• tecnologie di produzione sempre migliori;
• trasporti interni sempre più efficienti;
• ottimi collegamenti tra i diversi reparti;
• programmazione accurata della produzione.
Se la produttività viene considerata in base alle tecnologie di
lavorazione, il parametro tecnologico da prendere in esame è la velocità
di taglio. Le ipotesi praticabili per la sua individuazione si riconducono a
due considerazioni alternative:
• velocità di taglio elevata, con conseguente elevata produttività e
breve durata della vita dell'utensile;
• velocità di taglio bassa, con produttività bassa e durata dell'utensile
elevata.
La prima soluzione, generalmente più praticata, è giustificata dai costi
elevati delle macchine e della manodopera; la seconda è preferita
quando il costo dell'utensile diventa preponderante.
Lezioni di Tecnologia
32
Meccanica. Prof. Sanna LOttimizzazione della velocità di taglio
• velocità di minimo costo;
• velocità di massima produzione;
• velocità di massimo profitto.
Velocità di minimo costo
Lezioni di Tecnologia
33
Meccanica. Prof. Sanna LVelocità di minimo costo
1. Il costo preparazione macchina è dato dalla seguente relazione:
in cui M indica il costo unitario del posto di lavoro [€/min], tp
rappresenta il tempo di preparazione [min] che compete al pezzo in
lavorazione, mentre np è il numero di pezzi prodotti per ogni
preparazione della macchina.
2. Il costo macchina è dato dalla seguente relazione:
in cui Tm rappresenta il tempo macchina [min].
3. Il costo cambio utensile è dato dalla seguente relazione:
in cui Tcu è il tempo necessario al cambio dell'utensile (deve essere
sostituito quando si usura).
Se con T si indica la durata della vita dell'utensile e con Tm il tempo in
cui l'utensile lavora per produrre un pezzo, Tm/T rappresenta la frazione
di vita che l'utensile consumaLezioni
per la produzione di un pezzo.
di Tecnologia
34
Meccanica. Prof. Sanna LIl tempo del cambio utensile da imputare a ogni singolo pezzo è pari a:
Il costo del cambio dell'utensile è proporzionale alla durata della
lavorazione (Tm):
in cui Cut indica il costo utensile. Esso rientra nel costo dell'operazione e
risulta proporzionale a Tm/T (dove Tm e T assumono i significati già
descritti).
Sostituendo quanto ricavato:
Lezioni di Tecnologia
35
Meccanica. Prof. Sanna LVelocità di taglio di minimo costo
Lezioni di Tecnologia
36
Meccanica. Prof. Sanna LVelocità di massima produzione
Il tempo dell’operazione è dato dalla seguente formula
Lezioni di Tecnologia
37
Meccanica. Prof. Sanna LVelocità di massimo profitto
La velocità di taglio da utilizzare doveva essere compresa tra la velocità
di minimo costo e quella di massima produzione.
Lezioni di Tecnologia
38
Meccanica. Prof. Sanna LLezioni di Tecnologia
39
Meccanica. Prof. Sanna LPuoi anche leggere