Impianto di produzione CSS - Venezia (VE) - Ladurner ambiente spa
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Impianto di produzione CSS
Venezia (VE)
Dopo anni di gestione l’impianto di Fusina a Venezia rappresenta un eccellente case history nel campo del trattamento
dei rifiuti. L’analisi del ciclo di vita dell’impianto ha dimostrato parametri ambientali estremamente positivi rispetto
ad altri modelli di gestione della filiera di recupero dei rifiuti.
I RIFIUTI ARRIVANO VIA MARE
CSS IN PELLETS CSS IN BALLE
Caratteristiche e finalità dell’impianto
L’area territoriale di Venezia usufruisce ormai da alcuni anni di un le caratterizzato da bassa umidità, ridotto contenuto di ceneri e
impianto all’avanguardia nel campo del trattamento dei rifiuti. alto potere calorifico (>17.000 kJ/kg).
Presso il Polo Trattamento Rifiuti di Fusina i Rifiuti Solidi Urbani Ad oggi ENEL utilizza nella sua centrale termoelettrica 70.000
raccolti vengono sottoposti a trattamento meccanico-biologico tonnellate di CSS, sostituendo in questo modo il 5% del carbo-
e trasformati in Combustibile solido secondario (CSS), valorizza- ne utilizzato per l’alimentazione delle caldaie (si tratta del primo
to poi attraverso la co-combustione con il carbone nell’adiacen- caso in Italia ed uno dei principali case history Europa).
te centrale termoelettrica ENEL di Fusina. La co-combustione del CSS in centrale termoelettrica a carbone
L’impianto si compone di due linee per la produzione di CSS, rappresenta infatti un’opzione di grande interesse, grazie non
la prima realizzata nel 2001 e la seconda nel 2010, in seguito al solo all’ottima compatibilità dimostrata dal CSS nel suo utiliz-
revamping dell’impianto di compostaggio precedentemente zo in impianti industriali ma soprattutto al suo alto rendimento
presente. La capacità complessiva dell’impianto è attualmente energetico, che garantisce un bilancio ambientale estremamen-
di 260.000 t/anno. te positivo. La soluzione adottata nel Polo Integrato di Fusina è
Il sistema utilizzato a Fusina con tecnologia Ladurner garantisce quindi certamente replicabile con risultati altrettanto rilevanti in
una resa di produzione del CSS del 55% e dà luogo a un materia- nuove e diverse situazioni.
Descrizione del processo
1. RICEZIONE E PRETRATTAMENTO - Metalli non ferrosi da inviare al recupero
- Metalli ferrosi da inviare al recupero
DEL RIFIUTO INDIFFERENZIATO - Inerti (ghiaia, sabbia, vetro, ceramica, ecc.) da inviare al riuti-
Dopo il conferimento, i rifiuti subiscono una riduzione volumetri- lizzo o a discarica
ca finalizzata ad agevolare i successivi trattamenti. I due trituratori
primari, operanti in altrettante linee poste in parallelo, attuano la Il CSS ottenuto è un ottimo combustibile, caratterizzato da un
lacerazione dei sacchi e l‘adeguamento dimensionale dei rifiuti potere calorifico di circa 17.000 Kj/Kg.
a valori inferiori a 180 mm. I rifiuti sono poi portati ad una fossa
di accumulo intermedio e da qui caricati nelle biocelle mediante
4. CONFEZIONAMENTO
benna mobile su carroponte.
Il CSS viene può essere confezionato in tre modi diversi:
- il CSS fluff, che rappresenta il prodotto di base e si presen-
2. BIOSTABILIZZAZIONE
ta come un materiale leggero con pezzatura inferiore a 55
Cuore del trattamento è la bio-stabilizzazione, che avviene mm;
all’interno di strutture in cemento armato. Durante il processo - il CSS pellettizzato, ottenuto ttraverso un processo di estru-
il materiale ha una perdita in peso del 30% in seguito ai pro- sione e addensato in pellet con diametro di 16-18 mm e di
cessi di deumidificazione, igienizzazione e biostabilizzazione lunghezza di circa 20 mm;
della frazione organica presente nel rifiuto. Il potere calorifico - il CSS in balle, pressato e successivamente legato con reg-
del materiale in uscita dalle biocelle, pari a circa 17.000 Kj/kg, getta in poliestere e filmato con polietilene.
risulta incrementato di circa il 35% rispetto a quello dei rifiuti in
ingresso. Un software dedicato regola in maniera autonoma la
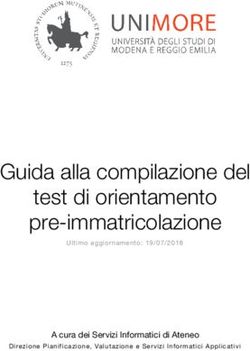
miscela d‘aria ottimale da insufflare all’interno di ciascuna bio- ESEMPIO DI BILANCIO DI MATERIA STANDARD
cella, grazie alla rilevazione di diversi parametri di controllo e al
loro confronto con valori predefiniti.
Il trattamento aerobico, dalla durata di sette giorni, si articola
in 3 fasi:
1. avvio del processo con incremento della temperatura dal
valore ambiente a quello di esercizio di circa 50 °C;
2. biossidazione alla temperatura di circa 50 °C;
30%
3. raffreddamento del rifiuto con ulteriore eliminazione dell‘u-
midità.
55%
3. SELEZIONE E TRATTAMENTO MECCANICO
0,5%
Il materiale, essiccato e stabilizzato, viene inviato alla fase di sele- 4,5%
zione e trattamento meccanico. Grazie ad un adeguato sistema INERTI
di vagli e ulteriore selezione, si ottengono i seguenti prodotti:
CSS
METALLI FERROSI 10%
- CSS per l‘utilizzo energetico METALLI NON FERROSI
PERDITE DI PROCESSO
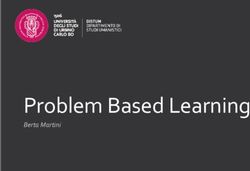
Schema di flusso
METALLI FERROSI SELEZIONE E
TRATTAMENTO
METALLI NON FERROSI MECCANICO
INERTI
RSU TRITURAZIONE BIOSTABILIZZAZIONE
CDRFLUFF
1. 2. 3. 4. CSS
PELLETS
CSS CSS
BALLE
CONFEZIONAMENTO
Dati di progetto: input & output
.................................................................. Linea 1............................................................... Linea 2
Anno................................................................2001......................................................................... 2010
Tecnologia utilizzata....................................biostabilizzazione a secco in biocelle ............... biostabilizzazione a secco in biocelle
Tipologia di rifiuti trattati...........................Rifiuti Solido Urbano............................................ Rifiuti Solido Urbano
Capacità dell’impianto................................160.000 t/anno...................................................... 100.000 t/anno
Biocelle installate.........................................15.............................................................................. 18
CSS prodotto.................................................superiore al 55%.................................................... superiore al 40%
Perdita di processo.......................................circa 30%................................................................. circa 30%
©2018 – Laduner Ambiente Spa
via Innsbruck 33, 39100 Bolzano ITALY
Tel. +39 0471 949 800 Fax +39 0471 949805
info@ladurner.it www.ladurnerambiente.it
Il gruppo industriale Ladurner Ambiente SpA offre soluzioni nel campo ambientale, nelle tecnologie di raccolta e tratta-
mento dei rifiuti urbani, nella produzione di energie rinnovabili e nelle bonifiche ambientali. La Divisione Impianti è attiva
della progettazione, costruzione e gestione operativa di impianti per il trattamento dei rifiuti solidi urbani, come il tratta-
mento dei rifiuti indifferenziati con la produzione di CSS end of waste, TMB (trattamento meccanico biologico), termovalo-
rizzatori ed il trattamento di rifiuti organici differenziati (Forsu, vegetali, fanghi) con impianti di digestione anaerobica per
la produzione di energia rinnovabile e compostaggio.
La Divisione Equipment è attiva nella produzione e commercializzazione di mezzi mobili per l’igiene urbana, come com-
pattatori per la raccolta dei rifiuti, curandone la produzione degli equipaggiamenti e l’assemblaggio su telaio compresa la
messa in strada.
La Divisione Bonifiche è attiva nella bonifica di siti contaminati e nella gestione di propri impianti di trattamento di terreni
contaminati e di terre da spazzamento.
La continua ricerca di tecnologie innovative ha portato il gruppo Ladurner ad essere oggi uno dei principali operatori nel
settore dei rifiuti in Italia, con un preciso obiettivo di sviluppo anche in Europa.
BOLZANO (BZ)
TRENTO (TN)
ROVERETO (TN)
ALBAIRATE (MI)
VENEZIA (VE)
LODI (LO)
TORTONA (AL)
LA SPEZIA (SP)
MONTALE (PT)
CUPELLO (CH)
CERIGNOLA (FG)
BARI (BA)
SASSARI (PT) EBOLI (SA)


Puoi anche leggere