Precisione svizzera LAVORAZIONI PER INGRANAGGI - TTB Engineering SA
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
LAVORAZIONI PER INGRANAGGI Gianfranco Bianco
Precisione svizzera
Q
CHI È ABITUATO A MANEGGIARE uando si sente parlare di una normale sigaretta è di circa 10
UTENSILI PER LE COMUNI creatori con diametro di 6 mm, cioè quasi il doppio del diame-
L AVORAZIONI MECCANICHE mm e con un modulo mini- tro del creatore rappresentato in fi-
RESTA SBALORDITO DAVANTI mo di 0,03 mm vengono in gura. Oltre alle difficoltà di bloccag-
ALL A VARIETÀ DI CREATORI, mente una quantità di domande, a gio di un creatore di così piccole di-
STOZZATORI E MICRO-UTENSILI cui subito non si trova risposta. mensioni, si tratta di adottare mole
CHE OGGI SI POSSONO PRODURRE. Creatori di queste dimensioni ven- diamantate con grana estremamen-
È DIFFICILE IMMAGINARE COME gono utilizzati per riduttori Har- te fine, per permettere di avere rag-
QUESTI UTENSILI POSSANO monic Drive, robot, trasmissioni gi di punta il più piccoli possibile.
ESSERE REALIZZATI IN DIMENSIONI nell’orologeria e per altre apparec- Un creatore di modulo 0,03 mm ha
ESTREMAMENTE RIDOTTE E COME, chiature di ridotte dimensioni e al- un’altezza del dente di meno di un
CON L A STESSA MACCHINA, SI ta precisione. In pratica i denti di decimo di millimetro e il raggio di
POSSANO PRODURRE UTENSILI questi creatori si possono vedere fondo deve essere al massimo di
FINO A 12 MM. CIÒ È POSSIBILE solo con l’ausilio di lenti di ingran- pochi micrometri. Un’altra notevo-
PRESSO L’AZIENDA SVIZZERA dimento. I controlli del profilo pos- le difficoltà è quella di avere mole
TTB ENGINEERING sono essere eseguiti con proietto- diamantate di piccolo diametro per
ri usando grandi amplificazioni, si permettere l’esecuzione della spo-
parla di anche 800 ingrandimenti. glia dorsale. Per permettere questa
La figura 1 mostra un creatore di operazione è necessario avere una
Fig. 1 - Dettaglio diametro 6 mm, lunghezza 6 mm e macchina a sei assi, che inclina la
di un creatore
foro 3,5 mm. Per rendersi conto del- mola, e ridurre la larghezza dei den-
diametro 6 mm,
lunghezza 6mm, le reali dimensioni di questo creato- ti aumentando il più possibile la lar-
foro 3,5 mm re, basta pensare che il diametro di ghezza del solco di affilatura.
1 3
ORGANI DI TRASMISSIONE
Fig. 2A - 2B
Coltello
stozzatore con
modulo 0,3 mm
Fig. 3 - Fresa
LUGLIO 2020
di 30 µm e 80
µm (in basso)
accanto ad un
capello umano
2A 2B (al centro)
68
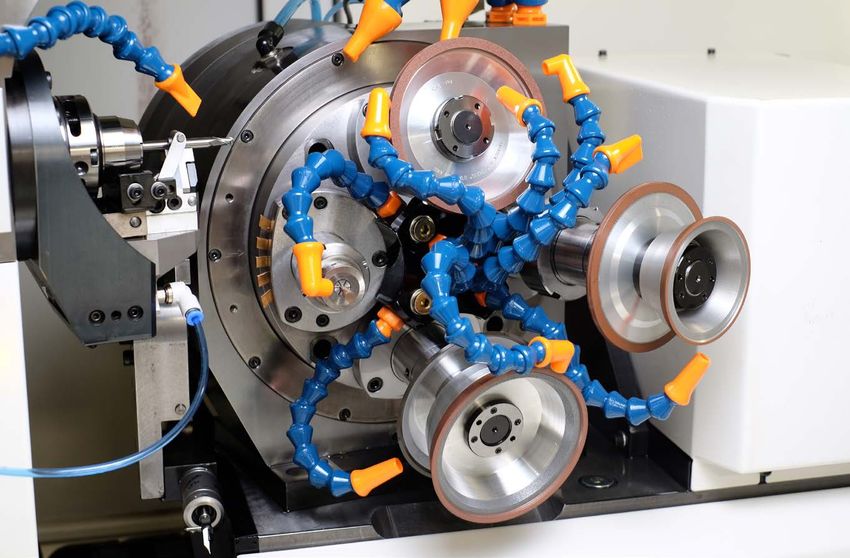
Fig. 5 - Testa con
4 mandrini su cui
sono montate
mole per le
diverse fasi della
lavorazione
TAB. 1 - CAPACITÀ DEI VARI MAGAZZINI
COLLEGATI AL CARICATORE AUTOMATICO
Dimensione Standard Opzionale
Ovviamente la grana delle mole di utensili 2 pallets 3 pallets 4 pallets
finitura (cioè la dimensione di ogni 1 - 2 mm 814 1628 2442
singolo cristallo di diamante) sarà fi-
1 – 6 mm 375 750 1125
nissima, cioè 4 - 6 - 10 (µm) e i tem-
pi di rettifica saranno proporzionati 1 -10 mm 170 340 510
alla finezza della lavorazione e con il 1 -16 mm 77 154 231
pezzo sgrossato precedentemente.
L’azienda che produce le macchine
per fare questo tipo di utensili è la
TTB Engineering SA situata in Sviz-
zera, nel Canton Ticino.
Per quanto riguarda la precisione,
le macchine costruite da TTB En-
gineering sono in grado di costruire
creatori di classe paragonabile alla
DIN AAA. Con tempi ciclo di ore, da
ORGANI DI TRASMISSIONE
3 a più di 20, questo significa che
le macchine mantengono una pre-
cisione di 3 µm senza alcuna corre-
zione da parte degli operatori.
Bisogna precisare che le tolleranze
LUGLIO 2020
per questi microcreatori sono sta-
bilite da ogni singolo costruttore in
Fig. 4 - Schema
quanto non sono previste normaliz- assi della macchina
zazioni per moduli così piccoli. Evolution
69
LAVORAZIONI PER INGRANAGGI
Un altro interessante utensile de- china. Si possono realizzare anche namento pneumatico che possono
dicato alla produzione di micro-in- utensili piccoli, che con la miniatu- arrivare fino a oltre 300.000 giri al
granaggi è il coltello stozzatore, sia rizzazione dei componenti aprono minuto, con possibilità quindi di ve-
a gambo che con foro. Con le mac- a nuovi mercati e prodotti. Grazie locità di taglio oltre i 15 m/min.
chine della TTB Engineering si pos- all’automazione (carico e scarico Si pensi per un momento alla pre-
sono produrre coltelli in metallo du- tramite unità automatica) e la con- cisione necessaria per posizionare
ro con moduli di 0,1 mm e diametro tropunta idraulica a valvola propor- correttamente la mola in senso lon-
intorno a 8 mm. Attualmente sono zionale, viene resa possibile la pro- gitudinale e radiale su un cilindro di
in corso prove per rettificare coltel- duzione del pezzo completo in mo- diametro di 30 µm e con quale deli-
li con modulo di 0,05 mm. dalità continua, 24 ore al giorno per catezza deve essere effettuato l’a-
7 giorni. Nella figura 2 si può osser- vanzamento per evitare flessioni o
TAB. 2 - PRINCIPALI CARATTERISTICHE TECNICHE vare la precisione dei raggi di rac- torsioni della punta in lavorazione.
DEL CENTRO DI AFFILATURA EVOLUTION cordo a fondo dente e quelli sulla Il tempo ciclo evidentemente è mol-
Corsa longitudinale asse X 290 mm sommità dei denti. Questi ultimi so- to lungo, si arriva anche oltre 20 mi-
Corsa trasversale asse Y 250 mm no di grande importanza in quanto nuti per punta. Le macchine costru-
Corsa verticale asse Z 150 mm determinano il profilo di fondo den- ite da TTB Engineering, sono in gra-
Asse rotativo V- mandrino pezzo 230° te dell’ingranaggio dentato. do di produrre anche tutta una serie
Asse rotativo U - infinito Oltre ai normali coltelli stozzato- di altri utensili, dal micro a 12 mm
Velocità avanzamento assi X, Y, Z 3 m/min
ri, possono essere prodotti anche di diametro (avendo a disposizio-
i coltelli destinati a operazioni di ne una potenza di 10 kW di aziona-
Risoluzione assi lineari X,Y,Z 0,0001 mm
Power Skiving. mento mole) come per esempio fre-
Risoluzione assi rotativi V, U 0,0001°
Oltre a ciò, l’azienda produce mac- se a gambo con vari profili, utensili
Precisione sistemi di misura assi lineari 0,01 µm chine per altri micro-utensili, come sagomati per micro-tornitura, pun-
X,Y,Z
le punte e frese di dimensioni ri- zoni e lame sottili per impieghi nei
Precisone sistema di misura asse ± 2”
rotativo V dottissime. Per il settore tessile, ad diversi settori industriali.
esempio, vengono prodotte punte La caratteristica principale di que-
Precisone sistema di misura asse ± 20”
rotativo U a forare del diametro di meno di 20 ste macchine è la grande precisio-
Potenza sui 4 mandrini mola 10,0 kw µm, fresette da 30 µm, frese a sfera ne e stabilità, unite alla flessibilità.
da 80 µm. Se si pensa che un capel- La macchina di punta è il centro di
Velocità di rotazione Fino 12.000 giri/min
lo ha un diametro di 80 - 120 µm, si affilatura Modello Evolution a 5 as-
Possibilità mandrino alta frequenza 60.000 giri/min
può ben immaginare quali difficol- si (o 6 assi) programmati tramite il
Diametro serraggio Da 1 a 25,4 mm
tà si possano incontrare a produr- software NUMROTOplus.
Lunghezza di serraggio standard Fino a 250 mm re una punta con diametri 4 - 5 vol-
Diametro utensili 0.02 mm - 12 mm te inferiori. Setup della macchina
Riaffilatura Fino a 30 mm circa Queste punte di diametro così pic- Per il setup della macchina Evolu-
colo possono essere considerate tion ci sono varie possibilità di scel-
Tutti i profili, sia di creatori che di delle punte a cannone in quanto ta tra mandrini portapezzo, sistemi
stozzatori, vengono eseguiti per in- hanno solo un solco longitudinale di serraggio, mandrini e flange per
viluppo, sia per altezze di denti esi- per lo scarico del truciolo, ma ap- le mole. Il cambio delle unità mo-
gue come anche per utensili di 40 pena si aumenta un po’ il diametro, dulari è facile e veloce. Questo per-
mm di diametro e lunghezze fino a per esempio a 30 µm, si possono mette configurazioni personalizza-
50 mm. Per tutti questi utensili le eseguire le due scanalature elicoi- te e l’ottimizzazione della macchina
spoglie sono tali, da rendere pos- dali caratteristiche di punta elicoi- per specifiche esigenze di affilatura.
sibili un certo numero di affilature dale. Degli esempi sono rappresen- Le mole di affilatura possono essere
mantenendo il profilo esatto. tati in figura 3. ravvivate e misurate direttamente in
ORGANI DI TRASMISSIONE
Non si usano quindi mole di forma o Queste punte sono costruite in me- macchina. Il tastatore pezzo fa par-
macchine a copiare e al loro posto tallo duro (carbide), naturalmente te dell’equipaggiamento standard
vengono redatti programmi di lavo- con micrograna, e sono impiegate della macchina.
razione del pezzo. I software di pro- per eseguire i fori sulle matrici per
grammazione TTB-SCG (per stoz- filiere nell’industria tessile. Caricatore automatico
LUGLIO 2020
zatori) oppure Numroto (per cre- Come si può ben intuire queste pun- con elevata capacità
atori) lo permettono. Con questo te devono essere impiegate su fora- Il caricatore standard è composto
processo si sfrutta al massimo la trici con mandrini ad altissima ve- da 2 palette (diametro utensile da
precisione e la flessibilità della mac- locità, si parla di mandrini ad azio- 1 fino a 16 mm) che possono con-
70
Cinematica l’utensile finito nel secondo pallett Fig. 6
La macchina Evolution di posizionamento • Tutte le mole (fig.6). La macchina di cui si parla Particolare
ha 2 gruppi di assi, oppure come mandrino necessarie sono sempre dei pallett
l’unità di affilatura rotante, usato durante pronte all’uso. può essere attrezzata con caricato- portapezzi
e l’unità portapezzo l’affilatura cilindrica • La selezione delle ri automatici di vario tipo e con ma- prima e dopo la
(fig.4). Sono montate su e la ravvivatura. La mole si esegue in pochi gazzini utensili di elevata capacità, lavorazione
un basamento di ghisa cinematica permette secondi.
che appoggia su speciali di lavorare con la mola Gli utensili vengono in dipendenza dalle dimensioni de-
supporti antivibranti. sia sotto che sopra finiti in un solo serraggio gli utensili da lavorare (tabelle 1 e
La stabilità termica l’utensile. e con il più alto grado
dei componenti Il cuore della macchina di precisione. Gli assi
2). Come si può osservare questa
della macchina è è costituito da una lineari hanno un sistema macchina non è dedicata esclusi-
garantita dall’uso di torretta composta da 4 di movimentazione vamente ai micro-utensili, ma può
fluidi a temperatura mandrini diversamente esclusivo e unico
controllata. Il sistema configurabili nel suo genere: una eseguire anche utensili di dimensio-
di controllo termico (mandrini corti e combinazione di ni di una certa rilevanza, cioè può
esterno che agisce sulla lunghi, mandrini HF tecnologia idrodinamica profilare punte e frese di vario tipo,
temperatura dell’olio 60.000/100.000/150.000 e precarica calibrata.
da taglio, garantisce giri/min). Su ogni In conclusione: fino a diametro 12 mm, e affilare
che la temperatura mandrino possono ripetibilità garantita e utensili fino a diametro 25-30 mm.
si mantenga entro un essere montate fino gioco al di sotto di 0,4
Il secondo modello, proposto in ca-
range di ± 0,2~0,5 °C. a 3 mole di affilatura. µm.
L’unità portapezzo (assi Questa caratteristica Posizionamento in meno sa TTB, adotta un design e mecca-
Z, U, V, X) controlla il fornisce alla macchina di mezzo micrometro. nica tradizionali. In tal modo offre
movimento dell’utensile. vantaggi significativi: Eccezionale se si pensa
L’asse U ha una duplice • Assoluta precisione che il diametro del
maggiore velocità degli assi e mino-
funzionalità: può essere nel posizionamento e tristemente famoso re occupazione del suolo, questo ad
utilizzato come asse ripetibilità delle mole. coronavirus è di 0,15 µm. un prezzo inferiore. Si può eviden-
ziare il fatto che la macchina è do-
ORGANI DI TRASMISSIONE
tenere fino a 814 utensili. Soluzioni pezzo grezzo). Durante la sequen- tata di due mandrini, uno inferiore
personalizzate, come per esempio za di carico un nuovo grezzo viene dedicato alla sgrossatura e uno su-
numero di utensili maggiorato, pa- prelevato con la pinza N°1 dal suo periore per la finitura. Il cambio del-
lette o cicli di carico speciali, posso- pallett e attende il completamento le mole avviene in automatico in ac-
no essere fornite su richiesta. L’uni- del ciclo di affilatura in corso. Al ter- cordo con il programma inserito. Il
LUGLIO 2020
tà di carico pezzi comprende 2 assi mine dell’affilatura il caricatore en- sistema di carico e scarico può av-
CNC di precisione (X2 e Y2), la mo- tra in macchina, rimuove l’utensi- valersi di un robot antropomorfico o
vimentazione pneumatica e la testi- le finito con la pinza N°2, inserisce di un pick-up in accordo con le esi-
na a doppie ganasce (pezzo finito e il grezzo nella pinza e poi deposita genze delle linee dell’utilizzatore. •
71

Puoi anche leggere