Misure di resistenza a flessione ed assorbimento di acqua sottovuoto - Due caratteristiche fondamentali per il controllo di produzione
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Misure di
resistenza a flessione ed
assorbimento di acqua sottovuoto
Due caratteristiche fondamentali per il controllo di
produzione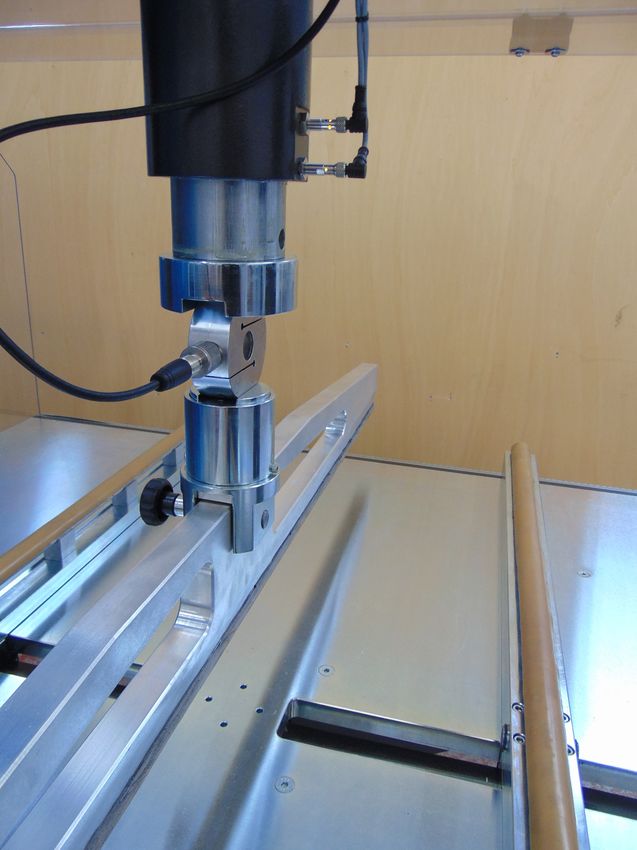
Norme in fase di revisione e modifica Motivazioni: uNecessità di adeguamento a causa dell’aumento del formato dei campioni uNecessità di allinearsi con altri Paesi che hanno modificato alcune loro norme di controllo Norme in fase revisione: uUNI EN ISO 10545-13:2017 (attacco chimico) già pubblicata uISO 10545-3 in fase di pubblicazione uISO 10545-4 in fase di studio u…e tante altre
Assorbimento d’acqua E’ stato fatto un importante lavoro per arrivare alla stesura finale di tale normativa e ci fa piacere poter illustrare anche i dati che a suo tempo abbiamo raccolto valutando con un approccio scientifico quale potesse essere il metodo più adeguato per la stima dell’assorbimento d’acqua dei materiali (con il raggiungimento della loro saturazione). uImbibizione progressiva uEbollizione UNI EN ISO 10545-3 e con ebollizione a 3, 4, 5 ore uAssorbimento sottovuoto UNI EN ISO 10545-3 (30 min vuoto) e con 1 ora e 1,5 ore di mantenimento del vuoto

Assorbimento d’acqua
Comparazione del: Comparazione dati assorbimento per ebollizione
umetodo per ebollizione previsto dalla UNI EN ISO
10545-3 18
(2 ore ebollizione e 4 ore raffreddamento) con 16
15,4
15,9 15,9 15,9 15,
umetodo interno che prevede tempi di ebollizione 14
variabili 12
(2, 3, 4, 5 ore) e brusco raffreddamento in acqua di 30 10
minuti. 8
5,7 5,8 5,9 5,9 5,9
Risultati: 6
3,2 3,2 3,2 3,2
uilraffreddamento brusco del materiale come sopra 4 2,8
1,6 1,7 1,7 1,8 1,8
descritto determina un aumento dell’assorbimento 2
0,01 0,02 0,02 0,02 0,02
percentuale su tutti i gruppi testati di materiale 0
AA (%) EBO AA (%) EBO AA (%) EBO AA (%) EBO
AA(%) ISO P3
MLS 2 ore MLS 3 ore MLS 4 ore MLS 5 ore
ul’aumento dei tempi di ebollizione non comporta BIa 0,01 0,02 0,02 0,02 0,02
variazioni significative nel valore finale di assorbimento BIb 1,6 1,7 1,7 1,8 1,8
BIb 2,8 3,2 3,2 3,2 3,2
uIn ogni caso non si raggiunge con nessun metodo la BIIa 5,7 5,8 5,9 5,9 5,9
saturazione del materiale BIII 15,4 15,9 15,9 15,9 15,9
uConferma che l’ormai sorpassato metodo di
assorbimento per ebollizione non idoneo per lo scopo
Assorbimento d’acqua
Comparazione dati assorbimento sottovuoto Comparazione del:
18 umetodo sottovuoto previsto dalla attuale UNI EN ISO 10545-3
(vuoto fino a (10± 1) kPa mantenuto per 30 min e permanenza in
16 acqua di 15 min) con
14 umetodo interno che prevede tempi di mantenimento del vuoto
12 variabili (1 e 1,5ore).
10 Risultati:
8 ui valori di assorbimento già con il test normalizzato sono tutti
6
superiori ai valori ottenuti con i metodi di ebollizione prima
indicati (ad esclusione del valore relativo al materiale
4 completamente greificato ottenuto con il metodo interno)
2 usostanzialmente tra i valori riscontrati con il test normalizzato e
0
quelli ottenuti mediante le prolungate tempistiche di
BIa BIb BIb BIIa BIII mantenimento del sottovuoto non vi è differenza
AA (%) DEP MLS
0,02 2,1 3,4 6,2 16,7 uIdoneo quindi il ciclo dei 30 min per lo scopo
0,5 ore (ISO P3)
AA (%) DEP MLS uNota: campioni aventi assorbimenti ad esempio dello 0,3% per
0,02 2,1 3,4 6,4 16,7
1 ora ebollizione hanno portato anche a valori dello 0,6%-0,7%
AA (%) DEP MLS sottovuoto
0,02 2,1 3,4 6,4 16,8
1,5 oreVacuum 600
strumento da laboratorio automatico completamente in acciaio inox.
dotato di un programmatore che può tenere impostati fino a tre cicli
diversi a seconda delle esigenze (due impostati dal produttore e uno a
scelta del cliente)
alimentazione dell'acqua nel serbatoio è per aspirazione controllata in
automatico da altro contenitore.
scarico è effettuato per gravità, azionando manualmente il rubinetto
posto sul retro dello strumento, oppure è possibile con l’ausilio di una
pompa.
apertura del coperchio può essere manuale (assistita tramite
ammortizzatori) oppure tramite attuatori azionati elettricamente.
pompa da vuoto dotata di filtro/trappola per eventuale olio nebulizzato;
estrazione rapida della pompa per manutenzione, sostituzione, ripristino
livello olio
guarnizione di tenuta di facile sostituzione e reperibilità sul mercato
Rapido ripristino della pressione dopo il vuoto
predisposizione per esecuzione taratura
cestello porta piastrelle in INOX
6Carico di rottura – Resistenza a flessione
– Modulo di rottura
Anche in questo caso la norma, in fase di revisione, dovrebbe prevedere che per i
grandi formati si proceda al taglio del materiale, ma se le aziende sono equipaggiate
con dinamometri di grandi dimensioni possono procedere senza effettuare tale taglio
purché ovviamente il campione possa essere alloggiato sullo strumento (naturalmente
tutte le considerazioni fatte potrebbero essere suscettibili di cambiamenti in quanto
appunto la norma è in fase di studio).
In particolare i campioni con:
uspessore di fabbricazione ≥7,5mm, possono essere tagliati dal centro del pezzo ma
rispettando il rapporto tra i lati.
uspessore di fabbricazioneDynamometer high performance 1200 strumento in grado di testare formati fino al 120x120 cm anche spessorati; infatti può essere equipaggiato con celle di carico fino a 5000 kg. non necessita di alcun tavolo di supporto in quanto il suo basamento è stato studiato appositamente per i carichi sopra menzionati; l’altezza del piano di appoggio è tale da agevolare le operazioni di carico del materiale senza un eccessivo sollevamento ’elettronica è contenuta in una valigetta asportabile che consente, nel caso di manutenzione, oppure anche solo di aggiornamento del software, di poter essere asportata e mandata in assistenza senza che sia necessario spostare l’intera macchina l coltello centrale di carico, come anche quelli di appoggio della base, hanno la gommatura concepita in modo tale da ridurre i costi necessari per il suo ripristino coltelli di base si spostano tramite due “volantini laterali” che consentono il loro scorrimento sul piano della macchina (anche in modo asimmetrico se necessario per particolari esigenze) coltelli sono tenuti in posizione nelle loro sedi di supporto tramite un sistema magnetico che consente pertanto una loro facile sostituzione (anche da personale non corpulento) con un semplice gesto ad esempio con quelli previsti dalla norma EN 1339 attualmente molto richiesta in particolare per materiali spessorati; tale sistema consente al coltello di caricare il campione sempre in modo corretto sulla sua superficie adattandosi ad essa con conseguente rottura dello stesso come descritto al punto 8 della norma l software consente la memorizzazione di numerose impostazioni al fine di velocizzare le operazioni di inizio prova o strumento visualizza contemporaneamente Carico di rottura, Resistenza alla flessione, Modulo di rottura, freccia di curvatura del campione in continuo durante la fase di carico, fornendo i loro valori finali alla rottura. dati esportabili con chiavetta USB
Controllo dello spessore a norma
UNI EN ISO 10545-2
u Come laboratorio abbiamo anche affrontato il problema
del controllo dello spessore a norma ISO per i grandi
formati (controllo importante in quanto caratteristica
strettamente correlata alla flessione), perché comunque
la normativa UNI EN ISO 10545-2 richiede che questo
venga misurato lungo le quattro semidiagonali dei
campioni.
u Abbiamo messo a punto a tale scopo una strumentazione
in grado di effettuare tale verifica nel rispetto di quanto
previsto dalla norma, in modo svincolato dall’eventuale
planarità del materiale e contenendo il problema della
movimentazione dello stesso da parte dell’operatore (che
per grandi formati con le strumentazioni attualmente
esistenti in nostro possesso non era realizzabile).
u Tale strumentazione, prima approntata per le prove di
laboratorio, è stata anche progettata per essere applicata
direttamente alla linea produttiva e riteniamo che possa
essere un valido supporto appunto al controllo di
produzione specialmente nelle lastre di grande formato in
quanto consente di misurare lo spessore massimo e lo
spessore minimo lungo definite linee del campione di
interesse del produttorePuoi anche leggere