IL TAGLIO DEI METALLI - Didattica
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
IL TAGLIO DEI METALLI
I processi nei quali lo scopo di mutare la forma o le dimensioni di un materiale è ottenuto asportando
del materiale con un utensile, vengono classificati come taglio dei metalli o lavorazioni ad
asportazione di truciolo. L'analisi dei fenomeni fisici e meccanici connessi con il processo di taglio
riveste particolare interesse perché ad essi sono legati parametri di notevole importanza, come la
potenza in gioco, la durata dell'utensile e la finitura superficiale del lavorato.
MECCANICA DELLA FORMAZIONE DEL TRUCIOLO
L'utensile più semplice da considerare è il cuneo, detto anche utensile elementare monotagliente:
Φ
Φ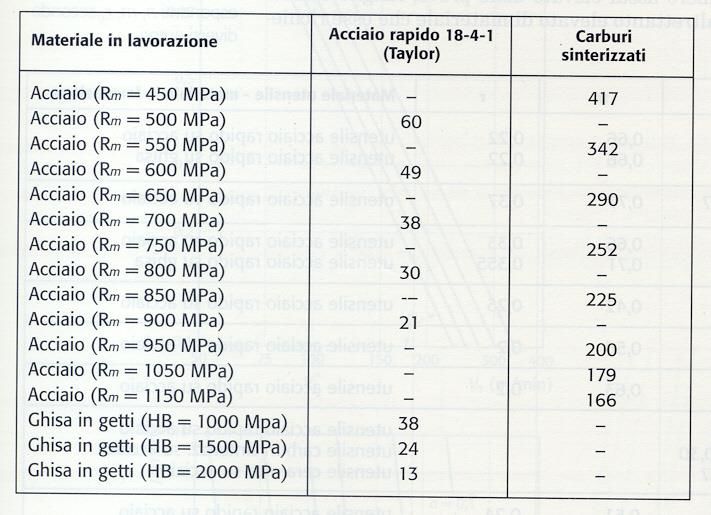
Lo schema della lavorazione riportato in figura prende il nome di taglio libero ortogonale: libero perché il truciolo è vincolato al materiale solo secondo un lato; ortogonale perché la direzione del tagliente è perpendicolare alla direzione della velocità di taglio. Tutto ciò permette di trattare il problema in forma bidimensionale e saranno fatte le seguenti assunzioni: • l'utensile è perfettamente affilato (se il filo è usurato vi sarebbero degli arrotondamenti e l'applicazione della forza genererebbe una coppia) e non esiste contatto lungo il piano dorsale; • larghezza del tagliente > larghezza del pezzo (è una semplificazione per poter non occuparci dei fenomeni di bordo); • il materiale del truciolo non presenta deformazione nella direzione perpendicolare al piano del disegno: la larghezza del truciolo rimane uguale alla larghezza iniziale del pezzo; • la velocità di taglio è costante; • lo spessore asportato si mantiene costante; • volume costante; • materiale con proprietà isotrope. L'osservazione sperimentale del processo e alcune semplici misurazioni hanno rilevato che: • durante la formazione del truciolo si verifica un notevole sviluppo di calore di gran lunga superiore a quello stimato per attriti; • lo spessore del truciolo è normalmente superiore allo spessore asportato; • la durezza del truciolo è superiore a quella del metallo base a dimostrazione dell'avvenuto incrudimento del materiale; • la superficie lavorata non è liscia, ma rugosa e la rugosità dipende dai parametri di processo.
Le considerazioni che precedono portano ad un'unica conclusione: l'utensile non provoca un semplice distacco del materiale (vecchia ipotesi di frattura continua), ma causa un'intensa deformazione permanente; la rottura avviene con scorrimento dei piani cristallini. Studiare il fenomeno di deformazione plastica a così elevate velocità di deformazione, è molto difficile e lo è ancor di più scrivere equazioni che descrivano il comportamento del materiale in quelle condizioni di deformazione. Si sono messe appunto tecniche che prevedono l'osservazione al microscopio ottico ed elettronico della morfologia del truciolo dove si nota una zona molto ristretta che separa nettamente il materiale indeformato da quello deformato e si individuano chiaramente una serie di linee tra loro parallele, che rappresentano le direzioni lungo le quali avviene lo scorrimento del materiale.
Principi fondamentali del processo di taglio
Lavorazione per deformazione plastica nel
quale un utensile, dotato di moto relativo
rispetto a un pezzo, ne asporta uno strato
superficiale, detto soprametallo,
trasformandolo in truciolo e generando una
superficie con elevata precisione.
Esempio di taglio ortogonale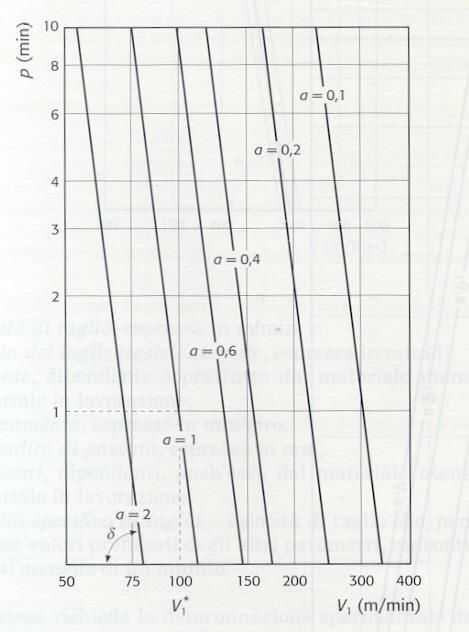
Meccanica di formazione del truciolo: il taglio ortogonale
Taglio ortogonale: la formazione del
truciolo è regolato da fenomeni
bidimensionali: nessuna deformazione nel
senso della larghezza del taglio (taglio non
vincolato).
Lavorazione di piallatura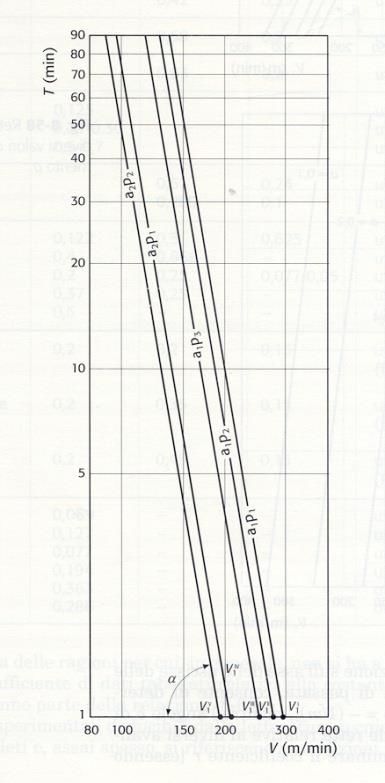
Meccanica di formazione del truciolo: il taglio ortogonale
Fattore di ricalcamento del truciolo c:
s
c
s1
slL s1l1 L1
Essendo l l1 ,
s L
c 1
s1 L
Angolo di scorrimento :
s OAsen sen
c
s1 OA cos cos
c cos
tg (Relaz trigonome triche)
1 csen
0 c tg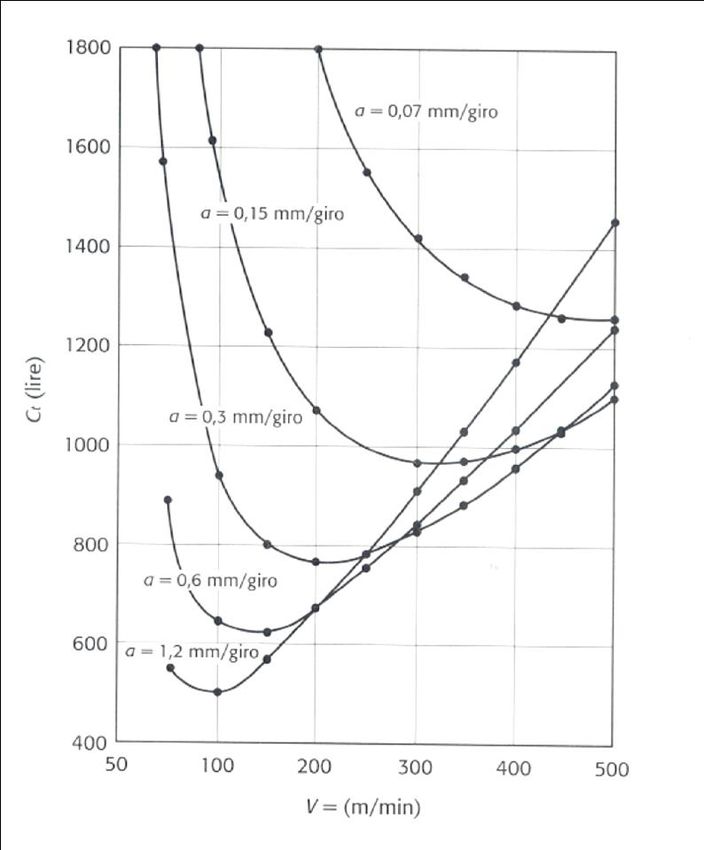
s OAsen sen
c
s1 OA cos cos
cos cos cos sensen
sen sen
c
cos cos cos sensen
sensen
c cos cos sen
cos
sensen sen
c cos ccos tan sen tan
cos cos
tan (1 csen ) c cos
c cos
tan
(1 csen )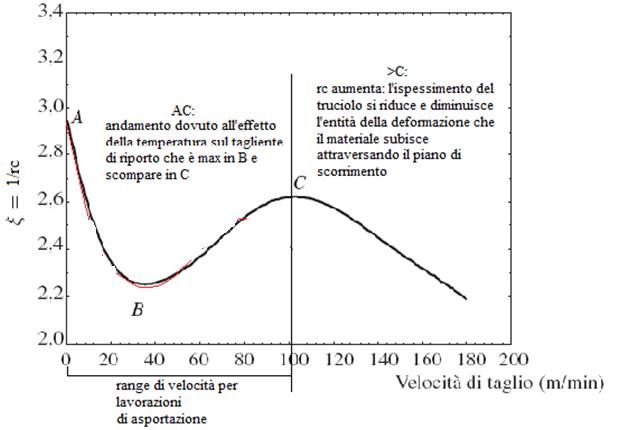
Modello di formazione del truciolo per scorrimento (Pijspanen)
Pijspanen nel 1937 immaginò il materiale come costituito da una serie di lamelle di spessore finito:
l'avanzamento dell'utensile sospinge ciascun elemento in avanti, obbligandolo scorrere
sull'elemento successivo.
Φ
La forza che l'utensile applica sul truciolo deve essere quindi in grado di generare sul piano CA,
detto piano di scorrimento e formante un angolo Φ con la direzione di moto, una tensione
tangenziale necessaria e sufficiente per provocare lo scorrimento relativo tra e due lamelle del
materiale a contatto. Il modello di Pijspanen si basa sulla semplificazione ad un piano di
scorrimento, quando in realtà vi sono molteplici piani di scorrimento che concorrono a formare
una zona di scorrimento. Ma, poiché l'estensione di tale zona tende a zero per i valori delle
velocità di taglio comunemente impiegati, il modello di Pijspanen non commette un grave errore
nell'approssimare il fenomeno reale.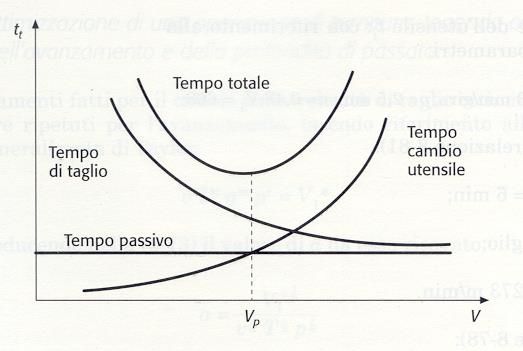
La deformazione plastica può essere calcolata valutando lo scorrimento γs che il materiale subisce
attraversando il piano di scorrimento:
s AH HC
s
x BH Φ-γ
AH AB cos Φ
BH AB sen Φ
Φ
HC BH tan( )
AB cos BH tan( )
s
AB sen BH
s cot an( ) tan( )
minimizzando, per il Principio del Lavoro Minimo, ottengo in assenza di attrito il valore dell'angolo di
scorrimento:
quando γ=0 si ottiene φ=45° ed infatti i piani in cui si innesca
la deformazione plastica sono quelli a 45°. Pijspanen ha così
demolito la precedente teoria della frattura continua.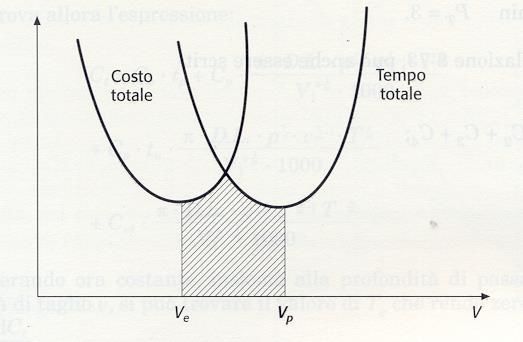
d s 1 1
0
d sen cos ( )
2 2
sen 2 cos 2 ( ) 0
sen cos( ) sen cos( ) 0
sen cos( ) 0
sen sen(90 ) 0
90
45 / 2Modello di formazione del truciolo per scorrimento (Pijspanen)
s sen
c
s1 cos
c cos
tg ; 0 c tg
1 csen
s
s cot tg
x
s
0 45
2
0 45; c 1 s min
La deformazione s aumenta con la riduzione dell’angolo di spoglia superiore e, di
conseguenza, aumentano le forze necessarie a provocare tale deformazione:Tuttavia il meccanismo non è statico e bisogna parlare della CINEMATICA DEL TAGLIO:
◦ vs velocità di scorrimento,
Φ velocità relativa truciolo-pezzo sul
piano di scorrimento;
◦ vt velocità di taglio, velocità
relativa utensile-pezzo;
Φ ◦ vf velocità di flusso, velocità
relativa truciolo-utensile
è possibile valutare la velocità di deformazione tangenziale in questo modo:
Vs può essere determinata mediante semplici considerazioni
trigonometriche:
tenendo conto del principio di invariabilità del volume e assumendo nulla la deformazione laterale del
truciolo: Attraverso questi calcoli si
applicando il teorema dei seni al triangolo delle velocità: ottengono velocità di
deformazione prossime a quelle
di esplosione (~ 105 s−1 ).Per quanto concerne la DINAMICA DEL TAGLIO, si può ricorrere ad un modello semplice: taglio ortogonale, formazione di truciolo continuo per scorrimento, assenza di attrito nel contatto fianco utensile-superficie in lavorazione, strisciamento del truciolo sul petto dell’utensile con attrito costante Se si considera il truciolo come un corpo libero, esso, istante per istante, dovrà essere i equilibrio sotto l'azione di due forze applicate rispettivamente, nella zona di contatto con il materiale e con l'utensile ( R, R' ) e, per rispettare le condizioni di equilibrio R=R' . Il punto di applicazione delle due forze risulta molto prossimo al punto C e quindi si considerano applicate in C. La forza scambiata tra utensile e pezzo può essere scomposta lungo direzioni di interesse tecnologico: • N F componente normale e tangenziale (o d'attrito) rispetto al petto dell'utensile; • Ns Fs componente normale e tangenziale rispetto al piano di scorrimento; • Ft Fn forza principale di taglio (diretta secondo vt) e forza normale. N e F permettono la determinazione delle condizioni di attrito sulla superficie di contatto tra il truciolo e l'utensile; Ns e Fs sono importanti per la determinazione dello stato di sollecitazione cui il materiale è sottoposto nella zona di scorrimento; Ft permette la valutazione della potenza assorbita nel taglio e nel contempo, essendo Ft e Fn determinabili sperimentalmente, permette la verifica dell'efficacia del modello.
MODELLO DI MERCHANT
La scomposizione della risultante R , trasportata sullo spigolo tagliente, risulta evidente utilizzando
la rappresentazione proposta nel 1945 da Merchant:
Si disegna R (diametro della circonferenza),
la si scompone in Fn e Ft, si disegna la
circonferenza e nel cerchio si rappresentano
F e N. Φ
Fs R cos( )
N s Rsen( )
ρ
R
Ft R cos( )
Fn Rsen ( ) ρ
F Rsen
N R cos
Si avrà deformazione plastica del truciolo e quindi taglio, allorché sul piano di scorrimento si
raggiunge un assegnato valore di tensione tangenziale detta tensione dinamica di scorrimento τs;
conseguentemente si avrà:
A0 dove As è l'area del piano di scorrimento e A0 è l'area della sezione di
Fs As s s truciolo prima del taglio.
sendove As=AC x L è l'area del piano di
scorrimento e A0=h0 x l è l'area della Φ
sezione di truciolo prima del taglio.
Utilizzando questa equazione
Fs R cos( )
Ft R cos( )
e sostituendo all’ equazioni
Fn Rsen ( )
Il problema è che l'angolo Φ può essere
valutato solo effettuando una prova
sperimentale preliminare e misurando il fattore
di ricalcamento. Gli studiosi che si sono
Si ottiene
occupati di questo problema hanno però
proposto di assumere l'ipotesi che il piano di
scorrimento si disponga in modo tale da
rendere massimo il valore di τs su esso agente.
Dovrà quindi essere verificata la condizione:
Fn Quindi Merchant dà un ruolo importante
all'attrito rispetto al modello di Pijspanen.
La verifica sperimentale di questa relazione portò però a constatare che la somma dei tre angoli
differisce dal valore di 90° e questa teoria si allontana dalla realtà quanto più la sollecitazione aumenta
sul piano di scorrimento. Il fatto è che c'è una componente normale dalla quale in genere dipendono le
condizioni di plasticizzazione e che fin qui non è stata considerata.dFn cos cos sensen
0
d sen cos
2 2
cos cos sensen 0
cos 0
2 90Merchant formulò allora il SECONDO MODELLO:
la tensione tangenziale necessaria per provocare lo
scorrimento non è una quantità costante, ma è funzione della
tensione normale che agisce sul piano di scorrimento
medesimo, secondo la relazione:
s =(s )0+Kss in cui (s )0 è il valore di s per ss=0 ed è
una costante dipendente dal materiale; k è una costante di
proporzionalità dipendente dal materiale; ss è la tensione
normale agente sul piano di scorrimento pari a N s / As .
La condizione si traduce adesso nell'imporre che il piano di scorrimento si disponga in modo che
sia massima e uguale (s )0 la differenza s -Kss .Svolgendo la derivata, ottengo:
che è la RELAZIONE DI MERCHANT.
Poiché ρ-γ=C-2Φ, le espressioni di Ft e Fn diventano:
Tuttavia φ, τs e C dipendono fortemente dalla velocità di taglio e queste espressioni forniscono una una
stima valida delle due componenti della forza di taglio solo nel range di Vt di più frequente impiego
industriale.Anche se in genere la relazione di Merchant è di difficile applicazione in pratica, l'aspetto davvero
importante è il fatto che posso scomporre R anche secondo gli assi x e y così da poter misurare con
semplici celle di carico queste due forze e poter partire da esse per calcolare tutte le altre in base alle
relazioni fornite da Merchant. La misura delle forze Ft e Fn permette inoltre di calcolare l'angolo di
attrito ρ: posso infatti scomporre dette forze lungo le direzioni del petto dell'utensile e della normale ad
esso (direzioni lungo le quali agiscono F e N), ottenendo:
1
2
In conclusione, il modello del piano di scorrimento,
utilizzando le relazioni fin qui presentate, può essere
utilizzato sia in modo diretto sia in modo inverso:
1. l'approccio diretto consente di calcolare Ft e Fn, pur
con approssimazione, utilizzando dati, come C, τs, ρ,
funzione del materiale da lavorare e delle condizioni
di lavoro;
2. l'approccio inverso permette, partendo da valori di
Ft , Fn e R misurati sperimentalmente, di calcolare
tutte le grandezze che intervengono nel processo di
taglio: γs, τs, ρ, Φ e C.METODO DEL Ks
Attraverso il cerchio di Merchant posso calcolare Ft, in particolare il valore Ft/A (A è la sezione del
truciolo) è un valore che non risente delle variabili delle prove sperimentali e si chiamerà Ks.
Relazione di Kronemberg (per acciai)
KS pressione di taglio KS0 pressione specifica di taglio (per A=1 mm2)
n costante dipendente dal materiale Rm resistenza a trazione
POTENZE DI LAVORAZIONE
• potenza di taglio: Wt=Ft⋅vt ;
• potenza di avanzamento: Wa=Fava
• potenza di repulsione: Wr=Fr⋅vr dovuta alla reazione del materiale alla sollecitazione, è caratteristica
della macchina.
Fa determina l'inflessione dell'utensile (Fa =20-30% Ft), Fr determina l'inflessione del pezzo e quindi le
tolleranze di lavorazione (Fr =15-25% Ft).VARIABILI DI PROCESSO NELLA FORMAZIONE DEL TRUCIOLO Le variabili indipendenti sono le variabili tecnologiche fissate a priori che condizionano l'intero processo di formazione del truciolo: • ANGOLO DI SPOGLIA FRONTALE (γ): questo angolo ha una notevole influenza sul processo di formazione del truciolo sia direttamente, in quanto determina la direzione del flusso del materiale, sia indirettamente, in quanto influenza il valore dell'angolo di scorrimento: dalla relazione di Ernst e Merchant siede infatti che aumentando l'angolo γ si ottiene un aumento dell'angolo φ pari alla metà dell'aumento subito dall'angolo di spoglia. All'aumentare di γ, lo scorrimento diminuisce mentre il fattore di ricalcamento aumenta: il materiale subisce un minor aumento di spessore e una minore deformazione plastica attraversando il piano di scorrimento e quindi si lascerà asportare più facilmente. Ciò spiega come l'angolo di spoglia superiore,che mediamente assume valori compresi tra -6°e +6° nelle lavorazioni di acciaio e ghise, possa raggiungere valori di 30° nei materiali duttili (Al, Cu), e ancora, come quest'angolo assuma generalmente valori più elevati in operazioni di finitura che non in operazioni di sgrossatura;infatti formandosi meglio il truciolo, migliora la finitura superficiale del pezzo. • SPESSORE DEL TRUCIOLO PRIMA DEL TAGLIO (h0): l'effetto dello spessore h0 sul processo di taglio deve essere studiato separatamente, considerando i due casi di presenza e di assenza del tagliente di riporto. Il TAGLIENTE DI RIPORTO consiste in una porzione di materiale lavorato che aderisce al tagliente dell'utensile. Esso non è stabile, si forma e successivamente si distrugge,saldandosi in parte al pezzo lavorato e in parte al truciolo:
È stato verificato che la massima propensione al tagliente di riporto nel caso di acciai si ottiene per una temperatura nella zona di lavoro di 300°C. Allorché la temperatura raggiunge i 600°C, il tagliente di riporto scompare. Da un punto di vista operativo,la presenza del tagliente di riporto comporta una variazione di γ e dunque un cambiamento de piano di scorrimento. Inoltre quando il deposito ha superato un certo spessore, si stacca e l'utensile urta con conseguente possibile rottura, modifica della rugosità superficiale... nei centri di lavoro si hanno problemi nell'elettronica di controllo la quale non avverte più forze e velocità costanti. Tornando allo spessore h0: in presenza di tdr, l'aumento dello spessore del truciolo si traduce in un aumento dell'energia di deformazione per unità di larghezza del truciolo e di conseguenza in un aumento della temperatura nella zona di lavoro; quindi l'aumento dello spessore del truciolo si traduce in una riduzione delle dimensioni del tdr. Nel caso di assenza di tdr, l'aumento di h0 determina un aumento dell'energia di deformazione e della temperatura, ma non è accompagnato da un corrispondente aumento della lunghezza di contatto truciolo-utensile; di conseguenza si avrà un aumento della pressione di contatto. Secondo molti, quest'ultima circostanza determina una riduzione di ρ ed un aumento di φ: in assenza di tdr, trucioli più spessi risulteranno meno deformati.
LARGHEZZA DI TAGLIO: non influenza la formazione del truciolo rimanendo inalterato il lavoro di deformazione per unità di larghezza. VELOCITÀ DI TAGLIO (vt): è la grandezza che ha la max influenza sul processo di taglio. Interviene sia direttamente modificando l'inclinazione del piano di scorrimento, sia indirettamente variando la temperatura di taglio. Oltre il punto C l'effetto dell'aumento della velocità non è più spiegabile con l'effetto dell'aumento della temperatura sul tagliente di riporto, ma è opportuno rifarsi ad un modello più complesso, in cui la zona di deformazione plastica viene delimitata da 2 piani, di traccia CL e CM: all'interno di questa zona, i piani compresi tra CL e CM hanno lunghezza diversa e quindi diversa sarà la tensione tangenziale che su di essi agisce; su CL si avrà il minimo valore di τs capace di dare inizio alla deformazione plastica, pari alla tensione dinamica di scorrimento del materiale non incrudito; su CM che è la traccia di minima lunghezza, il valore della tensione sarà max; oltre CM i piani saranno caratterizzati da una minore tensione tangenziale e pertanto non saranno più sede di deformazione.
Se la velocità di deformazione è sufficientemente bassa (2,4 m/min), un grano passa regolarmente e gradualmente attraverso i vari stadi di sollecitazione e quindi di deformazione da CL a CM. Tale meccanismo si altera profondamente all'aumentare della velocità di deformazione. Esiste un intervallo di tempo finito tra l'istante in cui sul volume elementare viene applicata l'azione deformante e l'istante in cui esso inizia a deformarsi: il grano inizia a deformarsi con ritardo, in corrispondenza ad un nuovo piano caratterizzato da un angolo φ>φ0, mentre il ritardo sarà minore all'uscita dalla zona di deformazione. Progressivamente dunque il piano CL si avvicinerà a quello CM. Si avrà allora una riduzione della zona di deformazione che sarà sempre più assimilabile ad un piano con φ≈φ0. Al progredire della velocità si avrà allora una riduzione della zona di deformazione plastica e dell'entità della stessa, così come si rileva dal diagramma sopra. L'effetto principale della velocità di taglio è pertanto la profonda modificazione della forma della zona di scorrimento. .
Un ulteriore effetto della velocità di taglio è quella di modificare il coefficiente di attrito trucioloutensile; infatti alle velocità di taglio in cui non è più presente il tagliente di riporto, circa i 2/3 della zona di contatto truciolo-utensile sono occupati da materiale ad elevata T e quidi fortemente deformabile. Infine la vt influenza fortemente il valore di τs il cui valore aumenta all'aumentare della velocità di deformazione e diminuisce all'aumentare della T. Le considerazioni precedenti hanno conseguenze immediate sulle forze e sulla potenza di taglio: in assenza del tagliente di riporto, la forza di taglio decresce al crescere della velocità con una legge di tipo esponenziale. D'altra parte, la potenza di taglio continuerà a crescere in quanto la diminuzione di Ft non compensa l'aumento di vt. Ciò spiega perché le moderne macchine utensili dispongano di potenze di gran lunga superiori a quelle delle macchine di vecchia generazione. MATERIALE LAVORATO : si ha un effetto diretto, dal momento che al diminuire della deformabilità del materiale aumenta la costante C della relazione di Merchant, circostanza che aumenta l'angolo di scorrimento; e un effetto indiretto, poiché al crescere della durezza del materiale aumenta il lavoro di deformazione e quindi la T di taglio. Per questa ragione l'angolo di attrito truciolo-utensile si riduce e anche questo determina un aumento dell'angolo di scorrimento. MATERIALE DELL'UTENSILE: è strettamente correlato all'angolo di attrito. La variazione del coefficiente di attrito è legato alla diversa attitudine del materiale dell'utensile a creare delle microsaldature con il truciolo durante il processo. La diversa attitudine è poco evidente alle basse velocità dove un film di ossidi riesce a stabilirsi tra truciolo e petto dell'utensile con effetto lubrificante. Diventa marcata alle alte velocità in cui la T è più elevata e favorisce i fenomeni di adesione e diffusione. Ne consegue la grande importanza che hanno i rivestimenti nei moderni inserti taglienti. LUBROREFRIGERAZIONE: influenza il calore sviluppato, la vita dell'utensile, la finitura superficiale, la potenza di taglio.
Fenomeni di usura dell’utensile
Indipendentemente dal materiale da cui è costituito, l’utensile non mantiene la
geometria iniziale per un tempo infinito ma a causa delle sollecitazioni meccaniche,
termiche e chimiche che subisce durante al lavorazione, presenta inevitabilmente
fenomeni di usura.
I meccanismi principali di usura sono i seguenti:
• Usura per abrasione Presenza di particelle di elevata
durezza (carburi , nitruri, ossidi)
• Usura per diffusione Passaggio di atomi tra materiale ed
utensile
• Usura per ossidazione Ossidi di W e Co
• Usura per adesione Formazione del tagliente di riporto
• Usura per def. plastica Compressione e scorrimento
• Usura per fatica Ripetute variazioni di forze e
temperatureI meccanismi appena illustrati si combinano tra di loro e danno vita ai
fenomeni di usura seguenti:
Usura sul fianco e sul petto
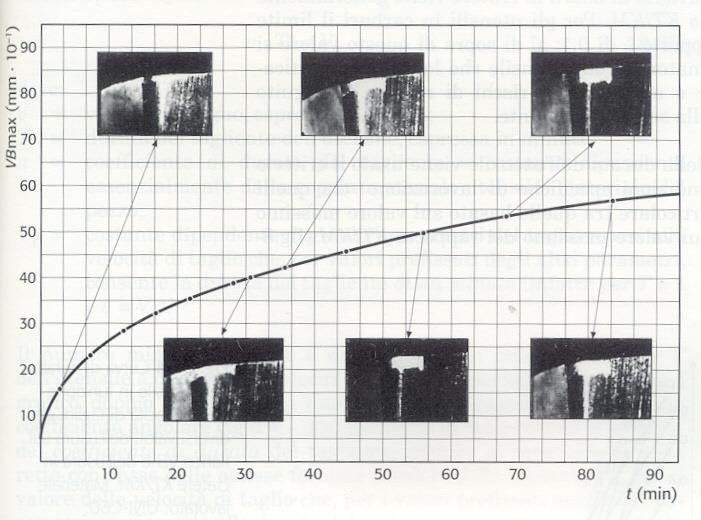
dell’utensileCriteri di usura per la determinazione della durata Facendo riferimento ad un utensile da tornio l’usura si manifesta nel modo seguente: • Sul petto con la formazione del CRATERE • Sul fianco con la formazione del LABBRO DI USURA Per dare una rappresentazione quantitativa di queste due grandezze è necessario rilevare almeno 3 grandezze: • VB: Larghezza del labbro di usura • KT: Profondità del cratere • KM: Distanza del punto di massima profondità del cratere dal tagliente
Sono riportati gli andamenti della larghezza VB del labbro di usura in
funzione del tempo. In scala logaritmica l’andamento e rettilineo.
Curva sperimentale dalla
VB per un utensile
sgrossatore con palcchetta
ISO-P25; Materiale lavorato
NiCr-Mo4PbTFLa profondità del cratere KT varia in modo approssimativamente lineare con il tempo di taglio. In un diagramma logaritmico le rette VB risultano sempre più inclinate rispetto alle curve rappresentanti KT La grandezza KM risulta indipendente dal tempo. Essa dipende esclusivamente dalla velocità di taglio e dall’avanzamento
I valori di VB e KT dipendono dalla velocità di taglio: • alle basse velocità (v < 10 m/min) l’usura interessa prevalentemente il petto dell’utensile; il tagliente di riporto vede la sua dimensione aumentare e la geometria del taglio migliora ( il tagliente di riporto si comporta come un utensile con angolo di spoglia superiore maggiore dell’utensile vero e proprio) • per 10 < v < 20 m/min le condizioni di usura sul petto migliorano e l’usura sul fianco raggiunge il valore massimo • per 20 < v < 30 m/min si ha un minimo per KT, mentre il valore minimo di VB si ha per v = 45 m/min
Al fine di stabilire in maniera oggettiva la durata di un utensile è necessario
stabilire dei criteri di usura. Possono essere fissati dei criteri di usura utilizzando
dei parametri:
• Tolleranza dimensionale
• Rugosità del pezzo in lavorazione (si fissano dei limiti ammissibili)
• Massimo grado di usura ammissibile sul fianco dell’utensile (VB). Le norme
ISO fissano tale valore a 0.3 mm
• Massimo grado di usura ammissibile sul petto dell’utensile: rapporto KT/KM
In genere: KT
0.1
KM
Al di sopra di tali valori si hanno distacchi di materiale dall’utensile.Per determinare la durata dell’utensile viene impiegato quello
predominante relativamente alla lavorazione che si sta effettuando: criteri
sul VB o sul KT/KM
Curve di durata dell’utensile in
funzione della velocità di taglio.
Materiali e geometrie fissati.La relazione di Taylor – determinazione sperimentale
E’ possibile determinare sperimentalmente la relazione esistente tra la durata
dell’utensile e la velocità di taglio, considerando fissi tutti gli altri parametri
(Relazione di Taylor). Si effettuano delle prove di durata a T diverse e a fissate
velocità.
La retta graficata è l’espressione della relazione:
vT n = V1
Dove:
• v velocità di taglio (m/min)
• T durata del tagliente dell’utensile (min)
• n Coefficiente di durata dell’utensile
• V1velocità di taglio che consente una
durata dell’utensile pari ad un minutoLa relazione generalizzata di Taylor
La relazione generalizzata di Taylor lega la velocità di taglio con la durata
dell’utensile, tenendo presente anche l’influenza dell’avanzamento a e della
profondità di passata p:
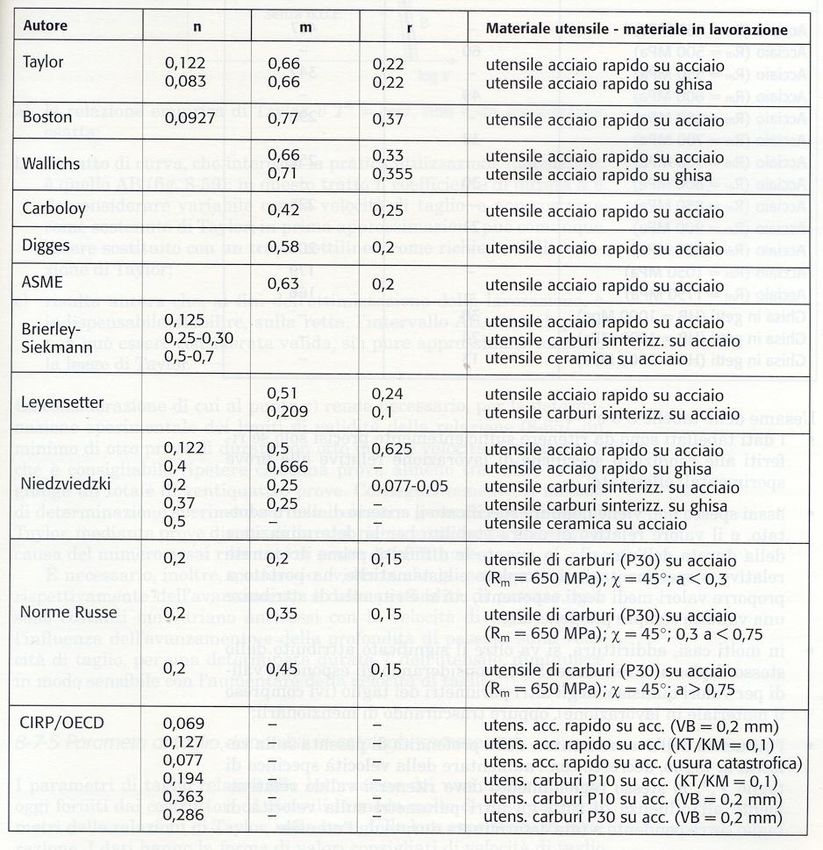
Dove vT n a m p r V1*
• v velocità di taglio (m/min)
• T durata del tagliente dell’utensile (min)
• n,m,r costanti dipendenti dai materiali
• a avanzamento (mm/giro)
• p profondità di passata (mm)
• V1velocità specifica di taglio che consente una durata dell’utensile
pari ad un minuto per ampr=1La relazione generalizzata di Taylor – determinazione sperimentale
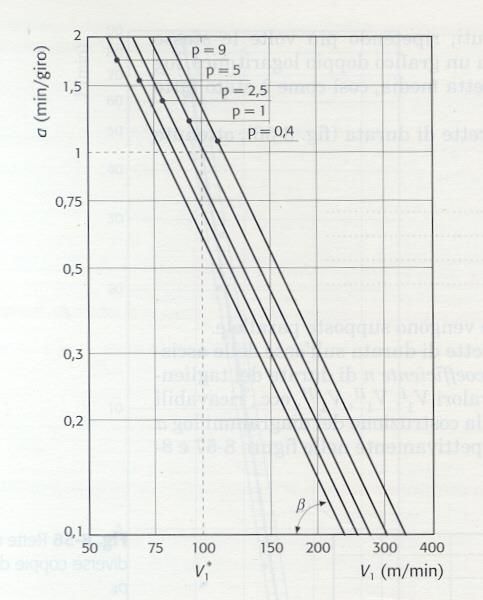
vT n a m p r V1*
Considerando fissati tutti i parametri di taglio non presenti all’interno della
relazione di Taylor, si effettuano delle lavorazioni del materiale fissando di volta
in volta delle coppie diverse di a e p facendo variare la velocità di taglio. Da
ciascuna di tali prove si ottiene una durata dell’utensile T in minuti. I risultati
vengono quindi riportati su di un grafico doppio logaritmico:
Dall’inclinazione di tali curve rispetto all’orizzontale
è possibile determinare il valore della costante n.
Infatti :
tan 1
n
I valori V1I,V1II, ecc consentono di costruire i
diagrammi log a – log V1 e log p – log V1 utili ai fini
della determinazione delle costanti m ed r.tan 1 tan 1
m rTale metodologia non è industrialmente
utilizzabile per l’elevato numero di prove
necessarie.
Valori della costante V1*Parametri di taglio disponibili in cataloghi commerciali
I parametri di taglio disponibili sono forniti dalle case produttrici in maniera
diversa dal Taylor:
Fissata una lavorazione
• sono consigliati diversi materiali
per l’utensile in funzione del
materiale da lavorare
• per diversi valori dell’avanzamento
sono consigliate diverse velocità di
taglio che consentono una durata
tipicamente di 7 o 15 min.
• vengono forniti infine dei fattori
correttivi che consentono di calcolare
la velocità di taglio per ottenere una
durata dell’utensile diversa da quella
specificataOttimizzazione dei processi di lavorazione per asportazione di truciolo Al fine di realizzare un ottimo tecnico-economico è necessario stabilire dei criteri di ottimizzazione: • Minimo costo della lavorazione • Massima produzione In generale tali criteri sono i più largamente impiegati tuttavia possono verificarsi casi particolari nei quali possono prevalere altri criteri (massimo impiego del personale, rispondere a particolari richieste di mercato) Bisogna tuttavia in tali criteri tener conto delle condizioni limite cioè: • Potenza utile disponibile al mandrino • Valori max dei parametri macchina (num. Di giri, avanzamento,…) • Entità della forza di taglio • Vibrazioni
Quello che si vuole ottenere è una espressione analitica del costo di lavorazione.Tale
espressione dovrà contenere tutti i parametri fondamentali di taglio.Per semplicità di
trattazione si procederà ad ottimizzare un’operazione di tornitura.
Detto Ct il costo totale di lavorazione di un elemento si potrà scrivere:
Ct = Cptp+ Cptl+ Cptu/PT+Cut/ PT
Dove :
• Cp (euro/min) costo unitario del posto di lavoro (costo unitario della macchina,
ammortamenti, materiali di consumo, retribuzioni dell’operatore,manutenzione).
• tp tempi passivi (sostituzione dei pezzi in lavorazione e moti di appostamento)
• tl tempo effettivo di lavorazione
• tu tempo di arresto della macchina per la sostituzione dell’utensile
• PTnumero di pezzi lavorati nell’intervallo T di durata del tagliente
• costo dell’utensile relativo alla durata T del taglienteNel caso di tornitura: tl = L/ag
• L lunghezza del pezzo da lavorare (mm)
• g numero di giri del pezzo in lavorazione (giri/min)
• a avanzamento (mm/giro)
D 1
v g 2
2 1000
1000 v
g con v velocità di taglio (m/min)
D
DL vT n V1
quindi tl Ricordando la relazione di Taylor
av 1000
DLT n PT
T
tl inoltre tl
aV1 1000
Sostituendo nella relazione generale si avrà:DLT n DLT n 1 DLT n 1
Ct C p t p C p C p tu Cut
aV1 1000 aV1 1000 aV1 1000
dCt
Tale espressione ha un minimo per un valore T che annulla la derivata
dT
1 C
Te 1 tu ut Durata economica
n C p
Tale grandezza risulta indipendente dall’avanzamento e dalla profondità di passata.
Dalla legge di Taylor discende direttamente la velocità ottimale:
V In tal caso la velocità ottimale risulta dipendente dall’avanzamento e
ve 1
Ten dalla profondità di passata tramite la grandezza V1Ottimizzazione: criterio di massima produzione
t
Il tempo totale di produzione tt è tt t p tl u
PT
Sostituendo le grandezze così come fatto in precedenza si ottiene
DLT n DLT n1
tt t p tu
aV1 1000 aV1 1000
1
Derivando e azzerando la derivata T p 1tu
n
V
Attraverso la relazione di Taylor vp 1
T pnMinimo costo della lavorazione Massima produzione
Dal confronto tra le due relazioni è
possibile desumere che la velocità vp
corrispondente al massimo ritmo di
produzione è sempre maggiore alla
ve corrispondente alla massima
economia. La zona campita
rappresenta le situazioni di
compromesso fra le due appena
citate.Ottimizzazione di un’operazione di tornitura tenendo conto di a e p
In tale circostanza si deve tener conto delle relazione di Taylor generalizzata dalla quale
è possibile ricavare il valore della profondità di passata
vT n a m p r V1* V1*
a 1 n r
v mT m p m
Ct = Cptp+ Cptl+ Cptu/PT+Cut/ PT
DLv 1T p DLv 1T p DLv 1T p
1 n r 1 n r 1 n r
m m m m m m m m m
Ct C p t p C p 1
C p tu 1
Cut 1
1000 V1* 1000 V1* 1000 V1*
m m m
dCt m Cut V1*
Considerando costante 0 Te 1 tu ae 1 n r
p e v e ponendo dT n C p v mTe m p mSe si fanno variare simultaneamente a e v per trovare il minimo si devono annullare le
due derivate parziali fatte rispetto a v e ad a. Tale condizione in realtà non si verifica
pertanto tale minimo non esiste.
Nel grafico è riportato l’andamento del
costo totale in funzione della velocità di
taglio. Si può osservare che al fine di
minimizzare i costi conviene sempre
scegliere l’avanzamento massimo
compatibile con le condizioni limite e la
velocità che lo minimizza. Un discorso
analogo può essere fatto per la profondità
di passata pEsercizio N°1
I risultati di prove di usura su di un utensile di pezzo in acciaio superrapido HSS, in
condizioni prefissate di avanzamento e profondità di passata, sono sintetizzati dai
seguenti valori:
v30 198 m/min
v60 180 m/min
Calcolare i parametri delle legge di Taylor.
L’espressione della legge di Taylor è:
vT n v1
Da cui, sostituendo:
v30 30 n v1
v60 60 n v1
Si tratta di un sistema non lineare.L’espressione della legge di Taylor è:
vT n v1
Da cui, sostituendo:
v30 30 n v1
v60 60 n v1
Si tratta di un sistema non lineare.
Risolvendo il sistema si ottiene:
n n
v30 30 198 1
1 n 0.1375
v60 60 180 2
v1 198 300.137 v1 315.5
Per cui, la risultante legge di Taylor è:
vT 0.137 316Esercizio N°2
Prove di usura di un utensile in carburi cementati hanno portato alla definizione della
seguente legge di Taylor generalizzata:
va0.39 p 0.19T 0.23 130
Un inserto è stato adoperato per una lavorazione di tornitura, che ha avuto una durata di
12.5 min, con i seguenti parametri di taglio:
v 112 m/min; a 0.2 mm/giro; p 2 mm
Calcolare la vita del tagliente.
Volendo, inoltre, impiegare lo stesso tagliente per la tornitura di una barra dello stesso
materiale nelle seguenti condizioni:
v 85 m/min; a 0.3 mm/giro; p 1.5 mm
Calcolare il tempo di impiego del tagliente, prima di procedere alla sua sostituzioneEsercizio N°2
Dalla legge di Taylor relativa all’inserto, noti i parametri di taglio, si calcola facilmente
la vita utile del tagliente:
1 1
130 0.23
130 0.23
T 0.39 0.19 0.19
16.5 min
112 0.2 2
0.39
va p
La vita residua del tagliente sarà:
T 16.5 12.5 4 min
Al variare dei parametri di taglio, mantenendo costanti le altre condizioni, è valida la
seguente uguaglianza:
vII aII
0.39 0.19 0.23 0.39 0.19 0.23
vI a I pI TI pII TII
Per cui la vita residua del tagliente nelle nuove condizioni di taglio sarà pari a:
1 1
va 0.39
p
0.19
0.23 112 0.2 0.39
2
0.19 0.23
TII I I 0.39 I 0.19 TI 4 8.5 min
vII aII pII 85 0.3 1.5 Esercizio N°3
L’equazione generalizzata per la durata dell’utensile in una operazione di tornitura
longitudinale è:
va0.75 p 0.3T 0.1 v1
Per la stessa coppia materiale in lavorazione e materiale dell’utensile ed a parità delle
altre condizioni è noto che, in una lavorazione con:
a 0.25 mm/giro; p 3.8 mm
La vita dell’utensile è espressa dall’equazione semplificata:
vT 0.1 37
Calcolare la velocità di taglio da impiegare per avere una durata del tagliente di 30 min,
se:
a 0.125 mm/giro; p 5 mmEsercizio N°3
La costante dell’equazione generalizzata che esprime la vita dell’utensile è:
v1 vT 0.1 a 0.75 p 0.3 37 0.250.75 3.80.3 19.53
*
Noto v1*, si può calcolare la velocità di taglio nelle condizioni desiderate:
*
v 19.53
v 0.75 10.3 0.1 40.8 m/min
0.125 5 30
0.75 0.3 0.1
a p TPuoi anche leggere