EPP-362 Sorgente di potenza plasma - Manuale di istruzioni - ESAB
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
EPP-362 Sorgente di potenza plasma Manuale di istruzioni Date: 01/2015 Part Number: 0558012277 Language: IT
Accertare che l’operatore sia a conoscenza di queste informazioni.
È possibile ottenere copie extra tramite il proprio fornitore.
Attenzione
Queste ISTRUZIONI sono destinate a operatori esperti. Nel caso mancasse piena familiarità
con i principi del funzionamento e le pratiche sicure della saldatura ad arco e l’attrezza-
tura da taglio, esortiamo a leggere il nostro opuscolo “Precautions and safe practices for
arc welding, cutting, and gouging” (Precauzioni e pratiche sicure per saldatura ad arco,
taglio e scanalatura), modulo 52-529. VIETARE l’installazione, il funzionamento o la manu-
tenzione di questa apparecchiatura a personale non addestrato. NON tentare d’installa-
re o adoperare questa apparecchiatura prima di aver letto e totalmente compreso queste
istruzioni. Se queste istruzioni non sono del tutto chiare, rivolgersi al proprio fornitore per
maggiori informazioni. Leggere le precauzioni di sicurezza prima d’installare o usare que-
sta apparecchiatura.
RESPONSABILITÀ DELL’UTENTE
Questa apparecchiatura ha prestazioni conformi a quelle descritte in questo manuale e nelle etichette accompagnatorie
e/o inserti, se installata, usata, mantenuta e riparata secondo le istruzioni fornite. Questa apparecchiatura deve essere con-
trollata periodicamente. Il macchinario malfunzionante o con scarsa manutenzione non va usato. Le parti rotte, mancanti,
logore, deformate o contaminate devono essere sostituite seduta stante. Nel caso si presentasse la necessità di riparazioni
o sostituzioni, il fabbricante raccomanda di spiccare una richiesta telefonica o scritta di consulenza servizio al distributore
autorizzato presso il quale è stato effettuato l’acquisto.
Questa apparecchiatura o parti relative non vanno manomesse senza previa autorizzazione scritta del fabbricante. L’uten-
te di questa apparecchiatura ha responsabilità esclusiva di qualunque malfunzionamento risultante da uso improprio, ma-
nutenzione carente, danno, riparazione disadatta o modifica operata da terzi che non siano il fabbricante o una struttura
di servizio da esso designata.
LEGGERE E COMPRENDERE IL MANUALE DI ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
PROTEGGERE SE STESSI E GLI ALTRI!
EPP-362 Plasma Power Source 4

EPP-362 Plasma Power Source
SOMMARIO
Precauzioni di sicurezza
Precauzioni di sicurezza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Classe di protezione IP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Descrizione
Descrizione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Funzioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Specifiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Dimensioni . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Installazione
Installazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Generale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Apertura della confezione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Allacciamento alla potenza in entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Procedura di collegamento del refrigerante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Regolazione della pressione di mandata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Allacciamenti uscite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Connetticavi interfaccia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
FUNZIONAMENTO
Funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
EPP-362 Diagramma a blocchi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Pannello display . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Modi di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
EPP-362 J1 (RAS) - Diagramma d’interfaccia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Sequenza di funzionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Diagramma di flusso del funzionamento macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
MAINTENANCE
Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Cleaning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Flow sensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
Level Switch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Coolant Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
5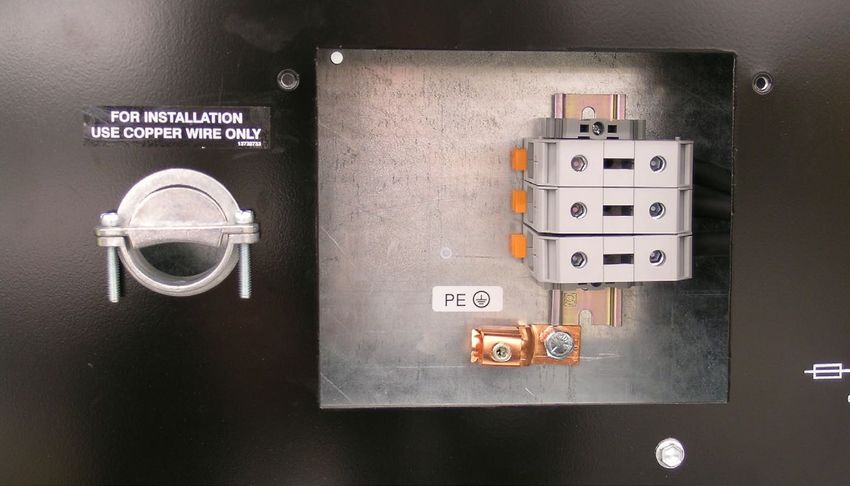
EPP-362 Plasma Power Source
TROUBLESHOOTING
Troubleshooting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Troubleshooting Guide . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
Help Codes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Fault Isolation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
REPLACEMENT PARTS
Replacement Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Ordering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
6
Precauzioni di sicurezza

Precauzioni di sicurezza 8
Precauzioni di sicurezza
Precauzioni di sicurezza
Ricade sugli utenti delle apparecchiature ESAB da saldatura e taglio al plasma l’ultima responsabilità di assicurare
l’osservanza delle precauzioni di sicurezza da parte di chiunque lavori all’apparecchiatura o nelle sue vicinanze.
Le precauzioni di sicurezza devono rispettare i requisiti vigenti per questo tipo di apparecchiatura di saldatura
o taglio al plasma. Occorre osservare le seguenti raccomandazioni oltre al regolamento standard vigente per il
luogo di lavoro.
Ogni opera deve essere svolta da personale addestrato esperto del funzionamento delle apparecchiature di
saldatura o taglio al plasma. Un uso errato dell’apparecchiatura può portare a situazioni pericolose che possono
cagionare lesioni all’operatore e danno all’apparecchiatura.
1. Chiunque usi apparecchiature di saldatura o taglio al plasma deve essere consapevole di:
–– modo d’uso
–– posizione degli arresti d’emergenza
–– funzionamento
–– relative precauzioni di sicurezza
–– saldatura e/o taglio al plasma
2. L’operatore deve far sì che:
–– nell’area di lavoro dell’apparecchiatura in funzione non stazionino estranei.
–– nessuno sia privo di protezioni quando scocca l’arco.
3. Il luogo di lavoro deve:
–– essere adatto allo scopo
–– essere privo di correnti d’aria
4. Apparecchiatura di sicurezza personale:
–– Indossare sempre l’apparecchiatura personale raccomandata, come gli occhiali di sicurezza, vestiario igni-
fugo, guanti di sicurezza.
–– Non indossare articoli che non aderiscono al corpo, come sciarpe, braccialetti, anelli ecc., che potrebbero
impigliarsi o causare ustioni.
5. Precauzioni generali:
–– Verificare che il cavo della via di ritorno sia collegato saldamente.
–– Il lavoro su apparecchiature ad alta tensione deve essere svolto solo da un elettricista qualificato.
–– L’attrezzatura antincendio adeguata deve essere chiaramente segnalata e a portata di mano.
–– Sull’apparecchiatura in funzionamento non deve essere svolta lubrificazione e manutenzione.
Classe di protezione IP
Il codice IP indica la classe di contenimento, ossia il grado di protezione dalla penetrazione di oggetti solidi o
acqua. La protezione vale contro il tatto di un dito, contro la penetrazione di oggetti solidi più grandi di 12 mm
e contro acqua nebulizzata a un’angolazione fino a 60 gradi dalla verticale. L’apparecchiatura marcata IP21S
può essere immagazzinata, ma non è destinata all’uso esterno durante precipitazioni, in assenza di protezione.
Attenzione Massima
inclinazione
consentita
Se l’apparecchiatura è collocata su una su-
perficie inclinata oltre 15°, può ribaltarsi.
Possono verificarsi lesioni personali e/o no-
tevole danno all’attrezzatura. 15°
9
Precauzioni di sicurezza
LA SALDATURA E IL TAGLIO AL PLASMA POSSONO RECARE LESIONI
AVVERTENZA ALLE PERSONE. ASSUMERE PRECAUZIONI DURANTE LA SALDATURA
O IL TAGLIO. CHIEDERE LE PRATICHE DI SICUREZZA DELLA PROPRIA
AZIENDA CHE DEVONO BASARSI SUI DATI DI RISCHIO DEL FABBRICANTE.
Le folgorazioni - Possono essere letali.
–– Installare l’unità di saldatura o taglio al plasma e metterla a terra (a massa) secondo gli standard vigenti.
–– Non toccare le parti sotto tensione o gli elettrodi con la pelle nuda, guanti o vestiario bagnati.
–– Isolare da terra se stessi e il pezzo in lavorazione.
–– Appurare la bontà della propria posizione di lavoro.
ESALAZIONI E GAS - Possono nuocere alla salute.
–– Tenere la testa lontana dalle esalazioni.
–– Usare la ventilazione, l’estrazione all’arco, o entrambe, per allontanare esalazioni e gas dall’aria respirabile
e dall’area in generale.
RAGGI AD ARCO - Possono ledere gli occhi e ustionare la pelle.
–– Proteggere occhi e corpo. Usare un buono schermo di protezione dalla saldatura/taglio al plasma e lente
filtrante e indossare vestiario protettivo.
–– Proteggere i presenti con idonei schermi o tende.
PERICOLO D’INCENDIO
–– Le scintille (schizzi) possono appiccare incendi. Verificare pertanto che non vi siano materiali infiammabili
nelle vicinanze.
RUMORE - Il rumore eccessivo può danneggiare l’udito.
–– Proteggersi gli orecchi. Usare i copriorecchi o altre simili protezioni acustiche.
–– Avvertire del rischio eventuali estranei.
MALFUNZIONAMENTO - Chiedere l’assistenza di un esperto in caso di malfunzionamento.
LEGGERE E COMPRENDERE IL MANUALE DI ISTRUZIONI PRIMA DELL’INSTALLAZIONE O DELL’USO.
PROTEGGERE SE STESSI E GLI ALTRI!
Attenzione Questo apparecchio è destinato al solo taglio al plasma. Qualunque altro
uso può cagionare lesioni personali e/o danno all’apparecchiatura.
Attenzione
Per evitare lesioni alle persone e/o danno alle appa-
recchiature, sollevare con il metodo e i punti di attac-
co mostrati qui.
10Descrizione 11
Descrizione 12
Descrizione
Descrizione
La sorgente di potenza EPP-362 è progettata per applicazioni di taglio e marcatura al plasma meccanizzati. Può essere
usata con altri apparecchi ESAB come la torcia PT-36 insieme allo smistatore di gas m3, un sistema computerizzato di rego-
lazione e commutazione gas.
Funzioni
• Intervallo di corrente da 25 a 360 ampere per taglio e un minimo di 10 per la marcatura.
• Raffreddamento a ventilazione forzata
• IGBT raffreddati ad acqua
• Circuito interno di refrigerante
• Potenza CC a stato solido
• Protezione da tensione in entrata
• Protezione a interruttore termico per IGBT e raddrizzatore di entrata
• Anelli superiori di sollevamento o spazio sufficiente per un carrello elevatore per trasporto
Specifiche
EPP-362, EPP-362, EPP-362, EPP-362,
460 V, 380 V CCC, 400 V CE, 575 V,
Numero parte
60 Hz, 50 Hz, 50 Hz, 60 Hz,
0558011314 0558011315 0558011316 0558011317
Tensione 200 V CC
Intervallo di corrente CC
10 A a 36 A
Uscita (marcatura)
(indice di Intervallo di corrente CC
30 A a 360 A
utilizzazio- (taglio)
ne 100%) Potenza 72 KW
Tensione di circuito aperto
360 V CC 364 V CC 360 V CC 360 V CC
(OCV)
Tensione (trifase) 460 V 380 V 400 V 575 V
Corrente (trifase) 109 A RMS 134 A RMS 128 A RMS 88 A RMS
Frequenza 60 Hz 50 Hz 50 Hz 60 Hz
KVA 88,7 KVA 88,5 KVA 88,6 KVA 87,7 KVA
Entrata
Potenza 83,7 KW 85,1 KW 84,7 KW 84,0 KW
Fattore di potenza 94% 96% 96% 96%
Fusibile in ingresso
150 A 175 A 175 A 125 A
raccomandato)
Peso - kg (libbre) 514 (1130) 514 (1130) 518 (1140) 512 (1125)
13Descrizione
Dimensioni
603,25 mm 1200 mm
1035 mm
14Installazione 15
Installazione 16
Installazione
Installazione
Generale
Non osservare le istruzioni può avere conseguenze leta-
li, o comportare lesioni e danni alle cose. Seguire queste
AVVERTENZA istruzioni per evitare lesioni o danni alle cose. È necessa-
rio adeguarsi ai codici elettrici e antinfortunio locali,
regionali e nazionali.
Apertura della confezione
• Ispezionare il collo per individuare eventuali danni da trasporto appena ricevuto.
• Estrarre tutte le componenti dal contenitore di spedizione e controllare se vi si trovano parti libere.
• Ispezionare i deflettori della presa d’aria per eliminare eventuali ostruzioni.
Posizionamento
• Almeno 1 metro di spazio sgombro davanti e dietro per il flusso d’aria refrigerante.
• Lasciare spazio sufficiente per la rimozione dei pannelli superiore e laterali per manutenzione, pulizia
e ispezione.
• Individuare l’unità plasma relativamente vicina a un alimentatore elettrico dotato dei debiti fusibili.
• Tenere libera l’area sotto l’alimentatore per la circolazione d’aria refrigerante.
• L’ambiente deve essere relativamente esente da polvere, esalazioni e calore eccessivo. Questi fattori
interferiscono con l’efficienza del raffreddamento.
Polvere conduttiva e altre impurità all’interno dell’alimentatore
possono causare scariche elettriche ad arco. L’attrezzatura può dan-
Attenzione neggiarsi. Può prodursi un cortocircuito, se si lascia depositare la
polvere all’interno dell’alimentatore.
Vedere la sezione manutenzione.
17Installazione
Allacciamento alla potenza in entrata
Le folgorazioni possono essere letali!
Procurare il massimo della protezione dalle scosse elet-
AVVERTENZA triche.
Prima di effettuare allacciamenti all’interno della mac-
china, staccare la corrente del sezionatore principale a
parete.
Potenza principale
La potenza trifase in entrata deve provenire da un sezionatore (a parete) dotato di fusibili o interruttori secondo la norma-
tiva locale o statale.
Dimensioni raccomandate del conduttore in entrata e dei fusibili sulla linea:
Requisiti in entrata a Fili in rame in Fusibile
carico nominale entrata e di di linea
terra ritardato
Volt Ampere AWG / mm2 Ampere
380 CCC 134 70mm2 175
400 CE 131 70mm2 175
460 109 2/0 AWG 150
575 92 1 AWG 125
Il carico nominale in uscita è 360 A a 200 V
Dimensioni dettate dal codice elettrico nazionale (USA) per fili in rame a 90° C (194˚ F) nominali in 40° C (104˚
F) di temperatura ambiente. Non più di tre fili in canalina o cavo. Se specificano dimensioni diverse da quelle
indicate sopra, vanno seguite le normative locali.
Per stimare la corrente in entrata per un’ampia serie di condizioni d’uscita, usare la formula sotto riportata.
(V arco) x (I arco) x 0,73
Corrente in entrata =
(V linea)
Può essere necessaria una linea di potenza dedicata.
L’unità plasma è dotata di compensazione di tensione di linea, ma
AVVISO per evitare un decadimento del rendimento a causa di un circuito
sovraccarico, può essere necessaria una linea di potenza dedicata.
18Installazione
Conduttori in entrata
• A cura del cliente
• Può trattarsi di fili in rame coperti di gomma massiccia (tre di potenza e uno di terra) o contenuti in
condotto rigido o flessibile.
• Dimensioni secondo il grafico.
Procedura di allacciamento in entrata
Una messa a terra difettosa può causare lesioni anche le-
tali.
AVVERTENZA Il telaio deve essere collegato a una massa a terra elet-
trica omologata. Assicurarsi che la terra NON sia in con-
tatto con un terminale principale.
Terminali principali
Apertura d’ingresso di cavo
di potenza in entrata
(pannello posteriore)
Terra a telaio
1. Staccare il pannellino posteriore dell’unità plasma.
2. Fare passare i cavi attraverso l’ingresso del pannello posteriore.
3. Introdurre i cavi nei passacavo dell’apertura d’ingresso.
4. Collegare la terra alla vite di terra del telaio.
5. Collegare i cavi di potenza ai terminali principali.
6. Collegare i conduttori in entrata al sezionatore (a parete).
7. Prima di ridare corrente risistemare il pannello di copertura.
19Installazione
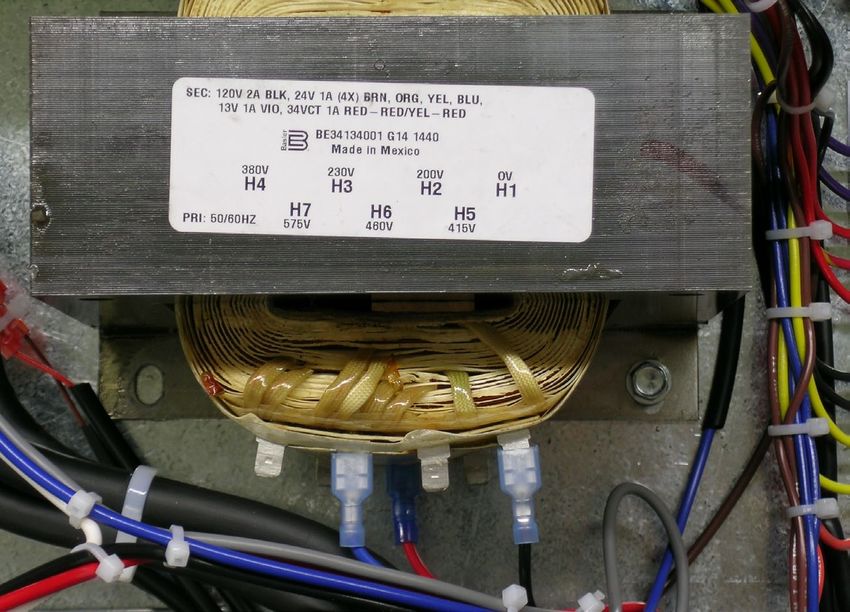
380 VAC, 400 VAC e 460 VAC Models - Come spedito dalla fabbrica, questi modelli di EPP-362 sono configurati per la ten-
sione di ingresso singolo quotata sulla targhetta. Se si utilizzano altre tensioni di ingresso, è possibile configurare queste
unità per 380 VAC, 400 VAC o 460 Vca.
Ci sono 3 passaggi da seguire quando si effettua questa conversione:
1. Riconfigurare il rubinetto tensione sul trasformatore di controllo (T2) per la tensione di ingresso corretta:
Spostare questa connessione filo:
460 VAC - H6 (come mostrato)
400 VAC - H5
380 VAC - H4
20Installazione
380 VAC, 400 VAC e 460 VAC Models (continua) -
1 2 3 4 5 6 7 8 9 10 11 12
1 2 3 4 5 6 7 8 9 10 11 12
2. Riconfigurare TB2 morsettiera per tensione adeguata.
TB2
Posizioni dei ponticelli per 460 VAC
1 2 3 4 5 6 7 8 9 10 11 12
1 2 3 4 5 6 7 8 9 10 11 12
1 2 3 4 5
TB2
6 7 8 9 10 11 12
Posizioni dei ponticelli per 400 VAC
1 2 3 4 5 6 7 8 9 10 11 12
TB2
Posizioni dei ponticelli per 380 VAC
1 2
380 tap
3 4 5 6 7 8 9 10 11 12
NOTA:
Fili collegati a rubinetto principale trasformatore
devono essere ricollegati a 460, 400 o 380 principali
rubinetti del trasformatore su tutte e 3 le bobine.
Assicurarsi di sostituire rivestimento isolante in
vinile su connessioni.
1 2 3 4 5 6 7 8 9 10 11 12
Pannello di accesso
400 tap 460 tap
3. Riconfigurare rubinetti secondarie su tutti e tre i principali bobine
dei trasformatori. Un pannello di servizio removibile si trova sopra i
collegamenti del trasformatore per migliorare l’accesso.
575 VAC Models - questo modello non è configurabile a qualsiasi al-
tra tensione di ingresso.
21Installazione
Procedura di collegamento del refrigerante
1. Aprire il pannello d’accesso sulla parte frontale inferiore della sorgente di potenza, estraendo le quattro viti
M6.
2. Fare passare i flessibili del refrigerante attraverso le aperture sul fondo della sorgente di potenza subito
dietro il pannello frontale.
3. Collegare i flessibili ai terminali appositi montati dentro la sorgente di potenza.
4. Chiudere il pannello frontale di accesso.
Pannello frontale di
accesso chiuso
Estrarre le quattro viti
M6 per aprire il pan-
nello di accesso
Pannello frontale di
accesso aperto
Collegamenti del refrigerante
Per facilitare i collegamenti, fare passare i cavi/
flessibili attraverso questi 2 fori di ingresso
Dopo aver collegato la torcia, riempire il serbatoio con il refrigerante da torcia apposito (circa 15 litri). Non usare le normali
soluzioni antigelo, tipo quelle da automobile, perché gli additivi danneggiano la pompa e la torcia. Si raccomanda P/N
0558004297 ESAB per funzionamento fino a -11° C (12° F). Si raccomanda P/N 156F05 ESAB per funzionamento tra -11° e -36°
C (tra 12° e -36° F).
Dopo il riempimento del serbatoio accendere la sorgente di potenza e fare andare la pompa senza il tappo del serbatoio,
per spurgare l’aria dal radiatore, dai flessibili e dalla torcia. Ricontrollare il livello di refrigerante per verificare che sia colmo.
Riposizionare il tappo del serbatoio dopo lo spurgo e il controllo del livello del refrigerante. Verificare l’eventuale presenza
di perdite.
Non lasciare andare la pompa a serbatoio di refrigerante vuoto, per
Attenzione non causarle danno permanente.
Non collegare i flessibili a una valvola solenoide che possa essere
Attenzione chiusa quando la pompa è in funzione, perché si può danneggiare la
pompa.
22Installazione
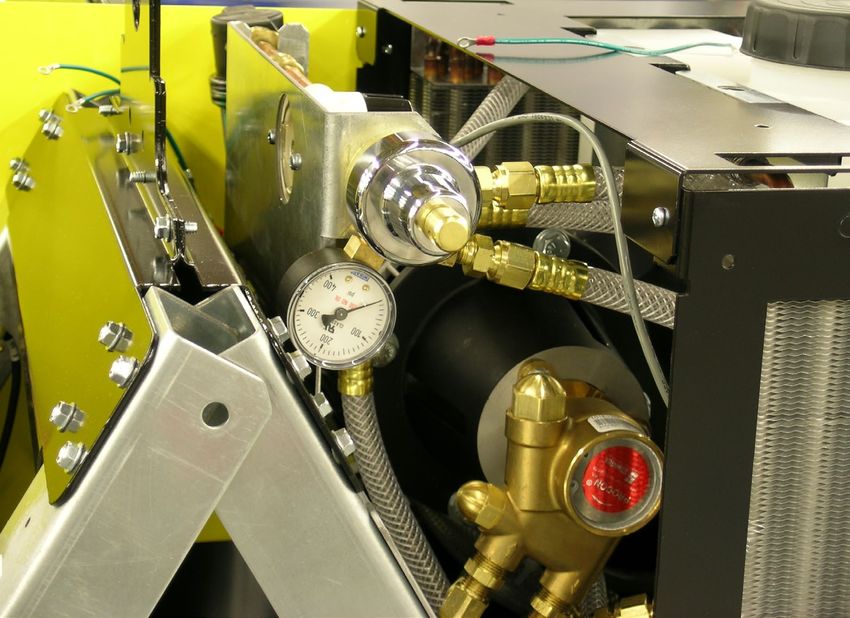
Regolazione della pressione di mandata
La pressione di mandata è controllata dalla valvola di sicurezza montata accanto alla pompa nel comparto serbatoio.
Ruotando la vite di regolazione della pressione in senso orario si aumenta la pressione sulla molla aumentando la pres-
sione di mandata. Ruotandola in senso antiorario si riduce la pressione sulla molla, riducendo la pressione di mandata. La
pressione si regola in fabbrica per erogare circa 12 bar (175 psig) a 5,7 l/min (1,5 galloni/min). Questo valore è adatto per la
PT-36 su un sistema M3. Normalmente non richiede altre regolazioni.
Questa valvola di sicurezza manda il refrigerante deviato attraverso la piastra di raffreddamento IGBT e lo rinvia nel serba-
toio. Perciò una linea di scarico chiusa non dovrebbe danneggiare la pompa.
Anche la pompa ha una valvola di sicurezza incorporata. Questa valvola è regolata su piena apertura a 15,5 bar (225 psig)
in fabbrica. Il suo solo scopo è di proteggere la pompa nel caso in cui la valvola di sicurezza esterna reagisse chiudendosi.
Questa valvola di sicurezza non va regolata in campo.
Vite di regolazione pressione
23Installazione
Allacciamenti uscite
Le folgorazioni possono essere letali! Tensione e corren-
te pericolose!
Ogniqualvolta si lavora attorno a una sorgente di po-
AVVERTENZA tenza con coperture staccate:
• SCOLLEGARE LA SORGENTE DI POTENZA DAL SEZIONATORE
(A PARETE).
• FAR CONTROLLARE LE BLINDOSBARRE (POSITIVO E NEGATIVO)
A PERSONA QUALIFICATA CON UN VOLTMETRO.
Cavi in uscita
Scegliere i cavi in uscita per il taglio plasma con il criterio di un cavo in rame isolato 4/0 AWG, 600 volt per ogni 400 amp di
corrente in uscita.
Nota.
Non usare il cavo da saldatura isolato da 100 volt, perché insufficiente.
Non azionare l’unità plasma a coperture staccate. Ri-
mangono esposti componenti ad alta tensione con
AVVERTENZA maggiore rischio di folgorazione. I componenti interni
possono danneggiarsi perché le ventole di raffredda-
mento perdono efficienza.
24Installazione
Procedura di allacciamento in uscita
1. Aprire il pannello d’accesso sulla parte frontale inferiore della sorgente di potenza, estraendo le quattro viti
M6.
2. Fare passare i cavi in uscita attraverso le aperture sul fondo della sorgente di potenza subito dietro il pan-
nello frontale.
3. Collegare i cavi ai terminali predisposti montati all’interno della sorgente di potenza, con serracavi a pres-
sione a catalogo UL.
4. Chiudere il pannello frontale di accesso. Pannello frontale di
accesso chiuso
Estrarre le quattro viti
M6 per aprire il pan-
nello di accesso
Pannello frontale di
accesso aperto
Per facilitare i collegamenti,
fare passare i cavi/flessibili
attraverso questi 3 fori di
ingresso
L’unità plasma non è dotata di interruttore d’accensione. La potenza principale è controllata tramite il sezionatore di linea
(a parete).
25Installazione
Connetticavi interfaccia
Connettore CAN
Questo è il connettore bus deputato alla comunicazione con CAN. Il
cavo di questo connettore è legato al controllore di CNC/processo.
J1 (RAS)
Questo è il connettore per interfaccia con l’unità RAS (Remote Arc
Starter: avvio remoto dell’arco). Il cavo di questo connettore porta
segnali del tipo: modo marcatura e alta frequenza attivati.
Connettore interfaccia analogica
Questo connettore si usa quando ci si serve dell’unità plasma in
modo comunicazione analogica per impossibilità di comunicazione
CAN.
Si usa una scatola di giunzione per collegare il controllore CNC/pro-
cesso cliente all’unità plasma. Un cavo schermato DB25-DB25, come
citato alla sezione 3.8.3, collega il connettore interfaccia analogica
alla scatola di giunzione.
Pannello connettori cavi interfaccia (lato inferiore del pannello frontale)
Interfaccia
analogica
CAN
J1 (RAS)
26Installazione
J1 (RAS) Cavo interfaccia
VEDI GRAFICO
ESAB LUNGHEZZA TAGLIO
Descrizione
DWG P/N (in piedi)
Cavi CAN
P/N Descrizione “A” P/N Descrizione “A”
27Installazione 28
FUNZIONAMENTO 29
FUNZIONAMENTO 30
FUNZIONAMENTO
Funzionamento
Tensioni e corrente pericolose! Le folgorazioni possono
essere letali!
AVVERTENZA Prima dell’azionamento accertare che siano state segui-
te le procedure d’installazione e messa a terra. Non azio-
nare questa apparecchiatura senza coperture.
EPP-362 Diagramma a blocchi
200/230/380/ Fusibili 1 ~ T2
Fusibile
400/460/575 V ingresso Trasformatore di Pompa
F3
3 ~ Ingresso (F1, F2) controllo
Relè
Teleruttore
avvio
principale
soft
Ventola Trasformatore Resistori
principale principale 3 x 2 Ohm
300 Watt
Interfaccia
3 ~ raddriz- Scheda Scheda controllo CAN e
zatore driver IGBT principale isolamento
CNC
2x 4 x IGBT
condensatori 400 Amp
6000 uf 450 V
Induttore Sensori Hall Blocco relè
Uscita
31FUNZIONAMENTO
EPP-362 Diagramma flusso refrigerante
Appena alla sorgente di potenza viene erogata potenza in entrata, si accende il motore della pompa refrigerante. Il refri-
gerante viene pompato verso la torcia e torna nel suo serbatoio attraverso rispettivamente i radiatori, il filtro, il sensore di
flusso e la piastra di raffreddamento. La pompa è dotata di valvola regolabile interna di deviazione impostata su 17 bar (250
psi). C’è anche un regolatore esterno con più valori, impostato su 12 bar (175 psi), per scavalcare il flusso refrigerante, se la
pressione supera i 12 bar. Il diagramma di flusso refrigerante è quello mostrato dalla figura sotto.
ALIMENTAZIONE
VALVOLA DI GAUGE
MANOMETRO
SICUREZZA
PIASTRA RAFFREDDAMENTO
IGBT COLD PLATE IGBT FILTRO
SERBATOIO
POMPA
FLOW SENSOR
SENSORE (FS1) (FS1)
DI FLUSSO
SENSORE DI
LEVEL SENSOR
LIVELLO
(LS1)
(LS1)
FILTRO
RADIATORE RADIATORE
RITORNO
Diagramma flusso refrigerante
32FUNZIONAMENTO
Pannello display
A - Spia accensione
La spia si illumina quando la potenza in entrata arriva all’alimentatore.
B - Spia di guasto
La spia s’illumina ogniqualvolta si verifica un guasto. Può rimanere accesa continuamente o lampeggiare a
intervalli di ugual durata a seconda del tipo di guasto. Se il guasto è di natura termica, la spia rimane accesa
di continuo. Per altri tipi di guasto la spia lampeggia. I dati effettivi di errore/guasto vengono visualizzati sul
controllore di CNC/processo attraverso il bus CAN.
A
B
33FUNZIONAMENTO
Modi di funzionamento
L’unità plasma può funzionare in modo taglio o marcatura. Il comando per azionare la macchina in modo taglio o marca-
tura può essere emesso dal controllore di CNC o processo, attraverso comunicazione (digitale) CAN o analogica. Il modo
predefinito di funzionamento è il taglio.
Comunicazione digitale:
In questo modo l’unità plasma e il controllore di CNC o processo comunicano tramite il protocollo CAN (connettore
CAN). L’unità plasma riceve i comandi digitali e analogici necessari alla macchina in stato processo e trasmette il rispet-
tivo segnale digitale e in uscita al controllore CNC o di processo tramite il protocollo digitale CAN. Il controllore CNC o
di processo invia il comando per azionare l’unità plasma in modo taglio o in modo marcatura.
Per collegare il connettore CAN e il controllore di CNC/processo del cliente si usa un cavo CAN schermato, come indica-
to alla sezione 3.8.2. Sulla scheda di controllo si trova un resistore con terminazione da 120 ohm (PCB1), che si seleziona
mediante un’impostazione dell’interruttore. Per impostazione predefinita questo interruttore è impostato in posizio-
ne del resistore a terminazione 120 ohm.
Nota
Collegare sempre l’unità di alimentazione CAN all’estremità del mozzo CAN.
Comunicazione analogica:
In questo modo l’unità plasma e il controllore di CNC/processo comunicano attraverso il connettore d’interfaccia ana-
logico. Il controllore di CNC o processo chiude e apre il relè, che è cablato alle uscite digitali del microcontrollore sul
PCB1 all’interno dell’unità plasma, per azionare l’unità plasma in modo marcatura o taglio, rispettivamente. Un cavo
schermato DB25-DB25, come citato alla sezione 3.8.3, collega il connettore interfaccia analogica alla scatola di giun-
zione.
34gramma d’interfaccia
EPP-362 J1 (RAS) - Dia-
14 Cavo conduttore 5 Cavo conduttore
CAN
PS PS
CAN Scatola RAS Controllore di CNC/processo
B ATTIVA PS
A ATTIVA PS COLLEGAMENTO ATTIVA PS
24 V CA
120 V CA CALORE ESTREMO
MODO MARCATURA ATTIVO
120 V CA
CALORE
ESTREMO H.F. ATTIVO/VALVOLA D’INVERSIONE SCHEDA
120 V CA NEUTRO HF/VDR
120 V CA
PS 24 V CC COMUNE
24 V CC
PS 24 V CC COM SELEZIONE TIPO TORCIA
120 V CA NEUTRO
FUNZIONAMENTO
CAN COMMUNICATION
COMUNICAZIONE CAN
CAN
CAN
ADATTATORE/
ANALOG
INTERFACCIA INTERFACE
ANALOGICA ADAPTOR/JUNCTION
SCATOLA DI BOX
GIUNZIONE
35FUNZIONAMENTO
Sequenza di funzionamento
La EPP-362 è priva di interruttore di accensione. Per interrompere l’alimentazione si usa l’interruttore a parete. Una volta
che l’interruttore a parete chiude il circuito, avviene quanto segue:
1. La potenza arriva al trasformatore di controllo T2. Questo eroga potenza alle schede del circuito - la scheda di
controllo PCB1 e la scheda driver PCB2. Il principale microcontrollore sulla scheda di controllo (PCB1) stabilisce la
comunicazione digitale con il controllore di CNC/processo tramite il CAN o l’interfaccia analogica attraverso il con-
nettore DB25.
2. Il motore della pompa (M2) si aziona. Il refrigerante viene pompato alla torcia e torna nel suo serbatoio attraverso
rispettivamente i radiatori, il filtro, il sensore di flusso e la piastra di raffreddamento IGBT.
3. La scheda di controllo esegue un controllo guasto/errore. In assenza di guasti/errori la sequenza di accensione
continua.
4. La spia di accensione (PL) sul pannello frontale sarà sempre ACCESA a indicare che vi è potenza in entrata a dispo-
sizione e la spia guasti (FL) sarà SPENTA a indicare che non vi sono guasti/errori.
5. Il relè di attivazione alimentazione K4 chiude se non ci sono errori/guasti nella sorgente di potenza e non vi sono
interruzioni nella catena di attivazione PS sulla macchina da taglio.
6. Se sono espletati i passaggi su indicati, il teleruttore di precarica bus (K2) chiude e carica il condensatore del filtro
bus (C1) tramite un resistore da 2 Ohm in ogni fase.
7. Una volta che il bus è precaricato a una soglia di 200 V CC, la scheda di controllo invia il comando di chiudere il
teleruttore principale (K1), il motore della ventola principale (M1) e aprire K2. Questo consente al condensatore del
filtro bus di caricare alla tensione piena di 360 V CC.
8. Il bus sarà alto purché l’interruttore a parete si sia chiuso e non vi siano guasti nell’alimentazione. K1 e M1 riman-
gono in funzione per 5 minuti di funzionamento in folle e poi si spengono, di qui la dispersione di tensione del
condensatore filtro bus attraverso il resistore R8 (3 kOhm, 100 W).
Quando l’EPP-362 riceve il comando d’inizio del processo di taglio al plasma, si verificano i seguenti eventi:
1. Una volta inviato il comando di inizio, se il bus non è alto, comincia una sequenza di avvio soft. La scheda di controllo
principale (PCB1) emette il comando di chiudere il relè di precaricamento bus K2. Il segnale viene inviato al modulo
blocco relè (RB1) attraverso il connettore cavo a nastro J6. Sul modulo blocco relè il relè uno (RB1-1) viene energizza-
to. Questo trasmette 24 V CA alla serpentina del K2, il relè avvio soft. Questo eroga la potenza di linea principale al
trasformatore principale (T1) con un resistore da 2 Ohm in serie (con ogni fase) per limitare inizialmente la quantità
di corrente. Viene fatto per due motivi:
a. Per i grandi condensatori del filtro in entrata sull’uscita del trasformatore principale si vedrebbe una corrente
grandissima.
b. Per limitare la corrente in caso di cortocircuito sul raddrizzatore, i condensatori, o i trasformatori.
2. Dopo la chiusura del K2, PCB1 controlla la tensione del bus su C1. Il microcontrollore principale sul PCB1 attende
che la tensione del condensatore del filtro bus raggiunga +200 V CC o una sospensione di 500 ms. Se è presente
una tensione di +200 V CC, il microcontrollore eroga i comandi per azionare il teleruttore principale K1, accendere la
ventola principale (M1), quindi aprire K2. Dopo l’azionamento del K1, l’alimentazione attende alcuni millisecondi che
il bus raggiunga la sua tensione piena di 360 V CC. Se la tensione del condensatore filtro bus non raggiunge +200 V
CC prima di 500 ms, il timer interrompe, facendo sì che l’alimentatore invii l’errore 15 al controllore di CNC/processo
attraverso il CAN e accenda la spia di guasto (FL) sul pannello frontale a cicli 50%.
3. Una volta che il bus ha raggiunto la piena carica e il microcontrollore principale ha letto tutte le rispettive correnti e
tempi di andata a regime dal controllore di CNC/processo comunicando via CAN, il microcontrollore emette il segna-
le di avvio PWM al servomicrocontrollore che poi fornisce gli impulsi a 25 KHZ di frequenza agli IGBT. A questo punto
il microcontrollore principale controlla la tensione del circuito aperto (OCV) sull’uscita, che deve essere almeno 280
V CC per un periodo di 200 ms. Se non si verifica, l’alimentazione s’interrompe, cambia lo stato della spia di guasto e
invia l’errore 13 al controllore di CNC/processo.
4. Se viene letta l’esatta OCV, il microcontrollore principale invia il comando di chiusura del relè HF, erogando 115 V
CA al circuito HF nella scatola RAS e invia il segnale di attivazione dell’arco pilota al servomicrocontrollore che a sua
36FUNZIONAMENTO
volta fornisce il segnale PWM all’IGBT arco pilota (Q5). Se nella torcia è presente l’HF, scocca l’arco pilota.
5. Una volta stabilito l’arco pilota, se la torcia è abbastanza vicina al pezzo da lavorare e questo è dotato di messa a
terra, l’arco principale si trasferisce sul pezzo. Una volta stabilito l’arco principale, che verrà confermato rilevando la
corrente di lavoro attraverso HS2 (corrente di lavoro maggiore di 5A), l’alimentatore emette il segnale di arco acceso
al controllore di CNC/processo tramite CAN e inizia ad aumentare la corrente secondo il file TDF o la matrice interna.
6. A taglio finito o segnale di stop emesso dal controllore di CNC/processo, l’alimentatore riduce la corrente secondo il
file TDF/SDP, la ventola rimane accesa e il teleruttore K1 rimane chiuso 5 minuti. Se viene inviato un altro segnale di
avvio prima dello scadere dei 5 minuti, poiché la tensione del condensatore filtro del bus è a 360 V CC, l’alimentazio-
ne non procederà nella sequenza di avvio soft.
7. Scaduti i 5 minuti del timer, la ventola principale cessa e si apre K1. Ora, se viene inviato un segnale di avvio, la EPP-362
esegue la sequenza di operazioni - i passi da 1 a 6.
In caso di MARCATURA, il controllore di CNC/processo invia il segnale di modo marcatura acceso all’alimentatore comuni-
cando tramite CAN. L’alimentatore allora chiude il relè RB1-5 per inviare 115 V CA alla scatola RAS, in cui viene selezionato
il rapporto VDR di modo marcatura per il giusto funzionamento. Il resto del funzionamento è come descritto nei passaggi
da 1 a 7 dell’unità plasma.
Diagramma di flusso del funzionamento macchina
3 ~ Ingresso
Trasformatore principale 1 ~ Trasformatore CIRCUITO
COOLANT
di controllo REFRIGERANTE
CIRCULATOR
3 ~ raddrizzatore
BUS FILTRO
Scheda Scheda controllo INTERFACCIA
IGBT
driver IGBT principale CNC
Induttore Uscita
37FUNZIONAMENTO 38
MAINTENANCE 39
Maintenance 40
Maintenance
Maintenance
Electric Shock Can Kill!
WARNING Shut off power at the line (wall) disconnect before at-
tempting any maintenance.
Eye Hazard When Using Compressed Air To Clean.
WARNING • Wear approved eye protection with side shields when cleaning the power
source.
• Use only low pressure air.
Maintenance On This Equipment Should Only Be Performed By
caution Trained Personnel.
Cleaning
Regularly scheduled cleaning of the power source is required to help keep the unit running trouble free.
The frequency of cleaning depends on environment and use.
1. Turn power off at wall disconnect.
2. Remove side panels.
3. Use low pressure compressed dry air, remove dust from all air passages and components. Pay particular
attention to heat sinks in the front of the unit. Dust insulates, reducing heat dissipation. Be sure to wear
eye protection.
Air restrictions may cause plasma unit to over heat.
Thermal Switches may be activated causing interruption of function.
caution Do not use air filters on this unit.
Keep air passages clear of dust and other obstructions.
Electric Shock Hazard!
WARNING Be sure to replace any covers removed during cleaning
before turning power back on.
41Maintenance
Flow sensor
RotorFlow Sensor is used to monitor the flow rate of the coolant.
Operation: The rotor reacts to turbulence, pulsation, entrained air, and other flow anomalies induced in the flow stream
by other process hardware. For optimum performance, install RotorFlow units where nominal flow conditions exist, with
ports located at the top. Incoming flow may be placed to either port. A minimum of 8° of straight pipe on the inlet side is
recommended. Frequency output (RFO) is determined by the velocity of the monitored fluid acting on the sensor rotor.
Input piping with an orifice smaller than that of the sensor input will effect the sensor output.
Installation: RotorFlow sensors connect to piping via NPT mating thread forms. The following guidelines are provided to
for a leak-free seal, without damage to the unit:
assist with installation
1. Apply pipe thread sealant to male pipe threads.
2. Thread RotorFlow unit onto male pipe thread until hand-tight.
3. Tighten
pipe 1 to 1-1/2 additional turns.
4. If improper seal results, continue turning pipe into unit in ¼ turn increments.
Recommended Pipe Sealants: (a) Permatex “No More Leaks” (b) Teflon Thread Tape.
Filteration and Cleaning:
150 micron filteration is recommended. However, should foreign particles enter the RotorFlow
sensor, accumulation is
easily cleared by removing the lens from the body. The lens is removed by turning its center rib 45°
counter-clockwise and then pulling it out. To reinstall the lens, simply reverse the process. Pressure must be relieved from
the system prior to sensor clean-out.
42
FLOAT SG: 0.60
MAX PRESSURE: 100PSIG
LEADS: 22GA, 24INCHES
Maintenance
Level Switch
Level switch is used to tell if the level of coolant in the tank drops below certain level. When the level of the coolant drops
below level switch position in the tank, control board reads the switch open signal, an error signal is sent to CNC/Process
by the PROPRIETARY AND CONFIDENTIAL
(8)0558011991
controller power supply through CAN communication.
THE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY
OF ESAB WELDING & CUTTING. ANY REPRODUCTION IN PART OR AS A
411 S. Ebenez
WHOLE WITHOUT THE WRITTEN PERMISSION OF ESAB WELDING & CUTTING Florence, SC
IS PROHIBITED.
VENDOR: MADISON COMPANY DESCRIPTION:
VENDOR P/N: M8790 PLASTIC SIDE-MOUNTED SWITCH
STEM: POLYPROPYLENE
FLOAT: POLYPROPYLENE
MAX TEMP: 105C
NOM CURRENT: 30VA SPST SWITCH
FLOAT SG: 0.60
MAX PRESSURE: 100PSIG
LEADS:
22GA, 24INCHES
Coolant Filter
A filter is used to prevent the foreign particles entering the power source through coolant and damaging the equipment.
DIMENSIONS ARE IN INCHES
NAME DATE PA6900-11-16 10/20/11
TOLERANCES: DRAWN MEA 11/14/12
FRACTIONAL .03
SWITCH LEVEL
ANGULAR: MACH .1 BEND .5 CHECKED
PMD 11/14/12
TWO PLACE DECIMAL .015 ENG APPR. MEA
11/15/12
BULKHEAD
THREE PLACE DECIMAL .005
MATERIAL
COMMENTS:
FINISH
REVISIONS SIZE
A
DWG. NO. REV.
(8)0558011991 -+
PTION DATE APPROVED DO NOT SCALE DRAWING
SCALE:1:5 WEIGHT: SHEET 1 OF 1
43
DIMENSIONS ARE IN INCHES
NAME DATE PA6900-11-16 10/2Maintenance 44
TROUBLESHOOTING 45
TROUBLESHOOTING 46
TROUBLESHOOTING
Troubleshooting
Electric Shock Can Kill!
WARNING Do not permit untrained persons to inspect or repair
this equipment. Electrical work must be performed by
an experienced electrician.
Stop work immediately if power source does not work properly.
caution Have only trained personnel investigate the cause.
Use only recommended replacement parts.
Check the problem against the symptoms in the following troubleshooting guide. The remedy may be quite simple. If the
cause cannot be quickly located, shut off the input power, open up the unit, and perform simple visual inspection of all the
components and wiring. Check for secure terminal connections, loose or burned wiring or components, bulged or leaking
capacitors, or any other sign of damage or discoloration.
The cause of control malfunctions can be found by referring to the sequence of operations, electrical schematics and
checking the various components. A volt-ohmmeter will be necessary for some of these checks.
Troubleshooting Guide
When the input power is applied to EPP-202 power source, pump motor should turn ON immediately, the power light on
the front panel will be ON and fault light will be OFF (if there are no errors/faults) indicating normal operation.
Check the following:
1. If pump motor doesn’t turn ON, fuse(F3) might be bad or check for a bad connection to pump motor.
2. If POWER light doesn’t turn ON or main contactor and main fan doesn’t turn ON, then it could be
caused by blown fuses F1 or F2.
3. If the FAULT light is ON, then check the CNC/Process Controller display screen for the type of error
message from power source.
Fault Light, Main Contactor and Main Fan status for different errors/faults:
Type of Fault Fault Light Status Fault Light Frequency K1 and Main Fan Status
Thermal or Ambient ON Continuous ON
Servo Fault TOGGLE 50% duty cycle with a OFF
period of 1 second
All other Faults TOGGLE 50% duty cycle with a OFF
period of 2 seconds
47TROUBLESHOOTING
Help Codes When fault light is in either one of the above-mentioned states, check the CNC/Process Controller screen
for the complete description of the error.
The list of errors with detail description for the power source are shown in the table below.
Error code Problem Solution
01 Supply Line Voltage exceeded or 1. Check the input voltage to the machine with a voltage meter.
dropped below + / - 15% of rated input 2. Check the input power cable for correct size and resistance.
when machine is in Idle mode 3. Check the Main Transformer (T1) voltage tapping connections.
4. Check the input fuses in the PS.
5. Check the input line fuses in the disconnect box.
6. Check the multi-color ribbon cable between J12 on PCB1 and J2 and PCB2.
02 Supply Line Voltage exceeded or 1. Check the input line voltages to the machine with a voltage meter.
dropped below + or - 20% of rated 2. Check the input power cable for correct size and resistance.
input while cutting 3. Check the Main Transformer (T1) voltage tapping connections.
4. Check the input fuses in the PS.
5. Check the input line fuses in the disconnect box.
6. Check the multi-color ribbon cable between J12 on PCB1 and J2 and PCB2.
7. Notify your power company of the line stiffness issues.
03 Control Transformer not supplying 1. Check the input voltage taps on the control transformer.
proper voltage to control board or the 2. Check the control transformer output voltages on TB3, if the voltages read within +/-15% of the specified value then
+24 and +/-15 volt bias supplies are not replace the control board else replace control transformer.
balanced
04 There is a thermal fault inside the 1. Wait 10 minutes for the unit to cool. If the thermal fault clears on its own then check for the ambient temperature
power supply. Fix any coolant flow er- being above 40C or dirt in the radiators.
rors before investigating this error. 2. Check if main fan is functioning and it is pulling air through the power supply.
3. Shut off the power supply and allow the machine to cool.
4. Check the diode bridge for an open thermal switch. If the switch is still open after certain time then replace the switch.
5. Check the IGBT module for an open thermal switch. If the switch is still open after certain time then replace the switch.
05 CYCLE START signal is high while the 1. Check the start signal to the power supply while the power supply is OFF. If there is voltage on the input, find and fix
power source is booting up. the wiring error.
2. Check the start signal to the power supply while the power supply is ON. If there is voltage on the input while CNC is
OFF, check the power supply control wiring for a short to the input.
06 Failed to fire/ ignition did not take place 1. Check the distance from the work piece matches the recommended ignition height.
within 4 seconds after HF is turned ON. 2. Check the electrical connection from the work piece to the work connection on the power supply.
3. Check the HF relay inside the power supply.
4. Check the 115VAC voltage on the control transformer.
5. Check the consumables.
08 Torch error/Electrode current was pres- 1. Check the jumper inside the RAS box between pins L and J on the 14-pin Amphenol connector.
ent before the PWM was enabled. 2. Check for short between electrode and nozzle.
3. Check the IGBT gate pulse voltage connection on the driver board.
4. Check for shorted IGBT.
5. Check for shorted diode (D9).
09 Arc voltage is greater than 40V in Idle 1. Check for shorted IGBT.
mode. 2. Check for shorted diode (D9).
3. Check the arc voltage feedback connection on the driver board from the Electrode (-) terminal.
4. Check IGBT gate pulse voltage connection on the driver board.
11 Output current is greater than the 1. Check for shorted IGBT.
minimum idle current. 2. Check for shorted diode (D9).
3. Check the IGBT gate pulse voltage connection on the driver board. If there is positive voltage then replace the driver
board.
4. Check the hall sensors and their connections to the control board.
5. Replace the control board.
12 A phase of the input power is missing. 1. Check the fuses in the disconnect box for bad fuse.
2. Check the main contactor contacts for any damage.
3. Verify the input to the power supply is providing all 3 phases.
13 Open circuit voltage did not reach 280 1. Check for short between the electrode and nozzle.
volts within 200 msec. 2. Check for short between the electrode cable and a connection to the work output of the power supply.
3. Check for an open IGBT.
4. Check the IGBT gate pulse voltage connection on the driver board.
5. Check the multi-color ribbon connection from J12 on PCB1 to J2 on PCB2.
14 Ambient temperature exceeded 75° C 1. Check the temperature inside the control panel, if it reads below 55C and still the error is present then replace the
in control enclosure. control board.
2. Cool the area around the power supply to below 40C. This is the upper limit of the rated operating range for the
power supply.
15 Bus voltage failed to reach 200 VDC 1. Check for faulty input fuse.
with in 500 ms. 2. Check for shorted bus filter capacitor.
3. Check the bus charger contactor (K2) contacts and coil for any damage.
4. Check the bus-charger contactor relay (RB1-1) for failure.
5. Check bus charger resistors connections.
6. Check the ribbon cable connection between J6 and Relay Module (RB1).
7. Check the multi-color ribbon cable connection between J12 on PCB1 to J2 on PCB2.
48 8. Check the 24VAC supply on the control transformer.TROUBLESHOOTING
18 Output voltage fell below 70 volts 1. Check for short in the torch cable.
during cutting or below 40 volts during 2. Check cutting or marking height is too low.
marking. 3. Check for short between electrode and nozzle.
4. Check for short between Work (+) and Electrode (-) terminals on the power supply.
5. Check for coiled or looped up electrode or work cables.
20 Output or Arc voltage detected before 1. Check for a shorted IGBT.
START signal issued 2. Check the gate pulse voltage to IGBT from driver board. If there is a positive voltage during idle, replace the driver
board.
3. Check the IGBT gate pulse voltage connections and make sure they are as per schematics.
4. Check the arc voltage feedback connections on the driver board.
5. Check for shorted diode (D9).
6. Check the multi-color ribbon cable connection between J12 on PCB1 and J2 on PCB2.
21 Main contactor failed to engage or 1. Check the input fuses inside the disconnect box.
disengage. 2. Check the main contactor (K1) contacts.
3. Check the main transformer auxiliary windings connection on TB2 for 115VAC.
4. Check the relay RB1-2 on the relay module RB1.
5. Check the ribbon cable connection between J6 and relay module RB1.
22 Work current is greater than Electrode 1. Check the feedback from the hall sensors.
current plus threshold limit during 2. Check the connection from hall sensors to the control board.
cutting. 3. Replace the control board.
23 The power supply enable signal is 1. Check the power supply enable signal is present. This should be a dry contact output from the CNC.
missing. 2. Check for the power supply enable signal going to J1 connector on PCB1.
3. Check the enable signal contacts on K4 relay.
4. Check control transformer 24VAC voltage on TB3 powering K4 and K5.
5. Replace the control board.
24 There was an SPI communication error 1. Shut off the power supply for at least 5 minutes. If the error clears, check the grounding of the machine and the power
between the main and servo micro on supply.
control board. 2. Replace the control board.
25 The EEPROM on the control has failed. 1. Shut off the power supply for at least 5 minutes. If the error clears, check the grounding of the machine and the power
supply.
2. Replace the control board.
27 The servo and supervisor on the control Replace the control board.
board of the power supply has firmware
version mismatch.
28 Jumper in the RAS box is missing. 1. Check the jumper inside the RAS box between pins L and J on the 14-pin Amphenol connector.
2. Check for damaged control cable.
3. Replace the control board.
30 The servo on the control board has 1. Check for bad hall sensor.
fault. 2. Check for diode (D9) connection on the IGBT module bus bars.
3. Shut off the power supply for at least 5 minutes. If the error clears, check the grounding of the machine and the power
supply.
4. Replace the control board.
31 Coolant flow is below 0.45GPM. 1. Check the coolant level.
2. Check for a clogged filter.
3. Check for leaks in the coolant return line.
4. Check the bypass regulator for bypassing too much coolant.
5. Check input power to the pump.
6. Check for proper pump function by looking for flow into the tank. If there is no flow and the motor in running, replace
the pump head.
7. Check the connection of the flow sensor to the control board.
8. Check for the SW6 position set properly according the flow sensor either turbine flow or rotor flow sensor.
9. Replace the control board.
32 Coolant flow is above 2.4GPM. 1. Check the connection of the flow sensor to the control board.
2. Check for the SW6 position set properly according the flow sensor either turbine flow or rotor flow sensor.
3. Replace the control board.
33 There was a watchdog error on the 1. Check the CAN connection between the interface control and the power supply’s control board.
CAN bus. 2. Check the input power to the interface control.
3. Check for all the dip switches on the IC board are toward the display.
4. Check for SW5 on the control board in the power supply is set to “CLOSE”.
5. Check for coiling of the CAN cable near power leads.
34 Ignition/Arc lost in dwell state immedi- 1. Check that the piercing distance of the torch is at the recommended level.
ately after it attached to the plate. 2. Check that the ignition distance of the torch is at the recommended level.
3. Check the consumables.
35 The station constant’s CRC received This will normally correct itself, if not replace the control board.
from the controller did not match the
calculated CRC.
39 Hall Sensor Connector is removed or 1. Check the hall sensor feedback connector for proper wiring.
jumper is missing.
49TROUBLESHOOTING
Fault Isolation
Fan Not Working
Problem Possible Cause Action
This is normal when unit is in idle
None
mode for more than 5 minutes.
Broken or disconnected wire in fan
Repair wire.
Fan does not turn ON motor circuit.
Faulty fan(s) Replace fans
Check relay connection and/or replace
Relay failed to close
relay.
Torch Will Not Fire
Problem Possible Cause Action
Communication between plasma unit
Check communication cable.
and CNC or process controller is lost.
CNC or Process Controller removes
Main Arc Transfers to the work with Make sure CNC or Process Controller is
the start signal when the main arc
a short “pop”, placing only a small sending start signal correctly.
transfers to the work.
dimple in the workpiece.
Remote current values are not pres- Check if correct current values are
ent. sent down the CAN Bus.
Current value is too low. Increase current value.
Open connection between the power
Repair connection.
source positive output and the work.
Pilot current and/or start current
should be increased for better starts
Arc does not start. There is no arc at Increase pilot current. (Refer to pro-
when using consumables for 100A or
the torch. Open circuit voltage is OK. cess data included in torch manuals).
higher (Refer to process data includ-
ed in torch manuals).
Fault light is ON. Check Help Codes table.
Faulty PCB1 (control board). Replace PCB1 (control board).
50Puoi anche leggere