Studio dei processi produttivi e distributivi delle soluzioni esistenti per l'isolamento termico di facciata
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Agenzia nazionale per le nuove tecnologie,
l’energia e lo sviluppo economico sostenibile MINISTERO DELLO SVILUPPO ECONOMICO
Studio dei processi produttivi e distributivi
delle soluzioni esistenti per l’isolamento
termico di facciata
S. Ubertini, I.Baffo, M. Barbanera
Report RdS/PTR2019/074
STUDIO DEI PROCESSI PRODUTTIVI E DISTRIBUTIVI DELLE SOLUZIONI ESISTENTI PER L’ISOLAMENTO TERMICO DI FACCIATA S. Ubertini (CINTEST), I.Baffo (CINTEST), M. Barbanera (CINTEST) Dicembre 2019 Report Ricerca di Sistema Elettrico Accordo di Programma Ministero dello Sviluppo Economico - ENEA Piano Triennale di Realizzazione 2019-2021 - I annualità Obiettivo : N. 1 - Tecnologie Progetto: 1.6 – Efficienza energetica dei prodotti e dei processi industriali Work package: 2 - Miglioramento dell'efficienza energetica di processi di produzione e di gestione dell'ambiente costruito Linea di attività: LA 2.7 - Analisi dello stato dell’arte e individuazione operatori per categoria sul territorio nazionale Responsabile del Progetto: Miriam Benedetti, ENEA Responsabile del Work package: Maria-Anna Segreto, ENEA Il presente documento descrive le attività di ricerca svolte all’interno dell’Accordo di collaborazione “Ottimizzazione della Supply Chain e dell’intero processo produttivo di soluzioni standardizzate per l’isolamento termico” Responsabile scientifico ENEA: Francesco Baldi Responsabile scientifico CINTEST: Ilaria Baffo
Inserire logo o denominazione
del cobeneficiario
Indice
SOMMARIO ......................................................................................................................................................................... 4
1 INTRODUZIONE .......................................................................................................................................................... 5
2 DESCRIZIONE DEI PRINCIPALI SISTEMI DI ISOLAMENTO ............................................................................................ 6
3 COMPONENTI DEI SISTEMI DI ISOLAMENTO ............................................................................................................. 6
3.1 DESCRIZIONE ......................................................................................................................................................... 6
3.1.1 Materiali isolanti ........................................................................................................................................... 7
3.1.1.1 Isolanti termici inorganici sintetici .........................................................................................................................8
3.1.1.2 Isolanti termici organici sintetici ..........................................................................................................................11
3.1.1.3 Isolanti termici organici naturali ..........................................................................................................................13
3.1.1.4 Prezzi dei materiali isolanti ..................................................................................................................................16
3.2 METODOLOGIA DI STUDIO DEI PROCESSI PRODUTTIVI ................................................................................................... 20
4 RETE COMMERCIALE E LOGISTA DEI SISTEMI DI ISOLAMENTO ............................................................................... 23
4.1 DESCRIZIONE ....................................................................................................................................................... 23
4.2 METODOLOGIA DI STUDIO DEI PROCESSI LOGISTICI ...................................................................................................... 26
5 MONTAGGIO E POSA IN OPERA ............................................................................................................................... 27
5.1 DESCRIZIONE ....................................................................................................................................................... 27
5.1.1 Preparazione dello strato di supporto ......................................................................................................... 27
5.1.2 Incollaggio e fissaggio del pannello isolante............................................................................................... 28
5.1.3 Rasatura armata ......................................................................................................................................... 28
5.1.4 Intonaco di finitura ..................................................................................................................................... 29
6 MANUTENZIONE DEI SISTEMI ETICS ........................................................................................................................ 29
6.1 MANUTENZIONE PREVENTIVA PROGRAMMATA ........................................................................................................... 30
6.2 MANUTENZIONE SECONDO CONDIZIONE ................................................................................................................... 30
6.3 MANUTENZIONE CORRETTIVA ................................................................................................................................. 30
7 CONCLUSIONI ........................................................................................................................................................... 33
8 BIBLIOGRAFIA ........................................................................................................................................................... 33
9 BREVE CURRICULUM SCIENTIFICO DEL GRUPPO DI LAVORO .................................................................................. 35
3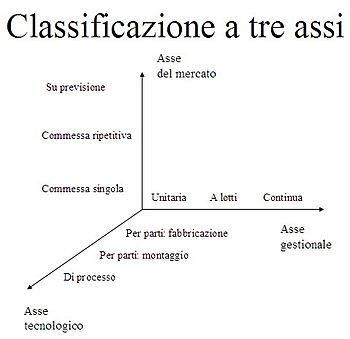
ACCORDO DI PROGRAMMA MISE-ENEA Sommario Il presente documento viene redatto con lo scopo di fornire le basi e descrivere la metodologia di analisi dei processi appartenenti alla supply chain delle soluzioni esistenti per l’isolamento termico di facciata in caso di ristrutturazioni parziali e deep renovation. Lo studio della filiera all’interno del progetto persegue l’obiettivo di esplorare le possibilità di abbattimento dei costi processi produttivi e di supporto al fine di incrementare l’adozione di tali soluzioni da parte degli utenti finali. Nella prima annualità di progetto la ricerca si è incentrata nello studio e validazione della metodologia da implementare per poi procedere nelle annualità successive ad investigare nello specifico le soluzioni standardizzate e inserite nella matrice dinamica output del lavoro di altre unità di ricerca. L’indagine bibliografica ha permesso di individuare le fasi di lavoro maggiormente significative per la futura implementazione del Business Process Rengineering nel caso specifico delle soluzioni per isolamento termico. A partire dai risultati dell’analisi della letteratura, è stato proposta una metodologia di studio per il disegno dei processi produttivi e di supporto. Tale metodo costituisce uno strumento di supporto alle decisioni di efficientamento della supply chain per la determinazione di soluzioni maggiormente efficienti anche dal punto di vista dei costi a vantaggio degli utenti finali. 4
Inserire logo o denominazione
del cobeneficiario
1 Introduzione
Il Piano nazionale integrato per l'Energia ed il Clima (PNIEC) inviato alla Commissione Europea pone il
nostre Paese nella condizione di attuare piani di sviluppo contingenti per il raggiungimento degli obiettivi
posti, soprattutto nell’ambito della riduzione dei consumi di energia primaria. Senza dubbio il settore
residenziale può apportare un contributo significativo al conseguimento dei risultati previsti, ottimizzando
ad esempio l’isolamento degli involucri edilizi pubblici e privati attraverso l’impiego di nuovi materiali,
nuove tecniche, nuove best practices e nuovi processi di realizzazione ed implementazione. I sopracitati
obiettivi di efficienza energetica in ambito edile si inseriscono in un contesto settoriale di forte crisi dovuta
ad una ormai progressiva riduzione degli investimenti in tutto il comparto delle costruzioni. Dai dati forniti
dall’Osservatorio Congiunturale sull’industria delle costruzioni [1] si rileva tuttavia una tendenza in crescita
per interventi di manutenzione straordinaria di abitazioni (37%) rispetto ad investimenti in nuove
costruzioni o in costruzioni non residenziali. Tale andamento del mercato trova riscontro nell’incremento
all’accesso ad incentivi fiscali legati alla ristrutturazione e all’efficientamento energetico degli edifici. Grazie
a queste misure il comparto della riqualificazione del patrimonio abitativo, è stato l’unico a mostrare una
crescita dei livelli produttivi: dal 2008 al 2017 gli investimenti di recupero in edilizia residenziale sono
aumentati del 20,3%, a fronte di una perdita del 36,1% per le costruzioni nel complesso. Sebbene in lieve
crescita (+2,8% nel 2018 rispetto al 2017) l’utilizzo di tali misure non risulta tuttavia ancora sufficiente a
costituire un vero volano di sviluppo dell’economia globale del comparto, della produzione industriale di
materiale edile, e dell’ottimizzazione dei consumi energetici per edifici. La burocrazia e un contesto
normativo eccessivamente complesso e incerto, continuano ad essere tra le principali cause delle difficoltà
a tradurre le risorse stanziate in opere edili sia nell’ambito privato che in quello pubblico. Di contro, gli
istituti finanziari non hanno agevolato l’accesso al credito per operatori e utenti finali finalizzato ad
investimenti di manutenzione straordinaria continuando a concedere ancora prevalentemente mutui e
prestiti su edilizia nuova piuttosto che su ristrutturazioni anche parziali di immobili esistenti. Per tali ragioni
diventa cruciale interrogarsi sulla possibilità di implementare soluzioni efficienti in termini di costo per
abbattere le barriere all’entrata per i produttori e contemporaneamente aumentare la platea di potenziali
utenti agevolando l’accesso all’acquisto e/o al credito per tali investimenti. Il lavoro di ricerca descritto in
questo documento è relativo ad una specifica linea di attività per il 2019 di un progetto di ricerca triennale
inquadrato nel Piano Triennale di Realizzazione 2019-2021, che vede la collaborazione tra l’Unità Tecnica
Efficienza Energetica dell’ENEA e il Centro per l’Innovazione Tecnologica e lo Sviluppo del Territorio
(CINTEST) a cui afferiscono l’Università degli studi della Tuscia e l’Università di Roma “Tor Vergata”. La
ricerca è stata organizzata in 4 fasi: (i) prima fase studio delle soluzioni esistenti e della metodologia di
approccio scientifico al disegno dei processi, (ii) seconda fase disegno AS-IS del processi produttivi,
distributivi e di montaggio di almeno 2 soluzioni standardizzate scelte per l’isolamento termico di edifici,
(iii) disegno TO-BE dei processi così come migliorati attraverso l’implementazione di una tecnica di Business
Process Rengineering, (iv) determinazione di una funzione atta a determinare un range di costo per le
soluzioni standardizzate analizzate al fine di valutare la fattibilità di un catalogo di soluzioni a cui l’utente
finale può fare riferimento anche in un’ottica di agevolazioni, contributi e incentivazioni. L’effort di studio
riconducibile alla prima annualità ha riguardato la fase uno, ovvero scelta della metodologia di analisi e
rappresentazione dei processi produttivi e di supporto della filiera delle soluzioni esistenti sul mercato per
l’isolamento termico delle facciate di edifici. Con questa prima parte della ricerca si sono poste le basi per
effettuare nelle annualità successive le analisi di dettaglio delle soluzioni standardizzate proposte nella
matrice dinamica e le conseguenti proposte derivanti dall’implementazione del Business Process
Rengineering (BPR) per il miglioramento in termini di efficienza di costo dei processi studiati. Al termine
delle 3 annualità di ricerca si avranno gli elementi utili alla determinazione di indicatori di costo per almeno
2 delle soluzioni standardizzate proposte. Questa informazione permetterà di valutare l’eventuale
inserimento a catalogo delle soluzioni scelte in misure incentivanti quali il conto termico, le detrazioni
fiscali etc.. con l’ammissibilità di costo non superiore al range previsto dall’indicatore.
5ACCORDO DI PROGRAMMA MISE-ENEA
2 Descrizione dei principali sistemi di isolamento
Sul mercato esistono due tipologie di cappotti termici [2]:
cappotto di qualità certificata: sistema ETICS venduto da un produttore con certificazione ETA;
cappotto di qualità non certificata: sistema proposto dall’applicatore in base alle sue esperienze,
conoscenze, convenienze.
Il sistema di isolamento a cappotto è definito a livello europeo con l’acronimo di ETICS, External Thermal
Insulation Composite Systems (Sistema di Isolamento Termico a Cappotto). Le norme di riferimento
principali sono: la UNI/TR 11715:2018 (Isolanti termici per l'edilizia - Progettazione e messa in opera dei
sistemi isolanti termici per l'esterno (ETICS)) e la UNI 11716:2018 (Attività professionali non regolamentate
- Figure professionali che eseguono la posa dei sistemi compositi di isolamento termico per esterno (ETICS)
- Requisiti di conoscenza, abilità e competenza).
A livello europeo, l’ente tecnico di riferimento per il settore delle costruzioni, l’EOTA (European
Organization for Technical Approval), ha redatto la Linea Guida Tecnica ETAG 004 (European Technical
Approval Guideline) per sistemi ETICS su supporti in muratura e calcestruzzo.
La certificazione per il cappotto termico che garantisce l’efficacia del Sistema è l’ETA004. L’ETA (European
Technical Assessment), ossia la Valutazione Tecnica Europea è un documento che contiene le prestazioni di
un prodotto da costruzione. L'ETA004 viene rilasciata per i prodotti per i quali manca una norma
armonizzata, ma per cui è disponibile come riferimento il Documento per la Valutazione Europea (European
Assessment Document – EAD). In altre parole, l’ETA004 per il cappotto termico deriva dalle linee guida
ETAG004. Le linee guida ETAG004 descrivono quali requisiti devono avere i sistemi di isolamento termico
per l’isolamento delle facciate degli edifici.
Nello specifico, le linee guida ETAG004 individuano:
i metodi di verifica per valutare i requisiti del cappotto termico come sistema;
i parametri, le classi e i livelli per classificare i valori dei requisiti;
le condizioni di progetto e di realizzazione dell’intervento di isolamento termico con cappotto
termico.
Per la certificazione del cappotto termico, i test sono da effettuare sia sull’intero sistema sia sui singoli
componenti:
materiale isolante;
tasselli;
profili;
colle rasanti;
finiture;
armature.
All’interno dell’ETAG sono poi indicati, per tipo di requisito, i valori minimi per l’idoneità all’uso dei vari
componenti nel sistema di isolamento termico a cappotto. Stabiliti quindi i requisiti dei prodotti e del
sistema, testati e valutati, l’ETAG descrive i corretti passaggi per progettare e realizzare il sistema.
3 Componenti dei sistemi di isolamento
3.1 Descrizione
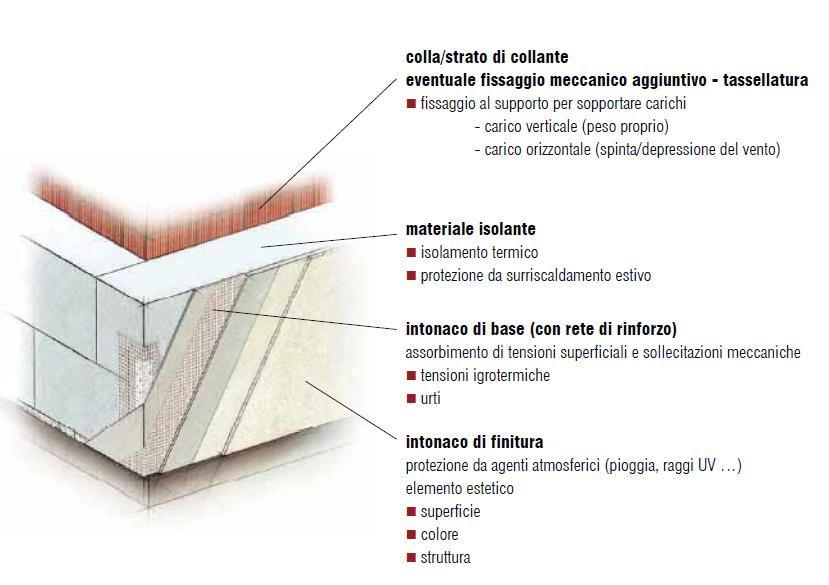
Il sistema di isolamento a cappotto (ETICS) è costituito da più strati funzionali e le prestazioni del sistema
dipendono in maniera sostanziale dalle prestazioni dei singoli componenti (fig. 1), i quali sono descritti nella
norma UNI/TR 11715, [3]:
1. Collante e/o tasselli. La funzione affidata a questi elementi è quella di fissare l’isolante alla muratura di
supporto. Il fissaggio può avvenire tramite semplice incollaggio o, dove necessario, può essere
6Inserire logo o denominazione
del cobeneficiario
effettuato tramite tasselli di materiale plastico o metallico. In alternativa per un migliore fissaggio
dell’isolante ai supporti è possibile ricorrere alla combinazione di collante e tasselli che garantiscono
una maggiore stabilità dell’isolante sia durante la presa della colla sia durante la fase di esercizio.
2. Pannello isolante. L’isolante deve presentarsi in forma di pannello con superfici regolari e con adeguate
caratteristiche di resistenza meccanica. Gli spessori sono determinati di volta in volta dalle
caratteristiche climatiche di progetto, dalle specifiche richieste della normativa vigente (ad esempio la
Legge 10/91 sul contenimento dei consumi degli edifici) e da eventuali esigenze di risparmio, di
gestione e di benessere abitativo. Inoltre, al di sotto di un certo spessore l’intervento si può rivelare
antieconomico.
3. Rete di armatura. La rete di armatura è un elemento dello strato di rasatura la cui funzione è quella di
conferire al sistema una adeguata capacità di resistere agli urti e ai movimenti dovuti a escursioni
termiche o a fenomeni di ritiro. La realizzazione dello strato avviene mediante l’incollaggio della rete in
fibra di vetro apprettato sull’intonaco di base che ricopra il pannello isolante.
4. Malta rasante. Ha la funzione di proteggere il pannello isolante e di creare la superficie adatta alla
stesura degli strati successivi di finitura. All’interno di questo strato viene annegata la rete di armatura.
5. Sottofondo stabilizzante (o primer-fissativo). Viene utilizzato per ottenere migliori condizioni di
adesione e compatibilità dello strato di finitura con lo strato di intonaco sottile armato già realizzato.
6. Rivestimento di finitura. Ha la funzione di realizzare la finitura dell’intervento e di proteggere gli strati
sottostanti dalle intemperie e dalle radiazioni solari; deve possedere una buona elasticità alle
sollecitazioni meccaniche e deve essere sufficientemente permeabile al vapore d’acqua. Si tratta di un
rivestimento o di una particolare pittura a base sintetica o minerale che si può realizzare con varie
finiture speciali: rustico, rasato, liscio, graffiato, spugnato o spruzzato.
7. Accessori. Elementi utilizzati per realizzare giunzioni con strutture diverse (ad esempio finestre),
protezione (paraspigoli con o senza gocciolatoi), sostegno (profili di partenza e guide) ed elementi
decorativi.
Fig. 1. Componenti del sistema ETICS. Fonte: Consorzio Cortexa, Manuale per l’applicazione del Sistema a
Cappotto, 2019
3.1.1 Materiali isolanti
Il materiale isolante è un importante componente del Sistema ETICS [2]. Le sue caratteristiche tecniche e
quindi la sua idoneità qualitativa come componente del Sistema vengono indicati nel Codice di
7ACCORDO DI PROGRAMMA MISE-ENEA Designazione (Designation Code). I valori più importanti sono indicati nei documenti accompagnatori o sull’etichetta. Il produttore del Sistema garantisce che questi valori vengano rispettati. Per i pannelli isolanti, la marcatura CE è necessaria per l’immissione dei prodotti sul mercato edile ed è applicata in base alle norme di prodotto. Occorre precisare che la marcatura CE, pur rappresentando la “carta d’identità” del prodotto, non fissa i requisiti minimi di prestazione specifici per l’applicazione del Sistema a Cappotto e, di conseguenza, non può da sola attestare l’idoneità dei pannelli isolanti a tale applicazione. È compito dell’azienda produttrice dell’isolante attestare l’idoneità del proprio prodotto per l’utilizzo in Sistemi ETICS, fornendo al produttore del Sistema una adeguata documentazione tecnica. La linea guida europea relativa ai Sistemi a Cappotto (ETAG 004) fissa alcuni requisiti minimi che i pannelli isolanti devono rispettare: per tali valori il produttore deve fornire attestazione di un ente esterno. L’ETAG 004 prevede anche che l’azienda produttrice sia sottoposta al controllo dei fattori produttivi (FPC). Le norme nazionali possono prescrivere caratteristiche aggiuntive rispetto a quelle evidenziate dall’ETAG 004. Un pannello isolante per essere idoneo all’utilizzo nei Sistemi ETICS, oltre alle necessarie certificazioni e ad un valore di conduttività termica adeguato, deve avere caratteristiche tecniche (per es. resistenza a trazione, a taglio, assorbimento d’acqua, etc.) ben definite e verificate in un certificato di prova ETA. I materiali termoisolanti vengono classificati rispetto alla materia prima di cui sono composti, e principalmente in base alla sua origine: inorganica (minerale) e organica. All'interno dei due gruppi, i materiali isolanti si articolano in funzione della lavorazione della materia prima originaria in materiali naturali e sintetici. Nei prodotti 'naturali' la materia prima rimane invariata. Se la materia prima originaria viene invece modificata nella sua composizione attraverso una lavorazione speciale, venendo quindi prodotta o assemblata attraverso processi tecnologici, si parla di materiali sintetici. Alcuni materiali isolanti naturali contengono quantità relativamente elevate di additivi come i sali ignifughi, gli impregnanti, le fibre protettive o i leganti, che non sono di origine naturale ma che devono risultare inferiori al 25% del materiale. Di seguito vengono descritte le caratteristiche dei principali isolanti impiegabili per la realizzazione di cappotti termici. [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [17] [19] [20] [21] [22] [23] [24] [25] [26] [27] [28] [29] [30] 3.1.1.1 Isolanti termici inorganici sintetici Lana di vetro Produzione La lana di vetro è costituita da una serie di materiali fusi insieme, a temperature che variano dai 1300 ai 1500 °C, e sono: vetro riciclato per l’80%, silice, sabbia, calcare, carbonato di sodio e boro. Il prodotto ottenuto viene successivamente trasportato in una centrifuga dove avviene la produzione delle fibre vere e proprie; queste vengono successivamente legate con resine termoindurenti e convogliate su nastri trasportatori. Il successivo passaggio in un forno porta alla polimerizzazione delle resine, e i manufatti ottenuti possono dunque essere accoppiati con eventuali rivestimenti ottenendo dei prodotti finiti pronti alla fase di taglio, finitura e imballaggio. 8
Inserire logo o denominazione
del cobeneficiario
Figura 1: Processo Produttivo lana di vetro
Applicazione
Grazie alle sue proprietà viene utilizzata in diversi campi quali: l’utilizzo per l’isolamento termico e acustico
nelle intercapedini delle pareti, nell’isolamento esterno a cappotto, nei solai per isolare i sottotetti, e per
isolare dal freddo un soffitto in legno.
Caratteristiche e proprietà generali
La lana di vetro è un prodotto naturale con eccellenti proprietà termoisolanti e fisiche in quanto è
resistente al fuoco, all’invecchiamento, non è assorbente, è chimicamente neutra, flessibile, leggera e
semplice da lavorare.
Considerazioni sull’aspetto ecologico e sanitario
Oltre l’80% delle materie usate sono di riciclo e vengono utilizzate come materie prime e non necessitano
di mescolanze con altri materiali fungicidi, insetticidi o additivi ignifughi; la sua composizione rende questo
materiale riciclabile al 100% poiché i suoi frammenti ricavanti dallo smaltimento di costruzioni possono
essere nuovamente fusi e riutilizzati.
Dal punto di vista sanitario, secondo diversi studi, non c’è una correlazione tra le lane minerali e l’aumento
di tumori ai polmoni o altre malattie dell’apparato respiratorio, ma un suo contatto diretto e continuativo
può provocare irritazione agli occhi, alla pelle e al sistema respiratorio. Alla luce di questo durante il suo
utilizzo nei lavori di costruzione o ristrutturazione è consigliabile attuare delle precauzioni.
Lana di roccia
Produzione
La lana di roccia è un materiale isolante inorganico a base di fibre e viene prodotta partendo da diversi tipi
di rocce, come diabase, dolomia e calcare. Questi elementi vengono fusi a temperature che si attestano sui
1400 °C e il composto viene filato (utilizzando una macchina sfibratrice), in fibre minerali artificiali. Per
coadiuvare la fusione viene impiegato del solfato di sodio. Un altro metodo è il procedimento di soffiaggio,
nel quale il liquido viene soffiato fino a formare una sottile fascia e poi sfibrato. Dopo il processo di
sfibratura viene quindi aggiunto il legante sciolto in acqua. L’acqua evapora e le fibre raffreddandosi si
irrigidiscono come il vetro, successivamente vengono fatte passare attraverso forni a tunnel per
l’indurimento del legante, a temperature di 200-250 °C. La compattazione, il contenuto di legante e
l’orientamento delle fibre della lana sono aspetti fondamentali per determinare le proprietà dei vari tipi di
prodotto. Se si producono isolanti termici per pareti in forma di pannello, essi vengono inoltre sottoposti ad
un trattamento impermeabilizzante con dalle sostanze idrofobizzanti a basa di silicone o oli minerali (al
massimo 1 %), che servono a ridurre anche la formazione di polveri.
9ACCORDO DI PROGRAMMA MISE-ENEA
Una delle caratteristiche prestazionali imprescindibili per un isolante termico per pareti e affini è la
stabilità: questa viene ottenuta addizionando al composto minerale la bakelite (resina fenolo formaldeide)
con funzione di legante. La percentuale di bakelite varia in funzione del grado di stabilità richiesta al
prodotto, si va dal 1% al 3%. Nonostante la bakelite sia una resina fenolo-formaldeide, quindi
potenzialmente dannosa per il nostro benessere, il contenuto di formaldeide a prodotto finito è
ampiamente sotto la soglia massima consentita.
Figura 2: Processo produttivo lana di roccia
Applicazione
Essendo una lana minerale, come la lana di vetro, presenta le stesse e molteplici possibilità di applicazione
come: l’utilizzo per l’isolamento termico e acustico nelle intercapedini delle pareti, nell’isolamento esterno
a cappotto, nei solai per isolare i sottotetti, e per isolare dal freddo un soffitto in legno.
Caratteristiche e proprietà generali
La lana di roccia grazie alla sua struttura in fibre naturali risulta un materiale altamente drenante e ideale
per l'isolamento termico e acustico; le sue fibre limitano al minimo l'assorbimento d'acqua e di umidità
rendendo il materiale anche un ottimo resistente al fuoco, poiché non contribuisce né allo sviluppo né alla
propagazione di incendi. Inoltre, le sue fibre minerali garantiscono una buona traspirabilità alle pareti,
rendendole inattaccabili da insetti, muffe e funghi e garantendone una stabilità nel tempo.
Considerazioni sull’aspetto ecologico e sanitario
Questo tipo di materiale è caratterizzato da una fibrosità a trama fine, perciò può rilasciare sostanze che
possono essere respirate e dannose per l’uomo. Queste microfibre minerali rilasciate, vengono classificate
nelle cosiddette polveri sottili, che non sono cancerogene, ma ugualmente irritanti per le vie respiratorie,
per la pelle e per la vista.
Calcio Silicato
Produzione
I pannelli a base di calcio silicato vengono prodotti solo con elementi naturali come: ossido di calcio, silice e
fibre di cellulosa. Questi materiali vengono mescolati in un impasto che passa in autoclave e, dopo un lungo
periodo sotto pressione ad alte temperature, il composto saturo d’acqua passa all’essicazione dove perde
circa il 75% del suo peso. Ottenuta una schiuma rigida, a celle aperte e finemente porosa, viene
successivamente tagliata in lastre e impermeabilizzata con saponi metallici o siliconati.
10Inserire logo o denominazione
del cobeneficiario
Applicazione
Per le loro caratteristiche i silicati di calcio vengono utilizzati preferibilmente per gli isolamenti interni, ma
un loro utilizzo è possibile anche negli isolamenti esterni e nei cappotti.
Caratteristiche e proprietà generali
I pannelli a base di silicato di calcio garantiscono un clima dell’ambiente confortevole grazie
all’assorbimento dell’umidità ambientale in eccesso; impediscono la formazione di muffe e batteri per via
della sua elevata alcalinità; permettono di eliminare tutti i ponti termici senza alterare la traspirabilità
dell’edificio; garantiscono nel tempo un notevole risparmio energetico, e resistono a temperature superiori
a 1000° C. Inoltre, sono materiali anti invecchianti, resistenti alla putrefazione, agli insetti e ai roditori e
presentano una certa stabilità di forma.
Considerazioni sull’aspetto ecologico e sanitario
Per la produzione di questo materiale isolante non vengono impiegati propellenti, additivi organici o fibre
minerali, perciò l’inquinamento ambientale provocato dalla relativa produzione riguarda soprattutto il
consumo di energia necessario per il processo in autoclave, perché gran parte dell’acqua necessaria per il
processo produttivo viene condotta in un circuito chiuso. Per quanto riguarda la sua riciclabilità il prodotto
in sé può essere riutilizzato solo parzialmente e il resto è considerato una maceria edile e pertanto è
possibile conferire in discarica i resti e gli scarti.
3.1.1.2 Isolanti termici organici sintetici
Schiuma fenolica
Produzione
Le materie prime per la produzione di questa schiuma sono le resine fenoliche ed il pentano come agente
espandente; le prime vengono mescolate con lo schiumogeno ed un indurente per successivamente
procedere con il farle espandere in un processo continuo per la realizzazione di materiale in bobine. Il
materiale risulta viscoso ma verrà poi rivestito con del materiale in tessuto vitreo, al fine di ottenere il
prodotto finito in seguito alla fase di indurimento e asciugatura.
Applicazione
I pannelli in schiuma fenolica si prestano bene per impieghi su coperture, come isolamento sui travetti, su
terrazze e sotto le coperture, ma possono essere utilizzati anche sotto i massetti e come isolanti per esterni
come per la posa di sistemi a cappotto.
Caratteristiche e proprietà
Il pannello in schiuma fenolica ha molteplici caratteristiche: è resistente agli agenti chimici, agli insetti e
roditori, è in grado di mantenere le proprie caratteristiche negli ambienti caldi e freddi, ha elevate
prestazioni di conducibilità termica, non è affetta da infiltrazioni d’aria, è resistente all’umidità e al vapore
acqueo, è in grado di resistere nel tempo e difficilmente produce fiamma, infatti in caso di incendio viene
rilasciata formaldeide e ne resta un residuo simile che continua a bruciare al lungo.
Considerazioni sull’aspetto ecologico e sanitario
Per questo tipo di resine fenoliche non è ancora possibile fare affermazioni fondate sui relativi aspetti
ecologici e di riciclo.
Polistirene Espanso Sinterizzato (EPS)
Produzione
L’EPS viene prodotto attraverso la lavorazione e miscelazione delle seguenti sostanze: polistirene, agente
schiumogeno, ritardante di fiamma (HBDC) e stabilizzatori. La produzione di materiali isolanti a base di EPS
comprende diverse fasi. Attraverso la polimerizzazione dello stirene (un idrocarburo aromatico,
11ACCORDO DI PROGRAMMA MISE-ENEA caratterizzato da un'elevata reattività a polimerizzare) e l’aggiunta di un agente schiumogeno si ottengono i granuli di polistirene (perle vetrose con diametro fino a 3 mm), i quali vengono espansi, nella fase successiva, fino a 20-50 volte il loro volume con un trattamento a base di vapore acqueo in cui l’agente schiumogeno evapora. Dopo aver fatto raffreddare le perle, plastiche e leggermente collose, vengono sottoposte al trattamento di sinterizzazione (di nuovo mediante l’utilizzo di vapore acqueo), con il quale si forma un materiale dalla consistenza omogenea. Ottenuti così i blocchi di grande formato, dopo un’ulteriore essicazione, vengono tagliati in lastre e a volte profilati. Applicazione I pannelli in polistirene espanso sinterizzato vengono utilizzati soprattutto come isolamento per il rumore da calpestio e per i sistemi di isolamento a cappotto, ma anche per le applicazioni sollecitate a compressione, per l’isolamento controterra, per quello interno e del tetto. Caratteristiche e proprietà Ha una conducibilità termica ridotta grazie alla sua struttura cellulare chiusa, formata per il 94% di aria, e ciò gli consente di essere un ottimo isolante termico; è traspirante e permeabile al vapore acqueo ma impermeabile all’acqua. Per quanto riguarda il suo comportamento al fuoco invece si infiamma a circa 450°C e la fiamma si propaga poi spontaneamente se vi è sufficiente apporto di ossigeno; proprio per questo in edilizia si utilizza con opportuni additivi che ne garantiscono una ritardata propagazione di fiamma per sopperire alla natura combustibile di questo materiale. Considerazioni sull’aspetto ecologico e sanitario Il polistirene espanso sinterizzato EPS è privo di nutritivi in grado di sostenere la crescita di funghi, batteri o altri microorganismi, inoltre è atossico perché non contiene né clorofluorocarburi né idroclorofluorocarburi; infatti gli imballi in EPS conferiti in discarica non inquinano né il terreno né l’atmosfera. Caratteristica importante di questo materiale è anche la sua riciclabilità: esso infatti può essere macinato e poi mescolato a polistirene espanso vergine per produrre nuovi imballi e componenti di alleggerimento per l’edilizia. Polistirene Espanso Estruso (XPS) Produzione Il polistirene espanso estruso è composto da polistirene sotto forma di granulato vergine e riciclato e diversi additivi e gas espandenti. Come per la produzione del polistirene espanso, lo stirene grezzo viene prodotto in diversi stadi dal petrolio. Il polistirene liquido viene poi estruso con propellenti e successivamente pressato attraverso ugelli a fessura larga formando delle lastre. Applicazione il polistirene estruso viene spesso utilizzato nell’isolamento termico di strutture in cui è richiesta un’elevata resistenza meccanica, soprattutto in solai, pareti, coperture piane e inclinate, e tetti rovesci. Caratteristiche e proprietà Il polistirene espanso estruso grazie alla sua struttura, alle sue prestazioni e caratteristiche tecniche, presenta numerosi vantaggi tra cui un alto grado di isolamento e resistenza all’umidità, una buona elasticità, un’alta resistenza alla compressione e alla fiamma, che consentono di ottenere un ottimo materiale isolante in grado di soddisfare qualunque esigenza. Considerazioni sull’aspetto ecologico e sanitario Un grosso problema sotto l’aspetto ecologico di questo materiale è la presenza di propellenti a base di CFC presenti nei polistireni già installati poiché fino al 1993 erano ancora leciti. Questi propellenti vengono rilasciati lentamente dal materiale e possono danneggiare l’individuo. Per quanto riguarda lo smaltimento del polistirene estruso non si hanno ad oggi informazioni su un riciclaggio specifico ma solo metodi di riciclaggio generali di sostanze e prodotti chimici simili. Alla luce di queste informazioni si può dire che il 12
Inserire logo o denominazione
del cobeneficiario
‘vecchio’ XPS deve essere smaltito a parte e che il taglio del pannello di questo materiale va operato in un
luogo aperto perché potrebbe provocare uno sprigionamento di stirene e di altri prodotti di scomposizione
dannosi per l’uomo.
Poliuretano espanso rigido
Produzione
Il poliuretano viene prodotto da due materie prime principali: polioli (tipicamente un glicole poli-
propilenico o un poliestere-diolo) e polisocianati (P-MDI), aromatico o alifatico. I polioli possono derivare
dal petrolio ma anche dalla canna da zucchero, dal mais o dalle patate. Come agenti espandenti vengono
utilizzati principalmente pentano, miscele di pentano e CO2, mentre il tricloropropilfosfato (TCPP) è
utilizzato come ritardante di fiamma. La produzione dei pannelli di poliuretano espanso rigido avviene per
laminazione. Per motivi tecnici queste schiume vengono prodotte da una miscela di poliuretano e PIR
(polisocianurati), quest’ultimo deriva principalmente dagli isocianurati, che formano una struttura
reticolare più fitta della schiuma; permettendo così di realizzare prodotti termicamente più stabili e con
una resistenza al fuoco più elevata. La miscela dei due componenti viene spruzzata attraverso ugelli su un
nastro, dove espande e si incolla (se necessario) a uno strato superiore e inferiore in tessuto non tessuto,
guaina bituminosa, pellicola metallica o altri materiali compositi. I blocchi vengono prodotti con un
procedimento che porta la schiuma a passare dalla testa di miscelazione ad una vasca. Dopo la reazione e la
maturazione, i blocchi, lunghi fino a 5 metri, vengono tagliati in pannelli o elementi sagomati.
Applicazione
Il poliuretano espanso rigido viene utilizzato soprattutto per l’isolamento termico in edilizia e per
l’isolamento di caldaie, tubazioni e boiler.
Caratteristiche e proprietà
I poliuretani espansi rigidi sono caratterizzati da conduttività molto basse ed elevata resistenza a
compressione; inoltre possiedono una buona resistenza ai solventi contenuti nelle colle e nei materiali
bituminosi.
Considerazioni sull’aspetto ecologico e sanitario
Il problema inerente il riciclaggio e gli eventuali danno sanitari per l’uomo sono simili a quelli elencati per il
polistirene poiché parte dei prodotti utilizzati per la realizzazione di questo materiale derivano dal petrolio,
inoltre sono presenti in alcuni i propellenti a base CFC, ancora leciti fino al 1993, che inglobati all’interno
dei pori fuoriescono lentamente. Per questo materiale di nuova realizzazione c’è da dire che dopo il
montaggio non ci sono pericoli per la salute umana, ma solo durante il taglio, momento nel quale infatti è
opportuno munirsi di coperture al fine di evitare di inalarne le polveri. Quindi il rischio di eventuali
esposizioni a veleni e i relativi rischi si limitano esclusivamente alla fase produttiva.
Per l’aspetto ecologico è da considerare il complesso processo di produzione che richiede un cospicuo
dispendio di energia, che può essere anche dalle 10 alle 40 volte superiore rispetto alla produzione, per
esempio, di una lana di pecora.
3.1.1.3 Isolanti termici organici naturali
Lana di legno
Produzione
Nella fase preliminare della produzione della lana di legno 4le fibre lignee di abete rosso vengono
sottoposte ad un trattamento mineralizzante che lascia invariate le caratteristiche del prodotto ma ne
annulla i processi di deterioramento biologico. Successivamente si unisce come se fosse un impasto il 65%
di fibre lignee con il 35% di carbonato di calcio e cemento Portland, che servono da collante per le fibre, al
fine di ottenere un prodotto che, dopo un processo di pressatura, risulta compatto, resistente e duraturo.
13ACCORDO DI PROGRAMMA MISE-ENEA Applicazione I pannelli in lana di legno vengono utilizzati per correggere ponti termici in punti nevralgici come pilastri, architravi, elementi a sbalzo, per l’isolamento di pareti interne ed esterne, tetti, solai. Caratteristiche e proprietà La composizione della lana di legno attribuisce ai suoi pannelli capacità di isolamento termico, leggerezza, elasticità, resistenza all’acqua e al gelo, resistenza a flessione e compressione. Considerazioni sull’aspetto ecologico e sanitario La lana di legno è considerata un isolante naturale e sostenibile sia per la provenienza del legno sia per i prodotti che la costituiscono, che non sono nocivi per la salute dell’uomo; inoltre il processo produttivo produce ridotte emissioni in atmosfera e minori consumi di energia rispetto a qualsiasi altro isolante. Sughero espanso Produzione Il sughero espanso viene prodotto esclusivamente in versione pura, ovvero la corteccia della quercia da sughero viene prima macinata per poi riporre il granulato ottenuto all’interno di un serbatoio per cuocerlo a pressione con vapore acqueo alla temperatura di circa 370°C. durante questo processo il sughero si espande del circa 20-30% e si lega grazie alla propria resina, senza l’aggiunta di altre sostanze. Applicazione I campi di applicazione del sughero espanso si limitano all’isolamento termico interno ed esterno di pareti, coperture e solai. Caratteristiche e proprietà Il sughero ha buone proprietà di isolamento termico e acustico, inoltre e molto leggero, elastico ed ha un’elevata resilienza; infatti resiste a carichi elevati, all’invecchiamento, alla marcescenza e non viene attaccato da roditori o insetti. Inoltre, è importante sapere che se non sono applicati additivi, il sughero espanso è normalmente un materiale infiammabile. Considerazioni sull’aspetto ecologico e sanitario Essendo un materiale organico naturale può essere ritrasformato in granuli di sughero o in nuovi pannelli o per alleggerire il terreno e, non contendendo additivi organici o sintetici, al fine del ciclo di impiego, il suo compostaggio e possibile senza problemi. Dal punto di vista sanitario non presenta alcun tipo di problema e lo stesso vale per il dispendio di energia durante la produzione, che risulta molto basso. Fibre di legno Produzione Per i materiali isolanti in fibra di legno viene utilizzato il legname delle conifere, caratterizzato da lunghe fibre, e in parte anche il legname delle latifoglie, scartato dall’industria della lavorazione del legno. A seconda del processo di produzione, come legante viene utilizzato del lattice o un’emulsione di cera con solfato di alluminio, e sali di boro come protezione antincendio e dai parassiti. Alcuni tipi di pannelli vengono inoltre impermeabilizzati con emulsioni bituminose o a base di resine naturali. La produzione può avvenire per via umida o per via secca: in entrambi i casi i materiali legnosi vengono lavorati da una sminuzzatrice, successivamente macerati con il vapore in autoclave e sfibrati da macine. Nel processo per via secca: le fibre, una volta asciutte, vengono miscelate con un collante a base di lattice e pressate in pannelli o in alternativa lavorate con acqua e altri additivi a formare una poltiglia, pressate e asciugate. Mentre nel processo per via umida come collante tra le fibre vengono utilizzate le resine proprie del legno. 14
Inserire logo o denominazione
del cobeneficiario
Applicazione
I pannelli in fibra di legno si utilizzano per l’isolamento di intercapedini di strutture in legno e muratura,
cappotti, coperture inclinate, piane, rivestimenti interni e solai.
Caratteristiche e proprietà
I pannelli in fibra di legno hanno buone caratteristiche termoisolanti e termoacustiche. Sono materiali
porosi con un’elevata capacità termica, regolano l’umidità, e mostrano una buona resistenza a muffe e
parassiti.
Considerazioni sull’aspetto ecologico e sanitario
Per quanto riguarda l’aspetto ecologico, le materie prime per la composizione del materiale sono disponibili
in misura illimitata, inoltre i pannelli possono essere lavorati per produrre nuovi materiali isolanti oppure
designati al compostaggio. Questo materiale isolante e conforme ai requisiti richiesti per un prodotto
ecologico e rappresenta un’alternativa valida ai materiali isolanti in plastica o in fibra minerale. Nella
produzione di questo materiale l’inquinamento ambientale viene ridotto al minimo grazie alla circolazione
in circuiti chiusi, ma il consumo di energia durante questo processo è relativamente alto.
Fibre di canapa
Produzione
Per la produzione dei materiali isolanti a base di canapa vengono utilizzati i frammenti della corteccia dello
stelo e le fibre della pianta di canapa (cannabis sativa). A seconda del prodotto che si vuole ottenere,
vengono aggiunti diversi additivi come: fibre bicomponenti (fibre di sostegno arricciate, in genere in
poliestere), amido di patate, vetro solubile, carbonato di sodio o sali di boro (come antifiamma) e bitume
per l’impermeabilizzazione. I frammenti della corteccia possono essere utilizzate direttamente sfusi per
isolamento e riempimento, mentre le fibre per produrre pannelli isolanti. A volte, le fibre di canapa,
vengono miscelate con le fibre di lino, per formare fasci che vengono macerati e infine lavorati per formare
feltri. Le fibre aggiunte (circa il 10 %) contribuiscono alla stabilità dimensionale e migliorano la flessibilità.
Applicazione
Le fibre di canapa vengono utilizzate in diverse modalità al fine di ottenere pannelli per l’isolamento
termico di pareti interne ed esterne, pannelli per la tamponatura ed il riempimento di cavità, pannelli
fonoisolanti anti-calpestio sotto il pavimento, frammenti di canapa sfusi per il riempimento isolante tra i
legni di imbottitura.
Caratteristiche e proprietà
La fibra di canapa è estremamente resistente allo strappo e all’umidità; inoltre presenta una capacità di
accumulo del calore migliore rispetto a quella degli altri isolanti a base di fibre minerali come la lana di
vetro o di roccia. Grazie all’ assenza nella composizione di proteine e alla presenza, invece, di sostanze
amare è da considerarsi come un buon resistente contro la putrefazione, parassiti, roditori e muffe.
Se il materiale viene sottoposto ad un trattamento impregnante a base di soda, fosfato di ammonio o di Sali
di boro può raggiungere una classe di infiammabilità 2.
Considerazioni sull’aspetto ecologico e sanitario
Per l’aspetto sanitario ed ecologico è un ottimo materiale poiché le sue buone caratteristiche gli
consentono di utilizzare il prodotto aggiungendo poche sostanze nocive che possono essere inalate
dall’uomo. Inoltre, la canapa dopo essere stata smontata può essere riutilizzata e conferita al compostaggio
se sono ovviamente state eliminate le fibre di poliestere presenti nel materiale.
15ACCORDO DI PROGRAMMA MISE-ENEA
3.1.1.4 Prezzi dei materiali isolanti
Per ciascuna tipologia di materiale isolante utilizzabile nei sistemi ETICS, sono stati individuati alcuni
prodotti realmente disponibili in commercio, di cui si riporta di seguito il prezzo al m 2, in funzione del
relativo spessore. Nel costo complessivo per la realizzazione di un sistema ETICS occorre inoltre considerare
il costo della manodopera (30-50 €/m2) e quello relativo al noleggio del ponteggio (10-15 €/m2).
Lana di vetro
ISOVER Saint-Gobain: Isover Clima 34 G3
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.04 7.84 0.034
0.05 9.80 0.034
0.06 11.24 0.034
0.08 14.99 0.034
0.1 18.74 0.034
0.12 22.70 0.034
0.14 26.28 0.034
0.16 29.98 0.034
0.18 33.78 0.034
0.2 37.47 0.034
0.22 49.47 0.034
Lana di vetro
Knauf Insulation: Smartwall FKD-S Thermal
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.04 10.44 0.035
0.05 13.05 0.035
0.06 15.63 0.035
0.08 20.55 0.035
0.1 25.44 0.035
0.12 30.39 0.035
0.14 34.89 0.035
0.16 39.44 0.035
0.18 45.78 0.035
0.2 50.85 0.035
0.22 55.90 0.035
0.24 60.97 0.035
Lana di roccia
Weber Saint-Gobain: Weber.Therm RL30
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.04 13.26 0.041
0.05 16.44 0.041
0.06 19.8 0.041
0.08 26.34 0.041
0.1 32.88 0.041
0.12 39.27 0.041
0.14 45.84 0.041
0.15 49.17 0.041
0.16 52.38 0.041
0.18 58.92 0.041
0.2 65.46 0.041
16Inserire logo o denominazione
del cobeneficiario
Lana di roccia
Knauf: Smartwall SC1
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.04 11.47 0.035
0.05 14.32 0.035
0.06 17.16 0.035
0.08 22.58 0.035
0.1 27.93 0.035
0.12 33.36 0.035
0.14 38.3 0.035
0.16 43.29 0.035
0.18 50.25 0.035
0.2 55.84 0.035
0.22 61.43 0.035
0.24 67.01 0.035
Calcio silicato
Fassa Bortolo: silicato di calcio idrato
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.05 25.61 0.045
0.06 31.89 0.045
0.08 39.99 0.045
0.1 51.98 0.045
0.12 62.28 0.045
0.14 72.63 0.045
0.16 83.01 0.045
0.18 88.97 0.045
0.2 99.96 0.045
0.22 109.96 0.045
0.24 119.96 0.045
0.26 130.05 0.045
0.28 139.95 0.045
0.3 149.94 0.045
Schiuma fenolica
Weber Saint-Gobain: Weber.Therm PF022
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.02 19.87 0.021
0.03 23.27 0.021
0.04 30.87 0.021
0.05 38.58 0.021
0.06 46.31 0.021
0.07 53.91 0.021
0.08 61.74 0.021
0.09 69.94 0.021
0.1 77.07 0.021
0.12 92.51 0.021
0.14 107.84 0.021
0.16 123.25 0.021
0.18 138.69 0.021
0.2 154.02 0.021
17ACCORDO DI PROGRAMMA MISE-ENEA
Polistirene Espanso Sinterizzato EPS
Fassa Bortolo: Lastra isolante in EPS 100
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.02 2.66 0.036
0.03 3.96 0.036
0.04 5.29 0.036
0.05 6.61 0.036
0.06 7.93 0.036
0.07 9.27 0.036
0.08 10.57 0.036
0.09 11.89 0.036
0.1 13.21 0.036
0.11 14.53 0.036
0.12 15.85 0.036
0.13 17.17 0.036
0.14 18.5 0.036
0.15 19.82 0.036
0.16 21.13 0.036
0.17 23.76 0.036
0.18 23.78 0.036
0.2 26.41 0.036
Poliuretano espanso estruso XPS
Knauf Insulation: K-FOAM C-ULTRAGRIP SE
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.02 8.62 0.032
0.03 10.59 0.032
0.04 14.12 0.032
0.05 17.65 0.034
0.06 21.18 0.034
0.08 28.24 0.035
0.1 35.3 0.035
0.12 48.72 0.036
0.14 56.84 0.037
0.16 64.96 0.037
Poliuretano espanso rigido
Venest Isostif: ISOCAP 8
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.02 7.99 0.028
0.03 10.06 0.028
0.04 12.45 0.028
0.05 14.54 0.028
0.06 16.9 0.028
0.07 20.15 0.028
0.08 22.15 0.026
0.09 24.5 0.026
0.1 27.04 0.026
0.11 30.28 0.026
0.12 32.2 0.025
0.14 37.04 0.025
0.16 41.72 0.025
18Inserire logo o denominazione
del cobeneficiario
Poliuretano espanso rigido
STIFERITE: STIFERITE CLASS SK
Spessore (m) Prezzo (€/mq. IVA esclusa) Conducibilità termica (W/mK)
0.02 8.1 0.028
0.03 10.12 0.028
0.04 12.51 0.028
0.05 14.78 0.028
0.06 17.17 0.028
0.07 19.49 0.028
0.08 21.91 0.026
0.09 24.22 0.026
0.1 26.78 0.026
0.12 31.54 0.025
0.14 36.21 0.025
0.16 43.4 0.025
Lana di legno
CELENIT: CELENIT N
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.015 8.93 0.065
0.02 9.89 0.065
0.025 11.3 0.065
0.03 11.94 0.065
0.035 13.26 0.065
0.04 14.44 0.065
0.05 16.6 0.065
0.075 23.63 0.065
Sughero espanso
BIOTECNO: Corkpan
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.03 17.7 0.04
0.04 23.6 0.04
0.05 29.5 0.04
0.06 35.4 0.04
0.08 47.2 0.04
0.1 59 0.04
0.12 70.8 0.04
0.14 82.6 0.04
0.16 94.4 0.04
Fibre di legno
CELENIT: CELENIT FL/150
Spessore (m) Prezzo (€/mq, IVA esclusa) Conducibilità termica (W/mK)
0.02 5.9 160
0.04 12.01 160
0.06 17.62 160
0.08 23.69 160
0.1 29.82 160
0.12 37.2 160
0.14 43.46 160
0.16 49.59 160
19ACCORDO DI PROGRAMMA MISE-ENEA
3.2 Metodologia di studio dei processi produttivi
Almeno per 2 componenti, tra quelli individuati dalle soluzioni standard poste a matrice, si procederà allo
studio del processo produttivo, inteso nello specifico come trasformazione degli input in output mediante
la seguente metodologia.
Individuazione dei fattori produttivi
Il processo di trasformazione a cui vengono sottoposti gli input segue un ciclo tecnologico che si realizza
mediante l’impiego di fattori produttivi quali il lavoro, i macchinari, l’energia ed il capitale. Tutti questi
fattori saranno analizzati nello specifico per comprenderne l’impiego specifico, la replicabilità, il grado di
integrazione e flessibilità che poi caratterizzerà il processo produttivo stesso.
Classificazione del processo produttivo
La letteratura presenta molteplici modelli di classificazione dei sistemi produttivi [2] [3] [4] [5], alcuni
prendono in considerazione caratteristiche intrinseche del processo di trasformazione come la natura dei
prodotti, altri caratteristiche più esterne, riguardanti ad esempio la gestione dei sistemi in linea con le
esigenze del mercato. In un’ottica di approfondimento scientifico dell’oggetto di studio si è scelto di
classificare il processo produttivo del componente isolante secondo i seguenti driver:
- natura delle trasformazioni, a seconda del tipo di lavorazione a cui sono sottoposti gli input nel
processo di trasformazione si parla di trasformazione chimica, meccanica, elettrica, termica, etc.. la
natura della trasformazione determina in maniera sostanziale le caratteristiche del processo
produttivo;
- complessità di prodotti, intesa come complessità di sistema e non di processo tecnologico,
complessità legata ad esempio al numero di setup, di fasi produttive, di cambio ritmo produttivo, di
interruzioni della produzione etc…. Sulla base della complessità il processo produttivo può essere
organizzato per singola unità di prodotto e/o per famiglie di prodotto o per item di prodotto. La
complessità di prodotto determina fortemente la tipologia di processo anche se rapportata a
prodotti definiti integrali o a moduli, nei primi il processo produttivo una volta avviato deve
giungere al termine in un tempo generalmente prestabilito, per i secondi generalmente si produce
in attesa di una fase finale di assemblaggio più rispondente alla domanda di mercato;
- modalità gestionali, secondo la classificazione di Wortmann i processi produttivi possono essere
divisi secondo il customer decoupling point, ovvero secondo il momento in cui la produzione passa
da essere su previsione ad essere basata sull'ordine dei clienti, sulla base di questa informazione è
possibile classificare i sistemi produttivi in M.T.S. (Make to stock - produzione per il magazzino),
A.T.O. (Assembly to order – produzione su programmazione e assemblaggio sulla base dell'ordine),
M.T.O. (Make to order – produzione sull'ordine), E.T.O. (Engineer to order - progettazione sulla
base dell'ordine). La produzione dei componenti isolanti sarà esaminata quindi anche in funzione
del punto di disaccoppiamento tra domanda prevista e domanda effettiva;
- diagramma tecnologico, sulla base delle caratteristiche del flusso tecnologico di produzione è
possibile fare una ulteriore distinzione tra produzioni per processi e produzione per parti. Le
produzione per processo sono generalmente produzioni irreversibili per cui è impossibile
ricondurre il prodotto alle condizioni iniziali di lavorazione. Le produzioni per parti sono
generalmente quelle manifatturiere che prevedono una fase di produzione di componenti prima e
di assemblaggio poi, è possibile nella maggior parte dei casi riportare il prodotto finito alla
condizione iniziale di singoli componenti. Generalmente il primo tipo di processo viene anche
definito a “ciclo tecnologico obbligato” o processo monolinea il secondo a “ciclo tecnologico non
obbligato” o processi convergenti.
- continuità del processo, sulla base della possibilità di interrompere il processo produttivo si fa una
distinzione degli impianti produttivi in sistemi FLOW Shop, dove il processo è continuo, si svolge in
un unico ciclo si lavorazione e generalmente per una sola varietà di prodotto. Oppure sistemi di
20Puoi anche leggere