The power of EMS for YOUR production - State-of-the-art; integration - Advanced Edition Options
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Advanced Edition
Options
The power of EMS
for YOUR production
M a n a g e ra l
PA C A D B u si n e ss
S
O
A P
System
E R P
0
A S 4 0
t
en
em
ag
E xtrusion
an
M
State-of-the-art; integration
Tel: +39 0341 210444
Fax: +39 0341 210808
www.unoi.it
info-line@unoi.it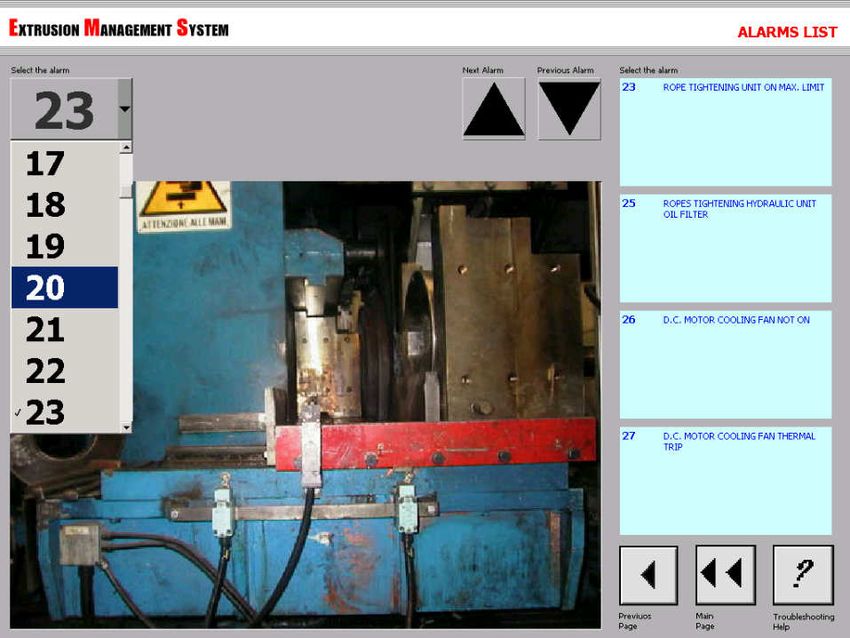
Tel: +39 0341 210444 ADVANCED EDITION
Fax: +39 0341 210808
internet: www.unoi.it
e-mail: info-line@unoi.it
Extrusion Management System. Architettura semplice e integrata
Aumento della produttività e recupero Tecnologia PRP (Production Resource Planning)
in tempi brevi dell'investimento
Informazioni real-time da e verso tutti
Riduzione significativa del tempo di gli stabilimenti
evasione dell'ordine.
Massima trasparenza di tutte le unità
Risposte tempestive ai clienti produttive
Integrazione con i software esistenti
300 180
Volum e
160
250 High
Low 140
Close
200 120
100
in azienda.
150
80
100 60
40
50
20
0 0
Day1 Day2 Day3
Managerial
Business
Fonderia
Extrusion Management System®
- Modulo Fonderia
`
Estrusione, Trafilatura
Advanced Planning Optimization Extrusion Management System®
APO modulo SAP ® - Modulo Estrusione
o - Modulo Trafilatura
Main Data Planning
Extrusion Management System®
Assemblaggio Taglio Termico
Extrusion Management System®
- Modulo Taglio Termico
Lavorazioni M eccaniche
Extrusion Management System®
- Modulo Lavorazioni Meccaniche
Estrusione
Extrusion Management System®
- Modulo Estrusione
Estrusione, Ano dizzazio ne, Verniciatura, Taglio Termico
Extrusion Management System®
- Modulo Estrusione
- Modulo Anodizzazione
- Modulo Verniciatura
- Modulo Taglio Termico
Un Moderno sistema di gestione della produzione, deve essere in grado di garantire nuovi liv e lli
di integrazione per processi business e tecnologici e permettere la massima trasparenza con tutte
l e applicazioni aziendali esistenti.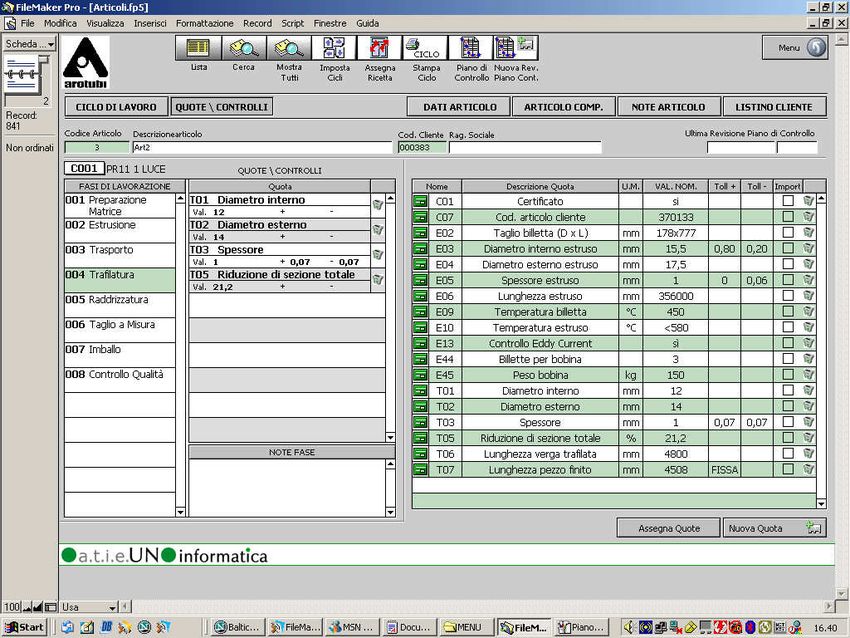
Network Layout
**
**
Remote
Assistance
A.T.I.E.
Uno Informatica
Customer
Mainframe
Orders
Extrusion Management System
Server SAP
EMS EMS
ethernet
Casting Planning EMS
Dies
Office Maintenance
Production
EMS EMS
ethernet
Extrusion Line A Extrusion Line B Tooling
ethernet
**
EMS EMS
**
** **
Logs Furnace Logs Furnace
hot share Logs Logs
hot share
CNC CNC
** **
** ** Numerical control machines
Die EMS
Oven EMS EMS Die
Oven
** Dies Oven Dies Oven **
** **
ethernet
Press
Press
** EMS EMS **
** ** EMS
ethernet
Run out
puller Press Press Run out
puller
1
61
**
2
51
**
3
**
41
4
31
** IC CD4027
5
21
** **
6
11
**
7
**
01
EMS EMS Automatic machines
8
9
Stretcher Stretcher
**
**
Cutting line
staker/rollway
Cutting line
staker/rollway
**
**
Assembling
Cutting line
Cutting line
staker/rollway
staker
EMS EMS
** **
** **
Ageing Ageing Ageing
EMS
Furnace Furnace Ageing
Furnace
Furnace CNC CNC
** **
** **
EMS Automatic assemblage
EMS Destacker and
Destacker and ems
packing line packing line
Destacker and Destacker and
packing line packing line
EMS
Mobile
EMS EMS
Manual assemblage
Packing and Packing and
weigt weigt
EMS ems Other ..................
Extrusion
Mobile
Packing list Anodizing
Painting
Precision Cut
......................
EMS ems
EMS
Mobile
Packing and Aluminum
weigt Packing list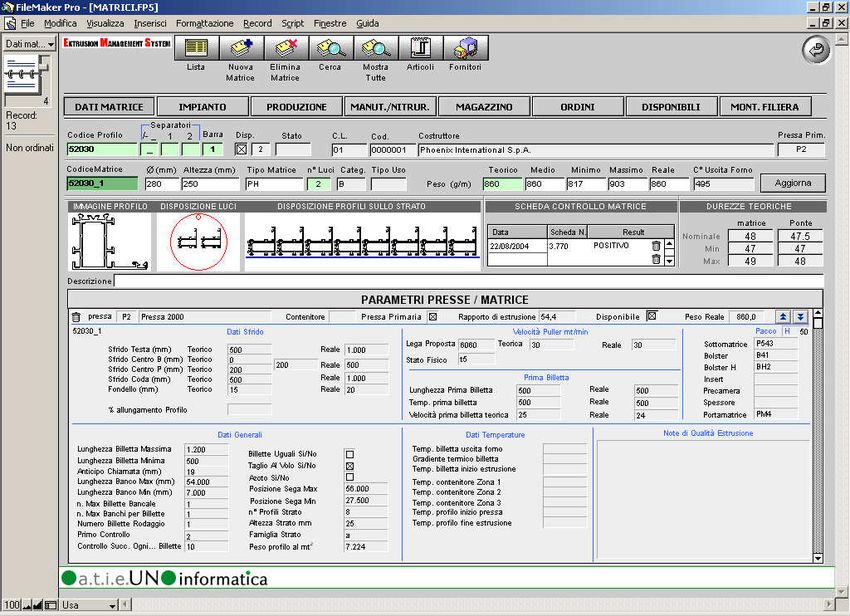
Advanced Edition
Ordini
Gli ordini veng on o ricevuti
da EM S automaticamente
suddivisi per data di consegna,
pressa, lega e articolo.
Automaticamente viene
controllato lo stato delle
L o stato di avanzamento dell'ordine
matrici e delle risorse per le
viene aggiornato automaticamente
lavorazioni successive
dalle interfaccie EMS, in ogni momento
all'estrusione,(taglio
il management di produzione p u ò con -
termico, anodizzazione,
noscere la situazione della produzione
verniciatura, lavorazioni
con report e statistiche.
meccaniche). Una corretta
gestione dell'ordine aumenta
la produttività e diminuisce i
tempi di consegna
Matrici
L'archivio matrici è la
memoria tecnologica di tutto
l'impianto.I dati veng on o
aggiornati automaticamente
do p o ogni produzione.
Dal momento in cui le matrici
veng on o montate in pressa La vita della matrice è costantemente
tutti i P L C dell'impianto monitorata, tutti i cambiamenti di stato
veng on o aggiornati e la della matrice ven go no registrati e ne viene
produzione viene ottimizzata automaticamente aggiornata la dispo-
dalla 1ª billetta. L'archivio si nibilità. I dati di produttività aggiornano
interfaccia co n magazzini in real-time gli archivi utilizzati dall'ufficio
automatici. pianificazione della produzione per
garantire una data di produzione certa.
Forno Matrici
Forno Matrici FM1ct Exit
Le matrici inserite nel forn o
Carico Matrice Zona 1 Carico Matrice Zona 2 Carico Matrice Zona 3
veng on o rese disponibili
Matrice Matrice Matrice Matrice Matrice Matrice
per la pressa. Quand o una
EA4632_12 EK2189_03 QR4213_01 AL9876_05 EA5621_16 Eh0128_13
matrice raggiunge la
temperatura di lavoro,
T. Attuale C° T. Attuale C° T. Attuale C° T. Attuale C° T. Attuale C° T. Attuale C°
EM S segnala ch e la matrice 396 401 482 490 204 420
è pronta. EM S registra tutti
i dati del processo di
T. Teorica C° T. Teorica C° T. Teorica C° T. Teorica C° T. Teorica C° T. Teorica C°
I n ogni momento è possibile consultare
preriscaldo e ne tiene traccia
495 495 495 495 495 495
l'archivio storico ed effettuare statistiche
in un archivio storico. Tempo Permanenza Tempo Permanenza Tempo Permanenza Tempo Permanenza Tempo Permanenza Tempo Permanenza
in funzione delle temperature e dei tempi
3:15:12 3:20:12 4:15:01 3:20:12 1:35:12 3:40:12 di permanenza delle matrici nel forn o.
Tempo Residuo Tempo Residuo Tempo Residuo Tempo Residuo Tempo Residuo Tempo Residuo
1:12:00 0:49:00 0:15:00 0:7:00 3:18:00 0:32:00
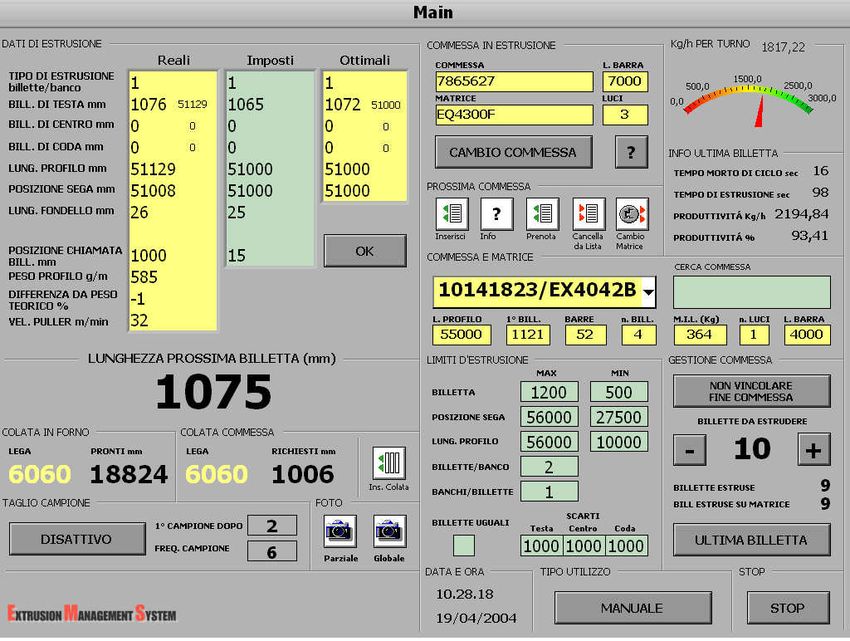
Pressa
E M S alla pressa ottimizza
l'estrusione, aumenta la
T on
3 6, 0
produttività del 1%,5%.
E M S ottimizza profili leggieri
2 4, 0
e profili pesanti. 1 2, 0
Rileva il peso reale del profilo
e propone l'estrusione ottimale.
L'interfaccia operatore è come un
0 ,0
S hi ft 1 ° S hi ft 2 ° S hi ft 3 ° h
0 6: 00 1 4: 00 2 2: 00 0 6: 00
Controlla tutti i parametri
cruscotto, il manovratore della pressa
dell'impianto.
dispone di tutti gli strumenti per
Gli ordini sono inviati in
massimizzarela produttività e ridurre
automatico, eliminando il
gli scarti.
ticket cartaceo.
EM S invia alla pressa solo le produzioni
co n matrici presenti nel forn o di
preriscaldo, co n capacità sufficiente e
co n materia prima disponibile.
Aggiorn a in real-time gli impianti a valle,
gli archivi di produzione e pianificazione.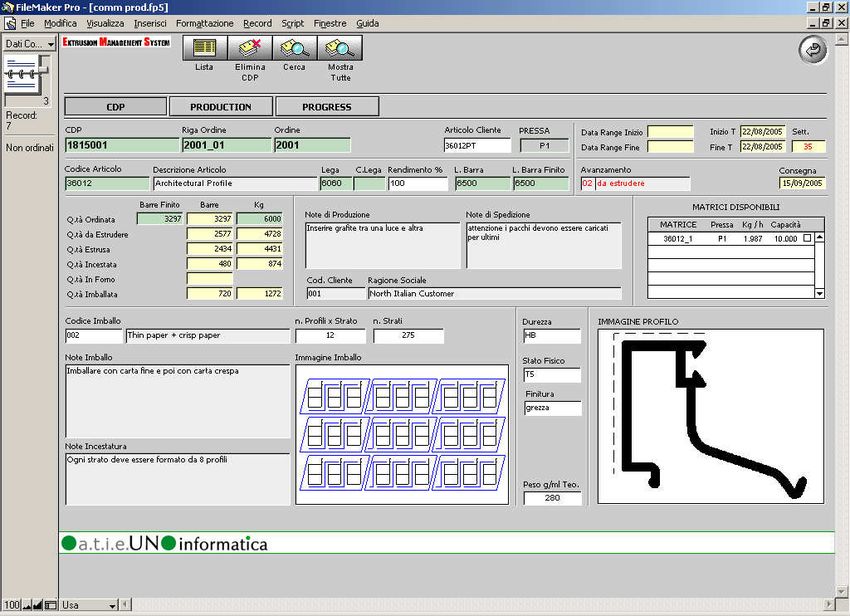
Advanced Edition
Logs Caricamento Billettoni e Forno di preriscaldo
Lato pressa Lato Caricatori
E M S tiene sotto controllo
il consumo della materia prima.
L'operatore quando carica i
Lega 6060 Colata N° Lega L.(mm)
Billettoni nel Forno di preriscaldo
logs sui caricatori, deve
R.M.N. 60601785950
inserire solo il num ero di L. Iniziale 5950
colata e la quatità. EMS L. Attuale 1091
dialoga con i P L C dell'impianto
Billettoni sui caricatori
e con i data base, tutte le AGGIUNGI AGGIUNGI AGGIUNGI
informazioni necessarie per la
Caricatore 1 Caricatore 2 Caricatore 3
COLATA COLATA COLATA
EM S, è in grad o di inviare ai sistemi
rintracciabilità dell'estruso
centrali tutte le informazioni sui consumi
Colata N° Lega L.(mm) Colata N° Lega L.(mm) Colata N° Leg a L.(mm)
ven go no memorizzate,collegate
di billette per ogni commessa, permettendo
alla commessa prodotta, e in
di aggiornare in tempo reale i magazzini
fase di spedizione è possibile
della materia prima.
prod urre certificati di
conformità co n l'analisi chimica OK
di ogni produzione.
Sega a Finire
Appena alla pressa inizia
l'estrusione, EMS invia alla
sega a finire tutte le infor-
mazioni necessarie. D opo u n
accurato controllo, in auto-
matico viene formato lo strato,
pesato e contati automatica-
mente il n° dei profili.
I n funzione del tipo di impianto
lo strato p u ò essere inviato ai La postazione è completamente
forni di invecchiamento o automatizzata. Il ru olo dell'operatore
inserito nelle tradizionali ceste. è quello del controllore, liberato
Com e alla pressa, ven go no da inutili m anovre manuali p u ò dedicarsi
memorizzati tutti i parametri ad accurati controlli di qualità.
dei P L C che verran no poi Per ogni strato creato, ven go no
riproposti alla prossima aggiornati i gli archivi di produzione e
produzione. pianificazione.
Forni invecchiamento
I singoli strati o le ceste
veng on o inserti automatica-
mente nei forni.
EMS decide il forn o e il tipo
di trattamento in funzione del
ciclo richiesto.Le impostazioni
veng on o fatte in automatico.
Da ogni postazione di lavoro
possono essere gestiti 16 forni
Per ogni strato o cesta è pos-
sibile registrare il grafico di Ogni grup p p di 8 forni viene control-
tutto il ciclo. lato da un solo operatore.
EM S, ogni volta ch e u n forn o viene cari-
cato e scaricato aggiorna gli archivi di
produzione e pianificazione.
Imballo - Pesatura
Fast weight
Extrusion Management Sy stem Pesa W-1
Alle postazioni di imballo i
N. Pacco 873421 Peso Lordo
n.Pacco Peso Lordo 458,21
profili arrivan o in automatico.
O.P.
O.P. 2004-00043
Articolo EP_6512
Articolo
Tara Tara 10,21
Gli operatori ricevon o tutte
Cliente
Cod. Cliente 0000348
le informazioni necessarie
Notedidipesatura
Note pesatura PesoNetto
Peso Netto 448,00
per un corretto imballaggio.
N. Barre
n. Barre 94
I n questa postazione veng on o Exit
Chiudi
Acquisizione Stampa
effettuati gli ultimi controlli di
Peso Cartellino
Extrusion Management System
qualità, viene formato il pacco,
t he s pi ri t of t he a lu mi ni um
ClienteArticle
Codic Code
artic olo Cliente Data controllo Indirizzo di
Shipment Spedizione
address Zona di Spedizione
Shipment zone
Control Date 03/01/2005
Data imballo 05/01/2005 A.T.I.E. Uno Informatica S.r.l.
0054934572/9987 Packaging Date
viene fatta la pesatura e
Via del crotto, 5
Codice ordineCode
Client Order Cliente Netto
Net KgKG Lordo Kg
Gross KG
23862 Civate (LC) ITALY
AB000965320 448 458,21
Lega Barrenumber Ordine di produzione P.O. Numero number
di spedizione Codice Pacco
automaticamente viene
Alloy Bars Production order Shipment Package Code
6082 94 2004-00043 2005/0000214567
Descrizione prodotto PROFILO 873421
B000000016
Product Description Profile
stampata un' etichetta con tutti B000000016
Profilo 1 serramento per taglio termico
Finitura Superficiale: Grezzo
B000000016
i dati per il cliente e la
Note
Notes Visto
Visa
rintracciabilità della
A d ogni pacco creato EM S aggiorna
produzione.
gli archivi di produzione e pianificazione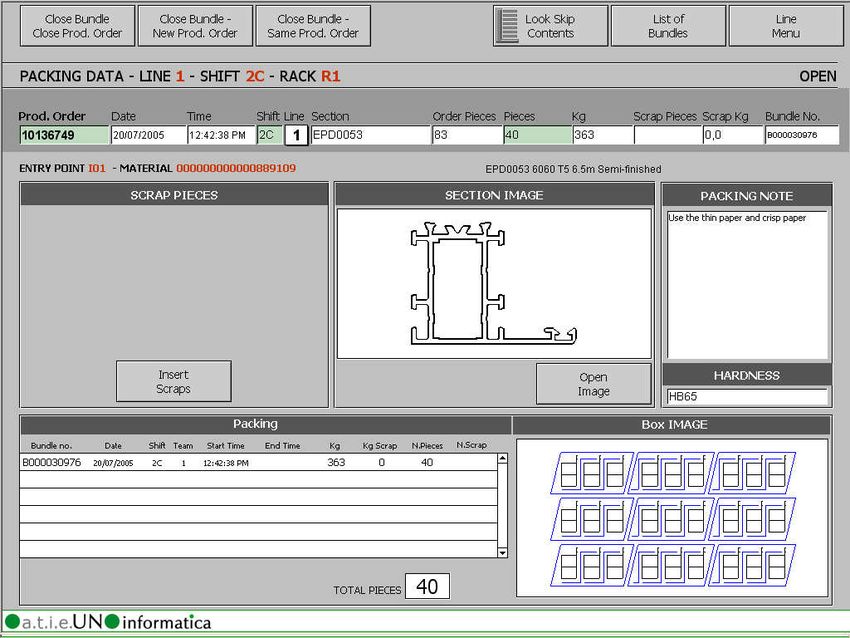
Advanced Edition
Lavorazioni Meccaniche Visualizzatore Macchine
Produzione Attrezzaggio Spenta
Verniciatura
M001...M012 M013...M024 M025...M036 Fermo Caricamento
Ossidazione Macchina M001 Macchina M002 Macchina M003 Macchina M004
Operatore: 1239 Operatore: 1239 Operatore: 1252 Operatore: 1265
E M S gestisce tutte le
Ordine P: 003467/1 Ordine P: 003465/1 Ordine P: 004344/1 Ordine P: 003144/1
lavorazioni d op o l'estrusione,
Articolo: 0453qw Articolo: 08765t Articolo: 0453qw Articolo: 0453qw
Pezzi da fare: 1521 Pezzi da fare: 30000 Pezzi da fare: 15000 Pezzi da fare: 2345
lavorazioni interne ed esterne. Pezzi fatti: 21000 Pezzi fatti: Pezzi fatti: 3023 Pezzi fatti: 18234
I dati di produzione possono
essere raccolti automaticamente,
Macchina M005 Macchina M006 Macchina M007 Macchina M008
Operatore: 1253 Operatore: 1244 Operatore: 1276 Operatore: 1230
in questo caso EM S dialoga Ordine P: 003298/8 Ordine P: 006700/3 Ordine P: 009988/12 Ordine P: 003366/1
con i P L C o C N delle macchine,
Articolo: 0453qw Articolo: 0453qw Articolo: 0453qw Articolo: 0453qw
oppu re per mezzo di lettori
Pezzi da fare: 1547 Pezzi da fare: 12346 Pezzi da fare: 67 Pezzi da fare: 16431
verniciatura
Pezzi fatti: 4367 Pezzi fatti: 18904 Pezzi fatti: 32156 Pezzi fatti: 4327
di bar-code e terminalini wireless.
E M S tiene sotto controllo la
Macchina M009 Macchina M010 Macchina M011 Macchina M012
produttività macchina/articolo
Operatore: 1239 Operatore: 1239 Operatore: 1240 Operatore: 1239
Ordine P: 004565/4 Ordine P: 001123/1 Ordine P: 023099/4 Ordine P: 023099/6
e segnala quando i parametri di
Articolo: 0453qw Articolo: 0453qw Articolo: 045334 Articolo: 0453qw
produzione sono sotto le
Pezzi da fare: 1566 Pezzi da fare: 1500 Pezzi da fare: 15320 Pezzi da fare: 1582
aspettative. EMS fornisce Il software in funzione delle priorità e delle
Pezzi fatti: 20305 Pezzi fatti: 10423 Pezzi fatti: Pezzi fatti: 20099
in real-time le informazioni dello date di consegna ottimizza la produzione.
stato di avanzamento della Piani di produzione e di controllo, suddivisi
produzione. per fase, seguono gli articoli fino alla
spedizione.
Taglio Termico
EM S gestisce l'ordine del profilo a
taglio termico, generando ordini
di produzione separati per le
relative matrici. Calcola le
corrette quantità da pro du rre
tenendo conto dei pesi differenti
dei profili e dei diversi materiali.
EMS segue i profili in ogni loro
fase fino all'assemblaggio e alla
spedizione.
Schede tecniche particolareggiate
garantiscono una produzione di alta
qualità. Per ogni produzione è possibile
stampare certificati di controllo.
Trafilatura EMS
Cy cle Control
S ections D escription Custom er
EM S gestisce l'avanzamento
di tutte le fasi del ciclo
Phase D im ens io n Nam e D es cription Value
Preparation Certified Yes
di lavoro, aggiorna in real-time
dies
T 0 1 Ø Inte rna l Section code
Extrusion 12m m +0. 05 -0. 05 L. Billet
gli ordini di produzione,e Transport
T02 Ø Ex tern a l
14m m + 0.05 -0. 05
Sec tion code
Ø external
pianifica le date di consegna Drawing
T03 T h ic k ne s s
1m m + 0.06 -0.06 Thicknes s
Per ogni fase EM S produce
Len gth extr.
Straightening
T° Bille t
le informazioni tecniche necessarie
Cut T° extr.
Eddy Current Control Yes
per una produzione di qualità,
Pac king
Bill et for coil
Qu ality Control w eig ht
gestendo i piani di controllo e le Ø internal
Ø external
indicazioni tecniche per la Thic kness
produzione.
Reduction of sec tion
L . bar drawing
Gestisce le filiere e ne permette la
L . bar -
completa rintracciabilità, gestisce I n ogni momento l'ufficio commerciale
le colate e per ogni commessa è è in grado di conoscere la percentuale
possibile stampare u n certificato di avanzamento della commesssa
di conformità. completa.
Spedizioni E xtrusion M anagement System
Network
EM S permette di preparare
velocemente liste di carico.
L'operatore responsabile delle
Server
spedizioni legge co n il terminale EMS
portatile i codici a barre dei
pacchi da spedire, terminata
Extrusion
la lettura, invia i dati via radio
a EMS, il programma produce
una stampa con tutti i dati per
la spedizione. E' possibile creare L'utililizzo di terminali wireless permette di
in automatico i DDT per la velocizzare le operazioni di raccolta dati e
spedizione. riduce sensibilmente i tempi di preparazione
dei documenti di trasporto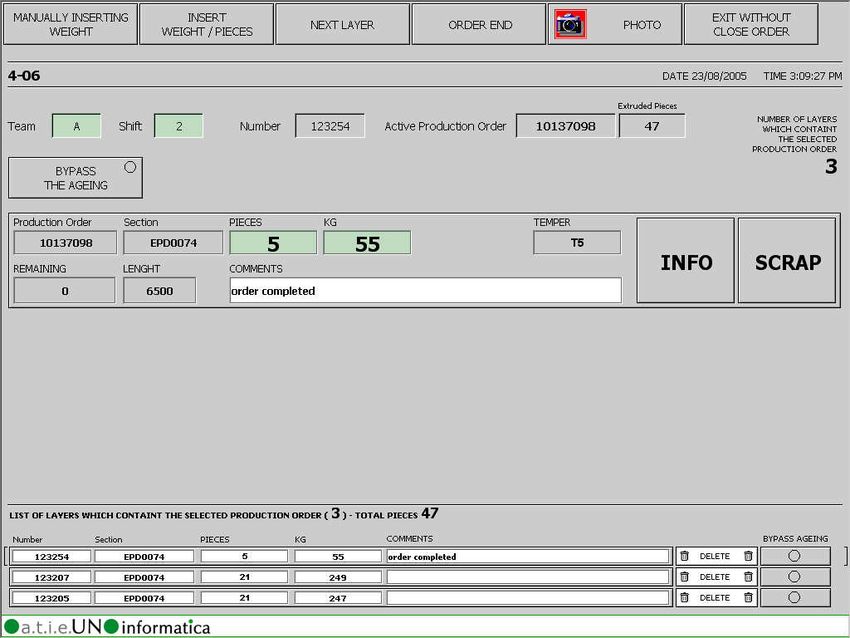
Options
Azoto liquido
Quench,
Gestione temperature
V7 5
X5K e lvin
EM S gestisce il sistemi Quench
e ne massimizza le prestazioni,
è predisposto per gestire il
raffreddamento delle matrici
PLC
co n l'azoto liquido.
PLC
EM S per ogni billetta registra
PL C
i grafici di temperatura, di pres-
sione, di velocità. Tutti i dati
raccolti sono relazionati alla
matrice, alla commessa, alla
colata, alla pressa ed al turn o. E M S p u ò gestire u n o o più sistemi Q uench
Tutte queste informazioni aumentando la produttività e la qualità
permettono una perfetta dell'estrusione.
rintraccibilità dell'estruso. I dati ottimali impostati durante l'estrusione
ven go no proposti all'estrusione successiva.
Questa tecnologia permette già alla prima
billetta la massima produttività.
Troubleshooting
Il modulo troubleshooting
di EM S è una gestione avanzata
degli allarmi. Il suo utilizzo
permette di diminuire
drasticamente i tempi di fermo
impianto anche del 50%.
L'operatore alla pressa p u ò
diventare il primo manutentore
in caso di fermo.
Il programma allo scatenarsi di Il programma utilizza un data base
u n allarme evidenzia l'immagine relazionale per gestire tutte le informazioni,
della zona dell'allarme, toccando è stato progettato per essere utilizzato in
l'immagine compaiono le cause rete.
degli allarmi e i rispettivi rimedi. Tutti gli allarmi ven go no registrati e co n
facilità è possibile prod urre report e grafici.
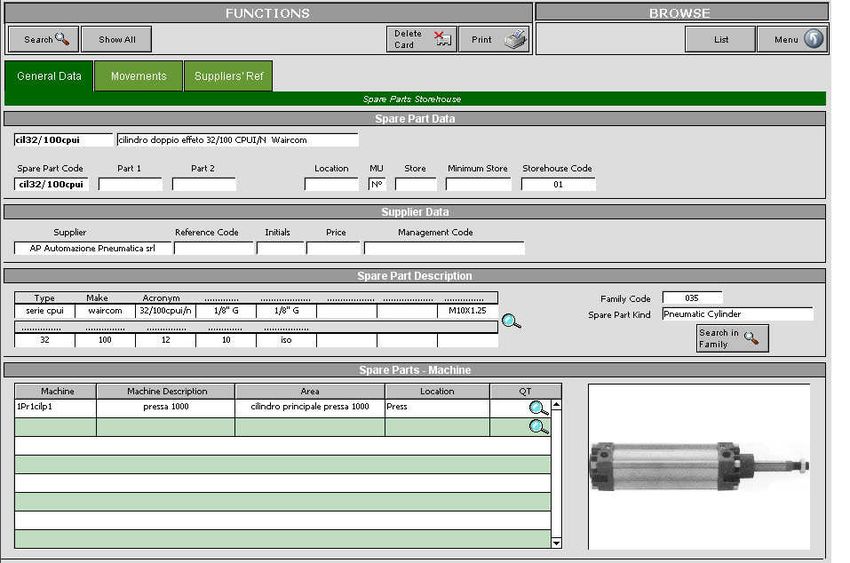
Manutenzione
Il modulo della manutenzione
Controlla, in modo semplice
ed organizzato, tutte le
macchine e gli impianti
operando nel rispetto della
normativa in materia.
Gestisce ricambi e forniture,
co n possibilità di conoscere
i fornitori ch e offron o lo stesso
ricambio e su quali impianti è
stato montato.
Genera automaticamente
calendari di manutenzione
e gestisce i costi anche per
commesse, co n suddivisione
dei materiali e del personale Grafici e reports permettono di conoscere
interno ed esterno. e migliorare l'efficienza degli impianti.
Qualità
Il moduli della qualità nel
rispetto delle normative in
materia permetono di gestire
il sistema qualità in modo
semplice e integrato con EMS.
I moduli sono gestibili e
installabili separatamente.
A.T.I.E. U n o informatica
mette a disposizione del cliente
corsi di formazione e password
di accesso per permettere al
cliente quelle personalizzazioni
necessarie per adeguare il
n u o v o sistema informatico al
manuale della qualità aziendale.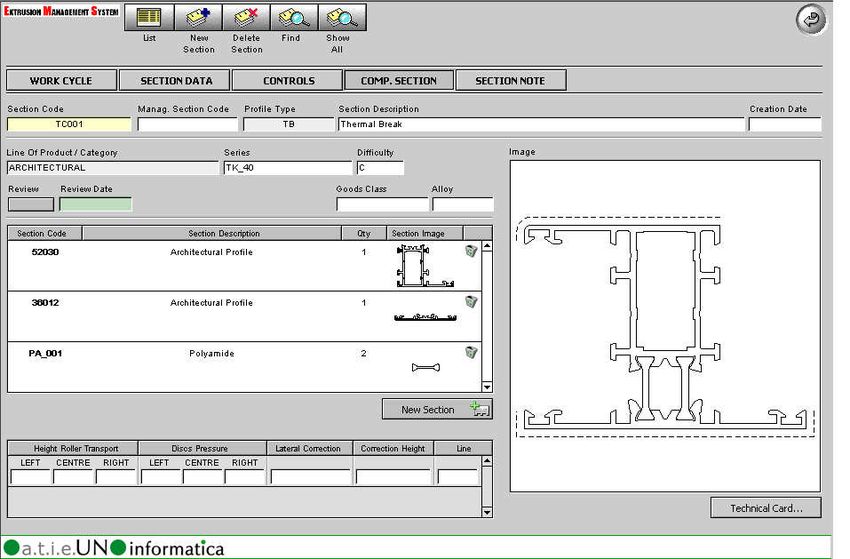

Puoi anche leggere