TNC nella catena di processo - Accesso diretto alle informazioni di produzione e di processo - Klartext Portal
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

6 1 + 0 6 / 2 015
Il giornale dei controlli numerici HEIDENHAIN
TNC nella
catena di
processo
Accesso diretto alle informazioni
di produzione e di processo
Nuova versione
software con
nuovi cicli:
■■ Fresatura cilindrica
■■ Tornitura in modalità
di fresatura
61 + 06/2015
Editoriale
Caro lettore,
lavorare ad ogni fascicolo di Klartext è una
avventura emozionante per la redazione.
Per questo numero abbiamo esplorato in
particolare due tipi di produzioni: i progetti
di design e i modelli per l'industria auto-
mobilistica e i componenti speciali per il
mondo delle corse. A pagina 4 e 8 abbia-
mo descritto le sfide affascinanti di que-
ste aziende e i motivi per cui si affidano ai
controlli numerici TNC.
Scoperte interessanti le fornisce anche la
presentazione delle funzioni TNC. E non
soltanto per quanto riguarda le novità (vedi
pagina 11 e 12). Ogni tanto vale la pena
ritornare anche su una delle funzioni clas-
siche. Per questo abbiamo approfondito a
pagina 16 come ottimizzare ulteriormente
l'accuratezza e la dinamicità di una lavora-
zione con il ciclo 32 TOLLERANZA.
Un grande viaggio lo ha intrapreso anche
Bill Minello quando nel 2013 partì dal Ca-
Pankl Racing Systems AG
nada per visitare la EMO di Hannover. A
produce componenti per
pagina 14 non sono riportati soltanto i azionamenti e motori.
motivi per cui è utile e proficuo recarsi in
fiera, ma anche come le funzioni ACC e
AFC garantiscano la competitività per un
costruttore di stampi.
Buona lettura dalla redazione di Klartext
Colofon
NOVITÀ Editore
DR. JOHANNES HEIDENHAIN GmbH
Postfach 1260
83292 Traunreut, Germania
Tel: +49 8669 31-0
HEIDENHAIN in Internet:
www.heidenhain.it
www.klartext-portal.it
2
Sommario
Forme perfette
Schröter Modell- und Formenbau è in grado di soddisfare
i requisiti più severi grazie all'impiego di sistemi di produzione high-tech 4
In nome della velocità
Come il know-how del controllo numerico consente
di incrementare la produttività 8
Nuovi cicli per fresatura cilindrica
e tornitura in interpolazione
Nuove funzioni per TNC 640 facilitano la creazione
di programmi per lavorazioni complesse 11
Nuove funzioni per maggiore sicurezza di processo
Innovazioni software per TNC 640 ottimizzano rappresentazione, sicurezza e
prestazioni della macchina 12
Windsor Mold Group: prestazioni e sicurezza
di processo con ACC e AFC
Un produttore di stampi canadese si affida a Dynamic Efficiency 14
Combinazione perfetta di accuratezza e dinamicità
Ciclo 32 TOLLERANZA per l'ottimizzazione della guida dei movimenti TNC 16
Ruolo centrale nella gestione digitale delle commesse
TNC 640 nella catena di processo 18
Riparazioni dall'investimento assicurato
HEIDENHAIN fornisce 12 mesi di garanzia
di funzionamento sull’intera apparecchiatura riparata 20
Retrofit di macchine
TNC 150, TNC 151 e TNC 155 cedono il passo
ai moderni controlli numerici HEIDENHAIN 20
Segni di vita dalla cometa
Missione Rosetta 21
Il TNC realizza le visioni dei
designer alla Schröter Modell- TNC Club: dalla parte delle officine 22
und Formenbau GmbH.
Redazione Grafica e composizione Referenze iconografiche
Frank Muthmann Expert Communication GmbH Hans-Rudolf Schulz: pagina 5
e-mail: info@heidenhain.de Richard-Reitzner-Allee 1 ESA/AOES Medialab: pagina 21
Klartext in Internet: 85540 Haar, Germania Tutte le altre immagini
www.klartext-portal.it Tel: +49 89 666375-0 © DR. JOHANNES HEIDENHAIN GmbH
e-mail: info@expert-communication.de
www.expert-communication.de
Klartext 61 + 06/2015 3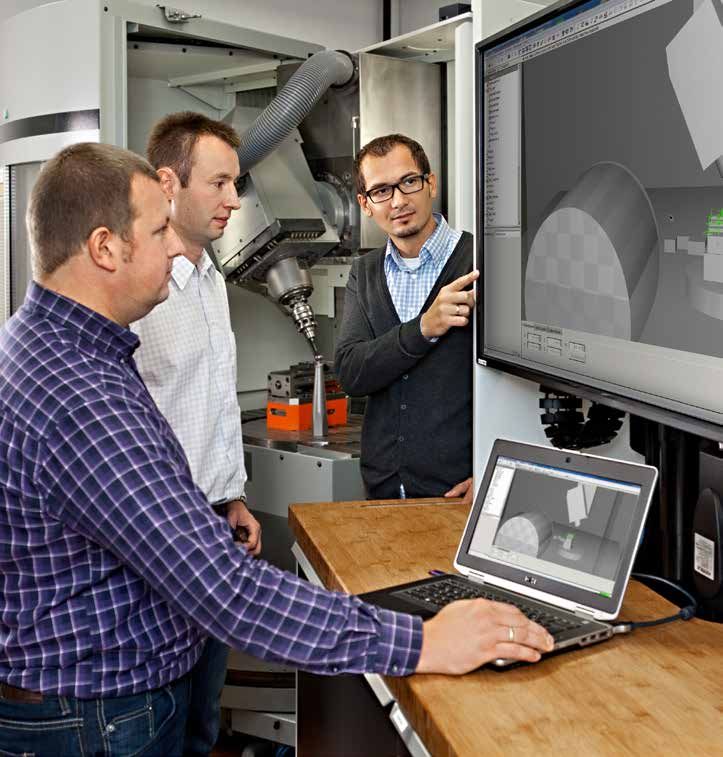
Forme perfette
Schröter Modell- und Formenbau è in grado di soddisfare i requisiti più
severi grazie all'impiego di sistemi di produzione high-tech
A sud-est di Monaco la Schröter Mo- Il controllo numerico si sul controllo numerico. Il controllo nu-
dell- und Formenbau GmbH si occupa inserisce nel processo senza merico HEIDENHAIN è stato integrato
di una produzione di grande fascino. alcuna difficoltà nel processo globale senza problemi.
Qui prendono infatti vita i prototipi, Schröter produce i modelli in scala 1:1
ossia le visioni dei designer si trasfor- Schröter realizza i modelli nei materiali sulla sua nuovissima fresatrice a portale
mano in realtà. Show car perfette, più diversi: dall'alluminio alle più svariate Zimmermann FZ37 con corsa di 8 m x
proprio come le vogliono i vertici materie plastiche, materiali in blocchi, po- 3,50 m, che può richiedere fino a oltre
dell'industria automobilistica. Fungo- listirolo e schiume fino a fibre rinforzate al 80 ore di fresatura. L'integrazione sen-
no da modello nelle decisioni relative carbonio e legno. Un modello non è mai za soluzione di continuità è sottolinea-
ai prodotti e in fiera consentono di uguale all'altro: si spazia dal primo model- ta dal particolare collegamento di iTNC
proiettarci nel futuro. Schröter punta lo di design ai modelli clay – ottimizzati co- 530: l'interfaccia dati Ethernet trasmette
su una tecnologia ultramoderna: i stantemente nella galleria del vento – fino con estrema rapidità anche programmi
controlli numerici HEIDENHAIN iTNC ad arrivare ai modelli cubing che vengono 3D di grandi dimensioni. Non esistono
530 muovono i giganteschi centri di impiegati come strumenti di prova duran- tempi di attesa, la lavorazione può esse-
fresatura a portale ad alta velocità di te la produzione in serie. re avviata mentre è ancora in corso la
marca Zimmermann. Queste macchine trasmissione dei dati.
utensili si addicono perfettamente alla Per l'amministratore delegato Maximi-
costruzione di modelli e stampi che lian Lörzel è fondamentale disporre di "Quando modifico qualcosa sul controllo
consentono a Schröter di soddisfare le una catena di processo idonea: dalla numerico, tutto funziona velocemente e
esigenze elevate e spesso dinamiche progettazione CAD alla generazione del con semplicità", conferma Martin Geisler,
dei suoi clienti. programma nel sistema CAM fino al ca- di Schröter Modellbau. Si semplifica così
ricamento la perfetta sincronizzazione nell'intero pro-
cesso, in quanto il postprocessor genera
il programma NC nel testo in chiaro con
cicli HEIDENHAIN, facilitando quindi
particolarmente le successive otti-
mizzazioni.
KLARTEXT
on the road
Reportage
Un operatore per l'in-
tero processo: Martin
Geisler utilizza il si-
stema CAD/CAM per
predisporre il modello
per la produzione,
genera il programma
NC e successivamen-
L'amministratore delegato Lörzel ottimiz- te opera anche sulla
za il processo anche a livello organizzativo. macchina.
Ogni collaboratore ha la responsabilità di
un modello completo: dalla progettazio-
ne CAD/CAM, alla realizzazione del pezzo
grezzo fino alla fresatura sulla macchina.
Questo garantisce competenze versatili
ed evita problemi di coordinamento.
Macchine dinamiche per esigenze
dinamiche dei clienti
Costruzione di model-
Sin dagli esordi, la Schröter Modellbau si li di grandi dimensio-
ni: i centri di fresatura
affida alla Zimmermann. Proprio due nuovi a portale ad alta velo-
centri di fresatura a portale ad alta velo- cità di Zimmermann
cità riempiono il capannone ampliato. "La sono ottimizzati per
versatilità di queste macchine, combinata rispondere al meglio
alle relative esigenze
alla straordinaria dinamicità e all'ottima dei clienti.
affidabilità, è la soluzione ideale per noi",
afferma entusiasta Maximilian Lörzel.
Zimmermann adatta ogni macchina alle
esigenze del cliente, questo grazie anche
allo sviluppo in proprio delle teste di fresa-
tura. Efficienza, materiali e volumi d'aspor-
tazione del truciolo possono essere così
totalmente personalizzati.
Controllo numerico HEI-
DENHAIN iTNC 530: funzioni
specifiche per la costruzione
di modelli e stampi
Klartext 61 + 06/2015 5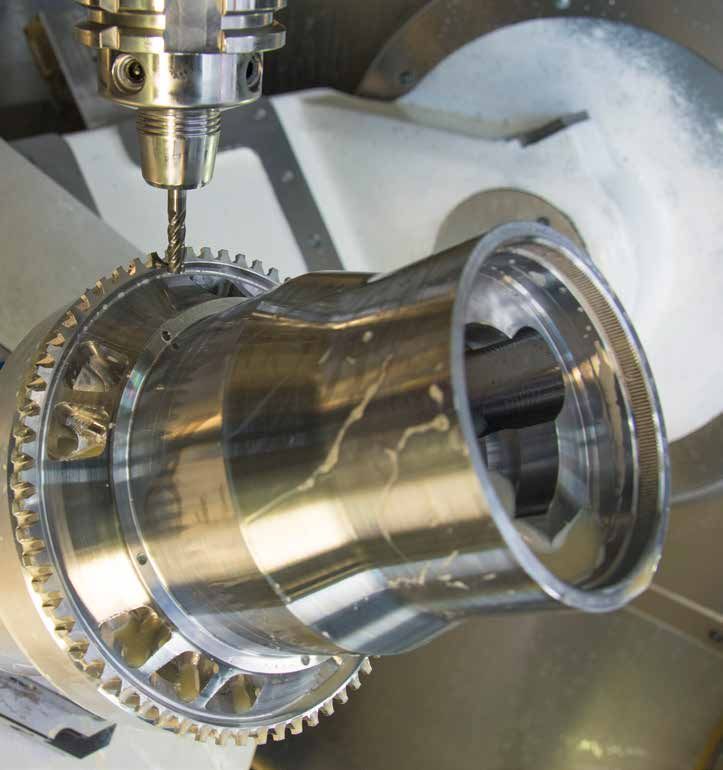
"Quando modifico qualco-
sa sul controllo numerico,
tutto funziona veloce-
mente e con semplicità".
Martin Geisler, Schröter Modell- und
Formenbau GmbH
Solo il controllo numerico lo sa…
Con i tempi sempre estremamente
stretti cui la Schröter è vincolata, niente
può andare storto. La simulazione del
programma NC è pertanto una funzione
fondamentale. Martin Geisler esegue ef-
fettivamente tutto sul simulatore CAM.
"Ma la mia funzione preferita è la Prova
programma direttamente sul controllo
numerico HEIDENHAIN", rivela soddi-
sfatto. "Sono solo un paio di clic – ma è
estremamente importante per la nostra
pianificazione di lavoro". Perché soltanto Per Martin Geisler è impossibile rinunciare al volantino HR 520 HEIDENHAIN in fase di attrezzag-
il controllo numerico conosce l'effettiva gio
durata della produzione, nessun sistema
CAM è in grado di farlo. Esperienza, know-how no gli consente, ad esempio, di regolare la
e la tecnologia idonea posizione dell'utensile. Il controllo nume-
E Martin Geisler può così pianificare in rico sovrappone automaticamente questa
modo ottimale la produzione che alla La ripassatura di modelli in scala 1:1 richie- correzione alla traiettoria programmata.
Schröter prosegue quasi sempre anche de particolare abilità. Nei modelli clay una
tutta la notte: ad esempio quando un uten- miscela speciale di argilla e cera viene ap-
sile speciale, non presente sulla macchi- plicata calda sulla superficie per ottimizzare Massima precisione per
na, deve essere inserito. Oppure quando la carrozzeria dal punto di vista aerodina- la produzione in serie
si raggiunge la fine del programma. mico. Il compito della Schröter è quello di
rifresare il profilo ottimizzato. "Impieghiamo Per i modelli che vengono impiegati du-
HEIDENHAIN offre inoltre tutte le funzioni spesso e volentieri la funzione Impostazio- rante la produzione in serie per testare
per la comunicazione. L'interfaccia softwa- ni globali del programma GS di iTNC 530 i componenti, si ottengono così super-
re RemoTools SDK consente di controlla- in combinazione con la sovrapposizione fici di elevata accuratezza. iTNC 530 di
re l'interazione. Questa interfaccia aperta volantino", afferma il key user Martin Gei- HEIDENHAIN supporta l'operatore in tal
offre ampie possibilità per le applicazioni sler. La funzione calcola un sovrametallo senso con la sua guida precisa dei movi-
software – ad esempio con un Windows costante per l'intera lavorazione per non menti che ottimizza una distribuzione di
Server – di inviare gli eventi all'operatore dover generare di nuovo il programma NC. punti a volte sfavorevole del programma
della macchina. Riceve quindi un messag- NC generato con sistema CAM.
gio SMS o di WhatsApp che gli comunica Si aggiunge tuttavia un altro aspetto: "Il
quando è necessario sostituire l'utensile. materiale può deformarsi e di conseguen- Con la funzione interna Ciclo 32 l'operato-
Con interfaccia DNC (opzione 18) il con- za l'utensile non si trova più dove era in re può inoltre controllare gli scostamenti
trollo numerico HEIDENHAIN è già equi- precedenza", spiega Martin Geisler. Pro- dal profilo e quindi trovare il rapporto ot-
paggiato al meglio per il futuro in termini di prio per le ripassature è sua intenzione timale tra velocità e accuratezza al fine di
collegamento in rete intelligente. evitare di fresare nel materiale. Il volanti- soddisfare le sue esigenze.
6
Reportage
Interfaccia software
HEIDENHAIN DNC
e RemoTools SDK
L'applicazione Windows accede ai
dati del TNC
I requisiti attuali e futuri per la comu-
nicazione nella produzione – anche
in riferimento a Industry 4.0 – HEI-
DENHAIN li soddisfa con l'opzione
DNC (opzione 18). Con il pacchetto di
sviluppo software Kit Remo Tools SDK
le applicazioni Windows possono ac-
cedere ai dati del TNC e anche modifi-
carli all'occorrenza.
Impiego
■■ Comunicazione con sistemi di
rilevamento dei dati macchina e di
esercizio (MDE/BDE)
■■ Collegamento di sistemi ERP/MES
di livello superiore
■■ Incremento della sicurezza
di processo e dell'affidabilità
dell'impianto
■■ Comunicazione con sistemi di
segnalazione che inviano gli eventi
della lavorazione in corso, ad
esempio su smartphone
Conclusione
"Il settore automobilistico con i suoi pro-
cessi dai tempi ben scanditi rimarrà an-
che in futuro il nostro core business", af-
ferma con sicurezza l'amministratore de-
legato Maximilian Lörzel. Come subfor-
nitore, i cicli di prodotto tipici del settore
automobilistico costituiscono una grande
sfida considerato il crescente numero di
varianti dei modelli. Ed è in grado di offri-
re flessibilità e rapidità soltanto se può
far affidamento sulla tecnologia di produ-
zione. "Con la combinazione di sistema
CAM, fresatrici Zimmermann e controlli
numerici HEIDENHAIN siamo equipag-
giati al meglio", per poter soddisfare con
rapidità una richiesta particolarmente
singolare ed estremamente urgente del
cliente. "A livello tecnologico non ci batte L'amministratore delegato
Maximilian Lörzel (a dx) e Martin
nessuno", esclama ridendo Maximilian
Geisler posano soddisfatti davanti
Lörzel. alle fresatrici a portale CNC a 5
assi FZ33c di Zimmermann.
++www.modellbau-schroeter.de
Klartext 61 + 06/2015 7
In nome della velocità
Come il know-how del controllo numerico consente di incrementare la produttività KLARTEXT
on the road
Pankl Racing Systems AG produce Gli operatori danno forma ai lavorazione con difficoltà inaspettate. E
componenti per azionamenti e motori componenti dei veicoli dopo bisogna agire in fretta per rimedia-
che lavorano spesso ai limiti del possi- re: si cerca di adattare con semplicità le
bile. Molti team di Formula 1, di DTM o È divertente lavorare sui 17 centri di la- strategie di lavorazione, gli avanzamenti
della NASCAR americana apprezzano i voro Hermle dotati di TNC non solo per i e gli incrementi. Nessun problema con
prodotti realizzati dalla società austria- pezzi impegnativi, dai quali può dipendere il testo in chiaro del controllo numerico
ca Kapfenberg. La competizione spor- pure il successo di una scuderia. In un’a- HEIDENHAIN.
tiva esercita pressioni sulle prestazioni rea fortemente influenzata dalla vicinanza
del produttore di componenti: vengo- al Red Bull Ring, è soprattutto la profon- Con le finestre di dialogo autoesplicative
no impiegati materiali di prima qualità da conoscenza dei controlli numerici che dei controlli numerici TNC è anche possi-
la cui lavorazione richiede collaboratori "mette le ali" alle capacità degli operatori. bile realizzare in modo rapido e affidabile
competenti e macchine utensili affida- I programmi per molte lavorazioni li crea- programmi di lavorazione per profili com-
bili. Grazie all'eccezionale know-how, no direttamente sulla macchina utensile plessi. E con particolare frequenza: Pankl
gli operatori della Pankl dimostrano e producono così componenti reali dei produce molti pezzi unici e piccole serie,
che sui controlli numerici HEIDENHAIN veicoli da progetti visionari, gestendo ot- che richiedono costantemente programmi
si possono programmare con massima timamente macchina, controllo numerico, nuovi o adattati.
efficienza anche lavorazioni comples- utensili e materiale. L'operatore Daniel
se. Queste vengono eseguite su centri Stebegg afferma entusiasta: "È una gran-
di lavoro di Hermle, in grado di gestire de soddisfazione riuscire a produrre molto Risultati migliori in team
con elevata dinamicità materiali parti- di più grazie alla profonda conoscenza del
colarmente tenaci. controllo numerico"! La suddivisione del lavoro è una paro-
la chiave importante per incrementare
Certamente non è sempre facile. Mate- l'efficienza alla Pankl. Ciò che non deve
riali e leghe speciali estremamente dure essere necessariamente generato con il
colgono spesso di sorpresa durante la sistema CAD/CAM DELCAM, viene diret-
8
Reportage
tamente realizzato sul controllo numerico
HEIDENHAIN. Secondo Daniel Stebegg è
"La creazione dei programmi nel testo
pressoché all'ordine del giorno: "Le lavo- in chiaro HEIDENHAIN ci aiuta a non
razioni a 5 assi che programmiamo con la
funzione PLANE sono il nostro pane quo- tralasciare alcun dato, in caso contrario
tidiano". Facendo un rapido confronto con
le macchine utensili che se la devono cava-
la ricerca errori ci sottrae molto
re senza controlli numerici HEIDENHAIN, tempo".
l'operatore Christoph Nimmrichter confer-
ma: "La creazione dei programmi nel te- Christoph Nimmrichter, operatore della Pankl Racing Systems
sto in chiaro HEIDENHAIN ci aiuta a non
tralasciare alcun dato, in caso contrario la
ricerca errori ci sottrae molto tempo".
Nella produzione di componenti per i moto-
ri da corsa l'operatore Franz Pillhoffer deve
essere particolarmente preciso e non vuo-
le dover riprendere costantemente la cre-
azione del programma dall'inizio. Apprezza
in particolar modo la semplicità di adatta-
mento e riutilizzo di programmi e blocchi
di programma: "Le LABEL consentono di
realizzare i sottoprogrammi e ripetizioni di
blocchi di programma con elevato comfort".
Si accorcia il programma principale e si
facilita la configurazione modulare. I pro-
grammi esistenti possono quindi essere
rapidamente adattati ai nuovi requisiti. Chri-
stoph Nimmrichter richiama l'attenzione su
un ulteriore punto di forza: "Valutiamo po-
sitivamente anche la possibilità offerta dal
TNC di commentare i programmi. Richiede
certo un po' di tempo, ma facilita notevol-
mente il successivo riutilizzo". Anche per i
colleghi è molto pratico.
Montanti ruota per auto sportive:
I programmi brevi e semplici possono es- lavorazione precisa con il controllo numerico iTNC 530
HEIDENHAIN.
sere creati direttamente sulla macchina:
"Passando dal sistema CAD/CAM per pro-
grammi semplici si impiegherebbe molto
più tempo che crearli direttamente sul TNC".
Quando si tratta di superfici libere o profili
complessi, il sistema CAD/CAM DELCAM
trae vantaggio dall'ottima integrazione dei
cicli HEIDENHAIN: le ottimizzazioni e i dati
di taglio adattati, l'operatore li definisce di-
rettamente sul TNC. Risulta quindi super-
fluo far intervenire il reparto CAD/CAM.
Tecnologia all'avanguardia grazie
all'elevato know-how
"Sfruttiamo ogni opportunità per cono-
scere meglio le funzioni dei controlli
numerici HEIDENHAIN. Siamo sempre Un team a tutto gas (da sx a dx):
alla ricerca di nuove soluzioni per poter Franz Pillhofer, Daniel Stebegg, Michael Langthaler, Christoph Nimmrichter
realizzare le lavorazioni in modo ancora
Klartext 61 + 06/2015 9
Per lavorazioni complesse è spesso diffici-
le valutare il numero di utensili necessari.
Per un pezzo singolo è necessario impie-
gare fino a 80 utensili. Per non perdere
tempo nell'organizzazione degli utensili,
sui centri C32 e C42 si impiega la gestio-
ne utensili estesa del TNC. Nelle chiare
liste di impiego degli utensili gli operatori
hanno la possibilità di determinare a colpo
d'occhio se la durata dell'utensile è termi-
nata o è ancora disponibile.
Titanio e leghe speciali richiedono certi
tipi di macchine e utensili. Per lavorazioni
prolungate anche la temperatura influisce
sull'accuratezza di produzione. In particola-
re per i componenti dei motori si applicano
minime tolleranze di forma e posizione.
I diametri vengono controllati nell'ordine
di grandezza dei micron. Una accuratezza
Impressionante dinamicità: elevata delle lavorazioni a 5 assi è costan-
Pankl Racing è convinta delle qualità dei temente garantita dalla funzione TNC Kine-
centri di lavoro HERMLE. maticsOpt. Il controllo numerico determina
gli scostamenti sulla tavola rotante orien-
tabile e adatta di conseguenza la tabella
della cinematica. Il relativo ciclo di misura
richiede poco tempo e viene normalmente
eseguito prima della lavorazione.
Vince chi sfrutta appieno il
potenziale!
I sistemi CAD/CAM di elevate prestazio-
ni sono senza dubbio uno strumento cui
è impossibile rinunciare per pezzi con la-
In due fasi per un pezzo perfetto: vorazioni complesse. I controlli numerici
giunto per la sospensione ruota dopo la sgrossatura (a sx) e a finitura ultimata (a dx). HEIDENHAIN TNC realizzano i programmi
di lavorazione generati automaticamente
migliore e più rapido", afferma Daniel la pura teoria ma vengono illustrate an- su macchine utensili di elevate prestazioni
Stebegg. Il team ha testato ad esem- che soluzioni a problematiche concrete e di elevata dinamicità.
pio la funzione Fresatura trocoidale. La sulle macchine utensili.
funzione TNC svuota soprattutto le sca- Allo stesso tempo gli operatori possono
nalature con maggiore rapidità rispetto accedere a molte funzioni efficienti dei
alle strategie con lavorazione a passate Alta dinamicità richiede elevata TNC e creare i programmi di lavorazione
tradizionale. Gli specialisti della Pankl accuratezza per profili più complessi direttamente sul-
sono soddisfatti anche della semplicità la macchina. Il team della Pankl Racing
d'uso del nuovo ciclo di fresatura a spia- I componenti di Pankl sono concepiti per impiega il proprio know-how e la propria
nare che consente di risparmiare tempo massime sollecitazioni e alte velocità. competenza nella gestione di materiali
nell'impiego pratico. L'entusiasmo dei collaboratori per la velo- particolari per realizzare direttamente con
cità è dettato anche da un altro motivo: "La i controlli numerici HEIDENHAIN soluzioni
Chi, come i collaboratori della rapidità e la dinamicità dei nuovi centri di di produzione ottimali ed efficienti. Que-
Pankl Racing, ha la possibilità di testare lavoro Hermle sono impressionanti", affer- sto rende il lavoro sulla macchina ancora
le funzioni, apprezza l'utilizzo del manua- ma Michael Langthaler. Sotto la supervisio- più prezioso e di grande soddisfazione.
le in formato digitale memorizzato nel ne del controllo numerico HEIDENHAIN è Vince così anche tutto il team!
TNC. Corsi di formazione mirati vengono possibile combinare al meglio dinamicità
offerti anche direttamente dal produtto- e accuratezza per sfruttare al massimo le
re del controllo numerico o dai partner potenzialità delle macchine utensili di ele- ++www.pankl.com
autorizzati: non viene affrontata soltanto vate prestazioni.
10Funzioni
Nuovi cicli per fresatura cilindrica I cicli semplificano notevolmente la
creazione di programmi per lavora-
e tornitura in interpolazione zioni complesse, come i tre cicli che
sono contenuti nella nuova versione
software 05 per TNC 640: ciclo 880 per
Nuove funzioni per TNC 640 facilitano la creazione la creazione di ruote dentate e i cicli
di programmi per lavorazioni complesse 291 e 292 per la tornitura in interpola-
zione. Invece di numerosi movimenti
singoli è possibile definire soltanto
pochi parametri – al resto pensa il con-
trollo numerico.
Ciclo 880 FRESATURA drica con una fresa profilata. Non è neces- Nel ciclo si descrive, come prima
CILINDRICA DI RUOTE sario ricorrere a modelli 3D complessi o a cosa, la ruota dentata con i parametri:
DENTATE: pratica realizzazione una programmazione meticolosa.
di ruote dentate ■■ Modulo
Il nuovo ciclo 880 semplifica la realizzazio- ■■ Numero di denti
Come è possibile fresare con partico- ne di ruote dentate cilindriche con denta- ■■ Diametro esterno
lare semplicità le ruote dentate? La ture esterne oppure dentature oblique con ■■ Gioco cresta
procedura migliore è quella di inse- qualsiasi angolazione. ■■ Angolo d'elica
rire i parametri di dentatura riportati
sul disegno nella finestra di dialogo di Successivamente si descrive l'utensi-
TNC 640. Il controllo numerico HEI- le con i seguenti dati:
DENHAIN genera quindi i movimenti
traiettoria a 5 assi per la fresatura cilin- ■■ Angolo di inclinazione utensile
■■ Senso di rotazione utensile
■■ Profondità di taglio massima
Il nuovo ciclo 880 rende facilmen- Inoltre è possibile selezionare la stra-
te programmabile l'operazione di
tegia di lavorazione e il lato di lavo-
produzione complessa di una ruota
dentata con una fresa cilindrica. razione.
Ciclo 291 e 292: TORNITURA IN Il ciclo 291 TORNITURA IN INTERPOLA-
INTERPOLAZIONE ZIONE attiva e disattiva l'accoppiamento
del mandrino. L'orientamento del taglien-
Nel piano di lavoro ruotato sono spes- te viene allineato al centro di rotazione. La
so necessari profili di tornitura. Una programmazione dei movimenti traiettoria
applicazione possibile è, ad esempio, e i movimenti utensile si programmano in
una superficie di tenuta su una flangia proprio.
come è richiesta per esempio in allog-
giamenti pompe di grandi dimensioni. Il ciclo 292 TORNITURA IN INTERPOLA-
Con i cicli 291 e 292 il TNC esegue una ZIONE PROFILO è più pratico e completo.
lavorazione interpolata. A tale scopo il Questo ciclo attiva l'accoppiamento del
mandrino principale deve essere ac- mandrino, controlla il movimento di rota-
coppiato alla posizione degli assi line- zione dell'utensile, rifinisce un profilo pre-
ari. L'accoppiamento determina che il cedentemente definito tramite tornitura in
tagliente dell'utensile venga orientato interpolazione ed esegue i movimenti di
radialmente verso il centro di rotazione avvicinamento e allontanamento. I dati del
per torniture di diametri esterni, vice- profilo programmati nel sottoprogramma Con il nuovo ciclo TORNITURA IN
versa per torniture interne. L'utensile devono contenere coordinate uniforme- INTERPOLAZIONE si eseguono
lavorazioni di tornitura in modalità di
ruota quindi intorno all'asse proprio mente crescenti (sempre solo più grandi
fresatura senza riserrare il pezzo.
e si sposta contemporaneamente su o costanti) o uniformemente discendenti
una traiettoria a spirale. (sempre solo più piccole o costanti). In
caso contrario, impiegare il ciclo 291.
Klartext 61 + 06/2015 11Nuove funzioni per maggiore sicurezza di processo
Innovazioni software per TNC 640 ottimizzano rappresentazione, sicurezza e prestazioni della macchina
TNC 640 è il controllo numerico hi- Il nuovo CAD Viewer Per la visualizzazione di formati CAD,
gh-end di HEIDENHAIN per la fresatura come STEP, IGES e DXF, sono disponibili
e la fresatura-tornitura. Nella nuova Prima di iniziare un programma di lavora- numerose prospettive e opzioni di rappre-
versione software sono inclusi impor- zione è utile dare un'occhiata al modello sentazione. Utilizzare il mouse per ruota-
tanti ampliamenti: il CAD Viewer con- CAD. Fino ad ora ci si affidava all'antepri- re, spostare o ingrandire la vista al fine
sente di verificare il pezzo da realizzare ma CAD disponibile soltanto come opzio- di identificare ad esempio sottosquadri o
prima della lavorazione vera e propria. ne per iTNC 530. Con la versione software raggi angusti.
Un nuovo formato 3D facilita l'acquisi- 05, il CAD Viewer in un design inedito è
zione dettagliata e sicura dei dati dei integrato in TNC 640 già nella dotazione Una funzione particolarmente pratica è la
corpi di collisione in DCM. I compo- standard. I dati possono essere sul disco visualizzazione di informazioni sui singo-
nenti pesanti si lavorano con maggiore fisso del TNC o in rete: alla selezione di un li elementi del profilo e una pura funzio-
sicurezza impiegando la funzione LAC file il CAD Viewer si apre in modo del tutto ne di misura. Si imposta semplicemente
e il ciclo 239. automatico. un'origine qualsiasi e ci si sposta poi con il
mouse sul modello. Non appena il mouse
si sposta su un elemento, questo viene
evidenziato mediante colore. In una vista
CAD Viewer: visualizzazione di coordinate
in basso a sinistra della finestra del Viewer
compaiono il tipo di elemento e le relative
coordinate per punto iniziale e finale. Le
coordinate si riferiscono quindi all'origine
precedentemente impostata.
CAD Viewer: vista come wireframe
12Funzioni
Il nuovo formato 3D semplifica ancora maggiore semplicità i dati 3D pre-
la configurazione di DCM senti e definirli in maniera più precisa.
Movimenti complessi e dinamici delle Per l'operatore questo si traduce in una
macchine sono difficilmente prevedibili rappresentazione dettagliata e reale dei
per l'operatore. DCM – il controllo anticol- componenti e dell'area di lavoro della
lisione dinamico del TNC – protegge in ma- macchina. L'area di lavoro della macchina
niera particolarmente affidabile dal rischio può inoltre essere sfruttata meglio.
di danni alla macchina. Se i componenti
della macchina si trovano sulla traiettoria
di collisione, DCM arresta in tempo utile
i movimenti dell'asse e la visualizzazione
mostra in rosso i componenti interessa-
ti. Il monitoraggio in tempo reale proteg-
ge anche in funzionamento manuale, ad
esempio per l'attrezzaggio.
Il costruttore della macchina configura la
funzione DCM e definisce i corpi di colli-
sione potenziali nell'area di lavoro della
macchina tramite la descrizione della cine-
matica. A partire dalla versione software
05 è disponibile un nuovo formato 3D per
il costruttore, che può così acquisire con Avviso di collisione DCM: utensile - piano Avviso di collisione DCM: testa mandrino -
tavola laser
Semplice gestione con LAC di
componenti di peso diverso
Indipendentemente dal peso del pez-
zo è possibile variare notevolmente il
comportamento dinamico delle mac-
chine. Un carico variabile influisce su
forze di attrito, accelerazioni, coppie di
arresto e attriti statici degli assi della ta-
vola. Con LAC e ciclo 239 è disponibile
una funzione che consente una rapida
soluzione a una situazione di carico va-
riabile. LAC è l'acronimo di Load Adap-
tive Control – Adattamento dei parame- Il ciclo 239 è strutturato in maniera molto semplice:
tri di regolazione in funzione del carico, contiene soltanto il parametro Q570.
TNC 640 determina con questa funzio-
ne il carico con cui vengono caricati gli Q570=0 Q570=1
assi. Il TNC adatta successivamente
diversi parametri alla nuova situazione ■■ Il TNC resetta LAC. ■■ Il TNC esegue una pesata per de-
di carico. ■■ I parametri di precontrollo e regolazio- terminare il peso del carico.
ne consentono movimenti sicuri degli ■■ TNC 640 adegua in modo ottimale
L'opzione LAC e il ciclo 239 creano assi indipendentemente dallo stato del i parametri di precontrollo e regola-
quindi i presupposti per una lavora- carico. zione allo stato di carico.
zione sicura di componenti di diverso ■■ Impiego per l'attrezzaggio o al termine
peso e inerzia. del programma NC.
Klartext 61 + 06/2015 13Windsor Mold Group: prestazioni e
sicurezza di processo con ACC e AFC KLARTEXT
on the road
Un produttore di stampi canadese si affida a Dynamic Efficiency
Bill Minello è il manager di Windsor attiva delle vibrazioni ACC del controllo I primi test convincono subito
Mold Group, impresa costruttrice di numerico TNC HEIDENHAIN. "Non era
stampi canadese. Nel settembre del un gioco di prestigio! Si è trattato di uno Bill Minello è a dir poco entusiasta della
2013 attraversa in aereo l'Atlantico di quei rari momenti in cui scopri qualco- presentazione in fiera ma vuole comun-
per recarsi alla EMO di Hannover. In sa di veramente innovativo. Mi sono im- que altre prove dell'efficacia di ACC. Pres-
quel momento non può di certo an- mediatamente reso conto che l'opzione so il costruttore delle macchine vengono
cora immaginare che questa visita in ACC sarebbe stata la soluzione perfetta quindi eseguite lavorazioni di prova extra
fiera avrebbe portato alla soluzione di ai nostri problemi!", afferma soddisfatto. per Windsor Mold Group, andando ulte-
alcune problematiche in azienda. Per- E comprende bene anche le potenzialità riormente ad alimentare l'entusiasmo dei
ché in fiera ha scoperto le funzioni dei del controllo adattativo dell’avanzamento canadesi. Il costruttore delle macchine in-
controlli numerici TNC Active Chatter AFC. Le due nuove funzioni, Bill Minello stalla l'opzione ACC su una prima macchi-
Control (ACC) e Adaptive Feed Control ne è certo, costituiscono un'integrazione na di Windsor Mold Group, che funzionerà
(AFC). Diario di viaggio. perfetta al ciclo 32 TOLLERANZA (vede- perfettamente sin dall'inizio. I test esegui-
re anche a pagina 16), che Windsor Mold ti in proprio forniscono poi ulteriori prove
Group impiega già in produzione. delle potenzialità di ACC.
Niente giochi di prestigio!
In fiera Bill Minello rimane a bocca aperta
nello stand di un costruttore di macchine
utensili: durante la presentazione live la
macchina utensile non emette rumori seb-
bene sia in corso una lavorazione. Questa
soppressione delle vibrazioni è forse sol-
tanto un misero gioco di prestigio? Op-
pure Bill Minello è davanti alla soluzione
di alcuni problemi cui deve far fronte ogni
giorno in produzione?
Gli specialisti presenti in fiera gli spiega-
no nei minimi dettagli la soppressione
Bill Minello (3° da sinistra) e i suoi collaboratori Jerry, Ed e Karen: Wind-
sor Mold Group punta su personale altamente qualificato e offre allo
stesso tempo posti di lavoro interessanti con orario flessibile.
14Reportage
"ACC consente di conse-
guire un incremento del
volume di asportazione del
truciolo di oltre il 60%". Windsor Mold Group decide
quindi di testare in azienda le
prestazioni di ACC.
Bill Minello, manager, Windsor Mold
Group, Canada
In una lavorazione di prova Windsor Mold
Group seleziona dapprima un incremento
di 4 mm con un elevato carico del mandri-
no e senza ACC, provocando così vibrazioni
nettamente percettibili. Già con un incre-
mento a 4,5 mm è necessario interrom-
pere la prova dopo pochi secondi, per non
danneggiare la macchina. Con ACC attiva,
invece, si iniziano a percepire leggere vi-
brazioni soltanto a partire da un incremento
di 7 mm: "Per le operazioni di sgrossatura
non sono assolutamente presenti rigature
sulla superficie. Questo ci dice quanto sia
efficace la funzione ACC per la soppressio-
ne delle vibrazioni", sottolinea Bill Minello.
L'interruttore di accensione e spegnimen-
to inizialmente ancora presente per la
soppressione attiva delle vibrazioni viene
presto eliminato: "Se ACC identifica ed
elimina le vibrazioni in qualsiasi situazione
di lavorazione – perché dovremmo mai ri-
nunciarvi?", domanda Bill Minello. Da allora
l'opzione ACC è sempre attiva.
senza ACC con ACC
Un passo avanti
Risultato dei test con incremento Risultato di una lavorazione con
di 4 mm senza ACC. incremento di 7 mm con ACC.
La sede principale di Windsor Mold Group
si trova in Ontario/Canada, in località
Windsor direttamente al confine con la Grazie alle funzioni del TNC, Windsor Mold carichi meccanici. Il ciclo 32 TOLLERANZA
città americana Detroit, famosa per le Group è in grado di rispondere a queste garantisce superfici perfette e un'elevata
automobili. Naturalmente tra i clienti di esigenze con soluzioni tecniche innova- accuratezza dimensionale per stampi in
questo stampista rientrano soprattutto tive. L'azienda impiega attualmente 10 due parti per lo stampaggio a iniezione.
case costruttrici di automobili americane. macchine utensili con controlli numerici "Apprezziamo l'accuratezza e l'affidabilità
Richiedono stampi sempre più comples- iTNC 530. Gli aspetti in grado di incremen- dei controlli numerici HEIDENHAIN", con-
si in lotti sempre più piccoli. Le richieste tare l'efficienza di ACC per la soppres- ferma Bill Minello. "Abbiamo quindi deciso
spaziano dagli stampi compatti a quelli più sione delle vibrazioni e di AFC per l'otti- di ordinare altre macchine, naturalmente
grandi, stampi per componenti dei siste- mizzazione della potenza del mandrino, equipaggiate con il nuovo controllo nume-
mi di illuminazione esterna per autoveicoli aumentano notevolmente il rapporto vo- rico TNC 640 e la funzione ACC!".
fino agli stampi per gruppi dell'abitacolo, lume-tempo nell'asportazione del trucio-
dagli stampi per componenti non visibili lo. La funzione di monitoraggio consente
fino a stampi per componenti con superfi- inoltre di ottimizzare la sicurezza di pro- ++www.windsormoldgroup.com
ci a vista. A tutto ciò si aggiunge l'elevata cesso. Le funzioni TNC salvaguardano in
pressione sui costi della concorrenza. aggiunta utensile e macchina, limitando i
Klartext 61 + 06/2015 15Combinazione perfetta di
accuratezza e dinamicità
Ciclo 32 TOLLERANZA per l'ottimizza-
zione della guida dei movimenti TNC
Alla consegna le macchine CNC sono di norma configu-
rate per una gamma di impiego molto vasta. Con un con-
trollo numerico TNC si ottengono già in questa configura-
zione universale risultati di lavorazione da buoni a ottimi.
Il ciclo 32 TOLLERANZA consente inoltre un adattamento
specifico per la lavorazione. In particolare per la lavora-
zione di superfici a forma libera con tempi compa-
rativamente lunghi è possibile ottenere un mix
ottimale di accuratezza e dinamicità.
Ogni fase di lavorazione su un pezzo richie- consente tuttavia all'operatore un adatta- Per la finitura invece è necessario ridurre
de in realtà una configurazione specifica mento specifico dello scostamento di tra- di nuovo il valore di tolleranza ovvero re-
della macchina. Un adattamento per la la- iettoria T. Può personalizzare la larghezza settarlo al valore impostato dal costruttore
vorazione di finitura mira così ad esempio della traiettoria a disposizione del controllo della macchina. A tale scopo il ciclo 32
più a precisione e lisciatura del profilo. Ma numerico. In particolare per elementi del TOLLERANZA viene ridefinito con un va-
magari non si riesce a sfruttare comple- profilo con numerose variazioni di direzio- lore inferiore o senza indicare alcun valore.
tamente il potenziale di avanzamento di ne – tipiche ad esempio per superfici a
una lavorazione di sgrossatura. Lo stesso forma libera – influisce direttamente sull'a-
vale anche in senso opposto. Per ottenere vanzamento traiettoria massimo raggiun- Sistema di avviso
la migliore combinazione possibile di ac- gibile e quindi sui tempi di lavorazione. cambio corsia incluso
curatezza e dinamicità per tutte le lavora-
zioni, l'operatore deve poter influire sulla Tale concetto risulta evidente da un con- Il ciclo 32 TOLLERANZA offre con il pa-
configurazione predefinita della macchina fronto con il mondo delle corse: più larga rametro HSC-MODE 0 o 1 la possibilità
e quindi anche sul controllo degli assi di è la traiettoria di marcia in una curva, con di modificare le impostazioni della guida
avanzamento del controllo numerico TNC. maggiore velocità un'auto da corsa può di movimento. Per rimanere sull'esempio
I controlli numerici TNC offrono a tale percorrerla. Il pilota pianifica la sua linea del motorsport, il parametro HSC-MODE
scopo come funzione standard il ciclo 32 ideale al fine di poter percorrere la curva è paragonabile a un tipo di sistema di av-
TOLLERANZA. alla massima velocità. Una traiettoria di
marcia stretta obbliga il pilota a seguire
una linea che impone di ridurre la velocità.
Più veloce in curva su
traiettoria ampia In particolare per la lavorazione di sgros-
satura è possibile, nella maggior parte dei
Lo scostamento della traiettoria T è di nor- casi, aumentare la larghezza della traietto-
ma definito dal costruttore della macchina, ria e quindi la tolleranza per lo scostamen-
che predefinisce così un valore standard to di traiettoria T. L'operatore può incre-
per lo scostamento massimo ammes- mentare anche l'avanzamento di lavora-
so del profilo. Il ciclo 32 TOLLERANZA zione massimo possibile nei punti stretti.
16Funzioni
viso di cambio corsia sulla vettura da cor- questo modo una raffigurazione il più rotativo. Il controllo numerico è così in gra-
sa. Il livello 0 deve consentire soltanto un possibile esatta e precisa del profilo do di rendere omogeneo il movimento tra-
minimo scostamento dalla linea ideale e da realizzare. In funzione dell'obiettivo iettoria. Allo stesso tempo la lisciatura am-
interviene con largo anticipo regolandola dell'operatore, per la finitura risultano messa permette un controllo più uniforme
anche se questo comporta una perdita valori di tolleranza tra 5 µm avendo degli assi potendo così determinare una
di tempo. Il livello 1 invece consente una come obiettivo maggiore accuratezza riduzione dei tempi di lavorazione. Viene in
marcia più veloce. Questa funzione tollera e 20 µm per maggiore lisciatura. Per tal modo ridotta l'influenza degli assi ro-
scostamenti dalla linea ideale fino a non lavorazioni di precisione sono normali tativi sull'avanzamento massimo nel TCP.
superare la tolleranza T predefinita – le anche tolleranze ben inferiori a 5 µm.
ruote dell'auto da corsa rimangono così Il controllo numerico TNC offre inoltre il
aderenti al manto stradale. ■■ Per la lavorazione di sgrossatura si grande vantaggio di non discostare dal
dovrebbero impiegare valori maggiori. movimento nominale il profilo e quindi il
Ritornando alla macchina utensile, in Determinante è alla fine il sovrametal- movimento sul TCP nonostante la tolle-
HSC-MODE 0 si punta di più a ottenere lo residuo sul profilo. I valori normali ranza supplementare per gli assi rotativi
una accuratezza più elevata del profilo. per la lavorazione di sgrossatura sono TA. Il controllo numerico TNC considera lo
Durante la finitura il controllo numerico un errore cordale nel sistema CAM di scostamento TCP risultante dalla rettifica
TNC non sfrutta sempre completamen- 4 µm fino a 30 µm e una tolleranza di degli assi rotativi e lo compensa rispettan-
te lo scostamento di traiettoria T definito traiettoria T di 0,05 mm fino a 0,3 mm. do la tolleranza di traiettoria T.
per raggiungere una maggiore precisione
del profilo. HSC-MODE 1 indirizza invece Per la creazione di un programma di fi- Per la definizione dell'orientamento degli
la macchina su un tempo di lavorazione nitura o sgrossatura nel sistema CAM la assi rotativi la risoluzione degli stessi do-
ridotto. Per la sgrossatura questa imposta- risoluzione di posizione raccomandata vrebbe essere indicata con una precisio-
zione comporta lo sfruttamento ottimale è di quattro cifre decimali, ad esempio ne a quattro cifre decimali nei programmi
dello scostamento di traiettoria T. Negli L X–12.0215 Y+12.8951 Z+12.1258. Si NC, ad esempio L X–12.0215 Y+12.8951
spigoli o negli archi stretti con forti varia- evitano così inutili alterazioni del profi- A+12.1258 B+32.8945. Per l'impiego di
zioni di direzione, la macchina raggiunge e lo dovute a errori di arrotondamento in programmi di vettori l'output del vettore
mantiene così un avanzamento traiettoria combinazione a una ridotta risoluzione di di orientamento dovrebbe essere indicato
più elevato. Questo consente di ridurre posizione. con una precisione a sette cifre decimali,
non soltanto i tempi di lavorazione. Un ad esempio: LN X–12.0215 Y+12.8951 TX–
avanzamento di lavorazione costante si 0.0455636 TY+0.2118529 TZ+0.9762388.
ripercuote positivamente anche sulla du- Il ciclo 32 TOLLERANZA considera Una risoluzione di output inferiore può
rata degli utensili impiegati. anche gli assi rotativi influire negativamente sul risultato della
lavorazione.
Per ottimizzare programmi a 4 o 5 assi
Valori indicativi semplificano simultanei, il ciclo 32 TOLLERANZA offre
l'impostazione anche l'impostazione specifica del valo- Dinamicità e tolleranze
re di tolleranza per gli assi rotativi TA. In perfettamente sotto controllo
Per determinare la tolleranza della traietto- molti casi con un movimento simultaneo
ria T nel ciclo 32 TOLLERANZA l'operato- a 5 assi non sono gli assi lineari ma quelli La particolare guida dei movimenti di un
re della macchina può ricorrere ai seguenti rotativi a limitare l'avanzamento massi- controllo numerico TNC consente un mo-
valori indicativi: mo nel Tool Center Point TCP. Il controllo vimento molto dinamico della macchina.
numerico TNC adatta in tali situazioni l'a- Allo stesso tempo il controllo numerico
■■ per la finitura il valore T dovrebbe es- vanzamento traiettoria massimo all'asse garantisce il rispetto dei valori di tolleranza
sere per lo meno da 1,1 fino a 3 volte rotativo più lento. definiti. Indipendentemente dalla modalità
il valore dell'errore cordale impiegato di lavorazione la macchina si attiene sem-
nel sistema CAM. Questo viene di La tolleranza degli assi rotativi TA fornisce pre alla tolleranza di traiettoria definita T.
norma definito con 1 µm fino a 4 µm. al controllo numerico TNC un valore per
Il controllo numerico TNC esegue in rettificare il movimento al limite dell'asse In sezioni lineari del profilo o per curva-
ture maggiori, il controllo numerico TNC
non sfrutta completamente la tolleranza di
traiettoria T. In tal casi non è nemmeno ne-
cessario per ottenere l'avanzamento di la-
vorazione massimo. Il controllo numerico
trasla semplicemente al centro sulla tra-
iettoria del profilo predefinita dal program-
ma NC. La tolleranza di traiettoria T non ha
alcuna influenza nemmeno sul posiziona-
mento con arresto preciso, ad esempio al
raggiungimento di posizioni di foratura.
Klartext 61 + 06/2015 17Ruolo centrale nella gestione
digitale delle commesse
TNC 640 nella catena di processo
La produzione economica richiede una durante la produzione sulla macchina si Grazie alla piattaforma software all'avan-
catena di processo efficiente. Soltanto elaborano molte informazioni e numerosi guardia, TNC 640 è ottimamente equi-
così funzionano perfettamente la co- dati necessari in altri punti della catena di paggiato per soddisfare tutte queste esi-
municazione e il trasferimento di infor- processo. Tra questi rientrano informazio- genze. Offre all'operatore della macchina
mazioni tra tutte le persone coinvolte ni sugli adattamenti del programma di la- un elevato grado di supporto nelle funzio-
nel processo. Determinante è il con- vorazione eseguiti sul controllo numerico ni più diverse e garantisce così brevi tem-
trollo numerico, in quanto occupa un come anche i dati per il controllo qualità. pi di reazione. Per integrare il controllo nu-
ruolo centrale all'interno della catena Esse devono essere sempre disponibili e merico TNC 640 nella catena di processo
di processo. TNC 640 è equipaggiato al aggiornate per tutte le fasi di lavorazione e per trasferire i dati desiderati all'interfac-
meglio per svolgere questo compito. coinvolte nel processo produttivo. cia del controllo numerico, HEIDENHAIN
offre due diverse soluzioni.
Ogni azienda presenta proprie caratteristi- Per trasmettere questo know-how digi-
che e ha la propria filosofia per l'organiz- tale con rapidità e senza perdite di dati
zazione delle procedure. La dimensione è necessaria la costante disponibilità di Funzioni standard con
dell'azienda, l'integrazione verticale, le documenti di produzione in formato digi- grande utilità pratica
grandezze dei lotti o il parco macchine tale. A tale scopo deve essere garantito
definiscono condizioni quadro del tutto un accesso semplice e diretto ai dati delle Già nella funzionalità standard TNC 640
specifiche, sebbene gli elementi e le fasi commesse, ad esempio disegni tecnici, consente, direttamente sul controllo,
essenziali di una catena di processo siano dati CAD, programmi NC, dati utensile, l'accesso ai dati del processo produttivo
comparabili. Il suo compito è di concate- istruzioni di lavoro, dotazione, informazio- tramite un CAD Viewer, un PDF Viewer
nare tra loro senza soluzione di continuità ni di magazzino ecc. Ma anche i dati digi- e tramite il web browser Mozilla Firefox.
progettazione, programmazione, simula- tali delle commesse, ad esempio foto o Per la rappresentazione del browser non
zione, predisposizione alla produzione e relazioni di prova redatte nel corso della è necessario installare alcun programma
produzione. E per la gestione digitale delle produzione, devono essere inoltrati diret- proprietario. È possibile impiegare sistemi
commesse comunicazione e trasferimen- tamente e in tempo reale. di documentazione o ERP web based e
to dati devono essere possibili in tutte le accedere alla casella di posta elettronica.
direzioni. L'obiettivo di tutte queste misu-
re e di tutti questi investimenti è quello di TNC 640 soddisfa tutti i requisiti Le utilità pratiche delle funzioni standard
ottenere maggiore efficienza in officina. sono evidenti. Ne sono un esempio i
Affinché un controllo numerico possa dati mancanti da parte del committente.
soddisfare le funzioni essenziali all'interno Come spesso accade la commessa è ur-
Controllo numerico: della gestione digitale delle commesse gente e il committente invia i dati neces-
posto di comando in un'azienda, deve adattarsi alla catena sari in file formato DXF tramite e-mail.
di processo customizzata. Siccome i pro- Con TNC 640 l'operatore accede diret-
Il controllo numerico occupa un ruolo dav- cessi non sono rigidi è necessario essere tamente alla casella di posta elettronica
vero centrale nella catena di processo. aperti a modifiche e perfezionamenti. e salva il file DXF ricevuto. Sul TNC 640
Rappresenta l'ultimo elemento della ge-
stione digitale delle commesse che ela-
bora i dati prima che la macchina trasformi
bit e byte digitali in movimenti meccanici,
in trucioli e nel pezzo desiderato. Anche
In modo completo e senza
perdite di dati dall'idea
al pezzo: una catena di
processo moderna con
CAD CAM
TNC 640 integrato
18Controllo numerico
può aprire questo file, dedurre i dati ne- rapidamente disponibili sulla macchina – vorazione per sfruttare tale vantaggio e
cessari e avviare il processo produttivo. anche se si è impossibilitati a reperire i produrre con maggiore efficienza. A tale
Si evitano così via traverse o il supporto colleghi del reparto progettazione. scopo avvia direttamente dal TNC 640
da parte di colleghi. l'applicazione CAM, aumenta l'incre-
Nel secondo esempio è stato program- mento e genera un nuovo programma
mato con sistema CAM un componente NC. Carica quindi il nuovo programma
Accesso a un PC Windows: per una commessa urgente. L'operatore e prosegue la lavorazione. Nel sistema
opzione 133 REMOTE DESKTOP in officina riscontra che l'utensile previ- CAM i nuovi valori di incremento sono
MANAGER sto per la lavorazione consente un mag- visibili a tutte le persone coinvolte nel
giore incremento di avanzamento. Può processo e sono anche memorizzati a
Una soluzione estesa per l'integrazione modificare pertanto il programma di la- livello centrale.
di TNC 640 nella catena di processo è
l'opzione 133 REMOTE DESKTOP MA-
NAGER. Consente semplicemente pre-
mendo un tasto sulla tastiera del con-
trollo numerico di passare comodamen- PPS
te dalla videata del controllo numerico
all'interfaccia di un PC con Windows. CAD CAM
Può trattarsi di un computer della rete
locale o di un PC industriale (IPC) come
IPC 6641 di HEIDENHAIN installato a
bordo macchina. La combinazione di ta-
sti per passare in tale modalità può es- TNC 640
Senza influire sulla IPC
sere scelta a piacere dall'operatore nelle lavorazione CNC e sulle
impostazioni di TNC 640. prestazioni della mac-
china: la combinazione
di TNC 640 con un PC
L'operatore della macchina ha così acces-
industriale come IPC
so totale, direttamente dal controllo nu- 6641 HEIDENHAIN
merico, a tutti i sistemi EDP della catena
di processo. Può quindi gestire ed utilizza- Documenti ERP
re sul controllo numerico TNC 640 con to-
tale semplicità tutte le normali applicazio-
e-mail
ni – ad esempio gestione, documentazio-
ne e visualizzazione. Funzioni ad elevata
intensità di calcolo nel settore CAD/CAM TNC 640 nella catena di processo: i vantaggi dell'integrazione
non influiscono sulla lavorazione CNC e
sulle prestazioni della macchina. ■■ Accesso diretto da TNC 640 alle applicazioni basate su Windows:
uso di sistemi CAD/CAM o gestione di commesse di lavoro
La semplicità e i vantaggi sono illu- ■■ Incremento della competitività grazie al flusso di informazioni ottimizzato:
strati nei due esempi pratici eliminazione di lacune nelle informazioni e risparmio di tempo e risorse
preziose
Disegni con quotature incomplete compli- ■■ Uso delle funzioni PC sulla macchina:
cano la procedura in lavorazione. Invece accesso remoto e nessuna influenza sulle prestazioni della macchina
di passaggi inutili e ricerche complicate, ■■ Incremento dell'efficienza della produzione:
l'operatore richiama semplicemente il scambio universale di dati e sincronizzazione dei processi
modello CAD sul controllo numerico TNC ■■ Impiego di funzioni standard:
640. Le quote e i dati necessari sono così miglioramento dei processi in officina senza opzioni supplementari
TNC Macchina
Klartext 61 + 06/2015 19Riparazioni dall'investimento assicurato
HEIDENHAIN fornisce 12 mesi di garanzia di funzionamento sull’intera apparecchiatura riparata
Le condizioni di garanzia offerte in se- Negli interventi di assistenza è sempre
guito alla riparazione dell'apparecchia- incluso l'aggiornamento all'ultimo stato
tura da parte del Servizio Assistenza dell'arte e una verifica funzionale comple-
HEIDENHAIN sono semplici, lineari ta e dettagliata di tutta l'apparecchiatura.
e a vantaggio del cliente: dodici mesi Avendo come obiettivo la qualità senza
di garanzia sull' intera apparecchiatura compromessi, HEIDENHAIN offre presta-
riparata, non soltanto sui singoli com- zioni di garanzia superiori alla media, che
ponenti riparati. Dopo la riparazione di rispecchiano la fiducia che l'azienda ripo-
un controllo numerico, di un visualizza- ne nella qualità e nell'affidabilità dei propri
tore di quote, di un'elettronica succes- prodotti e nell'assistenza prestata.
siva o di un altro prodotto HEIDENHAIN
da parte del Servizio Assistenza Se è direttamente HEIDENHAIN ad occupar- Clienti soddisfatti dall'investimento garantito:
HEIDENHAIN, l'investimento dei clien- si del service, i clienti possono beneficiare in caso di riparazioni HEIDENHAIN riconosce
ti è assicurato al 100% per un anno. degli speciali mezzi di produzione e apparec- dodici mesi di garanzia funzionale sull'appa-
recchiatura completa, non solo sui singoli
Per i clienti HEIDENHAIN vale sempre chi di misura di cui dispone HEIDENHAIN. componenti riparati.
la pena far eseguire la riparazione, an- Corsi intensivi dei tecnici del Service as-
che nell'eventualità di dover riparare sicurano ampia conoscenza dei prodotti,
altri componenti dell'apparecchiatura mentre la documentazione dettagliata degli ++Maggiori informazioni all'in-
nell'immediato futuro. I costi di ripara- interventi di assistenza consente una rapida dirizzo: service.heidenhain.it
zione sono trasparenti e sostenibili nel diagnosi degli errori e un continuo processo
lungo periodo. di miglioramento del prodotto.
Retrofit di macchine
TNC 150, TNC 151 e TNC 155 cedono il passo ai moderni controlli numerici HEIDENHAIN
Da oltre 30 anni i controlli numerici luppi sono così sensazionali che non sono
HEIDENHAIN della serie TNC 150 – i "gran- assolutamente più disponibili componenti
di classici" TNC 150, TNC 151 e TNC 155 risalenti a 30 anni fa.
– assolvono con affidabilità i loro compiti
sulle fresatrici di tutto il mondo. Per tutto Nonostante ciò gli utilizzatori di TNC 150,
questo periodo di tempo HEIDENHAIN TNC 151 e TNC 155 possono ancora affi-
ha garantito la completa disponibilità di darsi a HEIDENHAIN, dopo oltre 30 anni,
ricambi e apparecchiature sostitutive. Le in caso di assistenza: le vecchie macchi-
difficoltà a reperire sul mercato i neces- ne dotate dei vecchi controlli numerici
sari componenti elettronici ha fatto sì che possono essere retrofittate con i controlli
non sia più possibile produrre i ricambi numerici moderni. Soprattutto per mac-
per le riparazioni. Da un lato la loro pro- chine "importanti" con una valida struttura
duzione non è più remunerativa, dall'altro meccanica il retrofit rappresenta sicura-
non è nemmeno più fattibile a livello tec- mente una interessante opportunità. A
nico. In particolare nell'elettronica gli svi- seconda della tipologia della macchina e
dell'intervento da svolgere, il cliente può
decidere quale controllo numerico adotta-
Ammodernamento sostenibile delle re. Per macchine semplici a 3 assi sono di-
macchine per una produzione più ac- sponibili i modelli TNC 128 e TNC 320. Per
curata ed efficiente:la sostituzione dei macchine più complesse si raccomanda il
classici TNC 150, TNC 151 e TNC 155
con un controllo numerico moderno retrofit con il recente controllo numerico
HEIDENHAIN high-end TNC 640.
20Puoi anche leggere