Stampi perfetti e processi trasparenti - PROSPETTIVE PRODUTTIVE - 69 + 07/2019 - Klartext Portal
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

69 + 07/2019 PROSPETTIVE PRODUTTIVE Stampi perfetti e processi trasparenti
Editoriale
Cari lettori,
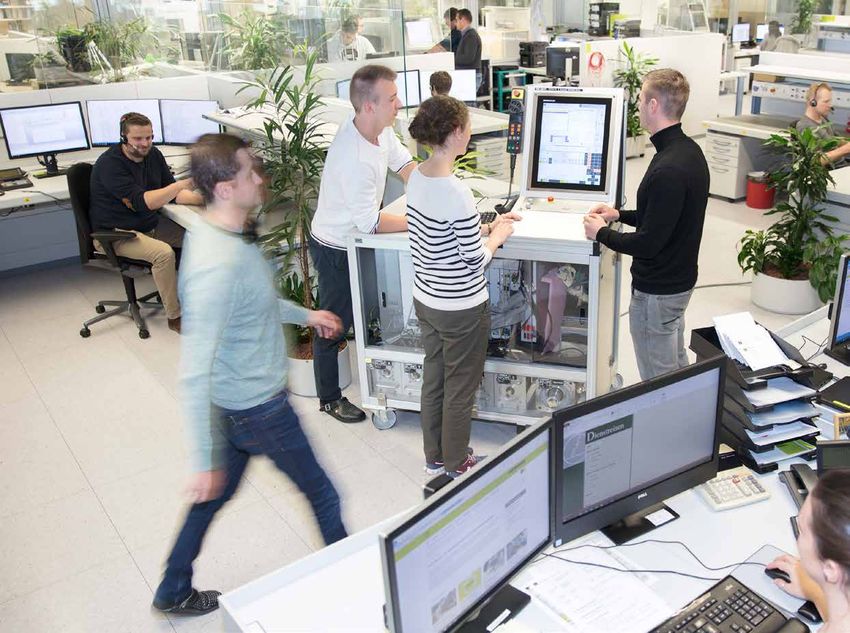
il nuovo numero di Klartext è all'insegna Oppure ancora, su un potente centro di Alla Nafo, StateMonitor assicura
trasparenza nella produzione con
delle "prospettive produttive": abbiamo lavoro gantry ad alta velocità TNC 640 la libertà di affrontare nuove sfide.
voluto analizzare processi e procedure gestisce interessanti lavorazioni combi-
da diversi punti di vista cambiando ripe- nate di fresatura e tornitura.
tutamente prospettiva. Forse possiamo
presentarvi persino delle prospettive E naturalmente anche nella produzio-
completamente nuove. ne di stampi: vale la pena dare un'oc-
chiata alle numerose funzioni TNC per
Ad esempio con StateMonitor: il stampi perfetti e a Batch Process Ma-
software di monitoraggio consente di nager, in grado di fornire prospettive
consultare in tempo reale lo stato di pro- completamente diverse per incremen-
duzione delle vostre macchine e apre tare l'efficienza. Mentre molte funzioni
prospettive completamente nuove per il TNC sfruttano i potenziali delle vostre
rilevamento, l'analisi e la visualizzazione fresatrici per accuratezza e dinamica,
dei dati macchina. Grazie a queste infor- con la sua gestione automatizzata del-
mazioni, potete sfruttare le potenzialità le commesse Batch Process Manager
nascoste in termini di disponibilità delle ottimizza la pianificazione dei processi
macchine, ottimizzare la loro efficienza, produttivi.
incrementare la produttività e scoprire
nuove opportunità di business. Tenete gli occhi aperti ed esplorate
sempre nuove prospettive per migliora-
Oppure per la tornitura, dove i controlli re la produzione.
numerici HEIDENHAIN offrono nuove Presso Steel Lavorazioni
Meccaniche un TNC 640 consente
prospettive. E in settori completamente Buona lettura dalla redazione di Klartext
di realizzare cave su albero rotante.
diversi come la formazione o la produ-
zione altamente precisa di componenti
per il motorsport. Perché creano oppor-
tunità future e di successo grazie a mi-
gliori performance. TURN PLUS: programmare con un
clic programmi NC direttamente
sul controllo numerico per torni.
Colofon
Editore Modifica
DR. JOHANNES HEIDENHAIN GmbH Expert Communication GmbH
Postfach 1260 Richard-Reitzner-Allee 1
83292 Traunreut, Germania 85540 Haar, Germania
Tel: +49 8669 31-0 www.expert-communication.de
HEIDENHAIN in Internet:
www.heidenhain.it Referenze iconografiche
Pagine 18-21: Steel Lavorazioni
Redazione Meccaniche S.r.l.
Ulrich Poestgens (resp.), Judith Beck Pagina 22: SMW-AUTOBLOK
e-mail: info@heidenhain.de Spannsysteme GmbH
Klartext in Internet: Tutte le altre immagini:
www.klartext-portal.de © DR. JOHANNES HEIDENHAIN GmbH
2
69 + 07/2019
Sommario
Flessibilità
14
RWT, lo specialista di componenti per il settore automotive e
il motorsport, e le sue esperienze con la prima EMCOTURN E65
combinata a HEIDENHAIN CNC PILOT 640. 4
Un passo in avanti in termini di efficienza
Un centro di lavoro di OPS-Ingersoll e Batch Process Manager
di HEIDENHAIN TNC 640 aprono interessanti prospettive per
Dömer Stanz- und Umformtechnologie. 8
Praticità
Il nuovo update software 09 amplia le prospettive
di lavorazione di TNC 640 con nuove funzioni. 12
Libertà
Nuove macchine e tecnologie sono pensate per offrire nuove prospettive.
L'azienda ceca produttrice di stampi Nafo ha interconnesso
il parco macchine con il software StateMonitor. 14
Versatile per vocazione
Steel Group ha scelto TNC 640 HEIDENHAIN per gestire le lavorazioni
di fresatura a 5 assi e tornitura orizzontale/verticale in un’unica soluzione
su un centro gantry ad alta velocità. 18
18 Trasparenza
SMW-AUTOBLOK testa nella sua produzione speciale la nuova
versione 1.2 del software StateMonitor. Prime esperienze...
Il jolly
22
DMT e HEIDENHAIN mostrano prospettive originali nella
formazione presso la scuola professionale Gewerbeschule Lörrach. 26
Rinnovamento
Alla Robert-Gerwig-Schule di Furtwangen gli apprendisti
di meccanica di precisione hanno trasformato in un progetto
scolastico il retrofit delle macchine didattiche. 30
News
Concise e interessanti: notizie dal mondo TNC Club,
Programma Scuola, nuovi prodotti e utili proposte online. 32
Basta un clic
Le innovative possibilità di programmazione rendono
CNC PILOT 640 il controllo numerico per torni perfetto per l'officina. 34
Condivisione delle conoscenze
34
I tecnici esperti delle helpline HEIDENHAIN rispondono
prontamente e con competenza alle domande dei clienti. 38
Klartext 69 + 07/2019 3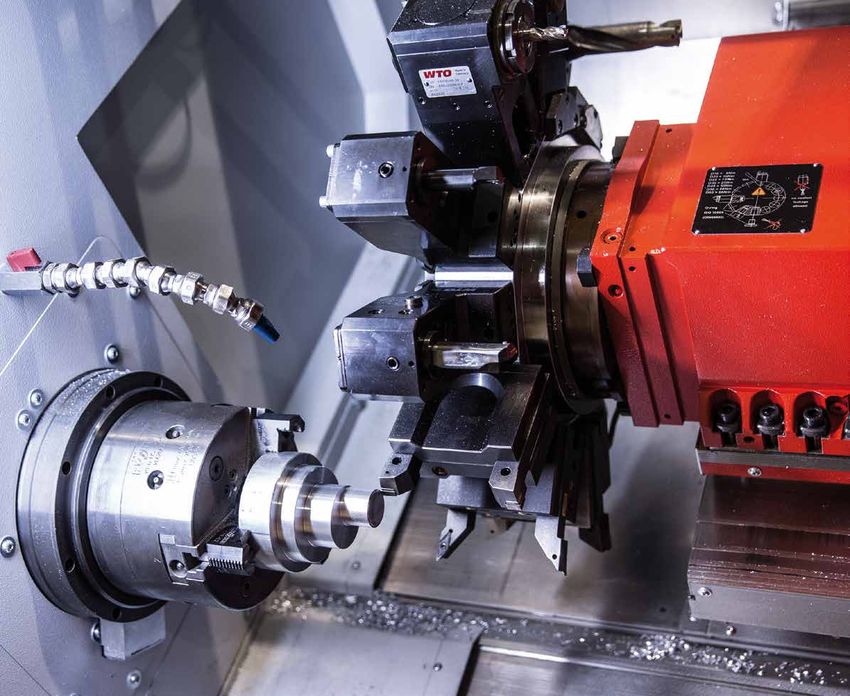
R E P O R TA G E
Flessibilità
Quantità limitate, attrezzaggio frequente, ottimizzazioni
permanenti, massima qualità: sono queste le sfide che
RWT ha trasformato nei suoi punti di forza.
Al confine tra il Salisburghese Decimi di micron Ciò che sembra così semplice, è in re-
e l'Alta Austria, a Russbach am per il motorsport altà frutto di molto coraggio, flessibilità
Pass Gschütt ha sede l'azienda ed efficienza da parte della direzione e
RWT. Il suo core business è la Reinhard Thor riassume il modello di bu- dei dipendenti. "Nel settore motoristico,
produzione di pezzi fresati e tor- siness e di successo di RWT in poche un fornitore deve reagire con rapidità e
niti per i quali il team si spinge ai parole: "Ci siamo specializzati nella pro- semplicità alle modifiche richieste. Le
limiti del fattibile, soprattutto in duzione di componenti per motori e vei- progettazioni esistenti non rimangono
termini di accuratezza e qualità. coli. Con determinati processi di rettifi- praticamente mai invariate, vengono co-
Perché soltanto in questo modo, ca siamo in grado di produrre con accu- stantemente eseguiti adattamenti che
come conferma il contitolare ratezze dell'ordine di decimi di micron. ovviamente comportano le opportune
Reinhard Thor, l'azienda ha pro- Supportiamo i nostri clienti già in fase modifiche ai programmi NC", afferma
spettive promettenti sul mercato. di progettazione con il nostro know-how Reinhard Thor per spiegare la routine
Investe, infatti, nelle tecnologie specialistico. Insieme possiamo così ot- lavorativa di tutti i giorni. Alla RWT le
produttive più moderne, ad esem- timizzare sin dall'inizio i processi di pro- macchine sono presidiate esclusiva-
pio nella prima EMCOTURN E65 duzione e quindi anche i pezzi". mente da operai specializzati e le lavora-
con HEIDENHAIN CNC PILOT 640 zioni di tornitura vengono programmate
immessa sul mercato. completamente sul controllo numerico
secondo le esigenze dell'officina.
4
Spirito pionieristico nella sere anche il primo cliente a utilizzare
scelta dei macchinari una macchina di questo tipo? " afferma
Reinhard Thor sorridendo maliziosa-
Non solo l'impegno nell'esigente set- mente.
tore motoristico dimostra il coraggio di
Reinhard Thor. Non ha timore ad affron- Christian Höll, operatore specializzato,
tare nuove sfide, nemmeno per l'acqui- che lavora principalmente come attrez-
sto di un nuovo tornio. "Per fresatura e zista sulla EMCO, approva lo spirito pio-
tornitura ci appoggiamo sui controlli nu- nieristico del suo capo: "Sono completa-
merici HEIDENHAIN. Lo stesso doveva mente soddisfatto della nuova macchi-
essere anche per il nostro nuovo tornio. na. Ha funzionato sempre, sin dall'inizio.
Sapendo inoltre che EMCO produce ot- Quando ci sono stati problemi, erano
timi torni, eravamo fiduciosi del perfetto solo minuzie, mai qualcosa di essenzia-
funzionamento della nuova combinazio- le che avrebbe potuto compromettere
ne EMCOTURN E65 con HEIDENHAIN la produzione". EMCO e HEIDENHAIN
CNC PILOT 640. Perché allora non es- hanno contribuito efficacemente e pron-
CNC PILOT 640 ed EMCOTURN E65 si
completano a vicenda in modo ottimale.
" Amiamo
metterci
alla prova! "
Reinhard Thor sulla decisione di
essere il primo cliente a utilizzare la
EMCOTURN E65 con CNC PILOT 640
Klartext 69 + 07/2019 5
tamente all'eliminazione di queste mi- programmazione è facilitata, posso cari- programmi posso inoltre apportare in
nime difficoltà iniziali. "In entrambe le care e impiegare con pochi adattamenti qualsiasi momento modifiche e adatta-
aziende abbiamo sempre avuto dei re- persino i vecchi programmi di prece- menti, integrando in questo modo il mio
ferenti disponibili ad ascoltare le nostre denti controlli numerici. Ho imparato a know-how personale in materia di torni-
esigenze e – ancora più importante – a utilizzare il nuovo controllo numerico da tura. E dove non arrivano le mie cono-
fornire soluzioni alle nostre richieste e solo, con Learning by Doing sulla base scenze, entra in azione la guida interat-
necessità", conferma Reinhard Thor. La delle nozioni che avevo già dei controlli tiva di CNC PILOT 640 che mi fornisce
targhetta magnetica con i numeri della numerici HEIDENHAIN". E inoltre ag- sempre le necessarie indicazioni".
helpline HEIDENHAIN non ha presso- giunge anche un altro plus a favore del
ché ragione d'essere sulla macchina. controllo numerico con display touch:
"Inizialmente avevo dei dubbi sul touch Accuratezza già
screen a causa delle contaminazioni. Ma per pezzi unici
Learning by Doing una pulizia alla settimana è più che suf-
ficiente. Qui in officina abbiamo altro a RWT sfrutta comunque appieno le pos-
E per quanto riguarda l'utilizzo? "Il video cui pensare." sibilità offerte dalla nuova macchina
touch intuitivo è veramente un sogno", EMCO, tra cui lavorazioni di tornitura
afferma entusiasta Christian Höll, che Per la programmazione Christian Höll classiche fino alla fresatura, foratura e
non ha praticamente avuto problemi nel impiega soprattutto smart.Turn e TURN filettatura con asse Y. Lavora dal pieno
passare dal suo controllo numerico per PLUS: "Mi permettono di programma- su questa macchina soprattutto picco-
torni HEIDENHAIN meno recente alla re con massima flessibilità sul control- le serie per un massimo di 30 pezzi. Il
versione attuale di CNC PILOT 640. "La lo numerico. Grazie alla chiarezza dei materiale, spesso di difficile lavorazione
Grazie alla realistica simulazione 3D,
Christian Höll ha sempre sott'occhio
la situazione.
6
" L’intuitivo video touch
è veramente un sogno " .
L'operatore specializzato Christian Höll
sull'utilizzo di HEIDENHAIN CNC PILOT 640
per arrivare fino a leghe al magnesio,
viene alimentato tramite un caricatore
di barre fino a 60 mm di diametro. In
+ +Tu t t e l e i n f o s u R W T:
w w w. r - w - t . c o m
uscita i pezzi realizzati vengono affidati
a un espulsore con nastro trasportatore.
Cruciale per RWT è l'elevata accuratez-
za di fondo della macchina. "Nonostante + +A l l a s c o p e r t a d i
gli elevati requisiti di accuratezza, molti EMCOTURN E6 5 :
pezzi non devono più essere ripresi", af- w w w. e m c o - w o r l d . c o m
ferma soddisfatto Reinhard Thor.
+ +C N C P I L OT 6 4 0 – I l t o r n i o p e r f e t t o
p e r l 'o f f i c i n a :
w w w. k l a r t e x t- p o r t a l . i t / i t /
c o n t r o l l i - n u m e r i c i /c n c - p i l o t- 6 4 0
Christian Höll ha familiarizzato
facilmente con la nuova macchina
e il comando touch.
Klartext 69 + 07/2019 7
R E P O R TA G E
Un passo in avanti in
termini di efficienza
Un centro di lavoro completamento automatizzato di
OPS-Ingersoll e Batch Process Manager di HEIDENHAIN
TNC 640 aprono interessati prospettive a livello tecnico
ed economico per Dömer Stanz- und Umformtechnologie.
La visita in un'azienda che si occupa di punzonatura e forgiatura sembra sempre a prima
vista un ritorno agli albori dell'industrializzazione. Perché qui meccanica e tecnica si per-
cepiscono ancora fisicamente come forze primordiali, visto che una pressa da 1.000 ton-
nellate batte ritmicamente il tempo e in parallelo i pezzi punzonati cadono dall'espulsore
emettendo quel tipico tintinnio metallico. In seguito, quando Michael Dammer, ammini-
stratore di Dömer Stanz- und Umformtechnologie a Lennestadt, ci illustra la struttura di
uno degli stampi complessi, è immediatamente chiaro che ci troviamo nel cuore di una
impresa high-tech.
8
" L'utilizzo di Batch Process
Manager è intuitivo
e autoesplicativo: il top "
Phillip Schröder, utilizzatore del centro di lavoro OPS
Unità compatta:
il centro di lavoro di OPS-Ingersoll
con TNC 640 e la cella robotizzata
annessa
Lavorazione a 5 assi, lavorazione HSC, Controllo dei costi con cui la macchina funziona in modo com-
lavorazione di materiali duri, produzione turni senza presidio pletamente automatico", afferma Micha-
di pezzi singoli e piccole serie con per el Dammer per completare la descrizio-
lo più dai tre ai cinque pezzi, al massi- Dirk Schröder, responsabile della co- ne delle proprie esigenze.
mo dieci: la descrizione della routine struzione punzoni, e due collaborato-
lavorativa di oggi nella costruzione pun- ri gestiscono oggi questo complesso Dömer non ha ancora raggiunto comple-
zoni in-house di Dömer sembra essere compito con il supporto di un centro di tamente questo obiettivo, ma Michael
il "who is who" delle strategie di lavo- lavoro HSC a 5 assi di OPS-Ingersoll, Dammer vede dei progressi e non rim-
razione innovative. A questo si aggiun- completo di sistema di cambio utensile piange nemmeno per un momento l'ac-
gono altre particolarità come i materiali di grandi dimensioni, sistema a pallet e quisto: "Abbiamo l'impianto in sede da
duri di difficile lavorazione e l'esigenza robot. I criteri decisivi a favore di questo circa un anno, da circa sei mesi siamo
di superfici perfette e profili di elevata investimento sono riassunti da Michael produttivi. E sono assolutamente otti-
accuratezza. E come se non bastasse, Dammer in poche parole ma del tutto mista che nel corso di quest'anno riu-
gli adattamenti improvvisi del processo eloquenti: "Vogliamo eseguire punzo- sciremo a inserire il terzo turno senza
produttivo pianificato rientrano sempre nature. Per la punzonatura abbiamo bi- presidio". Per Dirk Schröder non si tratta
più nel pane quotidiano dei produttori di sogno di punzoni. E ciascuno di questi di prospettive non realistiche: "Al mo-
punzoni. Ovviamente sono adottati non punzoni è la prima volta un pezzo unico, mento arriviamo già a 14 ore di lavora-
soltanto per nuovi punzoni, ma anche customizzato al relativo articolo che de- zione al giorno, con relativo attrezzaggio
per la loro rapida sostituzione in caso di sideriamo produrre". Sempre attenti ai in parallelo".
guasto causato dalle possenti forze del- costi anche per la costruzione di punzo-
le punzonatrici. ni, il nuovo impianto doveva raggiungere
un elevato grado di automazione. "Il mio
desiderio era un primo turno presidiato,
seguito da due turni senza presidio in
Klartext 69 + 07/2019 9
" Si è sempre attrezzati
– per tutto "
Dirk Schröder, responsabile della costruzione punzoni alla Dömer
Phillip Schröder (a sinistra) e Dirk Schröder nella cella robotizzata con sistema di cambio pallet e utensile combinato
La flessibilità incrementa chiara soddisfatto Dirk Schröder. Il cam- Massima chiarezza e
l'efficienza bia utensile di grandi dimensioni predi- semplicità di utilizzo
spone quindi un numero sufficiente di
In termini di efficienza, è soprattutto utensili gemelli. "Da noi nemmeno un Phillip Schröder, uno dei due utilizzato-
Batch Process Manager di HEIDENHAIN singolo utensile di lavorazione si trova ri del nuovo impianto, conferma il suo
TNC 640 la forza trainante. Organizza la sul banco di lavoro. Sono sempre tutti in omonimo: "Oggi devo solo richiamare
gestione delle commesse dell'impianto macchina. Ci basta quindi programmare i pallet. La sequenza di lavorazione si
con semplicità, chiarezza e flessibilità, semplicemente un pezzo e posizionare cambia con pochi clic, e il pallet deside-
in quanto consente di inserire commes- il pallet nello scaffale. Quindi premiamo rato è già al primo posto". Funziona con
se o modificarne la sequenza senza più Start NC e la lavorazione ha inizio". estrema semplicità, ogni pallet è una
alcun problema. "Con Batch Process
Manager lavoriamo in base al flusso
lavorativo quotidiano", asserisce Dirk
Schröder per descrivere le procedure:
"Sono pianificate tre commesse e ne
vengono inserite altre due. Prima si era
costretti a riscrivere di nuovo tutto, riat-
trezzare e riassemblare".
E questo era un problema, soprattutto
per punzoni complessi. Perché i relati-
vi tempi di lavorazione veri e propri si
contrapponevano ai tempi di program-
mazione spesso molto prolungati. "In
precedenza riattrezzare implicava per-
tanto perdite di tempo alla decima po-
tenza. Ma oggi tutto questo non c'è più.
Si è sempre attrezzati – per tutto", di-
10commessa di produzione e come tale
viene trattato in Batch Process Mana-
ger, dove i pallet possono essere equi-
paggiati anche con diversi componenti
di dimensioni inferiori. Phillip Schröder
è in grado di identificare immediata-
mente le commesse pianificate: "Batch
Process Manager mi mostra comples-
sivamente tutte le informazioni su ogni
commessa di produzione: pallet, relativi
programmi, serraggi sui pallet ecc.".
Componente tipico:
lo stampo per la punzonatura di una piastra di
Massima apertura supporto per il ceppo freni di autocarri...
al cambiamento
con effetti inaspettati
E come hanno preso i collaboratori que- La passione per la
sto cambiamento? "Il nostro team do- macchina, l'automazione
veva apprendere soprattutto le nuove
procedure", ricorda Dirk Schröder. Ad
e il controllo numerico
esempio il funzionamento senza pre-
sidio dell'impianto. "Inizialmente i miei Alla Dömer l'incremento di efficienza
colleghi non volevano andare a casa già raggiunto ora non può essere cal-
dopo il primo turno, perché non voleva- colato soltanto sulla carta. Si vede an-
no distogliere lo sguardo dalla macchina che nello stabilimento del costruttore
in funzione. Dovevo letteralmente spe- di punzoni. Perché il parco macchine è
dirli a casa", afferma con il sorriso sulle stato ridotto dalle ex sei macchine agli
labbra pensando ai primi momenti. attuali due centri di lavoro a 3 assi, un
tornio e un nuovo impianto OPS. Un
Non ci sono state praticamente diffi- motivo sufficiente per Dirk Schröder per
coltà a familiarizzare con la macchina trarre una conclusione entusiasmante:
e il controllo numerico. Soprattutto per "La nuova macchina ci supporta nella
quanto riguarda il controllo numerico nostra crescita in ambito tecnologico e
HEIDENHAIN, utilizzato da Dömer fin di efficienza".
dall'inizio: "HEIDENHAIN costruisce gli
unici controlli numerici che sono tutti ... e l'amministratore delegato Michael
in grado di capire", Dirk Schröder ne è Dammer con il prodotto realizzato.
convinto. E Phillip Schröder conferma:
"Chi ha appreso su un controllo nume-
rico HEIDENHAIN meno recente, è in
grado di utilizzare qualsiasi controllo
numerico di ultima generazione. Senza
dimenticare Batch Process Manager. + +Tu t t o s u B a t c h P r o c e s s M a n a g e r :
Questo era per noi un prodotto comple- w w w.klar tex t- por t al.i t /i t /s ugge rime nti /
tamente nuovo. Ma il suo utilizzo è sem- funzioni/batch-process-manager
plice, intuitivo e autoesplicativo. Dopo
dieci minuti di addestramento e un paio
di test, tutto è filato liscio, il top". Phillip + +I n f o r m a z i o n i s u D ö m e r
Schröder è inoltre un fan dei cicli TNC: e la sua gamma di prestazioni :
"Molti cicli alleggeriscono veramente il w w w. d o e m e r - r i n g . d e
nostro lavoro" e per questo il software
CAM VISI impiegato da Dömer utilizza i
cicli del controllo numerico per la gene-
razione dei programmi.
+ +L a m a c c h i n a :
w w w.o p s - i n g e r s o l l . d e
Klartext 69 + 07/2019 11WARE-U
FUNZIONI DEL TNC T
PD
F
SO
Praticità
ATE 09
Il meglio è nemico del bene e questo vale anche per le
funzioni TNC. Ecco quindi il nuovo update software 09,
che amplia le prospettive di lavorazione di TNC 640.
L'update software 09 per TNC 640 è caratterizzato da funzioni ancora più pratiche per la lavorazione in
officina. Tra queste l'area di visualizzazione aggiuntiva Extended Workspace Compact, un modello di mac-
china 3D completo nella simulazione grafica 3D ad alta risoluzione, i nuovi cicli di dentatura o la gestione
utenti TNC per accessi customizzati. Anche la struttura dei manuali utente è stata riorganizzata: sono ora
disponibili nelle versioni "Programmazione Klartext", "Attrezzaggio, prova ed esecuzione di programmi
NC" e "Programmazione di cicli".
Nuove funzioni grafiche e di immissione dati
L'area di visualizzazione aggiuntiva Ex- In CAD Viewer è possibile definire l'o-
tended Workspace Compact fornisce rigine o il punto zero direttamente con
su TNC 640 un accesso ancora miglio- immissione numerica nella finestra Vi-
re a tutte le applicazioni necessarie per sta liste.
l'attività quotidiana. Tramite Connected
Machining, potete infatti visualizzare in- Oltre alla simulazione dell'asportazione
formazioni supplementari e applicazioni di materiale, la simulazione grafica 3D
esterne (ad esempio applicazioni PDF o ad alta risoluzione può rappresentare
CAD) direttamente accanto alla scher- il modello completo della macchina, se il
mata del controllo numerico. Premesse: suo costruttore ha configurato e attivato
i corpi di collisione della macchina.
■■ macchina collegata all'unità logica
MC 8562 e È ora possibile leggere e scrivere con
■■ schermo widescreen da 24". parametri Q da tabelle liberamente de-
finibili.
Extended Workspace Compact
Nuove funzioni per la gestione delle commesse
Con State Reporting Interface, in Batch Process Manager può essere
breve SRI, HEIDENHAIN offre un'inter- aperto nella modalità Programmazione,
faccia semplice e robusta per il rileva- Esecuzione continua ed Esecuzione
mento di stati operativi della macchina e singola per pianificare e portare a termi-
per la comunicazione con i sistemi MDE ne le commesse di lavorazione. Batch
e BDE di livello superiore. Tramite SRI Process Manager supporta l'operatore
vengono messi a disposizione anche nella lavorazione idonea alle esigenze
dati storici, molto preziosi, che vengo- dell'officina, sin da subito anche senza
no mantenuti in caso di crash della rete l'opzione software # 93 (Extended Tool
aziendale per più ore. Management – Gestione utensili este-
sa).
CAD Viewer
12Maggiore sicurezza Nuove possibilità di lavorazione
con TNC 640
Con la nuova opzione software Com- La nuova opzione #157 Gear Cutting L'opzione software #158 Advanced
ponent Monitoring è possibile verifi- mette a disposizione cicli user-friendly Function Set Turning mette a disposi-
care automaticamente il sovraccarico di per una produzione economica di denta- zione cicli estesi e funzioni per fresatu-
componenti macchina. Il monitoraggio ture esterne e interne su centri di lavoro ra-tornitura (opzione #50), come il ciclo
dei componenti informa l'operatore sul standard. I nuovi cicli Hobbing e Skiving 883 "Tornitura simultanea di finitura".
carico effettivo dei cuscinetti del man- consentono di realizzare dentature di Permette la finitura di profili complessi
drino e reagisce in caso di superamento elevata qualità con lavorazione completa in una passata evitando controlli visivi.
dei valori limite predefiniti, ad esempio in un unico attrezzaggio. Tra questi rien-
con Stop NC. Si previene così una causa trano anche lo spostamento statico per I cicli di tastatura automatici supple-
frequente di ingenti danni ai macchinari incrementare la durata e gli spostamenti mentari per determinare il piazzamento
e fermi di produzione imprevisti. sincroni per produrre dentature oblique. del pezzo consentono di contenere i
tempi grazie alla contemporanea defi-
Con la nuova Gestione utenti TNC è nizione di orientamento e posizione. La
possibile migliorare notevolmente la nuova modalità semiautomatica con-
sicurezza di processo. Le possibilità di sente la tastatura anche se la posizione
accesso vengono customizzate alle atti- del pezzo non è ancora nota.
vità dei diversi utilizzatori e prevengono
sistematicamente un malfunzionamento
del controllo numerico.
Advanced Function Set Turning
I nuovi manuali utenti e tutte
le nuove funzioni in formato PDF:
+ +P r o g r a m m a z i o n e K l a r t e x t :
c o n t e n t . h e i d e n h a i n . d e /d o k u / t n c _ g u i d e / p d f _ f i l e s /
T N C 6 4 0 / 3 4 0 5 9 x- 0 9 / b h b / 8 9 2 9 0 3 - 47. p d f # p a g e = 4 5
+ +At t r e z z a g g i o, p r ova e d e s e c u z i o n e d i p r o g r a m m i N C :
c o n t e n t . h e i d e n h a i n . d e /d o k u / t n c _ g u i d e / p d f _ f i l e s /
T N C 6 4 0 / 3 4 0 5 9 x- 0 9 /e i n r i c h t e n /12 61174 - 4 0 . p d f # p a g e = 4 0
+ +P r o g r a m m a z i o n e d i c i c l i :
c o n t e n t . h e i d e n h a i n . d e /d o k u / t n c _ g u i d e / p d f _ f i l e s /
T N C 6 4 0 / 3 4 0 5 9 x- 0 9 /z y k l e n / 8 9 2 9 0 5 - 47. p d f # p a g e = 51
Simulazione grafica 3D ad alta risoluzione
Klartext 69 + 07/2019 13R E P O R TA G E
Libertà
Nuove macchine e tecnologie sono pensate per offrire nuove
prospettive. Per questo, Václav Huta, titolare dell'azienda ceca
produttrice di stampi Nafo, ha interconnesso il parco macchine
con il software StateMonitor.
La nebbia mattutina è bassa sulla città industriale ceca di Strakoni- La seconda porta a sinistra conduce di-
ce, quando Václav Huta parcheggia la sua enduro da viaggio a de- rettamente nell'ufficio di Huta. Sorseg-
stra dell'ingresso principale di Nafo. Nafo è l'acronimo di "Nástroje giando un espresso, controlla le mail e
a Formy" – utensili e stampi. Dal 1992 l'azienda produce stampi per da poco anche lo stato del suo parco
pressofusione in alluminio, cui sono stati aggiunti tre anni dopo gli macchine. Clic. "Questo è il sogno di
stampi per presse a iniezione. L'ubicazione non è un caso: Strakonice ogni imprenditore" afferma mostrando
vanta una lunga tradizione nella produzione di stampi per fonderie di la panoramica dell'impianto che prende
alluminio, da qui Nafo rifornisce i fornitori delle maggiori case auto- forma sul monitor. È fantastico verifica-
mobilistiche d'Europa. re in qualsiasi momento se e come fun-
zionano le macchine". Clic. Sullo scher-
mo compare un diagramma circolare
con dieci macchine, tre sono sul giallo,
le altre sul verde.
14" StateMonitor significa libertà.
Non solo per me. Soprattutto per i miei
collaboratori che possono controllare
le macchine in modalità senza presidio
ovunque si trovino " .
Václav Huta, titolare di NAFO Strakonice s.r.o.
StateMonitor interconnette le macchine principali
I dati sono forniti da StateMonitor di Václav Huta aveva dodici anni quando
HEIDENHAIN. Huta ha integrato nel suo nonno gli lasciò in eredità un moto-
sistema tutte le dieci macchine chia- ciclo, nella ferma convinzione che non
ve: dalla spagnola CME di 18 anni fino sarebbe mai più ripartito. Il nipote inve-
alla moderna SAMAG TFZ 3L e alla FPT ce consultò un suo vicino più grande e
DINOX 350. "La FPT è stata il mio rega- iniziò a darsi da fare. Emetteva molto
lo di Natale", dichiara mentre gli brillano fumo, puzzava da morire ma alla fine si
gli occhi. Nafo è perfettamente equi- mise in moto. "È una sensazione feno-
paggiata con la SAMAG, una macchina menale quando si riporta in vita un rot-
per sgrossatura e foratura profonda, e tame. E questo evento mi ha segnato".
la FPT, che dispone di un gruppo cam- Aver recuperato il ciclomotore ha scate-
biamandrino per sgrossature e finiture nato in Václav Huta la grande passione
dinamiche. Le macchine consentono per macchine e motori. In questa dire-
la produzione completa di stampi per zione ha quindi intrapreso i suoi studi
pressofusione e stampaggio a iniezione trasferendosi poi dalla sua città natale
che Nafo produce principalmente per il Praga a Vienna in Webasto. Dopo dieci
settore automotive. L'azienda rifornisce anni è entrato in CAG Holding e succes-
società quali Magna, KSM o Gruber & sivamente diventato amministratore de-
Kaja, che a loro volta producono compo- legato della filiale Nafo 2 in Slovacchia.
nenti per BMW, Audi, Škoda e WABCO.
"Più grandi sono le macchine, più bassa
è la concorrenza" asserisce Huta. E sor-
ride.
Klartext 69 + 07/2019 15Nonostante il software StateMonitor Václav Huta esprime la sua passione per le macchine come sempre nella produzione.
Sfruttamento dei potenziali nascosti a favore della crescita
In seguito alla vendita della sede slovacca di Nafo, funzionamento autonomo durante la notte e nei
Huta è passato alla Nafo 1 a Strakonice. Ha diretto fine settimana, segnalando guasti e fermi mac-
l'azienda per otto anni, rilevandola completamen- china. "Questa è libertà. Perché posso tenere
StateMonitor –
te tre anni fa. "Ho ristrutturato Nafo riportandola ai sott'occhio il parco macchine ovunque mi trovi. E Le peculiarità
vertici. Perché volevo approfondire le potenzialità i miei collaboratori non devono più stare necessa-
dell'azienda". Nulla è cambiato da allora nel suo riamente sulla macchina per controllarla".
approccio. "Solo i margini di libertà sono aumen-
tati". Quando ha voluto investire in una SAMAG Parla sempre più di "libertà" e di quanto coraggio
o FPT, Huta lo ha fatto senza indugi. Lo stesso sia richiesto all'imprenditore per sfruttarla, in al-
vale per l'introduzione di nuovi programmi, anche tre parole per attuare grandi investimenti. "A volte
per StateMonitor, il primo utilizzato in Repubblica mi spingo fino al limite", asserisce scegliendo ac-
Ceca. "Oggi bisogna agire molto rapidamente per curatamente ogni parola. "Ma bisogna credere in
rimanere all'avanguardia", afferma. Nafo deve cre- qualcosa per andare avanti". Quando la pressione
scere e Huta deve quindi sfruttare le potenzialità diventa eccessiva, Václav Huta si mette in sella
nascoste. alla sua moto. Perché a partire dalla prima curva StateMonitor
è costretto a "staccare" con la testa. "Alla fine del Il parco macchine
a colpo d’occhio
Alla fine è una questione di trasparenza: dove si giro sono stanco fisicamente. Ma la mia mente è
celano in azienda le riserve e come possono es- pulita come quella di un bambino". Quindi tornano
sere valorizzate? "Operiamo su due turni, con la le idee e l'ambizione. Come quella volta in cui a
possibilità di istituire un terzo turno senza presi- dodici anni ha fatto ripartire un rottame.
dio". StateMonitor rivestirebbe in tal caso un ruolo
di prim'ordine. Il software potrebbe monitorare il
16SAPEVATE CHE...
… 10 minuti di fermo macchina non rilevato per turno con 5 macchine che lavorano su
tre turni per 264 giorni con una tariffa oraria di 80 Euro costano 52.800 Euro all'anno?
… 3.168 ore di lavorazione aggiuntive si raggiungono quando il tempo
produttivo aumenta del 15% con 5 macchine che lavorano su due turni?
… la connessione dell'impianto a StateMonitor tramite HEIDENHAIN DNC
richiede 3 minuti, se la macchina è raggiungibile tramite la rete?
… l'impianto può essere connesso a StateMonitor tramite 4 diverse
interfacce: HEIDENHAIN DNC, OPC UA, MTConnect o ModbusTCP?
I vantaggi di StateMonitor
StateMonitor rende i vostri processi azien- Con le sue dettagliate funzioni di notifica e
dali più trasparenti e ottimizza i vostri flussi. analisi, StateMonitor fornisce la base per
Il software di monitoraggio consente di con- sfruttare le potenzialità nascoste in termini
sultare in tempo reale lo stato di produzione di disponibilità delle macchine e incremen-
delle vostre macchine, in particolare offre tarne l'efficienza. Con StateMonitor si ac-
in qualsiasi momento una visione d'insieme cede ai dati operativi anche da smartphone
dell'impianto per poter tempestivamente re- o tablet ovunque ci si trovi: nel corso di un
agire in caso di anomalie. Perché se siete in meeting, in ufficio o al di fuori della rete
grado di evitare inutili tempi di fermo e diffi- aziendale. Per avere sempre sotto controllo
coltà, aumentate la produttività delle vostre la produttività del vostro parco macchine.
macchine.
+ +Tu t t o s u S t a t e M o n i t o r :
w w w. h e i d e n h a i n . i t / s t a t e m o n i t o r
Panoramica
dello stato del
parco macchine
Accesso tramite web browser Notifica in tempo reale in caso
a diversi dispositivi quali di fermo macchina, guasto ed 1
smartphone, tablet, PC o TV eventi definiti a piacere 1
5
1 2
Visualizzazione del Assegnazione commesse a Analisi di fermi macchina
parco macchine inclusi impianti produttivi, registrazione e tempi di esecuzione
stato della macchina e stato commesse e feedback sui programma come pure 20,0 % Productive (Overrides ≥ 100 %)
programma in corso quantitativi prodotti predisposizione di indici 20,0 % Productive (Overrides < 100 %)
40,0 % OK, but not productive
0,0 % Not ready for operation
0,0 % Delay
20,0 % Machine not in use
Connessione delle macchine Inoltro a database SQL
tramite le interfacce esterno per l’elaborazione 98,8 % Availability
HEIDENHAIN DNC, OPC UA, dei dati macchina in
MTConnect e Modbus TCP. sistema MES o ERP 27,5 % Utilization rate
Klartext 69 + 07/2019 17TNC 640 consente di lavorare in
configurazione tornio per realizzare la
fresatura di cave su un albero rotante.
R E P O R TA G E
Versatile per vocazione
Steel Group ha scelto TNC 640 HEIDENHAIN per gestire le
lavorazioni di fresatura a 5 assi e tornitura orizzontale/verticale
in un’unica soluzione su un centro gantry ad alta velocità.
Versatile è l’aggettivo principe Il gruppo vede la luce negli anni ’80, con grazie a loro il Gruppo fa tesoro di nu-
di questa storia che ha come la capostipite Steel Spa: come si intui- merose esperienze importanti e si arric-
protagonista Steel Lavorazioni sce dal nome, l’azienda fornisce mate- chisce di competenze nella produzione
Meccaniche, un’azienda parte di riali speciali di alta qualità alle numerose di componenti e assiemi per disparati
Steel Group di Motta di Livenza aziende del territorio dedite alla realizza- settori industriali, molti dei quali ad ele-
nel Trevigiano, specializzata zione di stampi e lavorazioni meccani- vato valore aggiunto. La nascita della di-
in lavorazioni meccaniche di che di precisione. Ben presto il servizio visione dedicata a test e certificazioni,
precisione. In officina lavora a si allarga e l’azienda diventa distributore (Steel Laboratorio Metallurgico) e quella
pieno regime un centro gantry ad esclusivo degli acciai speciali per stam- specializzata nella progettazione e rea-
alta velocità Parpas XS 63. Per la pi e utensili industriali della svedese Ud- lizzazione di tecnologie per la riduzione
redazione di Klartext un’occasione deholm. volumetrica e il riciclo degli scarti indu-
da non perdere: questa è infatti striali (Steel Tecnologie) completano le
la prima macchina in Italia dove È dall’ascolto delle necessità del terri- competenze di questo grande gruppo
TNC 640 gestisce lavorazioni torio e per sopperire alle sue carenze che oggi è l’unica realtà italiana in gra-
combinate di fresatura/tornitura che alcuni anni dopo vedono la luce, in do di proporsi come polo integrato per
successione, Steel Trattamenti Termici fornitura, trattamento termico e lavora-
e Steel Lavorazioni Meccaniche: anche zione degli acciai speciali.
18La soluzione scelta da Steel Lavorazione Meccaniche,
frutto della collaborazione tra Parpas e HEIDENHAIN
costituisce una novità assoluta in Italia su una macchi-
na con corsa 3.000 x 6.000 mm.
Per il team di Klartext è sufficiente fare si imbatte nell’esigenza di lavorare com- Dopo un’attenta analisi delle soluzioni
un giro nell’officina dello stabilimento di ponenti grandi, con forme particolari e disponibili sul mercato, la scelta è ca-
Steel Lavorazioni Meccaniche e lasciare tolleranze strettissime, è necessaria una duta su un centro di lavoro gantry ad
la vista libera di vagare tra macchine e svolta per compensare i vuoti costruttivi alta velocità Parpas XS 63 equipaggia-
pezzi lavorati grandi e piccoli, delle geo- del parco macchine. to con il controllo numerico TNC 640
metrie più disparate, per rendersi conto HEIDENHAIN: “Il marchio Parpas rac-
che la produzione di questa azienda non chiude in sé la qualità pluriennale di
è mai banale. Conferma Livio Bortolin, Combinare fresatura comprovata fama, insieme alla vicinan-
Direttore di Produzione della divisione e tornitura su za geografica, fattori per noi importanti.
Lavorazioni Meccaniche: “Negli anni ci In officina utilizzavamo già il controllo
siamo dotati di un parco macchine in
un’unica macchina HEIDENHAIN, che abbiamo conferma-
grado di realizzare componenti e assie- to su questa macchina senza il minimo
mi ad alto valore aggiunto e facciamo te- Per poter realizzare componenti alta- dubbio perché ha sempre soddisfatto
soro delle esperienze di tutte le aziende mente precisi, di dimensioni importanti le nostre aspettative e anche in que-
del Gruppo per assicurare la massima e dalle geometrie più disparate è im- sto caso non ci ha deluso. Grazie alle
qualità ai nostri clienti”. portante movimentare il pezzo in lavo- funzionalità del controllo TNC 640,
razione il meno possibile per evitare la attraverso il cambio automatico degli
Dunque, come in una gara di salto in propagazione degli errori. L’ideale, dun- elettromandrini, la Parpas può lavorare
alto, man mano che gli obiettivi vengo- que, è lavorare sui 5 assi combinando a 5 assi in continuo ed eseguire agevol-
no raggiunti l’asticella si alza sempre fresatura e tornitura in un’unica mac- mente tornitura orizzontale e verticale”
più. Lavorando bene, la fama si diffonde china. Tuttavia, passare dalla teoria alla commenta Bortolin.
in fretta e cominciano ad arrivare le ri- pratica, specie in casi come questi non
chieste più disparate; quando l’azienda è semplice.
Klartext 69 + 07/2019 19Il controllo HEIDENHAIN gestisce agevolmente il cambio automatico
degli elettromandrini di sgrossatura e finitura della Parpas XS 63.
Sinergia vincente Un grosso contributo al progetto, diretta
tra macchina e conseguenza dei miglioramenti introdot-
ti nella funzione HEIDENHAIN Plane, è
controllo numerico che non richiede più due differenti con-
figurazioni cinematiche nel passaggio
Questa soluzione, frutto della collabora- dalla tornitura orizzontale a quella verti-
zione tra Parpas e HEIDENHAIN costitu- cale. Nella nuova versione, infatti, è suf-
isce una novità assoluta in Italia su una ficiente ruotare i piani mantenendo la ci-
macchina di queste dimensioni (corsa nematica invariata: questo consente da
3.000 x 6.000 mm). La sinergia tra le un lato di ridurre le possibilità di errore,
due aziende è stata fondamentale nella dall’altro un’estrema versatilità del siste-
progettazione della gestione delle diver- ma che è in grado di lavorare qualsiasi
se modalità di lavorazione, brillantemen- pezzo ruotato liberamente nello spazio.
te supportate da TNC 640: come detto,
oltre alla fresatura sui 5 assi in continuo,
la XS 63 è in grado di realizzare lavora- Controllo delle
zioni di tornitura orizzontale o verticale dilatazioni termiche
aprendo a interessanti applicazioni, uni- Un sistema di filtrazione e ricircolo mantiene
che nel loro genere. Un esempio su tut- Peculiarità della Parpas XS 63 è il con- costante la temperatura dell’aria all’interno
dell’area di lavoro della macchina.
te? La realizzazione di cave su un albero trollo delle dilatazioni termiche struttu-
tramite fresatura, sfruttando la configu- rali, coperto da brevetto internazionale,
razione tornio. che assicura la massima precisione in
fresatura e tornitura in qualsiasi condi- con i grandi coefficienti di dilatazione
Dal punto di vista del controllo, le fun- zione dell’ambiente di lavoro. Le strut- dei materiali. Perciò Parpas ha studiato
zioni efficienti di TNC 640 permettono ture della macchina, infatti, vengono per questa macchina un sistema di filtra-
il passaggio tra la modalità di fresatura mantenute ad una temperatura costante zione e ricircolo dell’aria che consente
e quella di tornitura in modo controlla- indipendentemente dalla temperatura di controllare la temperatura all’interno
to nel programma NC e l’operatore può dell’ambiente esterno. In questo caso dell’area di lavoro” racconta Bortolin. In-
scegliere liberamente come e quando specifico viene controllata anche l’area sieme al controllo della temperatura del-
combinare i due metodi di lavorazione di lavoro interna alla XS 63: “Alcune la- la struttura della macchina, questa solu-
programmando le lavorazioni di tornitura vorazioni in settori particolari come l’a- zione consente a TNC 640 di guidare la
con Klartext HEIDENHAIN. erospaziale richiedono una precisione macchina al meglio per realizzare i profili
elevata che, tuttavia, deve fare i conti richiesti con la massima affidabilità.
20"HEIDENHAIN,
In officina utilizzavamo già il controllo
che abbiamo confermato su
questa macchina senza il minimo dubbio perché
ha sempre soddisfatto le nostre aspettative e
anche in questo caso non ci ha deluso.
Livio Bortolin, Direttore di Produzione della divisione Lavorazioni Meccaniche
"
Livio Bortolin accanto al centro gantry ad alta velocita X63 e TNC 640 che hanno risolto
l’esigenza di lavorare componenti grandi, con forme particolari e tolleranze strettissime.
+ +T N C 6 4 0 : t o r n i t u r a e f r e s a t u r a s u l l a s t e s s a m a c c h i n a :
w w w.k l a r t ex t- p o r t a l .i t / i t /c o n t r o l l i - n u m e r i c i /t n c - 6 4 0 /l avo r a z i o n e - c o m p l e t a
+ +Tu t t e l e i n f o s u S t e e l L a vo r a z i o n i M e c c a n i c h e :
w w w. s t e e l . i t / s t e e l - l a vo r a z i o n i - m e c c a n i c h e
+ +Pe r s a p e r n e d i p i ù s u l l a m a c c h i n a :
w w w.g r u p p o p a r p a s . c o m /d y n a m i c d a t a / PA R PA S _ . a s p x ? l a n g i d = 2
Klartext 69 + 06/2019 21I N T E R V I S TA C O N
L' U T I L I Z Z AT O R E
Trasparenza
SMW-AUTOBLOK testa nella sua produzione Signor Arnold, perché sta
prendendo in considerazione
speciale la nuova versione 1.2 del software la possibilità di digitalizzare
StateMonitor. Prime esperienze... ulteriormente la sua produzione?
Frank Arnold: a prima vista possiamo
effettivamente sembrare equipaggia-
Il reparto Produzione speciale alla SMW-AUTOBLOK Spannsy- ti alla perfezione. Con sistema CAM,
steme GmbH a Meckenbeuren am Bodensee realizza soprat- server centrale, sistema ERP ecc., i
tutto pezzi unici e serie molto piccole di elementi di bloccag- tool alla SMW sono ben consolidati e
gio personalizzati. Su 23 macchine operano 48 addetti in due molto utili. Ma nessuno di questi ci ha
turni per le lavorazioni di tornitura, fresatura e rettifica. consentito sino ad ora una panoramica
in tempo reale della nostra produzione.
La maggior parte delle macchine è collegata a un server, dal
quale vengono recuperati, ad esempio, i dati delle commesse Cosa vi aspettate dalla possibilità
e i programmi CAM. Non è stata tuttavia ancora realizzata una di consultare in tempo reale lo
interconnessione vera e propria. Un motivo è rappresentato stato della produzione?
dalle più diverse versioni di controlli numerici sulle macchine
impiegate. Intendiamo rendere la nostra produzio-
ne trasparente. Desideriamo rilevare il
La versione 1.2 di StateMonitor con le relative quattro inter- prima possibile dove possiamo miglio-
facce apre nuove prospettive. Frank Arnold, responsabile della rare e sfruttare così immediatamente
produzione, racconta la sua esperienza. anche tali potenziali. Dall'analisi degli
stati macchina, come quella offerta da
StateMonitor, possiamo ricavare diret-
tamente dove agire per ottimizzare il
processo.
22"è semplicemente
Lavorare con StateMonitor
divertente
"
Frank Arnold, responsabile di produzione,
produzione speciale SMW-AUTOBLOK
Frank Arnold (a destra) e l'utilizzatore del TNC Sandro Pletz testano StateMonitor e ne sono entusiasti.
Un esempio concreto. in qualsiasi momento. La trasparenza E anche a questo secondo caso
è anche il fattore determinante del mio potrebbe essere riservata poca
Ho due esempi di cui vorrei parlarvi. secondo esempio. StateMonitor ci aiu- attenzione.
Uno riguarda una macchina in fun- ta effettivamente a rilevare e analizzare
zione che sta eseguendo un pezzo. anche eventi ripetitivi. Provate a imma- È così. Ma con StateMonitor le in-
StateMonitor mi consente di tenere ginare: per due componenti simili lavo- formazioni mi vengono direttamente
sott'occhio da qui l'andamento della rati con lo stesso utensile compare un inoltrate, concatenate a tutti i dati re-
commessa. Se va più veloce del previ- problema nella stessa fase della lavo- lativi alla commessa. Riconosco mol-
sto, posso predisporre e pianificare in razione, nel peggiore dei casi la rottura to rapidamente certi schemi e posso
tempo utile la commessa successiva. dell'utensile con macchina bloccata, a ricercarne le cause e, ancora meglio,
Se invece i tempi si allungano, posso una distanza di un paio di settimane. le soluzioni insieme agli operatori, alla
modificare il programma e ridistribuire Al secondo evento, il collega che ope- programmazione CAM, al presetting
le commesse. Questo mi permette di ra sulla macchina non riflette sull'ac- utensili e molti altri addetti coinvolti.
evitare inutili fermi macchina, ottimiz- caduto; in effetti il primo evento si è
zare i tempi di attrezzaggio e rispar- verificato la settimana precedente e In questo modo si è in grado di
miare minuti preziosi. forse non a lui o sulla sua macchina. E prevenire tali eventi in futuro.
la prima volta non era nemmeno stato
E scompaiono in questo modo documentato, un caso singolo che può E migliorare con efficacia anche il mio
ripetute richieste di verifica dello capitare. processo. Non solo posso prevenire la
stato di avanzamento. rottura dell'utensile, ma salvaguardare
utensile e macchina e garantire una
Sì, il mio collega che sta lavorando migliore qualità dei prodotti. Per non
sulla macchina non deve preoccuparsi parlare degli scarti che in questo modo
di avvisarmi e io non devo andare in posso sistematicamente ridurre.
giro a raccogliere informazioni. Basta
una rapida occhiata a StateMonitor e
ogni commessa è per me trasparente
Klartext 69 + 07/2019 23Al momento sta ancora testando
StateMonitor nella versione demo
di 90 giorni. Qual è il suo primo
giudizio?
Assolutamente positivo. L'utilizzo è
semplice, intuitivo e di rapido appren-
dimento per tutti, è del tutto piacevole
lavorare con StateMonitor. Il software
offre esattamente ciò di cui abbiamo
bisogno senza funzioni superflue. E
si tratta di una soluzione economica.
Inoltre, la connessione delle macchine
di prova è stato un gioco da ragazzi,
anche grazie al signor Rubes di Haas
Werkzeugmaschinen GmbH, che ci
supporta in modo ottimale sotto ogni
punto di vista.
Il team Haas offre il proprio
supporto anche per l'utilizzo e
l'applicazione?
Sì, naturalmente. Il supporto riguarda
meno il funzionamento che la configu-
razione del software, ad esempio per
l'esportazione in Excel di determinati
dati. Spesso basta anche una telefona-
ta del signor Rubes o del suo team per
risolvere la questione.
24" Basta una rapida occhiata a
StateMonitor e ogni commessa
è per me trasparente in
qualsiasi momento
"
In cosa consiste concretamente Cosa si aspetta dalla completa E qual è la reazione dei suoi
questo supporto? Perché è interconnessione del settore della collaboratori e colleghi ora che ha
ricorso al team Haas ad esempio produzione tramite StateMonitor? tutto sotto controllo?
in fase di installazione?
Intendiamo collegare la nostra piani-
I motivi per collaborare con Haas già ficazione del lavoro, ossia il sistema A noi non interessa controllare i colla-
dalla versione demo sono proiettati nel ERP, con panoramica in tempo reale di boratori e il loro lavoro, ma piuttosto
futuro, e per considerazioni del tutto StateMonitor. Ma questo ha senso sol- verificare dove si può migliorare. E
pratiche. Per noi l'obiettivo è e rimane tanto se si connettono tutte le macchi- questo è l'obiettivo di tutti. Inoltre sia-
una connessione di tutte le macchine ne. Per avere così la visione perfetta mo concordi nell'affermare che non è
nel settore della produzione speciale dei valori nominali e reali della produ- possibile sottrarci alla digitalizzazione
tramite StateMonitor, ma sarebbe an- zione. Questo ci risparmierebbe molte della produzione. Il nostro sviluppo è
che una grande cosa l'interconnessio- verifiche, iter complessi e brutte sor- una maratona in volata con prova di
ne con il presetting utensili. E ci trove- prese nei calcoli consuntivi dei costi. E resistenza. Chi non si adegua, rima-
remo ad affrontare l'una o l'altra sfida potremo così disporre di possibilità di ne fuori dai giochi e non ha più alcuna
considerate le molte interfacce diver- comunicazione completamente nuove possibilità di uscirne vincente.
se. Ho quindi la necessità di un partner qui in reparto.
con tutte le competenze. E questo è Signor Arnold, grazie per
ciò che mi offre la Haas Werkzeugma- l'interessante intervista!
schinen GmbH. E se occorre, il signor
Rubes viene da me persino con un
elettricista in officina, per supportarci
nell'installazione.
+ +Pe r t u t t e l e i n f o s u S t a t e M o n i t o r :
w w w. h e i d e n h a i n . i t / s t a t e m o n i t o r
+ +I n f o r m a z i o n i s u S M W - AU T O B L O K :
w w w. s m w - a u t o b l o k . d e
Klartext 69 + 07/2019 25FO R M A Z I ON E C ONT I NUA
E SPECIALIZZAZIONE
Il jolly
DMT ha messo a punto un tornio di tipo tradizionale con un controllo
numerico per torni HEIDENHAIN MANUALplus 620, che mostra
prospettive originali nella formazione presso la scuola professionale
Gewerbeschule Lörrach.
Il programma prevede l'insegna- Una macchina per tutte le fasi di formazione
mento della modalità manuale
classica nel primo anno di forma- Gli apprendisti dei profili professionali e del moderno video touch del control-
zione, mentre nel secondo e nel di meccanico industriale, meccanico di lo numerico per torni HEIDENHAIN.
terzo si passa alla lavorazione su lavorazione ad asportazione, costruttore "Il livello delle macchine destinate alla
macchine automatiche. Con il tor- di utensili e meccatronico apprendono formazione nelle aziende è molto diver-
nio KD 400 di DMT è ora possibile principalmente la tornitura sulle mac- so, si va dalle versioni completamente
eseguire entrambe le lavorazioni chine. Nel complesso sono 370 gli ap- automatiche di ultima generazione fino
su un'unica macchina, in quanto il prendisti della scuola professionale per a quelle classiche manuali", sottolinea
nuovo tornio può lavorare con ci- i metalli e 70 gli studenti dell'istituto Andreas Schreck. "Con le macchine
cli sia in modalità manuale sia in professionale che si recano uno o due nuove siamo in grado di offrire prezioso
quella automatica. Martin Meier, giorni alla settimana nei laboratori e nel- valore aggiunto a tutti gli apprendisti du-
insegnante tecnico e tutor per i le officine della Gewerbeschule. E sono rante il percorso scolastico".
metalli alla Gewerbeschule Lörr- molto soddisfatti delle nuove macchine
ach, è entusiasta, proprio come i
suoi colleghi Andreas Schreck e
Jürgen Sperling: "Gli apprendisti
dispongono di macchine super-
moderne".
Nel complesso sono 14 le nuove KD 400
predisposte nei diversi laboratori e offi-
cine della Gewerbeschule Lörrach per
permettere agli studenti di familiarizzare
con la tornitura nei diversi anni di corso.
E non solo: anche la scuola di specializ-
zazione professionale, l'istituto tecnico
o le camere e le corporazioni utilizzano
le macchine per le loro offerte formative
e gli esami. Gli insegnanti responsabili
del parco macchine non possono quin-
di lamentarsi di uno scarso utilizzo delle
macchine.
In laboratorio gli studenti vengono
formati nella modalità manuale.
26Passare alle nuove macchine non è stato
assolutamente un problema per gli studenti.
In effetti, il passaggio dalle nuove mac-
chine DMT con controllo numerico per
torni HEIDENHAIN a un tornio ad au-
toapprendimento o CNC è un gioco da
ragazzi per gli studenti. Alla Gewerbe-
schule si esercitano con gli stessi cicli
e l'interfaccia tipica di un controllo nu-
merico per torni top di gamma. Per gli
apprendisti delle aziende con macchine
manuali, le macchine DMT rappresen-
tano pertanto la fase intermedia ideale
prima di passare alla realtà automatica.
Gli studenti che si abituano a utilizzare
le macchine CNC possono rapidamente
ritornare dalla lavorazione CNC al funzio-
namento manuale.
Klartext 69 + 07/2019 27" Siamo in grado di offrire una formazione
più innovativa e all'avanguardia durante
il percorso scolastico " .
Martin Meier, insegnante tecnico e tutor per i metalli, Gewerbeschule Lörrach
Una tecnologia Le macchine DMT lo consentono grazie Investimento in sicurezza
semplicemente alla loro meccanica sofisticata. Perché
in modalità manuale il volantino aziona, Perché il distretto di Lörrach ha investi-
convincente tramite una cinghia dentata, la vite a to per la sua scuola professionale pro-
ricircolo di sfere del relativo asse e fa prio in 14 di queste macchine? Sostitu-
Gli studenti non hanno avuto alcun girare in sincronia anche il motore. Con iscono in gran parte il parco macchine
blocco di fronte alle nuove macchine e l'encoder motore è possibile misurare allestito tra il 1950 e il 1980. Queste
al nuovo controllo numerico per torni. allo stesso tempo anche la posizione. macchine erano state fornite dalla Kern
"Eravamo preoccupati che gli studenti si Per il funzionamento del motore, il vo- di Lörrach, da cui è stata poi costituita
sentissero spaesati davanti alla grande lantino viene disaccoppiato tramite un la DMT: "Molte di queste macchine non
abbondanza di possibilità", ricorda Mar- giunto. La KD 400 si contraddistingue erano più conformi agli standard di si-
tin Meier. "Ma era una preoccupazione anche per una particolarità: disponen- curezza attuali e dovevano essere sosti-
del tutto infondata. Gli apprendisti non do di due motori di azionamento per tuite", afferma Martin Meier per spie-
hanno avuto alcun problema con le nuo- l'asse assiale e radiale, le slitte posso- gare il completo rinnovamento. "Con
ve apparecchiature dall'utilizzo assoluta- no traslare su questi assi anche in in- le nuove macchine siamo ora assoluta-
mente intuitivo e autoesplicativo. terpolazione. mente 'up-to-date'. Soddisfano tutti i re-
Il funzionamento
manuale per acquisire
il giusto feeling
Si continua a dare spazio alla formazione
base su macchine manuali nei program-
mi didattici e negli esami mentre il re-
sto del mondo parla di digitalizzazione,
interconnessione e automazione, i mo-
tivi li spiega molto chiaramente Martin
Meier: "Per comprendere le operazioni
di lavorazione ad asportazione di trucio-
lo è necessario che il tirocinante avverta
effettivamente le forze che si creano e
che agiscono nel processo. E questo è
possibile solo tramite il volantino che
collega meccanicamente l'utensile e la
mano dell'operatore.
28Puoi anche leggere