SIKO | Il cambio di formato verso Industria 4.0 - Whitepaper Cambio Formato Veloce - SIKO GmbH
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Whitepaper
›Cambio Formato Veloce‹
SIKO | Il cambio di formato verso Industria 4.0
...
Una guida per progettisti, sviluppatori,
operatori di macchine e acquirenti tecnici
Indice 1. Introduzione 4 1.1. Cosa significa cambio di formato 4 1.2. Come si implementa il cambio di formato 4 1.2.1. Regolazione della vite 5 1.2.2. Regolazione tramite spintori/guide lineari 5 1.2.3. Cambio di parti di formato 5 1.3. I vantaggi del cambio di formato ottimizzato 6 1.3.1. Maggior precisione per migliorare e garantire la qualità 6 1.3.2. Implementazione più rapida del cambio di formato per ridurre i costi 6 1.3.3. Maggior sicurezza di processo grazie al monitoraggio dei formati 6 1.4. Panoramica sui requisiti per il cambio di formato 7 1.4.1. Riduzione dei costi anche con regolazioni sporadiche 7 1.4.2. Maggior sicurezza nelle applicazioni critiche 7 1.4.3. Velocità ottimizzata dello spostamento per One-Piece-Flow 7 2. Cambio di formato manuale 8 2.1. Requisiti di base per la riproducibilità nel cambio di formato 8 2.2. Funzioni di base e struttura degli indicatori di posizione 8 2.2.1. Principio di misura assoluto e calibrazione 9 2.2.2. Risoluzione e precisione 9 2.2.3. Montaggio di indicatori di posizione con albero cavo 10 2.3. Indicatori di posizione meccanico-digitali (prevalentemente serie DA) 10 2.4. Indicatori di posizione elettronici (serie DE) 11 3. Cambio di formato monitorato APxx, APxxS 11 3.1. Requisiti di base per la sicurezza di processo nel cambio di formato 11 3.2. Indicatori di posizione integrati in rete 12 3.2.1. Indicatore valore reale con procedimento di misura senza contatto 12 3.2.2. Visualizzazione valore nominale e indicazione stato posizione per regolazioni della vite e guide lineari 12 3.2.3. Funzioni per ergonomia e facilità d‘uso 13 3.2.4. Uso flessibile con parametrizzazione 13 3.2.5. Applicazioni 14 3.3. Indicatori valore nominale monitorati 15 3.3.1. Visualizzazione stato posizione per cambio di parti di formato o utensile 15 3.3.2. Panoramica: riconoscimento di parti di formato con RFID 15

3 4. Cambio di formato automatico 15 4.1. Posizionatori compatti per una facile automazione degli assi esistenti 16 4.1.1. Struttura di base di un attuatore 16 4.1.2. Servomotore e strumenti software come soluzione globale per l‘integrazione 16 4.1.3. Classi di potenza differenti per applicazioni differenti 17 4.2 Descrizione funzionale dell‘attuatore 18 4.2.1. Scambio di dati di processo: valore nominale e reale, velocità 18 4.2.2. Flessibile mediante parametrizzazione 18 4.3. Predictive Maintenance -Monitoraggio dei valori diagnostici di corrente, temperatura, tensione 18 5. Integrazione in rete per un cambio di formato intelligente 19 5.1. Integrazione nelle unità di controllo macchina (PLC) 20 5.1.1. Requisiti e interfacce disponibili 20 5.1.1.1. Interfacce RS485 e CAN 20 5.1.1.2. Interfaccia IO-Link 21 5.1.1.3. Industrial-Ethernet-Schnittstellen 21 5.1.1.4. Scambio di dati di processo e diagnostici 21 5.1.2. Integrazione alternativa tramite convertitore di protocollo e RS485 21 5.2. Controllore HMI preimpostato come soluzione retrofitg 22 5.2.1. Retrofit per ottimizzare impianti esistenti 22 5.2.2. Componenti hardware per la riqualificazione 22 5.2.3. Predisporre e programmare soluzioni individuali 22 6. Panoramica: più automazione, più dati 23 6.1. L’importanza del cambio di formato intelligente per il futuro 23 6.2. Più intelligenza e connettività per Industria 4.0 23 7. I commenti di utenti / stampa 24 8. A proposito di SIKO GmbH 28

4
1. Introduzione
“Riscuote successo chi è in grado di pro-
durre il maggior numero di pezzi di un
determinato prodotto in poco tempo“
– questo assunto sui processi di produzi-
one industriale nella sua assolutezza non
vale più da tempo. Troppo diverse sono
oramai le condizioni del mercato, sempre
più individuali le richieste dei clienti.
Esiste una sempre maggiore varietà di
prodotti che si riflette nella diminuzione
delle dimensioni dei lotti di produzione.
Più si personalizzano i prodotti, più i
trend produttivi hanno vita breve e tanto
più si evolvono le esigenze di flessibilità
degli impianti di produzione. È questione
di disponibilità impiantistica ottimale,
nonché di riduzione dei tempi di fermo
macchina e approntamento per i lotti più 1.1. Cosa significa cambio 1.2. Come si implementa
piccoli, fino al lotto “uno”. di formato il cambio di formato
Pur essendo un termine un po‘ ingom- Il modo in cui il cambio di formato viene
Solo coloro che riescono ad offrire prezzi brante, nell’industria il cambio di forma- concretamente implementato a livello
interessanti anche per le piccole e medie to è presente ovunque, in ogni macchina tecnico, dipende dalla struttura della
quantità di prodotto, rimangono com- e settore. Che si tratti di macchine per macchina o dell’unità. Considerando ciò
petitivi. l’imballaggio o la lavorazione del legno, si distinguono tre varianti per il cambio di
si parla di formato quando si deve im- formato: regolazione della vite, regolazi-
Un fattore da non sottovalutare per postare una misura differente per un pro- one tramite spintori ovvero guide lineari
migliorare la disponibilità impiantis- dotto nuovo. Ancor prima dell’avvento e cambio di parti di formato.
tica, consiste nell’ottimizzazione dei dell’automazione, si rendeva necessario
tempi di riattrezzaggio nel cambio di movimentare gli assi in ogni macchina
prodotto, il cosiddetto cambio di forma- non appena si cambiava prodotto o se ne
to. Ciò non comporta necessariamente modificano le dimensioni, con lo scopo
un’automazione dispendiosa e complessa di consegnare esattamente quel preciso
dell’intero sistema. Bensì piuttosto un prodotto ordinato dal cliente. Il cambio
controllo mirato di tutti i punti di regola- di formato può essere infatti effettuato
zione al fine di ottimizzarli, oltre una do- sia manualmente tramite manovella, sia
tazione per ogni singolo asse di specifici in modo completamente automatico. Più
sistemi di posizionamento. individuali sono le richieste dei clienti,
Le possibilità vanno da una soluzione più sarà importante disporre di un cam-
economica puramente meccanica, ad bio di formato intelligente ed altamente
una soluzione idonea per industria 4.0, efficiente.
con sistemi di posizionamento “smart”,
cioè sistemi intelligenti tra loro collegati
in rete e comunicanti. Così, i processi
produttivi possono essere progettati
in modo efficiente e i costi ridotti al
minimo. Il presente whitepaper mostra
quali possibilità esistono per un cambio
di formato intelligente, quali requisiti
sono richiesti per il monitoraggio e
l’automazione del cambio di formato e
come si implementa.
5
1.2.1. Regolazione della vite
La regolazione della vite rappresenta la variante più comune per il cambio di forma-
to, ad es. nelle macchine per l’imballaggio, la lavorazione del legno o da stampa. Il
formato, ovvero l’asse della macchina, viene regolato dal movimento rotatorio di una
vite. Ciò può avvenire manualmente mediante manovella o volantino (vedi Capitolo 2
Cambio di formato manuale) oppure in modo completamente automatico mediante un
attuatore (vedi capitolo 4 Cambio di formato automatico).
La regolazione della vite offre un’opzione di regolazione estremamente precisa, in
quanto di regola per impostare l’unità vengono percorsi solo pochi millimetri per giro.
Al contrario, con la guida lineare, con cui si esegue uno spostamento manuale, risulta
molto più difficile fissare un valore in modo altrettanto preciso.
1.2.2. Regolazione tramite spintori/guide lineari
Laddove per il cambio di formato non è disponibile una vite, si utilizza una guida li-
neare; si spinge una slitta sopra un’asta, e, mediante questo meccanismo, regolata la
nuova posizione. Ciò richiede però una grande sensibilità e manualità per poter otte-
nere una regolazione corretta. Un’applicazione tipica per il cambio di formato lineare
è data dalle seghe circolari, dove la battuta per il legno va spostata di una misura
corretta per poter tagliare la tavola della dimensione giusta. Nel cambio di formato
lineare la versione manuale è più comune rispetto a quella automatica, poiché risulta
molto più difficile e complesso automatizzare un movimento lineare rispetto ad un mo-
vimento rotatorio. Per poter regolare una guida lineare nel modo più preciso possibile,
il cambio di formato monitorato con l’ausilio di indicatori di posizione compatibili con
sistema bus rappresenta comunque buona opzione (vedi capitolo 3 Cambio di formato
monitorato).
1.2.3. Cambio di parti di formato
Quando per la regolazione di un nuovo formato non si tratta più di movimentare sem-
plicemente gli assi ma piuttosto di sostituire parti di formato, ovvero singoli utensili
o parti di macchina in quanto tali, SIKO fornisce soluzioni per il monitoraggio atte a
garantire la corretta esecuzione di questo cambio manuale (vedi capitolo 3.3 Indica-
tori valore nominale monitorati). Il cambio di parti di formato potrebbe anche essere
effettuato automaticamente; ciò richiederebbe l’intervento della robotica, che però
non è oggetto del presente Whitepaper.
AP10T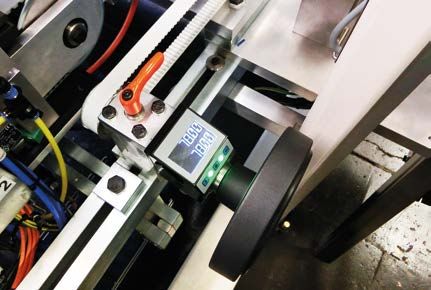
6
1.3. I vantaggi del cambio La riproducibilità rappresenta quindi un 1.3.3. Maggior sicurezza di
di formato ottimizzato fattore decisivo nel cambio di formato al processo grazie al monitoraggio
La modifica delle impostazioni di una fine di garantire una qualità costante del dei formati
macchina nasconde sempre il rischio di prodotto. Oltre alla riproducibilità e alla ridu-
commettere errori. Ottimizzando il cam- zione dei costi grazie alla velocità,
bio di formato in termini di monitoraggio l’aumento della sicurezza del processo
o addirittura automazione, si può elimi- 1.3.2. Implementazione più costituisce un ulteriore fattore a favore
nare questo rischio e ottenere una mig- rapida del cambio di formato dell‘ottimizzazione del cambio di forma-
liore risposta alle esigenze di flessibilità per ridurre i costi to. Con il cambio di formato monitorato
dei processi produttivi. L‘effetto della riduzione dei costi ottimiz- lo stato della posizione viene chiaramen-
zando la velocità dei tempi di appronta- te indicato da un LED luminoso, verde
mento risulta più evidente con il cambio significa „posizione corretta“, rosso
1.3.1. Maggior precisione per di formato monitorato e completamente segnala „posizione non corretta“. È er-
migliorare e garantire la qualità automatico. Se nel cambio di formato gonomico per l‘operatore e, cosa ancora
Per impostare o regolare una determi- monitorato il valore da impostare viene più importante, leggibile per l’unità di
nata posizione di un asse, è innanzitutto già visualizzato direttamente sull‘asse, controllo macchina di livello superiore.
necessario un sistema di misura con cui tramite l’unità di controllo macchina, In questo modo è possibile programmare
poter determinare la posizione attuale l‘operatore non ha più bisogno di cercare la macchina così da farle riprendere la
dell‘unità. Con dispositivi di misura non i valori nelle liste prodotti memorizzate. produzione solo una volta che tutte le
sufficientemente precisi, non si potrà Il cambio di formato completamente posizioni sono state regolate corretta-
nemmeno modificare con precisione la automatico diventa ancora più effici- mente dopo il cambio formato. La compa-
posizione. ente se non si deve azionare a mano la tibilità con sistema bus degli indicatori di
manovella, perché è l’attuatore che si fa posizione è fondamentale affinché l’unità
In assenza di un sistema di posizio- carico del posizionamento, „premendo di controllo macchina possa leggere e
namento preciso, aumenta il tasso di un pulsante“. monitorare i valori di posizione.
errore del processo. La qualità più o
meno buona del prodotto dipende spesso Le macchine tecnicamente non troppo Grazie alla compatibilità con sistema
dall‘esperienza dell‘operatore. Durante complesse hanno talvolta un’unica scala bus, l’unità di controllo macchina riceve
la regolazione manuale possono anche su cui l‘operatore deve leggere la posi- i valori reali dall‘indicatore di posizione
verificarsi errori che influiscono negati- zione in modo autonomo (non più molto (lettura) e può a sua volta comunicare i
vamente sul risultato del prodotto. Nel diffuso nell’area europea). In tal caso, valori nominali (scrittura).
peggiore dei casi può capitare di produr- l‘impiego di un indicatore di posizione
re prodotti difettosi, prima di accorgersi meccanico accelererebbe anche il pro-
di aver regolato la macchina in modo cesso di regolazione, semplificando la
errato. leggibilità e la riproducibilità dei valori
reali. In generale, tuttavia, l‘aspetto
L‘ottimizzazione del cambio di formato della riduzione dei costi attraverso un
ha anche lo scopo di aumentare la pre- cambio di formato accelerato si riferisce
cisione di ripetibilità. Dopo un cambio, alla variante monitorata e completamen-
un prodotto dovrebbe ritornare ad essere te automatica.
disponibile con la stessa forma e qualità
anche per una rinnovata produzione.
EFFICIENZA ECONOMICA
COST EFFECTIVENESS
FREQUENZA DI REGOLAZIONE
ADJUSTMENT FREQUENCY
7
1.4. Panoramica sui requisiti 1.4.2. Maggior sicurezza nelle 1.4.3. Velocità ottimizzata
per il cambio di formato applicazioni critiche dello spostamento per
Ci sono applicazioni, ad esempio nel One-Piece-Flow
settore farmaceutico, dove bisogna Nella produzione di tipo One-Piece-Flow,
1.4.1. Riduzione dei costi anche assicurarsi al cento per cento che, dopo l‘automazione del cambio di formato
con regolazioni sporadiche il cambio di formato, la posizione sia riduce notevolmente i tempi di riattrez-
Oggi le aziende stanno valutando la stata raggiunta correttamente - indipen- zaggio. Un classico prodotto frutto di
possibilità di ottimizzare il cambio di dentemente dal fatto che ciò avvenga One-Piece-Flow è il fotolibro individuale
formato, soprattutto quando nel loro una volta a settimana o ogni ora. Qui il che può essere realizzato in diversi for-
caso si tratta di cambi frequenti, perché cambio di formato monitorato risulta mati di carta e differenti grandezze e
in tal modo l’investimento risulterebbe indispensabile. Nelle macchine vengono deve essere prodotto in quantità molto
redditizio. ad esempio impostate le dimensioni piccole fino ad un solo esemplare. Uti-
Tuttavia, è prevedibile che a medio ter- delle confezioni per i medicinali. Bisogna lizzando il cambio di formato manuale
mine dovranno essere ottimizzati anche quindi monitorare la corretta alimentazi- un prodotto tale non sarebbe pagabile
i cambi di formato sporadici per quanto one dei medicinali, il peso dei medicinali né commercializzabile. Con l’attuale
riguarda il monitoraggio o addirittura o il numero di pillole che vanno in una tendenza verso prodotti così specifici
l‘automazione. I tempi di approntamen- confezione. Tutti questi aspetti sono re- per il cliente in quantità molto piccole,
to sono troppo lunghi anche in caso di golati da un unico cambio di formato. l‘automazione completa risulta assoluta-
cambi poco frequenti, per cui, in linea mente necessaria.
di principio, l‘ottimizzazione risulta Un‘altra applicazione tipica è la rego-
comunque interessante. La SIKO GmbH lazione in altezza di una telecamera di
sta lavorando a soluzioni più economiche ispezione. Qui la regolazione deve adat-
nell’ambito del cambio completamente tarsi alle differenti altezze dei prodotti,
automatico, in modo tale che i costi perché l‘ispezione possa funzionare con
possano ammortizzarsi più rapidamente, sicurezza al 100%.
anche in presenza di cambi di formato
sporadici.
TEMPI DI ALLESTIMENTO (min)
45
40
SET-UP TIMES (min)
35
30
25
20
15
10
5
0
Indicatori di posizione Indicatori di posizione Attuatori
meccanico-digitali elettronico-digitali
Mechanical digital Electronic digital Actuators
position indicators position indicators
8
2. Cambio di formato manuale 2.2. Funzioni di base e struttura
Il cambio di formato manuale è la varian- degli indicatori di posizione
te più semplice ed economica destinata L‘elemento centrale di ogni indicatore di tamente esente da manutenzione. Un
alle macchine base con sporadici cambi posizione è il sistema di misura, poiché cuscinetto a strisciamento di questo tipo
di formato. Si utilizzano indicatori di po- la posizione viene registrata mediante è progettato per velocità fino a 500 giri
sizione meccanico-digitali o elettronici misurazione. Il sistema di misura vanta al minuto, che risulta essere un dimensi-
che determinano il posizionamento in un’elevata precisione, di norma con una onamento perfettamente adeguato per le
modo economico e affidabile. tolleranza di circa ±0.5 gradi. Un indica- regolazioni manuali.
tore di posizione fornisce inoltre valori
Fa. Dreistern digitali controllabili con la possibilità Oltre al sistema di misura, un indicatore
di valori di visualizzazione differenti a di posizione contiene anche un display.
seconda del corrispondente passo della Una variante è data dagli indicatori di
vite. Di regola il movimento rotatorio posizione meccanico-digitali, i cosiddetti
della vite viene convertito in un movi- contatori SIKO, che rappresentano i va-
mento lineare che regola una slitta. Il lori in cifre decimali in potenze di dieci
passo della vite indica quale percorso li- sotto forma di rulli numerici. Da qui il
neare viene compiuto per giro. Ciò dipen- termine “digitale“, pur non trattandosi di
de sempre dalla dimensione strutturale display elettronici. Gli indicatori di posi-
della vite. zione elettronici dispongono invece di un
display LCD.
Anche per gli indicatori di posizione
meccanici vi sono numerosi rapporti per Per il cambio di formato monitorato in-
mappare le specifiche applicazioni del terviene la serie AP, che visualizza anche
cliente – 1,5 millimetri per giro o, ad es- il valore target di regolazione nella se-
empio con riduttore, anche 15 millimetri conda riga dell’indicatore.
All’interno della catena di processo “Formatura dei per giro. Decisivo per la riqualificazione
metalli“ gli indicatori digitali sono responsabili economica e senza problemi degli indica-
dell’allineamento degli utensili.
tori di posizione è il montaggio tramite
albero cavo (vedi anche capitolo 2.2.3).
2.1. Requisiti di base Inoltre, l‘indicatore di posizione è dotato
per la riproducibilità nel di un cuscinetto a strisciamento con
cambio di formato lubrificazione a vita, quindi è comple-
La posizione attuale di una vite deve
innanzitutto essere misurata con un La finestrella
sistema di misura adeguato e con una funge da lente
precisione definita. Inoltre, per la ripro- consentendo
ducibilità la posizione reale deve essere modelli com-
patti.
leggibile con valori chiari.
Questi sono fondamentalmente anche i
requisiti di base nel cambio di formato
tramite spintori o anche per il cambio di
parti di formato. Le parti di formato de-
vono essere chiaramente contrassegnate
per garantire che l‘operatore reinserisca
sempre le stesse parti richieste.
I riduttori
possono essere
adattati in modo
molto flessibile
ai rapporti
preimpostati.
Il sistema a riduttori variabili, il
funzionale design complessivo
con una semplice tecnologia a
innesto e bloccaggio, fanno degli
indicatori di posizione meccanici
un classico a basso costo.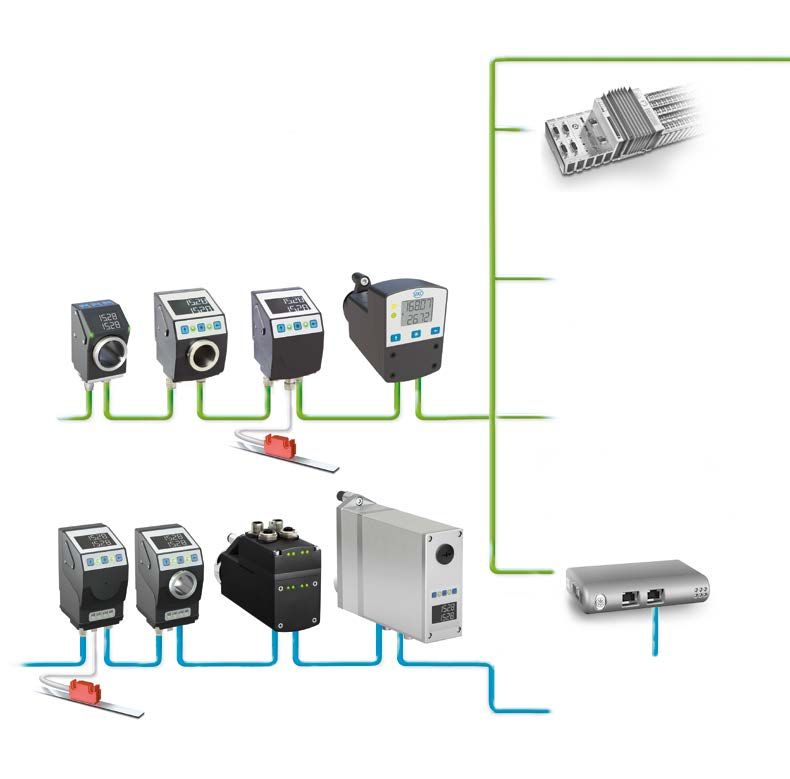
9
2.2.1. Principio di misura Sia gli indicatori di posizione elettronici guardi verso l’indicatore più da sinis-
assoluto e calibrazione che quelli meccanici funzionano quindi tra o da destra (errore di parallasse).
Gli indicatori di posizione funzionano se- secondo il principio di misura assoluto L’imprecisione nella lettura del valore è
condo un principio di misurazione asso- richiedendo una sola calibrazione in fase eliminata con l’uso di indicatori di posi-
luto che non deve essere costantemente di installazione. Con il sistema elettroni- zione meccanico-digitali ed elettronici.
referenziato, ciò significa che l’indicatore co ciò si ottiene premendo un pulsante,
riceve/misura un valore di posizione con gli indicatori meccanici serrando Un ulteriore aspetto in termini di pre-
assoluto memorizzato in modo per- l‘albero cavo già durante il montaggio. cisione è dato dall‘elevata precisione
manente. Negli indicatori di posizione di sistema degli indicatori di posizione.
elettronici delle serie DE e AP ciò avviene Per la serie AP corrisponde a ±0.5 gradi.
tramite una batteria, cioè funzionano 2.2.2. Risoluzione e precisione Un esempio dell‘elevata precisione di
secondo un sistema di misura assoluto La risoluzione indica il più picco- misura: con passo della vite di due milli-
alimentato con batteria tampone, da re- lo passo di misura leggibile fornito metri - cioè l‘impostazione cambia di due
ferenziare una sola volta, e rilevamento dall’indicatore; per l’indicatore elett- millimetri a ogni rotazione del volantino
di posizione garantita anche in assenza ronico AP05, ad esempio, sono 720 - con ± 0,5 gradi lo scostamento è di soli
di alimentazione macchina. incrementi per giro, cioè passi di misura ± 3 µm.
di 0,5 gradi sull‘albero, che rappresenta
Gli indicatori di posizione meccanici un‘elevata precisione. Tuttavia, l‘effettiva precisione di impos-
possono anche essere definiti un sistema tazione della posizione di regolazione
di misurazione assoluto già per il loro Già solo il fatto che gli indicatori di dipende fortemente anche dalla qualità
principio di funzionamento. posizione forniscano una chiara visua- di componenti meccanici, guide e vite.
lizzazione del valore misurato, aumenta Qui vanno prese in considerazione le
Se l’indicatore con l‘albero cavo è posi- la precisione di questo tipo di cambio tolleranze meccaniche. Il gioco della vite
zionato sulla vite e fissato con una vite di formato. Talvolta ci sono modi molto può essere compensato con la funzione
senza fine in una determinata posizione, semplici per impostare il formato, ad di posizionamento loop (cfr. Capitolo
qui si ottiene un riferimento assoluto esempio tramite una scala di misura 3.2.3 Funzioni per ergonomia e facilità
da cui inizia il conteggio. Spostando e sulla macchina, sulla quale si muove un d‘uso)
fissando altrove l’indicatore sulla vite, indicatore con cui si può impostare una
questo punto diventa il nuovo riferimen- posizione sulla vite.
to assoluto.
Con questo metodo, però,
l‘interpretazione del valore misurato
dipende dall‘osservatore, a seconda che
Fa. WIPOTEC
10
2.2.3. Montaggio di indicatori 2.3. Indicatori di posizione
di posizione con albero cavo meccanico-digitali
Il montaggio tramite albero cavo è facile (prevalentemente serie DA)
da realizzare: di norma, le viti di rego- Gli indicatori di posizione meccanico-di- La caratteristica speciale degli indicatori
lazione hanno sempre un albero pieno gitali, ormai noti come contatori origina- di posizione meccanici è che sono idonei
per il montaggio di una manovella o di li SIKO, sono leader nel mercato. I valori esclusivamente per una determinata
un volantino. Grazie all‘albero cavo, gli possono essere rilevati con grande preci- applicazione, vale a dire che si configura
indicatori di posizione possono essere sione e visualizzati in modo chiaramente una specifica variante del dispositivo per
facilmente applicati e montati tra la leggibile. Grazie ai diversi modelli, gli l‘applicazione con quel particolare passo
macchina e questo elemento di comando. indicatori di posizione della serie DA si della vite nella risoluzione desiderata.
adattano a diverse esigenze applicative. In definitiva, non esiste l’indicatore di
Ci sono versioni molto compatte per gli posizione meccanico per eccellenza,
spazi ristretti, mentre per i percorsi di bensì spesso diverse varianti a disposi-
regolazione lunghi risultano più adatti zione di una macchina. A seconda della
indicatori più grandi con ampio campo struttura, un indicatore è adatto solo per
di misura. Il valore di visualizzazione per un’applicazione specifica. L’applicazione
giro è progettato per adattarsi al passo va determinata in anticipo e il proget-
della vite richiesto tramite il riduttore tista deve definire in dettaglio i requisiti
integrato. Facilità di applicazione e bas- per la visualizzazione prima di poter
so costo sono caratteristiche apprezzate consegnare il dispositivo - diversamente
in attività di retrofit. Grazie alla già cita- dagli indicatori di posizione elettronici
ta lubrificazione a vita, risultano altresì che possono essere programmati per dif-
esenti da manutenzione e con una lunga ferenti applicazioni.
durata di vita.
DA02 DA04 DA05/1 DA08 DA09S DA10 DA10R/111
2.4. Indicatori di posizione 3. Cambio di formato
elettronici (serie DE) monitorato APxx, APxxS
Il vantaggio decisivo degli indicatori Gli indicatori della serie DE sono inoltre Ancor più intelligenti rispetto agli in-
di posizione elettronici della serie DE indicatori assoluti con funzionamento dicatori di posizione elettronici per il
rispetto a quelli meccanico-digitali sta della batteria fino a otto anni, a garanzia cambio di formato manuale, sono gli
nella programmabilità libera per un uso di una lunga autonomia operativa. indicatori di posizione elettronici della
flessibile. Nell’indicatore di posizione si serie AP per il cambio di monitorato. In
possono configurare liberamente svariati Rispetto agli indicatori di posizione aggiunta dispongono di un’interfaccia
parametri: il passo della vite, le cifre de- meccanico-digitali, con gli indicatori bus. Nel funzionamento controllato
cimali, il senso di rotazione, la posizione elettronici si possono ottenere risoluzio- da bus è possibile scambiare i valori di
di montaggio, e l‘utilizzo in modalità ni molto elevate. posizione target e attuale tra i singoli
angolare. Tutti questi aspetti, come indicatori di posizione assoluti e l’unità
descritto al punto 2.3, negli indicatori Negli indicatori meccanici il rapporto di di controllo superiore.
meccanici sono finalizzati ad un‘unica trasmissione è limitato, normalmente
applicazione. Con gli indicatori elettroni- a circa 150 passi di conteggio per giro.
ci si può standardizzare di più, riducendo Con gli indicatori elettronici si possono 3.1. Requisiti di base per
i costi di transazione e magazzinaggio. invece misurare fino a 3.600 passi di con- la sicurezza di processo
Grazie alla flessibilità dei valori pro- teggio per giro, con la conseguenza che nel cambio di formato
grammabili, risultano particolarmente risulta senz’altro possibile una divisione Mentre il cambio di formato manuale
adatti per viti non metriche, ad es. viti in in decimi di grado, impensabile con la metteva in primo piano il requisito di
pollici dell‘area americana, così come per variante meccanica. riproducibilità, nel cambio di formato
i riduttori, cioè regolazioni che non sono monitorato è al primo posto la sicurezza
riconducibili a passi interi della vite. Considerando gli indicatori di posizione del processo. Grazie all‘integrazione del
Generalmente la libertà di programmabi- meccanici e elettronici un fattore positi- bus degli indicatori di posizione, la ne-
lità è utile nella costruzione di macchine vo è dato dalla compatibilità di montag- cessaria sicurezza di processo viene rag-
speciali. gio tra i due, che rende non problematici giunta centralmente attraverso l’unità
il riattrezzaggio o l’espansione. Ciò è di controllo della macchina. È l‘unità di
Un altro vantaggio: il rilevamento affida- in parte già visibile nella designazione controllo che invia i valori target agli
bile dei valori di misura degli indicatori della serie, risultando DA04 e DE04 com- indicatori di posizione e legge i valori
di posizione elettronici grazie al metodo patibili nel montaggio. reali misurati.
di misurazione magnetico o capacitivo.
Il movimento dell‘asse non viene più In base allo stato della posizione tras-
rilevato da un ingranaggio, ma senza messo, dà il via libera all‘intero impianto
contatto. In special modo il metodo di solo dopo un feedback corretto di tutte
misura magnetico risulta particolar- le posizioni della vite regolate manu-
mente robusto e insensibile a sporco o almente, in tal modo non si verificano
vibrazioni, adattandosi così all‘impiego più scarti o danni ai moduli macchina a
in condizioni ambientali difficili. causa di assi di movimentazione regolati
in modo errato. Produttività ed efficienza
degli impianti di produzione aumentano
notevolmente grazie al cambio di forma-
to monitorato con gli indicatori di posizi-
one elettronici compatibili con bus.
DE04 DE10 DE10P
AP05 AP10 AP10S AP10T AP20 AP20S12
3.2. Indicatori di posizione 3.2.2. Visualizzazione valore
integrati in rete nominale e indicazione sta-
Gli indicatori di posizione elettronici Ancora una volta va evidenziata, to posizione per regolazioni
ricevono i loro parametri di base e la l‘elevata precisione offerta dalla serie della vite e guide lineari
posizione nominale da impostare di volta AP; l’indicatore AP05 ha una risoluzione L’unità di controllo della macchina stabi-
in volta dall’unità di controllo macchina di 720 incrementi per giro. Ciò vale non lisce i valori nominali che vengono visua-
tramite bus di campo. I valori nominali solo per la regolazione monitorata della lizzati nella seconda riga dell‘indicatore
sono memorizzati nella gestione dei vite, ma anche per le regolazioni lineari di posizione. La particolarità del cambio
prodotti/formati all‘interno dell’unità con spintore. AP10S offre un indicatore di formato monitorato sono inoltre le
di controllo della macchina, per ogni preciso che dispone di un sensore mag- due spie LED che indicano chiaramente
prodotto da produrre nella gestione dei netico esterno (MS500H) capace di rag- lo stato della posizione con il verde per
formati si trova un registro con tutti i giungere una precisione molto elevata „Posizione corretta“ e il rosso per „Po-
valori nominali necessari alla regolazi- con una risoluzione tipica di 0,01 mm e sizione non corretta“. In questo modo,
one richiesta/corretta della macchina. una precisione di sistema di ±35 µm. forniscono all‘operatore un orientamen-
Di volta in volta possono essere neces- to su quali sono i punti di regolazione
sarie diverse posizioni di regolazione. da correggere. Difatti, con un cambio di
Attraverso gli indicatori di posizione prodotto non vanno modificate sempre
monitorati collegati in rete bus l’unità tutte le posizioni, pertanto, una volta
di controllo macchina può scrivere i va- che sono stati trasmessi i nuovi valori
lori nominali e visualizzarli sul display, nominali, i LED che indicano le posizioni
nonché in parallelo, leggere anche la po- da cambiare diventano rossi, mentre gli
sizione effettiva misurata dall‘indicatore altri rimangono verdi. L‘operatore può
di posizione. L‘indicatore di posizione vedere direttamente quali posizioni deve
confronta nel contempo internamente i modificare. Gli indicatori di posizione
valori nominale e reale e fornisce infine meccanici sono privi di questa intelligen-
RS485
lo stato della posizione, indipendente- za mostrando essi solamente la posizio-
mente dal fatto che si sia raggiunta o ne in cui si trovano con la conseguenza
meno la posizione desiderata. che è l‘operatore a dover confrontare i
3.2.1. Indicatore valore re- valori target e reali nella sua lista forma-
Lo stato della posizione viene visua- ale con procedimento di ti manualmente e apportare le modifiche
lizzato chiaramente per l’operatore misura senza contatto necessarie - operazione che aumenta la
dell‘impianto tramite due spie LED con Anche gli indicatori elettronici con suscettibilità agli errori nel cambio di
luce rossa o verde. interfaccia bus funzionano secondo il formato. Grazie alla variante monitorata
Inoltre, lo stato della posizione può principio di misura magnetico per rileva- con l‘utilizzo di LED di stato, affidabilità
essere letto in qualsiasi momento re con precisione il valore reale. Essendo e sicurezza del processo risultano note-
dall’unità di controllo macchina tramite un procedimento senza contatto, è com- volmente migliorate.
l‘interfaccia bus di campo. Gli indicatori pletamente esente da usura e resistente
di posizione sono integrati nella rete contro sporco e condizioni ambientali
della macchina tramite varie interfacce gravose (fino a IP65).
integrate, RS485, CAN bus, IO-Link, Pro- Gli indicatori elettronici AP sono pro-
finet, EtherNet/IP, EtherCAT o Powerlink. gettati/costruiti per lavorare con shock,
Quando si utilizza l‘RS485 integrata, è urti e vibrazioni tipici dell’industria mec-
possibile implementare interfacce ag- canica/automazione per alta affidabilità
giuntive usando un convertitore di proto- di funzionamento, il sistema di misura
collo, ad es. Profibus, Profinet, EtherNet/ assoluto (alimentato da batteria tampo-
IP, EtherCAT, CC-Link, Device-Net o Cont- ne) elimina la necessità ricerca del punto
rolNet. Sono disponibili blocchi funzione di riferimento.
per interfacce e controllori selezionati
al fine di facilitare la configurazione
degli indicatori elettronici direttamente
nell’ambiente di programmazione del
controllore di livello superiore.13
3.2.3. Funzioni per ergonomia e
facilità d‘uso
Oltre alla sicurezza di processo, rappre-
sentano un vantaggio in termini di ergo-
nomia e facilità d’uso anche la funzione
LED e l‘indicatore di direzione freccia in-
tegrato. Quest’ultimo indica chiaramente
all‘operatore in che direzione deve effet-
tuare la regolazione. Le frecce puntano a
sx o a dx o anche in senso orario o anti-
orario. Gli indicatori LED funzionano allo
Grafico 1
stesso modo. In ogni dispositivo ci sono
due LED a sx e a dx, a seconda di quale
LED diventa rosso, è indicata/richiesta
regolazione in quella direzione (grafico
1). Così l‘operatore non è costretto ad
interpretare i valori numerici per capire
se un determinato valore target è stato
raggiunto – grazie ai LED è sufficiente il
colpo d’occhio per trovare la posizione
di destinazione. Non appena l‘operatore
raggiunge la posizione di destinazione
desiderata, i due LED diventano verdi
indicando il raggiungimento del target
(finestra di posizionamento inclusa).
Oltrepassando il valore target il LED di
direzione di posizionamento opposto si Grafico 2
accende rosso guidando l’operatore ver-
so la regolazione corretta.
A questo punto bisogna fare riferimento
al posizionamento loop (funzione inte-
grata di recupero del gioco). Regolando
la vite può verificarsi un gioco meccanico
che si può compensare con l’ausilio del
posizionamento loop. Il programmatore
della macchina può definire che il valo-
re target vada sempre raggiunto dalla
stessa direzione avendo, quindi, mec-
canica della macchina sempre a pacco
dalla stessa parte; questo è possibile
definendo direzione di avvicinamento e 3.2.4. Uso flessibile con parame- tramite i tasti operativi e la corrispon-
lunghezza loop. Il grafico 2 illustra la trizzazione dente struttura del menu, ma via unità
funzione con un esempio: la direzione in centrale è più efficiente.
La libera parametrizzazione dei dispositi-
cui ogni posizione nominale va avvicina- vi AP offre una flessibilità simile a quella
ta è positiva. Caso 1: la nuova posizione La parametrizzazione delle unità può
della serie DE. In questo caso il particola-
è maggiore rispetto alla posizione reale; anche, tramite interfaccia bus, essere
re vantaggio sta nella parametrizzazione
allora la posizione nominale va avvicina- memorizzata (backup completo confi-
che si può e dovrebbe effettuare tramite
ta direttamente. gurazione) nell’unità di controllo della
interfaccia bus. In tal modo tutti gli
macchina. In caso di sostituzione di un
indicatori di posizione vengono montati
Caso 2: la nuova posizione è minore indicatore è di sicuro molto vantaggioso
con impostazioni di fabbrica e collegati al
rispetto alla reale. Le frecce direzionali se nell’unità di controllo macchina risulta
bus di campo; così il programmatore può
dell‘indicatore di posizione ed anche i led memorizzata l‘intera parametrizzazione
trasferire la parametrizzazione ai singoli
(cambiando automaticamente lo stato da che può essere così trasferita direttamen-
dispositivi centralmente dall’unità di
spento a rosso a verde) LED indicano che te al nuovo indicatore. In questo modo la
controllo macchina, mentre sui dispositivi
si deve spostare oltre la posizione nomi- macchina è pronta all’uso più velocemen-
dovrà solo impostare l‘indirizzo bus. È
nale di una lunghezza pari al loop. Alla te. Pertanto la raccomandazione è quella
vero che la programmazione completa
fine il valore nominale viene avvicinato di gestire la parametrizzazione a livello
degli indicatori di posizione è possibile
in direzione positiva. centrale.14
3.2.5. Applicazioni
Esistono applicazioni per cambi di for-
mato monitorati nei più disparati settori
dell’industria. Settori quali quello del
packaging, delle macchine per la lavo-
razione del legno, delle macchine da
stampa, etc., per le quali è richiesta
un’elevata sicurezza di processo, trova-
no una soluzione efficace/performante
nel volantini con integrazione in bus di
campo.15
3.3. Indicatori valore 4. Cambio di formato
nominale monitorati automatico
Mentre con gli indicatori di posizione Il passo successivo al monitoraggio del L‘automazione elimina una tale scomodi-
elettronici per regolazione di vite e spin- cambio di formato è dato dalla completa tà, comportando in ultima analisi anche
tore lineare (capitolo 3.2) il rilevamento automazione delle regolazioni tramite un significativo aumento dell‘efficienza
del valore rappresenta una parte impor- attuatori compatti. Sono due i motivi e della sicurezza degli impianti non es-
tante della funzionalità, nel cambio di pro automazione: da un lato, si riducono sendo più necessario l’intervento umano
formato tramite sostituzione integrale di notevolmente i tempi di riattrezzaggio, in zone potenzialmente pericolose per
parti macchina si tratta solo di visualiz- fattore particolarmente interessante organi in movimento.
zare sul posto il valore target in formato in caso di frequenti cambi di prodotto. L‘automazione con gli attuatori passa
testo. Dall’altro, si consideri che ci sono spesso esclusivamente per la regolazione della
assi di difficile accesso, raggiungibili ad vite, poiché l‘attuatore è un sistema pro-
esempio solo con una scala o rimuovendo priamente rotante.
3.3.1. Visualizzazione sta- parti del carter.
to posizione per cambio di
parti di formato o utensile
L’indicatore di valore testo AP10T è uti-
lizzato per il cambio di parti di formato o
utensile. Un classico esempio viene dalla
lavorazione del legno: la parete latera-
le di uno scaffale richiede di praticare
fori per i ripiani. In caso di produzione
di scaffali di differenti misure, vanno
sostituite le punte. Con questo cambio
AG26 AG25 AG06 AG05
utensile, la designazione corretta può 13 Nm 5 Nm 13 Nm 5 Nm
essere visualizzata nell’indicatore di va-
lore nominale AP10T, se utensile o parte
di formato sono contrassegnati chiara-
mente. Premendo l’apposito pulsante sul
dispositivo, l‘operatore conferma che la
parte di formato è stata correttamente
cambiata. La sicurezza di processo vie-
ne fortemente aumentata, grazie alla
responsabilizzazione dell’operatore e
al supporto attivo/efficace che gli viene
fornito, che deve inserire e confermare la
parte di formato corretta. AG24 AG03/1 AG02 AG01
14 Nm 3.2 Nm 9 Nm 4.2 Nm
3.3.2. Panoramica: ri-
conoscimento di parti
di formato con RFID
Un’opzione per rendere più sicuro il cam-
bio di parti di formato, è il riconoscimento
della parte tramite RFID. In sostituzione
o aggiunta all’etichettatura con adesivo
o incisione laser, grazie a un chip RFID
le parti di formato possono essere lette
elettronicamente via radio, consentendo il
riconoscimento automatico. Tra i costrut-
tori di macchine cresce la necessità di tale
automazione, soprattutto in punti parti-
colarmente critici per il processo, dove si
beneficerebbe del monitoraggio RFID in
termini di sicurezza di processo. SIKO sta
lavorando all‘integrazione di una testina
di lettura RFID nell’indicatore di posizione
AP10T per garantire il riconoscimento
sicuro al 100% di parti di formato.16
4.1. Posizionatori compatti Diverse interfacce standard consentono 4.1.2. Servomotore e strumenti
per una facile automazione la comunicazione diretta con l’unità di software come soluzione
degli assi esistenti controllo macchina superiore (PLC), che globale per l‘integrazione
fornisce all‘attuatore i valori target di In aggiunta all’attuatore, a supporto e
formato e il comando di avvio, fungendo per aumentata facilità di integrazione,
4.1.1. Struttura di base da centro di coordinamento. La rego- SIKO offre diversi strumenti software. Ad
di un attuatore lazione del posizionamento completa- esempio, i singoli software driver (bloc-
L‘idea di base di un attuatore è il design mente automatico in relazione a valore chi funzione) possono essere caricati in
altamente integrato, grazie al quale di destinazione e velocità avviene però un’unità di controllo, così da semplificare
„tutti“ i componenti sono alloggiati nel all‘interno dell‘attuatore. l‘identificazione di un attuatore e, in
dispositivo stesso: il motore CC brushless I dati di processo, vale a dire posizione, ultima analisi, l’integrazione dello stesso
(che è esente da usura), un riduttore a velocità, senso di rotazione, corrente nel sistema esistente.
gioco ridotto e alta efficienza/affidabi- assorbita (valore di carico sull’albero),
lità, nonché trasduttori di posizione ed etc. vengono monitorati continuamente
elettronica di potenza e di controllo. In dall’elettronica integrata nell’attuatore
questo modo l‘attuatore può essere col- che così controlla la corretta esecu-
legato direttamente al controllore. zione del compito e, inoltre, forniti
in modo continuo per eventuale mo-
L‘attuatore si può facilmente adattare nitoraggio/integrazione da parte del
alla vite esistente grazie all‘albero cavo controllore. Questa funzione è estre-
integrato e alla geometria complessiva mante utile/importante per, ad esempio,
sviluppata per una estremamente facile/ l’implementazione di funzionalità di
rapida attività anche di retrofit su mac- diagnostica predittiva sull’impianto (vedi
chine esistenti dove si voglia rendere anche capitolo 4.3.).
automatici assi originariamente solo
controllati con indicatori digitali mecca-
nici (es.: DA04). Il cliente non è quindi
costretto ad adattare per l’attuatore la
struttura meccanica che aveva previsto
per il cambio di formato manuale. Il
semplice montaggio dell‘albero cavo
sulla vite consente l’upgrade a cambio
automatico. L‘attuatore si distingue in
particolare per la struttura compatta.
Lo spazio nelle unità macchina è spesso
molto limitato, per cui sono richiesti
dispositivi compatti che, nonostante le
piccole dimensioni, dimostrino grandi
prestazioni e funzionalità estese. Gli
attuatori compatti SIKO si distinguono
nettamente sotto questo aspetto da
qualsiasi altro sistema.17 4.1.3. Classi di potenza diffe- renti per applicazioni differenti La gamma di cambi di formato è relativa- mente ampia. Si inizia con una semplice regolazione di precisione, ad esempio nel settore della lavorazione del legno, dove la regolazione di precisione sulle bordatrici avviene manualmente trami- te una piccola manopola. Poiché una macchina di questo tipo ha molti assi di movimentazione, l‘automazione risulta molto interessante per i frequenti cambi di prodotto. Qui bastano coppie basse. Pertanto possono utilizzarsi attuatori di piccole dimensioni e bassa potenza. Il più piccolo attuatore SIKO AG05 da 50 watt è più che sufficiente per prestazioni del genere. All’estremità opposta ci sono ad esem- pio le macchine confezionatrici, dove i sistemi di alimentazione completi per le scatole di cartone devono essere regolati in larghezza a seconda delle dimensioni dell‘imballaggio, vale a dire che vanno spostate intere unità macchina. Ciò ri- chiede coppie relativamente elevate in grado di superare i dieci newton metri. Adatto a questo scopo è AG24, l’attuatore SIKO più grande. Le esigenze di regolazione nella fascia media sono molteplici e differenti. Semp- re nel settore dell’imballaggio un altro classico sono le cosiddette formatrici, che formano le scatole dai cartoni pie- gati. Per questa applicazione sono adatti attuatori di media potenza tra 50 e 70 watt, ad esempio l‘AG25.
18
4.2. Descrizione funzi- 4.2.2. Flessibile mediante 4.3. Predictive Maintenance
onale dell‘attuatore parametrizzazione -Monitoraggio dei valo-
Tramite l‘interfaccia bus si possono de- ri diagnostici di corrente,
4.2.1. Scambio di dati di finire numerosi parametri per adattare temperatura, tensione
processo: valore nominale e in modo ottimale l‘attuatore alla rispet- Dietro questo aspetto si nasconde la
reale, velocità tiva applicazione. L‘impostazione dello capacità diagnostica degli attuatori. I
In linea di principio, gli attuatori fun- spostamento in millimetri è il parametro diversi valori di visualizzazione e para-
zionano in due modi, considerati sul più semplice. Per farlo il programmatore metri dell‘attuatore consentono di trarre
mercato modalità operative standard: la deve sapere quanto percorso per giro vi- conclusioni sullo stato di funzionamento,
modalità di posizionamento e la moda- ene spostato sull‘asse. Questo parametro sia dell‘attuatore sia dell‘impianto, al fine
lità del numero di giri. Nella modalità di può essere memorizzato nell‘attuatore. di individuare tempestivamente eventuali
posizionamento, il valore nominale viene Sebbene si tratti di un movimento rotato- irregolarità o necessarie manutenzioni.
trasmesso all‘attuatore dal controllore e, rio, l‘attuatore può essere così impostato
se occorre, il controllore legge il valore direttamente su un certo numero di milli- Ad esempio, si può monitorare cos-
reale, non obbligatoriamente necessario, metri in spostamento lineare finale. tantemente la assorbita corrente dal
perché il valore reale viene monitorato motore. Se appare evidente che per un
anche direttamente dall’attuatore. Anche le rampe di accelerazione/ dece- certo periodo di tempo la corrente è
L‘attuatore si sposta autonomamente lerazione possono essere programmate in continuo aumento, pur se il carico
nella posizione desiderata alla velocità per fissare la velocità di accelerazione sull‘asse resta lo stesso, l’impianto va
richiesta precedentemente dal control- dell‘attuatore e la velocità o la ripidità controllato. Una causa possibile è la
lore. di frenata. Questo aspetto è importante necessità di pulire, se non lubrificare, la
per il posizionamento preciso affinché si vite. I parametri aiutano a individuare in
La modalità di posizionamento rappre- raggiunga in modo ottimale la posizione anticipo la necessità di manutenzione. Si
senta l‘applicazione classica, mentre la desiderata. può monitorare la corrente unitamente
modalità con il numero di giri non è così alla temperatura, che può essere letta
comune, ma risulta comunque partico- Anche la corrente massima può essere direttamente dall’attuatore. Se la tem-
larmente adatta, ad esempio quando si impostata come parametro per limitare peratura aumenta, significa che il carico
devono movimentare più assi in modo una certa coppia. In questo modo pos- sull‘attuatore è superiore al solito. Da
sincrono e si deve monitorare in tempo sono essere garantite alcune precauzioni ciò si può concludere che sull’attuatore
reale che tutti gli attuatori o gli assi di sicurezza. Si possono impostare anche possono essere mutate la temperatura o
abbiano la stessa altezza o la stessa po- altri parametri di regolazione, ad esem- le condizioni ambientali. Naturalmente i
sizione in un determinato momento. Ciò pio per poter posizionare correttamente dati vengono riportati anche al control-
è importante anche quando gli assi sono masse diverse con momenti d‘inerzia lore superiore, in modo che anche qui ad
inoltre collegati meccanicamente tra differenti. Anche il posizionamento loop es. la temperatura venga monitorata in
loro. In questa modalità, il controllore descritto nel capitolo 3.2.3. rappresenta continuo e si possano pianificare misure
specifica solo la velocità e la direzione un possibile parametro per compensare adeguate, se la temperatura supera un
e poi monitora costantemente il valore il gioco della vite. Si possono stabilire certo valore. Per evitare danni, ci sono
reale fino al raggiungimento della posi- valori limite per definire un campo di misure di sicurezza anche nell‘attuatore
zione desiderata. Quando l‘attuatore si posizionamento oltre il quale l’asse non che lo disinseriscono dalla rete se corren-
avvicina alla posizione, l’unità di cont- possa muoversi. te o temperatura superano i valori limite.
rollo riduce la velocità ovvero il numero Tuttavia, in questo caso non si tratta più
di giri. Le numerose opzioni di parametrizzazio- di „manutenzione predittiva“ ma di „ma-
ne offrono al costruttore della macchina nutenzione immediata“.
Un‘importante funzione di sicurezza è una grande flessibilità e funzionalità.
che la macchina non si rimetta in funzi- Tutte possono essere impostate in modo Inoltre, è possibile monitorare i valori
one finché tutti gli assi ovvero gli attu- variabile tramite l‘interfaccia bus o di tensione sui circuiti di comando e di
atori non abbiano trovato le rispettive configurate direttamente sull‘attuatore potenza. Se si verificano perdite di tensi-
posizioni. Raggiunta la posizione, viene tramite strumenti di programmazione, se one, se l‘attuatore non ha più 24 volt sul
impostato un bit corrispondente nel l‘accesso con interfaccia bus non è possi- circuito di potenza o di comando, ciò può
telegramma - lo scambio di comunicazi- bile a causa della mancata disponibilità essere indicatore che l‘alimentazione di
one con il controllore - come conferma del controllore. rete non fornisce più la qualità richiesta.
della posizione. Inoltre, il controllore Può essere dovuto all‘alimentazione di
potrebbe anche leggere il valore reale rete esterna, ma anche all‘alimentatore
sull‘attuatore e confrontarlo nuovamen- della macchina interno, o anche ad un
te con il valore nominale. Se coincidono, cablaggio difettoso, per cui si registrano
il controllore può attivare la ripresa della resistenze di contatto che provocano ca-
produzione. duta di tensione.19
5. Integrazione in rete per un
cambio di formato intelligente
Questo capitolo illustra i requisiti e le
funzionalità delle diverse interfacce per
l‘integrazione in rete di indicatori di po-
sizione e attuatori tramite bus di campo
o connessione point-to-point.
SPS, PLC
RS485
SIKO ETC5000 (2)
EtherCAT® is registered trademark and patented technology, licensed by Beckhoff Automation GmbH, Germany
IO20
Communicator (1)
Industrial Ethernet20
5.1. Integrazione nelle unità lata una determinata unità di controllo giunto da entrambi i lati. A differenza
di controllo macchina (PLC) macchina. Con un sistema di controllo della tipologia ad anello, quindi, in caso
Siemens, ad esempio, è più semplice di malfunzionamento dell‘hardware,
5.1.1. Requisiti e interfacce integrare un dispositivo con interfaccia l’elemento non può essere raggiunto da
disponibili Profibus o Profinet. Queste sono condi- entrambi i lati, ma solo da una direzio-
I requisiti per l‘integrazione in rete delle zioni macchina già stabili, a cui si ag- ne. Ciò può comportare la perdita della
possibili interfacce devono tenere conto giungono le conoscenze preesistenti dei capacità diagnostica e l’esclusione di
di due livelli: da un lato, i requisiti rela- programmatori. I costruttori vogliono intere linee bus. Nel caso più semplice, il
tivi all‘applicazione, ad es. la velocità di sfruttare le conoscenze di programma- malfunzionamento hardware può essere
reazione nella comunicazione. Dall’altro zione dei propri collaboratori e utilizzare dovuto alla rottura del cavo.
i requisiti relativi all‘integrazione nella interfacce familiari.
macchina, di cui fa parte la topologia di RS485 e CAN si collocano solo ad un
rete. valore medio della gamma di velocità
nella comunicazione. Da cui consegue
Il primo riguarda la comunicazione in 5.1.1.1. Interfacce RS485 e CAN che spesso nei comuni controllori mo-
tempo reale, necessaria in alcuni casi, RS485 e CAN sono interfacce seriali derni non sono più disponibili interfacce
ma meno nel cambio di formato manuale, economiche e consolidate da tempo. dirette RS485 e CAN. Quindi accade che
come descritto nel capitolo 3, perché qui Con esse è possibile collegare in rete un debbano spesso essere collegati tramite
la nuova regolazione viene effettuata gran numero di dispositivi di campo a un convertitore d‘interfaccia. Di norma,
manualmente e il controllore legge lo velocità relativamente elevate su lunghe se si utilizza un controllore moderno, si
stato della posizione. Si tratta di dati re- distanze. Si tratta di una tecnologia impiegano interfacce moderne anche per
lativamente statici per i quali non serve robusta, ma piuttosto obsoleta, pro- i dispositivi di campo. Ne deriva, però un
la comunicazione in tempo reale, bensì gettata in modo più semplice rispetto fattore di costo più elevato, che si riflet-
è sufficiente una velocità di informazio- agli standard attuali. Ciononostante è te sia nel prezzo del dispositivo che, in
ne da pochi millisecondi a un secondo. ancora molto diffusa per collegare in alcuni casi, nel cablaggio.
Nell‘automazione, tuttavia, aumentano rete molti elementi a costi contenuti.
i requisiti in tempo reale per le velocità Qui la rete è sempre strutturata come
di reazione, perché è necessaria la rego- una topologia lineare aperta con i nodi
lazione o addirittura movimenti sincro- terminali adiacenti a un solo nodo, chia-
nizzati. Quindi, se come sensori feedback mata anche daisy-chain. Il protocollo di
per l‘automazione vengono utilizzati comunicazione si basa sulle due interfac-
indicatori di posizione elettronici compa- ce fisiche RS485 e CAN - da SIKO RS485
tibili con bus, il tempo reale diviene un è il protocollo SIKONET5, utilizzato sia
requisito. Gli attuatori SIKO, invece, sono per gli indicatori di posizione monitorati
anch‘essi automatizzati, ma hanno una che per gli attuatori. Offre una struttura
regolazione interna offrendo un sistema di facile comprensione e quindi un ap-
denominato closed-loop. Grazie a questa proccio rapido ad un‘ampia gamma di
comparazione interna di valore nomina- funzioni. L‘interfaccia CAN utilizza invece
le/reale e alla modalità di posizionamen- un protocollo CANopen, molto diffuso
to, non è necessario il monitoraggio al soprattutto in Europa nella tecnologia di
millisecondo, ed è quindi sufficiente una automazione.
velocità di informazione inferiore.
Poiché il protocollo di questa comunica-
L‘altro livello riguarda la semplicità e zione può già essere implementato sul
l‘affidabilità operativa della topologia di processore esistente nel dispositivo per
rete per poter integrare in modo ottimale entrambe le interfacce - quindi senza
i dispositivi nella macchina. La topologia hardware aggiuntivo - si possono pro-
di rete può essere ad anello, a stella o durre dispositivi relativamente piccoli e
catena con i rispettivi vantaggi e svan- compatti, facilitando così l‘installazione
taggi (per maggiori dettagli in merito, si negli spazi limitati.
rimanda alle descrizioni delle specifiche
interfacce di cui ai punti da 5.1.1.1. a
5.1.1.1.3.). Entrambe le interfacce seriali offrono
un‘ottima immunità alle interferenze.
Con la topologia daisy-chain, però,
Inoltre, occorre un certo grado di com- l’elemento della rete non viene rag-
patibilità se nella macchina è già instal-Puoi anche leggere