Cuscinetti radio-assiali con sistema integrato di misurazione - Avvio e diagnosi MON 18
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Cuscinetti radio-assiali con
sistema integrato di misurazione
Avvio e diagnosi
MON 18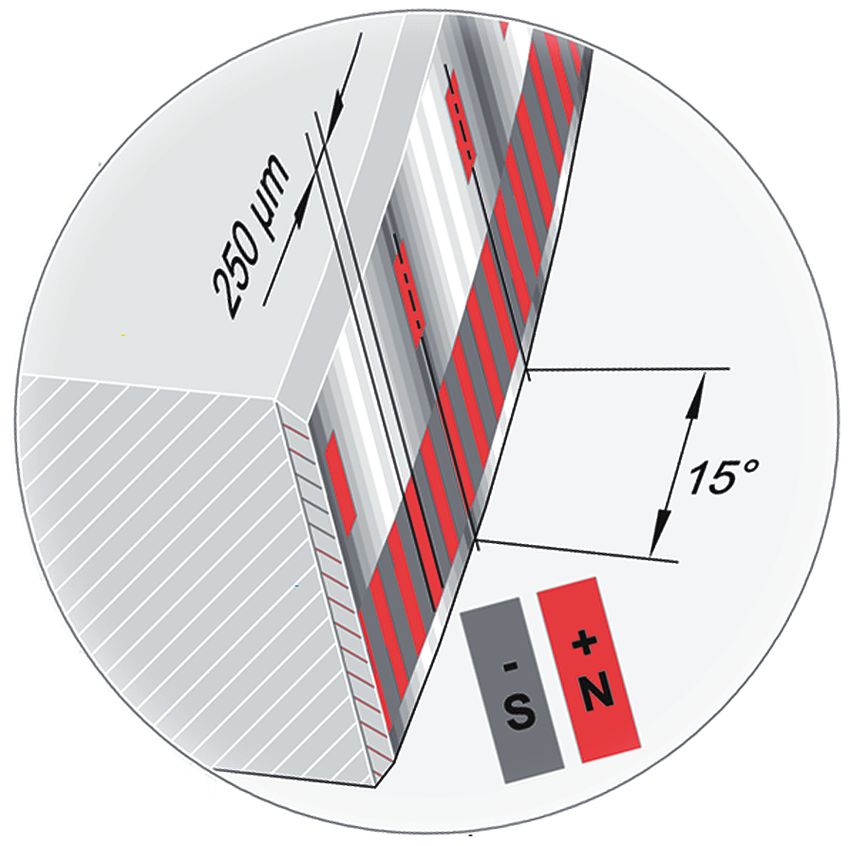
Questa pubblicazione è stata redatta con la massima attenzione,
i dati in essa contenuti sono stati controllati accuratamente.
Non possiamo pertanto accettare alcuna responsabiltà per eventuali
errori od omissioni.
I disegni non quotati hanno uno scopo puramente illustrativo
e non sono da utilizzarsi per il dimensionamento del punto di
supporto.
Strutturare i punti di supporto in base alle indicazioni tecniche,
alle tabelle dimensionali ed ai disegni quotati contenuti in
questa pubblicazione. In caso di dubbi si prega di contattare il
servizio tecnico INA.
A causa della costante evoluzione dei nostri prodotti ci
riserviamo modifiche di programma e di esecuzioni.
Valgono le condizioni di vendita e di fornitura, indicate alla base
di contratti e fatture.
Editore:
INA Italia S.r.l.
Strada Regionale 229 - km. 17
28015 Momo (Novara)
www.it.ina.com
© by INA · 2005, Gennaio
Tutti i diritti riservati.
La riproduzione, anche solo parziale,
è consentita previa nostra autorizzazione.
Stampato in Germania
frankendruck gmbh, 90025 Nürnberg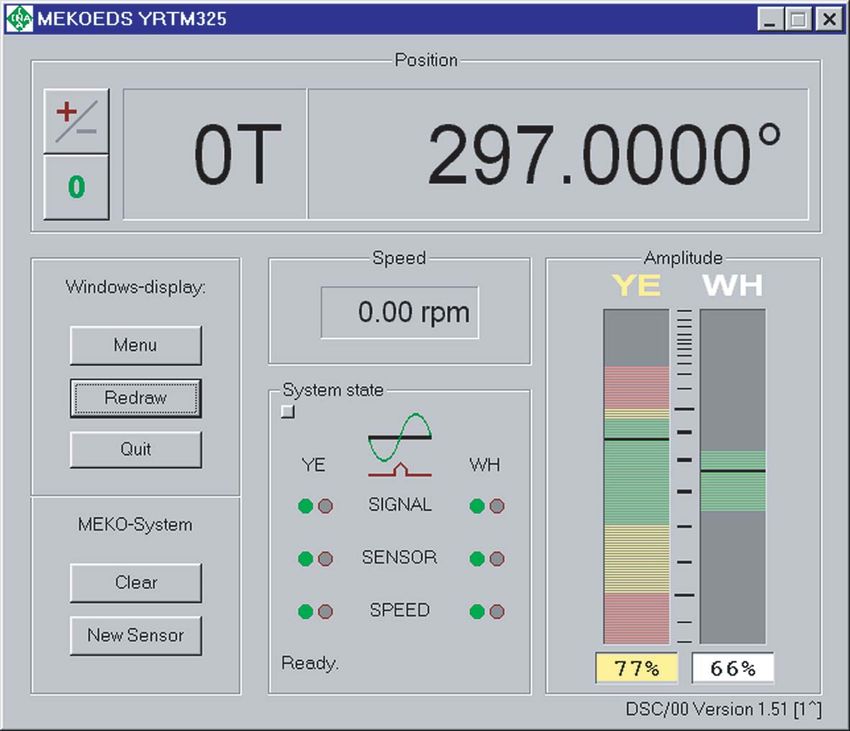
Cuscinetti radio-assiali
con sistema integrato di
misurazione
I cuscinetti di questa serie corrispondono meccanicamente ai cusci-
netti radio-assiali della serie YRT. E’ stato però integrato un sistema
di misurazione, che rileva movimenti rotativi nel campo di pochi
secondi angolari per via magnetoresistiva. Il sistema di misurazione
lavora con massima precisione, in assenza di contatto come anche
indipendente dal senso e dalla posizione.
Per un corretto funzionamento e per la sicurezza d’esercizio tutti i
cuscinetti devono essere montati e messi in funzione correttamente.
Il montaggio dei cuscinetti radio-assiali YRT è descritto
nell’Informazione Tecnica INA „TPI 103“.
La presente istruzione di montaggio illustra lavvio e la diagnosi del
sistema di misurazione. Pertanto i dati riportati in edizioni precedenti
che non coincidono con i dati di questa edizione non sono più validi.
Queste istruzioni dovranno essere allegate al prodotto oppure
comunicate per iscritto all’utente finale!
Il sistema di misurazione potrà essere avviato solamente:
■ seguendo le presenti istruzioni
■ in combinazione con il Software Windows MEKOEDS.
I lavori dovranno essere eseguiti da personale qualificato!
INA non risponde per danni causati da:
■ montaggio errato
■ manutenzione inadeguata
■ mancato e/o errato inoltro dell’informazione a terzi!
INA Italia S.r.I.
Strada Regionale 229 - km.17
28015 Momo (Novara)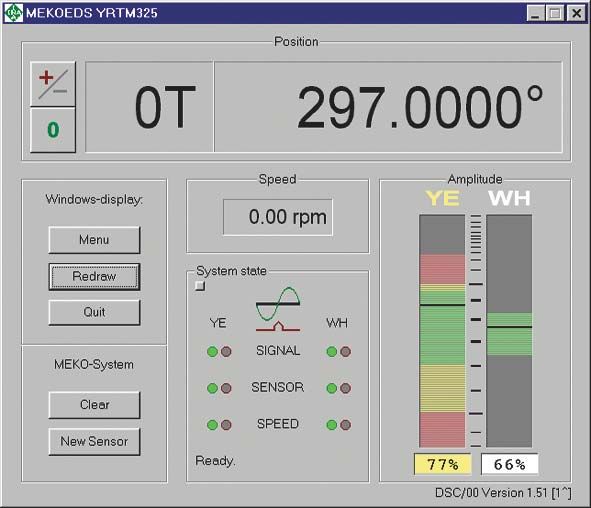
Avvio del sistema di misurazione
Mettere in funzione il sistema di misurazione solamente:
– seguendo le istruzioni indicate in questo capitolo 4
– in combinazione con il software Windows MEKOEDS!
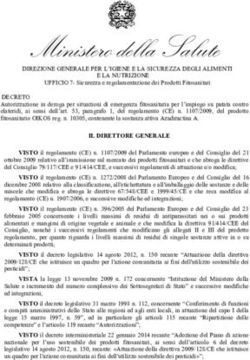
Allacciamento del cavo di collegamento (figura 1)
6
■ Collegare le spine dei cavi delle teste di misurazione con
l’elettronica di analisi
– rispettare la disposizione degli anelli colorati
(bianco a e giallo b ).
■ Collegare lo spinotto rotondo all’elettronica di analisi e
al comando della macchina .
■ Collegare il cavo RS 232 (cavo a tre poli) all’elettronica di
analisi e ad una porta seriale sul PC
– sul PC deve essere installato il Software Windows
MEKOEDS. +5V ⫽
max. 200 mA
a b 5 2
1 3
107 442
Figura 1 · Collegare il cavo di collegamento
4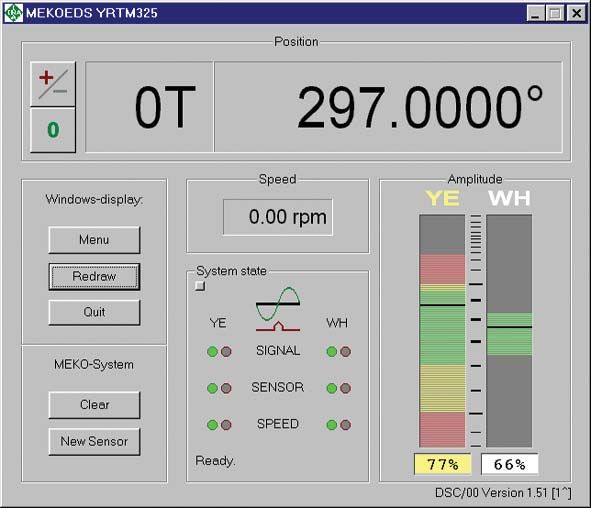
Attivare il menù Setup (figura 2)
■ Avviare il Software MEKOEDS con il PC e selezionare nel 2 1 3 7 8
menù Setup i dati del cuscinetto utilizzato:
– descrizione del menù di Setup vedere tab. 1.
Indicazione
Le impostazioni possono essere modificate durante il lavoro
con il programma richiamandole dal Menù. Alla chiusura del
programma viene salvata l’ultima impostazione del programma
come impostazione standard (solo in formato immagine per cui
senza poter fare calcoli aggiuntivi). Il programma crea così un
file aggiuntivo di configurazione MEKOdata.cfg.
Tabella 1 · Visualizzazione del Menù Setup
Pos-Nr. Descrizione
Numero delle marcature di riferimento1)
Numero effettivo di divisioni1)
Scegliere la dimensione del cuscinetto
Interfaccia seriale, indicare le interfaccie effettivamente
utilizzate
107 443
Impostazione della lingua 4 5 6
Visualizzazione della posizione, a scelta in 1/10 000 gradi,
gradi/minuti/secondi, gradi/minuti/secondi con 1/10 sec. Figura 2 · Menù setup
risoluzione oppure in micrometri sulla circonferenza
Interruzione al primo lancio:
– fine del programma.
Richiamo della superficie a terminale:
– continuare a lavorare con le precedenti impostazioni
Confermare la scelta, avanti
1) Registrabile solo sotto User defined.
5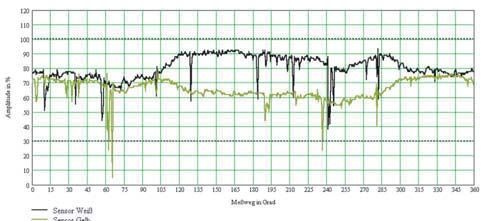
Avvio del sistema di misurazione
Appare la visualizzazione del programma principale (fig. 3).
Spiegazione completa della visualizzazione vedere pag. 8, fig. 5 2 1 4 15
e pag. 9, tab. 3.
Impostazione della distanza delle teste di misurazione
dalla ralla del cuscinetto
■ Impostare la distanza dei sensori dal diametro esterno della
ralla albero con la visualizzazione delle ampiezze 3
(in % oppure in barre ) (fig. 3, , )
– l’ampiezza dei segnali dei sensori dovrà avere un valore
numerico tra 60% e 80% (fig. 3, )
(1% = ca. 1 m distanza) 5
– le barre ampiezza sono suddivisi in tre colori. 6
Si suggerisce cercare, di impostare la distanza all’interno
7
del campo verde (vedere tabella campi ampiezza).
■ Registrare la distanza con intervalli di registrazione di valore
esatto (fig. 4, ).
8
■ Eseguire nel programma principale il comando New Sensor
(fig. 3, ). 9
Se l’ampiezza dopo l’impostazione non dovesse corri-
spondere al valore consigliato, ripetere la registrazione dei
sensori, comando New Sensor e ripetere la procedura di
107 444
impostazione! 10 13 12 11 14
Campi di ampiezza Figura 3 · Visualizzazione del programma principale
Campi Visualizzazione in % Colore
107 445
Ottimale Da 60% a 80% verde
Normale da 50% a 85% giallo/verde
Massimo Da 30% a 90% giallo
Vietato ⬍30% e ⬎90% rosso
I segnali al di fuori dei campi verde e giallo causano delle 1
analisi errate dei segnali di misurazione durante
il funzionamento!
Figura 4 · Impostazione della distanza delle teste di misura-
zione dalla ralla, realizzabile solo con MEKOEDS
6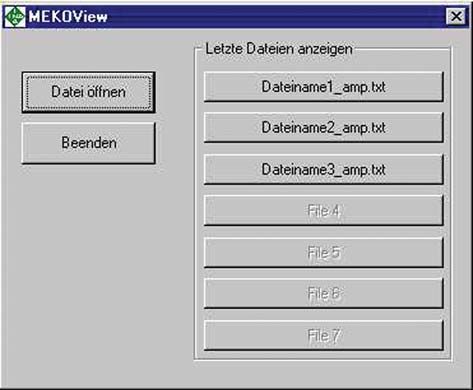
Taratura sensori Tabella 2 · Numeri di giri limite per il sistema di misurazione
Fare ruotare il cuscinetto con una velocità nREF secondo tab. 2 MEKO/U1)
e passare su tutto il campo utilizzato una volta in avanti e una Cuscinetto Velocità di rotazione limite
volta indietro (ampiezza ottimale di movimento). radioassiale
Elettronica di analisi Percorso di
■ Appare il pittogramma a (pag. 9, tab. 3, Pos-Nr. ). riferimento
Dopo la taratura chiudere il Software e togliere il cavo RS 232. nG nREF
min–1 min–1
Nota per la taratura
YRTM 150 175 5
La procedura di taratura deve essere effettuata prima
della misurazione iniziale! YRTM 180 155 4
Dimensioni di influenza: tolleranze elettroniche delle teste YRTM 200 140 4
di misurazione! YRTM 260 110 3
Misurazione dei codici dei sensori e della ralla compresi i segnali YRTM 325 90 3
di riferimento. Appare il pittogramma a (pag. 9, tab. 3,
YRTM 395 75 2 fino a 3
Pos-Nr. ). A partire da questo momento sono a disposizione
5 minuti, per percorrere tutto il campo utilizzato in avanti e YRTM 460 65 2 fino a 3
indietro (procedura ottimale di taratura).
1) Da Firmware 2.x e superiore.
Dimensioni di influenza:
■ distanza tra le teste di misurazione e la codifica
■ direzione di montaggio della testa di misurazione errata.
Il sistema ora è pronto per il funzionamento.
Nessuna funzione – trattamento degli errori
Durante la fase di taratura l’ampiezza viene impostata su un
valore troppo alto o troppo basso.
Quindi:
■ modificare la distanza tra sensori e ralla,
New Sensor e ripetere la taratura (vedere tab. 6, fig. 4).
Non appare alcun segnale sinusoidale verde.
Quindi:
■ continuare a ruotare la ralla.
Se la visualizzazione non cambia, allora
■ osservare eventuali segnali di errore e le dimensione degli
indicatori YE e WH al di sopra della visualizzazione delle
ampiezze. Un valore in grassetto significa, che è stato
trovato l’Offset del sensore.
Se la testa di misurazione ha una distanza troppo ridotta
verso la ralla, alla rotazione del cuscinetto lampeggia il
segnale luminoso rosso; questo significa aumentare la
distanza dei sensori.
Se il segnale rimane verde o giallo, avvicinare il sensore alla
ralla. Dopodiché tarare nuovamente i sensori nel programma
principale con il comando New Sensor (vedere Impostazione
della distanza tra le teste di misurazione e la ralla, pag. 6).
7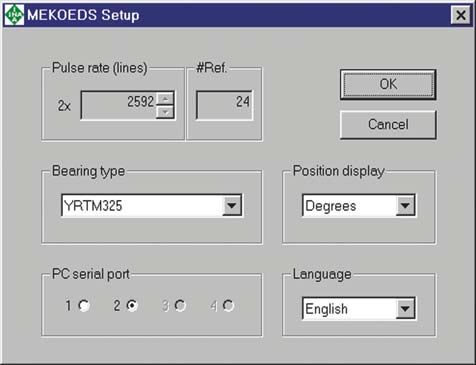
Avvio del sistema di misurazione
Inizializzazione
Necessario per la misurazione del sistema. In questo caso il In seguito alla corretta esecuzione della fase di taratura appare
sistema viene fatto ruotare con una velocità di rotazione il pittogramma a (pag. 9, tab. 3, Pos-Nr. ).
secondo tab. 2 fino a quando l’elettronica di analisi avrà rilevato
tutti i parametri di funzionamento (tra l’altro anche una marca-
tura di riferimento).
2 1 4 15
3
5
6
7
8
9
107 446
10 13 12 11 14
Figura 5 · Visualizzazione del programma principale
8Visualizzazione del programma principale (figura 5)
Tabella 3 · Spiegazione
Pos-Nr. Descrizione Pos-Nr. Descrizione
Numero delle rotazioni effettuate (n⫻360°) e Segnale in uscita non bilanciato
Direzione conteggio marcature: positivo o negativo DAC
Display posizione:
Il trasformatore analogico/digitale dei segnali del
Azzerare il display posizione ADC sensore è danneggiato (i segnali in uscita non
0 ? vengono più aggiornati o sono sbagliati)
Visualizzazione errori:
La marcatura di riferimento è stata superata
Nessun errore Informazione Allarme
0
Il sensore di riferimento si trova su una marcatura
0 di riferimento
Segnale Nessun errore Non è stato Segnale
trovato nessun sensore
Velocità di rotazione in min–1 Offset sovraccarico
Avviare il menù setup – pagina di avvio Sen- Nessun errore Riservato Sensore
Reimpostare il campo ampiezza, rimisurare la superficie sore danneggiato
Chiudere il programma a terminale Speed I parametri di Nessun aggior- Superata la
funzionamento namento dei massima
Elettronica di analisi: azzerare la memoria errori vengono parametri di velocità di
(comando sul sistema di misurazione) aggiornati funzionamento avanzamento
Azzerare completamente l’elettronica di analisi Numero versione dell’elettronica di analisi Firmware, tra
(comando sul sistema di misurazione) parentesi quadre [ ]: numero delle procedure di salvataggio
– ritirare il sistema di misurazione effettuate fino ad ora dei parametri di funzionamento 0, 1, 2
fino a 20 000
Messaggi di errore del sistema di misurazione
Ampiezza dei segnali dei sensori in percentuale (numerico)
Pittogrammi:
Ampiezza dei segnali del sensore (grafico, 0% fino 200%) e
Effettuare la procedura di taratura
parametro di scala (centro)
LRN!
Riga nera: ampiezza momentanea
a L’elettronica di analisi ha registrato tutti i parametri di Barra colorata: campo ampiezza sorpassato
funzionamento (sistema pronto per il funzionamento, Ottimale Da 60% a 80% (verde, marcatura e parametro di
taratura conclusa) – visualizzazione standard scala con riga spessore 3)
b L’elettronica di analisi ha trovato solo i valori Normale Da 50% a 85% (giallo/verde)
Offset, marcatura di riferimento deve ancora Mas- Da 30% a 90% (giallo, marcatura e parametro di
essere trovata (taratura non ancora terminata)1) simo scala prolungato con riga
spessore 2)
c Segnali in uscita dall’elettronica di analisi spenti
■ Messaggio di errore sul comando Vietato ⬍30%, ⬎90% (rosso)
■ Rottura sensore (cancellazione del messaggio YE: sensore giallo
di errore con Clear) WH: sensore bianco (carattere piccolo/Offset non trovato)
d Errore di comunicazione tra PC e sistema di Visualizzazione della posizione, a scelta in 1/10 000 gradi,
? misurazione, nessuna ricezione seriale dei dati
(ad esempio è stata scelta l’interfaccia sbagliata
gradi/minuti/secondi, gradi/minuti/secondi con 1/10 sec.
risoluzione oppure in micrometri sulla circonferenza
oppure non c'è tensione)
1) Inizializzazione (vedere pag. 8).
9Tabella errori
Errori, causa, risoluzione
Errore Causa Risoluzione
1 Il comando non trova alcuna ■ Il sistema di misurazione non è stato ■ Impostare la distanza delle teste di misurazione con
marca di riferiemento tarato correttamente 1) software Windows per ampiezza da 60% a 80%
■ La testa di misurazione ha una ■ Azzerare il sistema di misurazione con il comando New Sensor
distanza troppo grande o troppo e ripetere la procedura di taratura1)
ravvicinata alla ralla
2 Il comando trova le marcature ■ Le teste di misurazione sono state ■ Azzerare il sistema di misurazione con il comando New Sensor
di riferimento solo nella smontate dopo la procedura di e ripetere la procedura di taratura1)
direzione di avanzamento taratura e sono state spostate
lateralemente
3 Il comando non trova tutte le ■ Come al punto 2 il sistema non è ■ Azzerare il sistema di misurazione con il comando New Sensor
marcature di riferimento stato tarato correttamente1), questo e ripetere la procedura di taratura1), percorrere il campo
significa che non è stato sorpassato utilizzato alla velocità in avanti indietro
tutto il campo in fase di taratura
4 Il comando trova troppe ■ Errore di schermatura o messa ■ Controllare il collegamento del cavo tra elettronica
marcature di riferimento o trova a terra di analisi e CNC
marcature in posizione errata ■ Collegare a terra l'elettronica di analisi con un cavetto di massa
corto
■ Il sistema di misurazione non è stato ■ Impostare la distanza delle teste di misurazione con
tarato1) correttamente software Windows per ampiezza da 60% a 80%
■ Azzerare il sistema di misurazione con il comando New Sensor
e ripetere la procedura di taratura1)
■ Ralla danneggiata ■ Inviare ad INA le registrazioni dei dati e la descrizione degli
errori
5 La posizione angolare non viene ■ Comando Siemens 840C ■ 840C può essere azionato solo con una marcatura di
riconosciuta correttamente riferimento oppure con riferimento e camma
■ I dati della macchina non sono ■ Inserire i dati della macchina con il numero massimo di
completi (meno di 14 caratteri) posizioni consentite dopo la virgola
■ Invers-Bit per la codifica della ■ Nei dati della macchina impostare la codifica della distanza su
distanza Invers
■ se non fosse possibile (ad esempio Indramat) si possono
invertire i segnali A e B sulla spina rotonda a 12 poli
1) Taratura:
un’elettronica di analisi nuova o azzerata con New Sensor deve prima registrare i valori di correzione delle teste di misurazione (taratura).
Per questo occorre un’ampiezza di segnale dei sensori sufficiente.
La taratura dei sensori viene eseguita con il movimento della ralla.
10Errori, causa, risoluzione
Errore Causa Risoluzione
6 Nessuna ampiezza ■ Elevata distanza tra teste di ■ Ridurre la distanza tra le teste di misurazione e la ralla
nessun segnale misurazione e codifica
■ Teste di misurazione montate invertite ■ Montare le teste di misurazione in modo tale,
che la freccia sia rivolta verso l’anello esterno del cuscinetto
■ Teste di misurazione spostate in ■ Controllare le dimensioni, montare le teste di misurazione con
altezza (⬇1 mm di scostamento l’altezza corretta
rispetto al nominale)
7 Ampiezza solo su ■ Altra testa di misurazione ■ Montare le teste di misurazione in modo tale,
un sensore montata invertita che la freccia sia rivolta verso l’anello esterno del cuscinetto
■ Elevata distanza tra teste di misura- ■ Vedere punto 6
zione e codifica
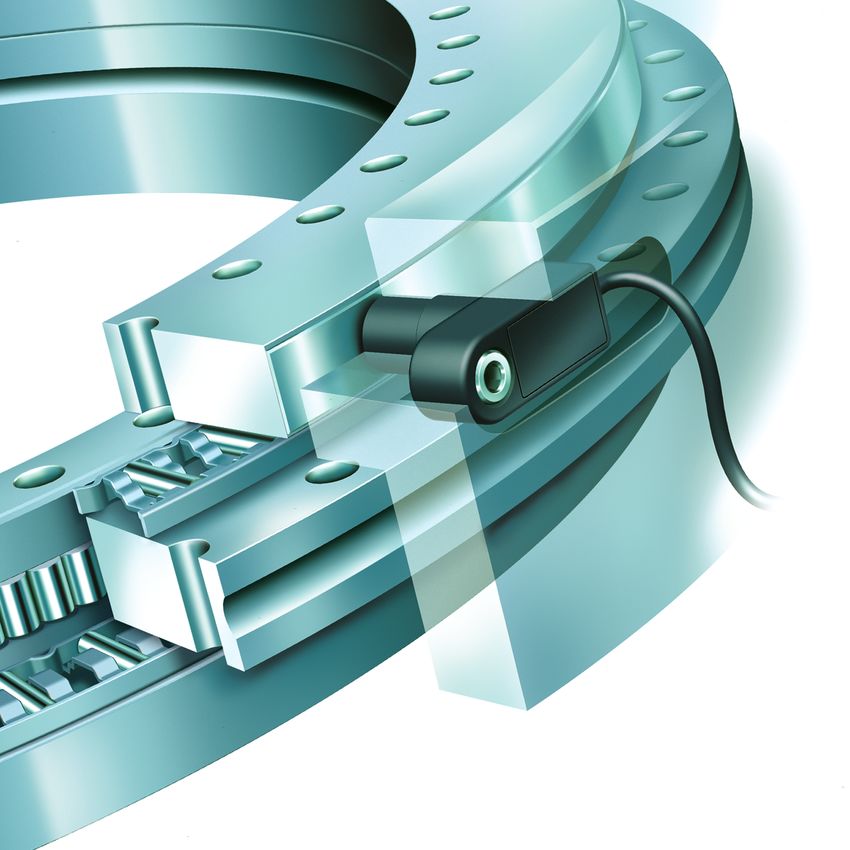
8 Un segnale di ampiezza solo ■ Teste di misurazione montate invertite ■ Montare le teste di misurazione in modo tale,
ogni 15° che la freccia sia rivolta verso l’anello esterno del cuscinetto
9 Forti flessioni dell’ampiezza ■ Campo di passaggio della codifica ■ Nel campo della marcatura dello zero potrebbe verificarsi un
picchi, salti in uno o più punti sulla ralla picco di ampiezza
■ Errore di schermatura o messa ■ Controllare il collegamento del cavo tra elettronica di analisi e
a terra CNC
■ Collegare a terra l’elettronica di analisi con un cavetto di
massa corto
■ Ralla danneggiata ■ Inviare ad INA le registrazioni dei dati e la descrizione degli
errori
10 Funzionamento irregolare ■ Errore di schermatura o messa a terra ■ Vedere errore 9
11 Valori di posizione a fermo ■ Errore di schermatura o messa a terra ■ Vedere errore 9
12 Grandi scostamenti di posizione ■ Al momento del montaggio del ■ Montare il cuscinetto secondo le istruzioni
all’interno di una rotazione cuscinetto non sono state allentate
(errore sinusoidale) le viti di bloccaggio sul cuscinetto
11Diagnosi
Procedura in caso di intervento tecnico
Chiarire, se il sistema di misurazione è stato avviato con il
Software di Windows MEKOEDS!
Un’avvio con altri Software non è possibile!
■ Controllare una eventuale risoluzione nella tabella degli errori
(vedere a pag.10).
■ Effettuare la registrazione dei dati necessaria. I passaggi
sono riportati nel capitolo Procedura per la registrazione dei
dati (vedere a pag.13).
Sostituzione di componenti (vedere Tabella errori, a pagina 10)
Tabella 1 · Procedura per la sostituzione di componenti
componenti da sostituire Procedura
Avvio senza il Avvio a partire dal Avvio completo Comando
punto 4 punto 4 New-Sensor
Elettronica di analisi
Testa di misurazione
Elettronica di analisi e testa di misurazione
Ralla
Ralla e testa di misurazione
Elettronica di analisi, testa di misurazione e ralla
12Procedura per la registrazione dei dati
Questa funzione è disponibile a partire da MEKOEDS 2.0!
Per aprire la visualizzazione allargata cliccare con il tasto destro
del mouse e selezionare nel menù visualizzazione allargata.
Misurazione degli impulsi di disturbo da fermo
La misurazione avviene a cuscinetto fermo mediante il tasto di
„disturbo“ (fig. 1, ). Il valore dovrebbe essere rilevato
cinque secondi dopo l’azionamento del tasto.
Rilevare il valore . YE WH
■ Valore tra 0,4 e 1,0:
– nessuna influenza di disturbo.
■ Valore ⬎2,0: INIT
– controllate la schermatura e la messa a terra. BOX
Registrazione dell’ampliezza e delle marcature
di riferimento codificate 2
■ Premere il tasto di registrazione (fig. 1, ).
1
■ Attribuire un nome al file (consigliato: numero di serie del
cuscinetto). Vengono creati due file: ...0,7 3
– Nome file _ref.txt
– Nome file _amp.txt.
■ Fare ruotare il cuscinetto con una velocità nREF secondo
107 447
tab. 2, a pag. 7 e passare su tutto il campo utilizzato una
volta in avanti e una volta indietro (ampiezza ottimale
Figura 1 · Programma principale con visualizzazione allargata
di movimento).
■ Per terminare premere nuovamente il tasto di
registrazione .
Idati registrati
(Nome file _ref.txt e Nome file _amp.txt) vanno:
– inoltrati ai sales engineers INA oppure
– analizzati con il Software INA MEKOView
(vedere a pag. 14)
– MEKOView è disponibile gratuitamente su richiesta.
13Diagnosi
Analisi con MEKOView (figura 2)
■ Avviare il programma MEKOView
■ Aprire file:
– aprire con doppio clic il file „Nome file_amp.txt“
(il file „Nome file_ref.txt“ si apre automaticamente,
se entrambi i file sono salvati nella stessa cartella).
I diagrammi di analisi aperti possono essere stampati oppure
estrapolati in formato file.
107 499
Figura 2 · Aprire una registrazione con MEKOView
Controllare l’ampiezza – nessun errore (figura 3, a )
a
■ Le linee rosse indicano il limite per le ampiezze ammissibili
(da 30% a 95%).
Brevi superamenti fino a ca. 105% non hanno ancora un effetto
sensibile sulla precisione, ciò nonostante l’ampiezza
Ampiezza in %
va impostata sempre al 60% –80%.
Dipendente dalla produzione si può verificare una
tensione superiore nel punto di passaggio per lo
zero della ralla.
Controllare l’ampiezza – errore (figura 3, b ) Inizio
Percorso di misurazione in gradi
Fine
■ Forti flessioni dell’ampiezza (ralla difettosa).
b
Ampiezza in %
Legenda per figura 3
Sensore bianco
Sensore giallo
107 449
ampiezza max. ammissibile
Percorso di misurazione in gradi
ampiezza min. ammissibile
Figura 3 · Controllare l’ampiezza – nessun errore a /errore b
14Controllare marcature di riferimento – nessun errore (figura 4) 2 Marche di riferimenti TR_P = 34.8 Soglia di riconoscimento referenza + in mV
Soglie di riconoscimento ampiezza e posizione TR_N = ⫺67.7 Soglia di riconoscimento referenza - in mV
180
■ Per un riconoscimento sicuro, la marcatura di riferimento 162
144
dovrà essere al di sopra (valore misurato positivo) 126
108
e al di sotto (valore misurato negativo) della soglia
Tensione di riferimento in nV
90
di riconoscimento positiva e negativa. 72
54
■ Se un valore è inferiore alla soglia, non viene emesso 36
18
l’impulso di riferimento e non viene riportato (= vuoto). 0
-18
-36
Controllare marcature di riferimento – errore (figura 5) -54
-72
■ Marcatura di riferimento difettosa. -90
-108
-126
-144
-162
107 451
-180
0 15 30 45 60 75 90 105 120 135 150 165 180 195 210 225 240 255 270 285 300 315 330 345 360
Tensione di riferimento in nV
Figura 4 · Controllare le marcature di riferimento –
nessun errore
2 Marche di riferimenti TR_P = 22.6 Soglia di riconoscimento referenza + in mV
ampiezza e posizione TR_N = ⫺27.4 Soglia di riconoscimento referenza - in mV
200
180
160
140
Tensione di riferimento in nV
120
100
80
60
40
20
0
Leggenda per figura 4 e figura 5 -20
-40
Linea Zero -60
-80
Riferimento segnale positivo (valore misurato) -100
-120
-140
Riferimento soglia di riconoscimento positiva -160
-180
Riferimento segnale negativo (valore misurato)
107 452
-200
0 15 30 45 60 75 90 105 120 135 150 165 180 195 210 225 240 255 270 285 300 315 330 345 360
Tensione di riferimento in nV
Riferimento soglia di riconoscimento negativa
Figura 5 · Controllare le marcature di riferimento –
marcatura di riferimento difettosa
15INA Italia S.r.l.
Sach-Nr. 023-801-816/MON 18 I-I 01051.5
Strada Regionale 229 - km.17
28015 Momo (Novara)
Telefon (03 21) 929.211
Telefax (03 21) 929.300
e-mail: marketing@it.ina.com
www.it.ina.comPuoi anche leggere