Sfruttare la crisi, con il Toyota Production System
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
sistemi di produzione
Sfruttare la crisi, con il Toyota
Production System
Incontro con Yoshihito Wakamatsu
di Rosario Manisera Yoshihito Wakamatsu - 50 anni di Toyota Production System
I n una lunga chiacchierata tenuta di recente nei suoi
uffici di Tokyo, durante l’ultima missione di Considi1 in
Giappone, il guru del Sistema Toyota Yoshihito Waka-
matsu ci ha spiegato il suo pensiero e la certezza che il Tps sia
uno strumento valido per le aziende, e le organizzazioni in
genere, per superare questo periodo di recessione che tocca tutti
i paesi del mondo. Come dopo le sofferenze della fine degli anni
’40 dovute alla mancanza di fondi, o dopo la crisi dovuta alla
liberalizzazione dei capitali in Giappone nel 1965, o dopo la
rigida regolamentazione dei gas di scarico delle auto del 1973,
dopo gli shock petroliferi della prima metà degli anni ’70, dopo Il Tps e la crisi del nostro tempo
lo scoppio della bolla finanziaria degli anni ’90, la Toyota è “È mezzo secolo che ho a che fare con il Sistema di Produ-
diventata sempre più forte, così si prevede che l’opportunità zione Toyota (Tps). Nei primi 25 anni mi sono impegnato
offerta dall’attuale crisi sarà sfruttata dal colosso giapponese per direttamente a diffonderlo e farlo attecchire in Toyota, nel
distanziare ancora di più i suoi concorrenti. Gruppo Toyota e tra i fornitori che noi chiamiamo ‘aziende
Senza pretendere di voler riportare tutto quello che abbiamo collaboratrici’. Nei rimanenti 25 anni ho lavorato in Giap-
ascoltato – rimandiamo a tal proposito al Convegno che si terrà pone e all’estero per aiutare le aziende, del settore automo-
in Confindustria Padova l’8 ottobre 2009, dove Mr. Wakamat- bilistico e non solo, nel rinnovamento della produzione e nel
su, insieme a Considi, terrà una conferenza su “Crisi e Tps” – miglioramento del management, sempre facendo riferimen-
riferiamo in questo articolo il pensiero dello studioso e manager to al Tps.
giapponese sul ruolo che il Tps può svolgere in questo particolare Ciò che ho potuto capire durante questa mia lunga esperien-
periodo e sull’importanza che la formazione del personale riveste za è che il Tps, come pure il kaizen, secondo lo stile Toyo-
nel Gruppo Toyota e può avere in ogni azienda. ta non sono solo degli strumenti o dei metodi che servono a
fabbricare automobili e altri prodotti, ma sono un mezzo per
apportare un cambiamento radicale nel modo di lavorare e
nell’offerta di servizi in tutti i tipi di business”.
Esordisce così il Wakamatsu sensei e poi, come un fiume in
piena, continua a parlarci dei suoi temi preferiti che hanno
arricchito la sua carriera professionale e l’intera sua vita; temi
che noi abbiamo cercato di sintetizzare con la maggiore fe-
deltà possibile.
In Giappone si dice abitualmente che nelle crisi ci sia il seme
della crescita successiva e sembra che Toyota, nonostante
tutto, abbia continuato a progredire, rimanendo fedele alle
1
Società di consulenza direzionale specializzata in Operation & Innovation
Management che da oltre vent’anni collabora con primarie società di consu-
(*) Studioso del mondo giapponese. E-mail: maema@giappone-italia.it lenza giapponesi: www.considi.it
60 - Sistemi&Impresa N.7 - luglio/agosto 2009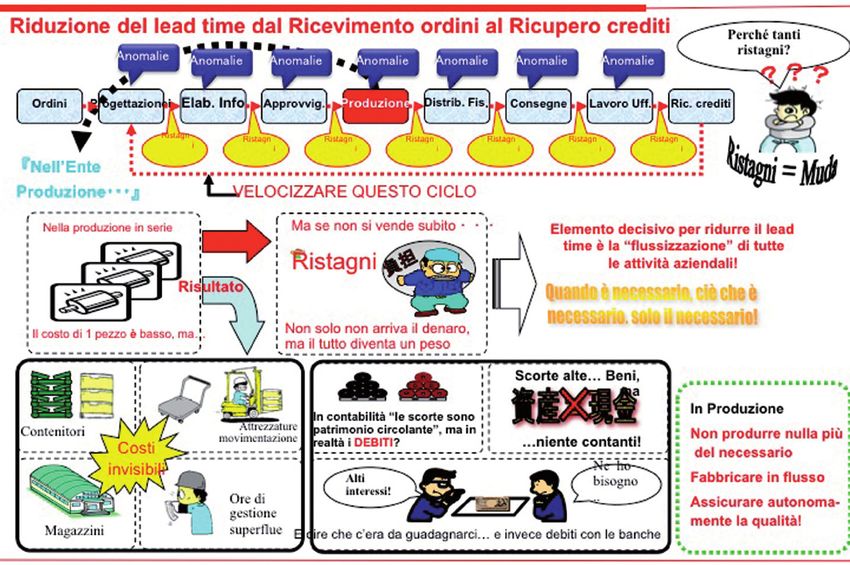
sistemi di produzione
Fig. 1 – Cambiamenti nel business delle aziende suo settore e il riferimento di tutto
il comparto manifatturiero a livello
mondiale.
Ormai, però, la prassi del semplice
impegno a vendere quanto si produ-
ce sembra essere giunta al capolinea.
Lo scoppio della bolla finanziaria
ed economica in America e in Eu-
ropa non permette più di seguire la
strategia dei prezzi elevati, con un
alto margine di guadagno, come
per il passato. Si sente l’esigenza di
un tipo di manufacturing che riesca
a muoversi sincronicamente con il
business, con le vendite e che faccia
della flessibilità uno dei principali
obiettivi strutturali2. Per poter re-
alizzare tutto questo, non sono più
sue attività di kaizen soprattutto durante le crisi. sufficienti dei miglioramenti parziali nelle singole aree azien-
Imprenditori e manager giapponesi sanno fin troppo bene dali, ma è essenziale tendere a un’ottimizzazione totale del
che, se si vuol costruire un’impresa che continui a essere sistema azienda e della sua catena del valore, dai fornitori ai
competitiva, anche se le cose vanno bene bisogna continua- suoi canali distributivi! (Cfr. la fig. 1).
re a impegnarsi nelle attività di kaizen, di miglioramento Dopo il fallimento della Lehman Brothers, dopo quanto è
costante, come pure bisogna pensare a cambiare modello di successo alla General Motors o alla Crysler, il contesto eco-
prodotto proprio quando lo si riesce a vendere bene! In una nomico e il settore del manufacturing sono cambiati com-
crisi profonda e dalle vaste proporzioni come quella che stia- pletamente. Se, però, si mira a un’ottimizzazione globale,
mo attraversando, tuttavia, l’atteggiamento comune degli sistemica e olistica, è necessario dubitare della possibilità
amministratori delle aziende sembra essere quello dell’iner- che i cambiamenti aziendali avvengano all’improvviso. C’è
zia e della ‘inazione’ più assoluta. Si aspetta che l’economia bisogno di tempo per cambiare veramente e per diventare
si risani; si attende che passi la bufera; intanto, però, non si un’azienda eccellente a livello mondiale. Non per nulla, la
prendono iniziative e non si fa nulla. Nel periodo di crescita stessa Toyota ha impiegato più di cinquant’anni per mettere
economica e di prosperità, le aziende manifatturiere di qual- a punto il suo sistema di produzione.
siasi paese si sono date da fare per vendere quanto più possi-
bile. Non si sono preoccupate di migliorare e di prepararsi ad Il Tps
affrontare anche i momenti difficili. Probabilmente non ne Il Toyota Production System-Tps possiede principi e regole
avvertivano l’esigenza: tanto, sembrava tutto dovesse filare ma, di per sé, non ha un manuale che contenga le spiegazioni
sempre liscio. Anche in Giappone, quando era possibile ven- delle tecniche usate e dei metodi applicati. Usando la propria
dere tutto quello che un’impresa produceva, la maggior parte intelligenza, sulla base dei principi enunciati, il personale To-
delle aziende non ha pensato a innovare e a migliorare, ma è yota continua a moltiplicare le iniziative di kaizen adattando-
stata intenta fino allo spasimo a produrre e a esportare. Non le al genba, all’azienda e così ci si avvicina sempre più a quello
è che non continuassero le attività di kaizen, ma si trattava che è il punto di vista del cliente. Grazie alle attività di kaizen
per lo più di kaizen parziali o solo di facciata. La Toyota si si formano “uomini che lavorano usando la loro intelligen-
è mostrata un’eccezione, anche nell’epoca del “se si produce za”, “uomini in grado di apportare miglioramenti”. Le per-
si riesce a vendere”. Ha sempre perseguito la sua filosofia di sone, così cresciute e formate, progrediscono ulteriormente
base, secondo cui “andava prodotto solo quello che si era in insegnando agli altri come fare kaizen e creando così modi di
grado di vendere”. È diventata, così, grazie all’impegno nel realizzare prodotti e di erogare servizi che sono originali, uni-
kaizen quotidiano, l’azienda in grado di scalare i vertici del ci, differenzianti, per soddisfare pienamente i clienti, propri
2
Essere flessibili oggi, e sempre più domani, equivale a riconoscere la completa inaffidabilità che hanno i modelli previsionali dell’andamento della domanda nel
medio periodo; è evidente, quindi, che il tempo di risposta al mercato diventa una variabile critica non solo da monitorare, ma anche da rendere il più possibile
coerente con le aspettative del cliente.
Sistemi&Impresa N.7 - luglio/agosto 2009 - 61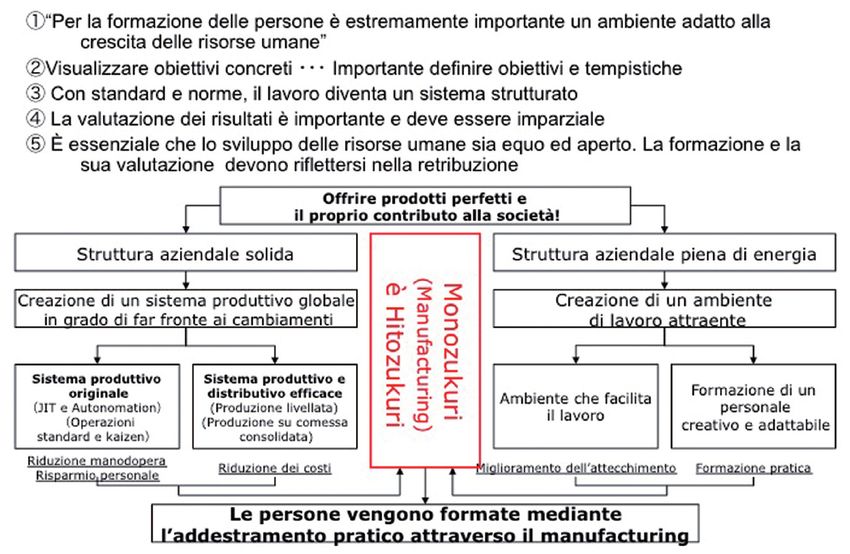
sistemi di produzione
della specifica azienda e della cultura che riesce a esprime- la fig. 2). Bisogna abbandonare, quindi, la mentalità di “ades-
re e a trasmettere. Ecco: secondo Mr. Wakamatsu, il Tps è so si vende e perciò va bene”, oppure “adesso si guadagna e
tutto qua. allora va bene”. Proprio perché si vende, proprio perché si
Se, invece, il Tps desse la precedenza all’azienda invece che al guadagna bisogna tendere a migliorare. E quando, come ai
cliente, non sarebbe difficile da introdurre nei reparti azien- giorni nostri, ci si trova in mezzo a una crisi, non per questo
dali: al top management basterebbe comandare al personale vanno abbandonate le attività di miglioramento; perché una
di far propri i manuali, magari già predisposti, e allo staff di crisi, una recessione, sono un’ottima occasione per creare un
supportare la loro applicazione: il gioco sarebbe fatto! Sicco- divario tra la propria azienda e tutte le altre, puntando senza
me, tuttavia, si tratta di un sistema che tira fuori e utilizza indugi a far crescere la propria ‘cultura’ attraverso le proprie
al massimo livello l’intelligenza e le potenzialità degli esseri risorse umane. Stiamo assistendo a una rapida crescita del
umani, c’è bisogno che coloro che lavorano nel genba cer- manufacturing cinese e degli altri paesi emergenti. E anche in
chino e trovino i problemi in piena autonomia, facciano li- questi paesi le aziende stanno volgendo lo sguardo al metodo
beramente delle proposte, le mettano in pratica a puntino e di produzione della Toyota. Allora, perché le aziende mani-
ne seguano i progressi quotidiani per puntare alla perfezione. fatturiere dei paesi avanzati possano sopravvivere e prospera-
Per questo motivo introdurre e far radicare il sistema Toyo- re, perché non soccombano di fronte alla competitività delle
ta in azienda non è sempre semplice, anche se sicuramente nuove realtà produttive dell’Asia continentale, è necessario
è possibile, vista la testimonianza di tante imprese che in un impegno costante per avere un manufacturing ideale. E il
Giappone e all’estero lo hanno adottato e ne hanno tratto dei Tps può risultare, a questo scopo, uno strumento efficace.
vantaggi.
Kaizen e Kaikaku
Il futuro del manufacturing nei paesi avanzati Il contesto attuale del management aziendale, proprio a cau-
Il manufacturing non può ignorare la ragione ultima del suo sa della crisi in atto, è attraversato da forti perturbamenti e in
essere: la soddisfazione del cliente. Il manufacturing, secondo molte aziende sono state messe in opera molte azioni inno-
il Tps, deve essere continuamente collegato alle richieste che vative non solo per sopravvivere, ma anche per crescere ul-
provengono dai clienti e ai clienti deve essere continuamente teriormente. Sono stati utilizzati molti nuovi strumenti che,
orientato. “Deve imparare non solo a lavorare per il cliente, almeno in parte, possono aver ottenuto dei buoni risultati;
ma anche a pensare con il cliente”. In un certo senso deve es- ma molte volte ci si è fermati all’applicazione della mera tec-
sere sincronizzato e integrato con i clienti e con il mercato in nica e ad aspetti superficiali. Si tratta, in realtà, di kaizen (mi-
generale. Le aziende che realizzano questa integrazione sono glioramento) e kaikaku (rinnovamento) transitori, di natura
le aziende che continueranno a essere sostenute dai consuma- temporanea, i cui risultati non sono risolutivi e danno ben
tori e potranno guardare con serenità al proprio futuro (Cfr. poca soddisfazione, avendo perso la dimensione della conti-
nuità. Se però tutto finisce con
Fig. 2 – Concetti fondamentali del TPS (Sincronizzazione Vendite – Produzione) “ottimizzazioni parziali e sen-
za un profondo cambiamento
culturale”, allora, pur essen-
doci kaizen e riduzione degli
sprechi (muda), non si arriverà
alla leadership, a capovolgere
situazioni difficili come quelle
che stiamo vivendo e a indi-
viduare e raggiungere i nuovi
target prestazionali che i clienti
chiedono. L’innovazione vera
delle aziende ha il suo punto
di partenza nel rinnovamento
del manufacturing e nell’otti-
mizzazione globale e sistemica
delle imprese, che deve avere
come base una continuità pro-
prio nel kaikaku, nella tensio-
ne verso l’innovazione in ogni
62 - Sistemi&Impresa N.7 - luglio/agosto 2009
sistemi di produzione
Fig. 3 – Sistemi produttivi diversi (Caratteristiche del sistema Toyota)
Yoshihito Wakamatsu
Yoshihito Wakamatsu è nato nella Prefettura di Mi-
yagi nel 1937 e, dopo essersi occupato di costi, pro-
duzione, acquisti e attività commerciali nella Toyota
Motor Corporation, direttamente alle dipendenze di
Taiichi Ōno si è dedicato all’applicazione, al miglio-
ramento e alla diffusione del Sistema di Produzione
Toyota. Dopo la profonda e lunga esperienza in To-
yota, dal 1984 è impegnato con l’azienda di consulen-
za che ha fondato e di cui è Chairman – la Culman
– a introdurre il Toyota Production System (Tps) in
Giappone e all’estero in aziende appartenenti a mol-
teplici settori. Ha scritto più di 60 volumi, per lo più
relativi al Toyota Production System e largamente
tradotti nelle lingue dell’Asia orientale.
area aziendale e in ogni processo. Qui sta la differenza
tra l’approccio occidentale e la filosofia Toyota che per- comprende anche la parte soft) e tendere alla forma-
segue un’ottimizzazione globale, in contrapposizione a zione di un’impresa che risulti unica (Only One);
tutto ciò che è semplicemente miglioramento parziale 3. Concretizzare, con le attività di kaizen, la formazione
spacciato per impegno costante verso la perfezione (Cfr. del personale e un ambiente lavorativo dove si opera
la fig. 3). per migliorare continuamente. Si contribuisce così a
Per essere veramente tali, kaizen e kaikaku, secondo lo costruire una base manageriale e operativa granitica,
stile Toyota, devono perseguire i seguenti obiettivi: e flessibile nello stesso tempo, che governi il cambia-
1. Creare un sistema sostenibile, con “costi bassi, ele- mento complessivo.
vata qualità e tempi brevi di consegna”, mediante la
distruzione della mentalità tradizionale, propria di chi La formazione
persegue ottimizzazioni ed efficienze parziali; inoltre, Se il manufacturing (monozukuri) equivale a hitozukuri –
attuare una revisione radicale dei processi produttivi e cioè formazione/fabbricazione/creazione dell’uomo, da
mettere in atto attività kaizen di carattere globale; cui solo può derivare una produzione che abbia valore e
2. Creare un sistema globale, originale dell’azienda (che senso – si può affermare con altrettanta sicurezza che la
finalità della formazione è proprio l’hitozukuri e, giacché
si tratta di uomini, c’è bisogno di
Fig.4 – Formazione alla maniera (1)
tempo, di fatica e di perseveranza.
Formare un lavoratore non vuol
dire imporgli di seguire delle istru-
zioni contenute in un manuale e, in
caso non le segua, abbandonarlo
a se stesso. Bisogna coinvolgere e
attivare tutte le sue facoltà, tenen-
do conto dello stato d’animo di chi
insegna direttamente nel genba – e
spesso si tratta di manager – come
pure delle reazioni psicologiche di
chi impara – e spesso sono lavora-
tori di prima linea.
Dal momento che la formazione
ha a che fare con esseri umani, c’è
bisogno di estrema delicatezza e di
energica determinazione.
Sistemi&Impresa N.7 - luglio/agosto 2009 - 63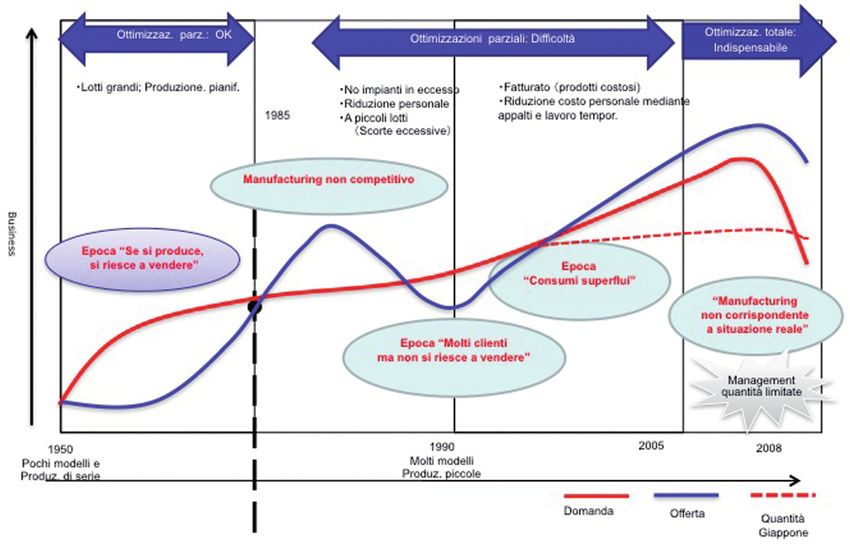
sistemi di produzione
Fig. 5 – Formazione alla maniera Toyota (2) a fianco nell’implementazione
Immagine Risorse Umane desiderate
del Tps. Un giorno Ōno, il pa-
dre del Tps di cui sono rima-
sti famosi alcuni modo rudi di
trattare le persone, esce lette-
ralmente dai gangheri inveendo
contro un caposezione. Questi
aveva ricevuto delle istruzioni
di lavoro e seduta stante aveva
risposto che lui e i suoi colla-
boratori non erano in grado di
eseguirle. Ōno diventa fiamme
e fuoco e la ragione della sua ira
non dipende dal rifiuto del ca-
posezione a seguire delle diret-
tive, ma dal fatto che, con la sua
espressione “non siamo in gra-
Taiichi Ōno do”, aveva mostrato di non avere fiducia nell’intelli-
Formazione è anzitutto credere nelle potenzialità delle genza dei suoi subalterni. E terribili sono le parole con
persone. Mr. Wakamatsu riporta un episodio che vede cui Ōno l’apostrofa: “Senti, tu hai un sacco di operai
protagonista Taiichi Ōno, giunto a essere Vice Presi- alle tue dipendenze ma non capisci niente delle poten-
dent della Toyota e con cui aveva collaborato fianco zialità e dell’intelligenza che gli esseri umani possono
A proposito di crisi e di opportunità
di Fabio Cappellozza (A.D. di Considi)
Da molti anni lavoro a fianco delle piccole e medie imprese, accompagnandole nei percorsi di cambiamento che decidono di intrapren-
dere per aumentare la propria competitività attraverso l’incremento dell’efficienza, il miglioramento del livello di servizio al cliente, la
revisione dell’organizzazione. Ho visto quindi, per il fatto stesso che entro in un’azienda quando essa ha un problema da risolvere o una
sfida da affrontare, molte realtà aziendali attraversare momenti critici, di forte tensione, di difficoltà interne o di mercato. Ma non ho mai
visto una situazione come quella odierna: siamo nel mezzo di una vera crisi strutturale, di carattere globale. In questi ultimi mesi molto
si è detto sulla situazione economica e industriale del nostro paese e del mondo intero, nel tentativo di spiegare e interpretare quello che
sta accadendo. Una delle rappresentazioni che più ci aiutano a comprendere la gravità di questa crisi l’ho colta in due grafici presentati
dal prof Vaciago in occasione dell’Assemblea generale di Confindustria a Padova, il 6 luglio scorso. Da questi grafici è evidente una forte
somiglianza nell’andamento delle due curve, che sembra adombrare un’elevata correlazione tra i due fenomeni che vi sono rappresentati
(soprattutto nella modalità e nella rapidità del calo dopo il 2007). Eppure, i due fenomeni in questione sono apparentemente svincolati
l’uno dall’altro: una curva evidenzia l’andamento dei prezzi degli immobili negli Usa e l’altra la produzione totale mondiale. Ma allora
cosa collega questi due macro-indici tra i quali non ci dovrebbe essere nessuna reale correlazione? È la contemporanea “perdita di fiducia
nel mercato” di 6 miliardi di persone, generatasi dopo il default della Lehman Brothers. È questa infatti, a parer mio, e non solo, la prin-
cipale causa della gravità e della portata di questo crisi, che ha provocato una repentina caduta del Pil a livello mondiale; caduta che non è
solo dovuta a una variazione di prezzo di una categoria di beni o servizi, ma si è manifestata anche con una generale caduta dei volumi in
termini di quantità di merce scambiata, di tonnellate prodotte. Si tratta di variabili che solitamente hanno andamenti molto meno ripidi
e senza grosse discontinuità e che oggi si presentano invece con andamenti quasi verticali. Possiamo dire di trovarci quindi tutti in situa-
zione assolutamente nuova, di estrema fluidità. I modelli competitivi tipici dei diversi settori merceologici sono ormai vecchi e obsoleti;
le rendite di posizione, di dimensioni ecc. stanno assumendo un diverso peso relativo tra di loro e probabilmente stanno per emergere
nuovi valori e nuovi parametri. Oggi potrebbe essere assolutamente irrilevante e dannoso basarsi su una qualunque forma di previsione,
sia pessimista sia ottimista; è invece decisamente consigliabile lavorare su due ambiti pragmaticamente semplici da individuare, con oriz-
zonte temporale differente. Da una parte, con un orizzonte a breve, conviene porre tutta l’attenzione nel recuperare quanta più efficienza
possibile, proprio eliminando i muda per il cliente, e quindi applicando gli elementi di base del Toyota Production System che è all’origine
del Lean Thinking. Dall’altra parte, invece, con un orizzonte a medio termine, è necessario riutilizzare le riserve e i nuovi recuperi per
64 - Sistemi&Impresa N.7 - luglio/agosto 2009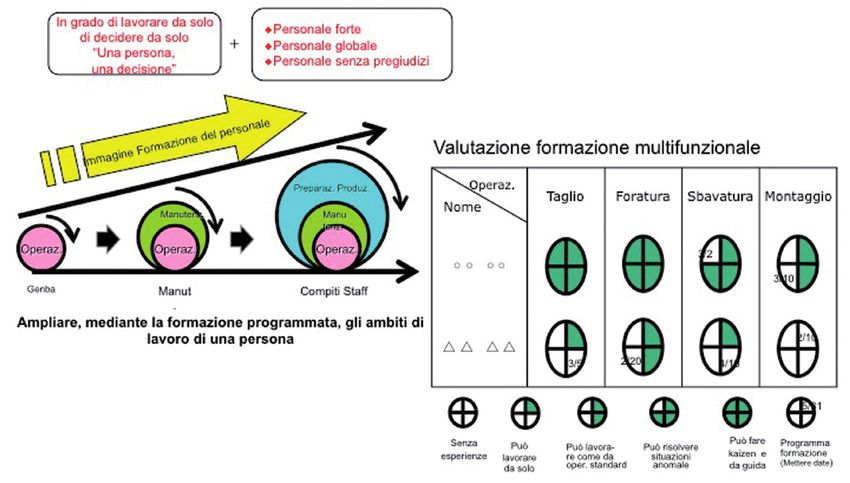
sistemi di produzione
esprimere quando si mettono seriamente a fare qual- Taiichi Ōno, del cui metodo d’insegnamento Waka-
cosa. Che cavolo significa ‘non siamo in grado di ese- matsu parla con ammirazione. Ōno si recava spesso
guirle’, quando non hai nemmeno tentato di tirar fuori nel genba e guidava le persone, soprattutto i giovani,
l’intelligenza dai tuoi collaboratori?”. rivolgendo loro prima di tutto delle domande: per-
Proprio la fede nell’intelligenza dell’uomo ha dato ché si fa in questo modo? Perché è avvenuto questo?
forma al Tps. Abitualmente si dice che alla base del si- Quasi un approccio maieutico. E per tirare fuori il
stema Toyota ci siano due pilastri importanti, il Just in senno, l’intelligenza dalle persone, usava alcuni stra-
time e l’Autonomation; ma in realtà, come fondamento tagemmi:
di questi pilastri sussiste l’intelligenza dell’uomo. Se- 1. Creava apposta delle situazioni di cui non si poteva
condo il Tps non ci sono limiti all’intelligenza e alla essere soddisfatti;
saggezza dell’uomo. È con la fiducia in queste qualità 2. Dava dei compiti ardui da svolgere, o poneva pro-
che si educano e si sviluppano le capacità, le compe- blemi difficili da risolvere;
tenze, la sagacia, l’intuito, il senno dei propri collabo- 3. Faceva osservare a lungo e con calma un luogo o
ratori. Se si formano delle persone in questa maniera, una circostanza in cui, a prima vista, sembrava non
coinvolgendo la loro intelligenza, queste a loro volta esistesse alcun problema, allo scopo di trovarvi del-
formeranno ed educheranno altre persone allo stesso le criticità latenti.
modo, dando inizio a un giro vorticoso di kaizen che La sua convinzione era che se le persone non si fosse-
va sotto il nome di Yukidaruma, la ‘palla di neve’ che, ro trovate in difficoltà, non sarebbero riuscite a usare
una volta ricevuta la spinta iniziale, comincia a rotola- bene la loro intelligenza. Per questo motivo affermava
re senza più fermarsi. che i superiori o manager abbiano il compito di porre
Questo genere di formazione, che ha radici profonde ostacoli, di creare apposta delle situazioni difficili per
in Toyota, vede la sua personificazione nello stesso i loro collaboratori.
progettare il nuovo prodotto/servizio, nel tentativo di ricercare il proprio oceano blu, nel quale il cliente si sente appagato. Non conoscia-
mo oggi quali siano tutte le mosse giuste da fare. Sicuramente, però, rimanere fermi nelle condizioni attuali è l’ultima cosa da scegliere
perché, in una tale situazione, la selezione e l’evoluzione di darwiniana memoria pongono le basi su cui si svilupperanno i nuovi vincitori
di domani. Proprio in questi casi, un ronzino di oggi… potrebbe diventare un vero puro sangue domani. Forse le parole di Albert En-
stein (1879-1955), riportate di seguito dovrebbero farci riflettere e agire: “Non pretendiamo che le cose cambino se continuiamo a farle
nello stesso modo. La crisi è la miglior cosa che possa accadere a persone e interi paesi perché è proprio la crisi a portare il progresso. La
creatività nasce dall’ansia, come il giorno nasce dalla notte oscura. È nella crisi che nascono l’inventiva, le scoperte e le grandi strategie.
Chi supera la crisi supera se stesso senza essere superato. Chi attribuisce le sue sconfitte e i suoi errori alla crisi, violenta il proprio talento
e rispetta più i problemi che le soluzioni.
La vera crisi è la crisi dell’incompetenza.
Lo sbaglio delle persone e dei paesi è la
pigrizia nel trovare soluzioni. Senza crisi
non ci sono sfide, senza sfide la vita è rou-
tine, una lenta agonia. Senza crisi non ci
sono meriti. È nella crisi che il meglio di
ognuno di noi affiora perché senza crisi
qualsiasi vento è una carezza. Parlare di
crisi è creare movimento; adagiarsi su di
essa vuol dire esaltare il conformismo. In-
vece di questo, lavoriamo duro! L’unica
crisi minacciosa è la tragedia di non voler
lottare per superarla”.
Albert Einstein
(da Come io vedo il mondo, 1931).
Sistemi&Impresa N.7 - luglio/agosto 2009 - 65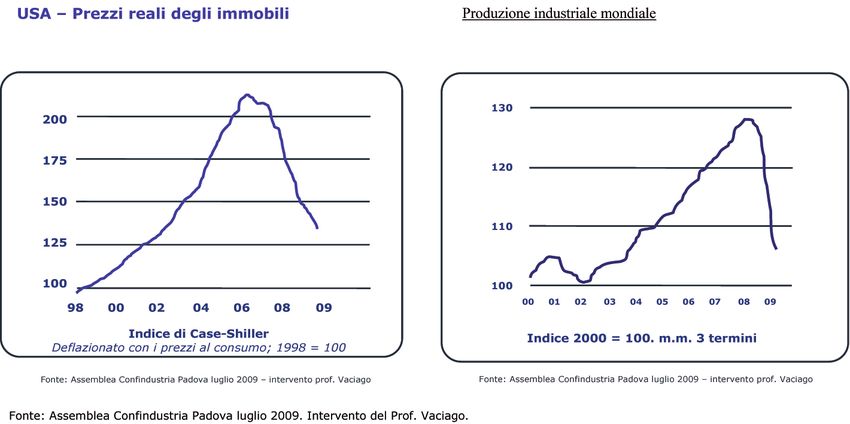
sistemi di produzione
Hitotsukuri
La figura 4 illustra il rapporto tra monozukuri e hi-
tozukuri, l’interrelazione tra formazione e attività di
Il sistema Toyota per le
kaizen allo scopo di avere un manufacturing ottimale. Pmi: una risposta alla crisi?
Ciò che è peculiare del sistema formativo Toyota è che
le attività di kaizen aiutano a formare una persona in
senso più completo e, viceversa, una persona formata Il meeting, organizzato da Confindustria Padova e
adeguatamente diventa il motore di attività di kaizen. dall’azienda di consulenza Considi, avrà un ospite
È mediante questo circolo virtuoso, questa crescita d’eccezione – Yoshihito Wakamatsu – da 50 anni
alfiere del Sistema di Produzione Toyota (Tps), uno
continua, con il kaizen che supporta la formazione e degli ultimi discepoli di Taiichi Ōno e, con oltre 60 ope-
viceversa, che le persone operanti nel genba gradual- re scritte, massimo esperto mondiale del modello che
mente arrivano a possedere più competenze, in grado ha dato vita al Lean Thinking. La sua testimonianza
di svolgere più compiti e ricoprire ruoli sempre più sarà una prova di come le crisi possono trasformarsi
complessi (fig. 5). in preziose occasioni di rinnovamento e di crescita.
Introdurranno il tema i professori universitari: Al-
berto Felice De Toni (Università di Udine), Roberto
Per concludere Filippini (Università di Padova), Roberto Panizzolo
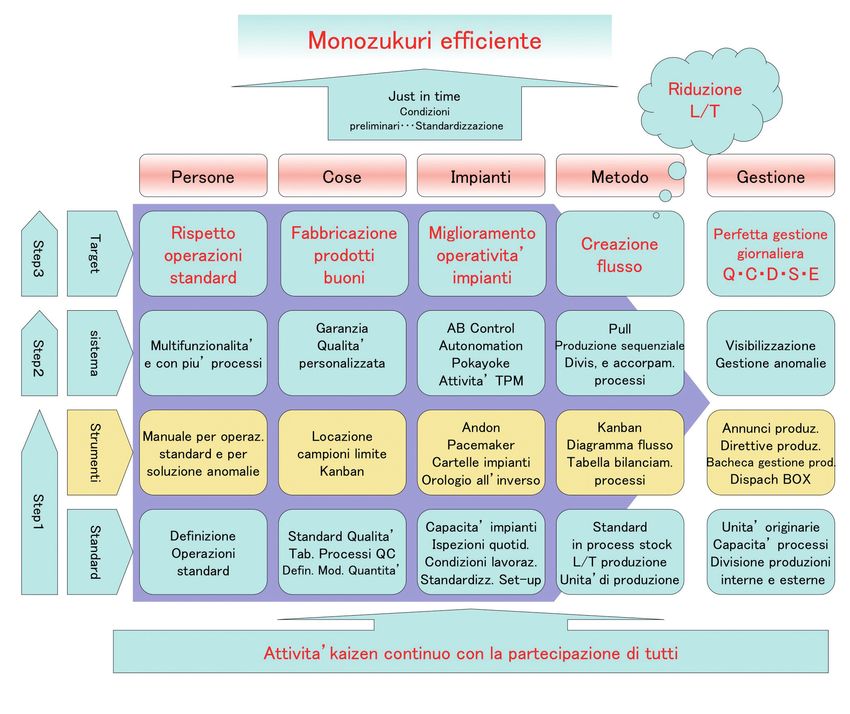
Per creare un sistema di manufacturing ottimale e di (Università di Padova).
conseguenza un genba – l’ambiente concreto di lavoro Il meeting, gratuito e aperto a tutti, avrà luogo
– forte, c’è bisogno anzitutto di uno stretto collega- giovedì 8 ottobre 2009, alle ore 16:00 presso il
mento tra produzione e vendite. Il sistema produttivo, Centro Congressi “Papa Luciani”, via Forcelli-
ni 170/A, Padova.
inoltre, deve essere configurato in modo da permettere
una riduzione continua dei costi, assicurare un livello
di qualità elevato, con un lead time breve e tempi di
consegna ridotti e garantiti, senza aggravare l’impatto totale e una formazione più che adeguata delle risorse
ambientale dell’azienda, mettendo al primo posto la umane, mediante le opportune attività di miglioramento
sicurezza dei dipendenti e della società. Questo siste- (cfr. fig. 6).
ma produttivo deve avere di mira un’ottimizzazione L’epoca di crisi e di sconvolgimenti profondi a livello
mondiale che stiamo attra-
Fig. 6 – Creazione di un sistema produttivo degno di questo nome (Monozukuri) versando non deve paraliz-
zare le nostre attività. Fer-
marsi ha lo stesso significato
di indietreggiare, e questo
vale per le aziende come per
l’individuo. Se ogni giorno
non si continua a cambiare e
a cambiarsi, si perde la pro-
pria forza competitiva. Non
si tratta di fare cose eroiche,
almeno non abitualmente.
Semplicemente – secondo
le parole conclusive di Wa-
kamatsu sensei – non biso-
gna chiudere gli occhi sui
problemi che circondano la
nostra vita di ogni giorno,
in fabbrica come a casa, su
stanchezze e inconvenienti
sempre in agguato. Tutto
può diventare occasione
preziosa e spunto per mi-
gliorare e rinnovarsi.
66 - Sistemi&Impresa N.7 - luglio/agosto 2009Puoi anche leggere