Scaffalature per Sistema Drive-In
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Scaffalature per Sistema Drive-In

2

SISTEMA DRIVE-IN
Il sistema drive-in è stato progettato per immagazzi-
nare prodotti omogenei, con un gran numero di pal-
let per articolo. È il sistema che permette il massimo
utilizzo dello spazio disponibile, sia in superficie sia
in altezza.
Questo impianto è composto da una scaffalatura
che forma una serie di tunnel interni di carico, con
binari di appoggio per i pallet. I carrelli entrano in
questi tunnel interni con il carico elevato al di sopra
del livello in cui va depositato.
Ogni tunnel di carico è dotato, su entrambi i lati, di
binari di appoggio disposti a diversi livelli, sui quali si
depositano i pallet. La grande resistenza dei mate-
riali che costituiscono questo tipo di scaffalature
consente l'immagazzinaggio di carichi molto
pesanti.
Magazzino con
scaffalature drive-in.
3
Caratteristiche generali
Generalmente, il sistema drive-in ammette tanti tipi di articoli quanti sono i tunnel di
carico esistenti. La quantità di pallet dipenderà dalla profondità e dall'altezza dei
tunnel di carico. È consigliabile che tutti i prodotti immagazzinati in un tunnel di carico
siano dello stesso articolo, per evitare movimentazioni non necessarie dei pallet. La
profondità di ogni tunnel dipenderà dal numero di pallet per articolo, dallo spazio da
occupare e dal tempo di immagazzinaggio.
La capacità d’immagazzinaggio del sistema drive-in è superiore a quella del portapa-
llet convenzionale, come illustrato nei disegni seguenti. Tali disegni presentano uno
stesso locale con tre distribuzioni differenti e capacità diversa.
Superficie totale destinata all'immagazzinaggio: 858 m2
1.100
Capacità: 306 pallet per livello
3.000
2.400
28.000 mm
Distribuzione convenzionale
30.660 mm
Superficie totale destinata all'immagazzinaggio: 855 m2
Capacità: 522 pallet per livello
5.900
3.000
28.000 mm
10.100
Distribuzione drive-in
30.561 mm
4
SISTEMA DRIVE-IN
In un magazzino è abituale combinare scaffalature portapallet convenzionali e scaffa-
lature drive-in, utilizzando il sistema drive-in per i prodotti ad alta rotazione.
Capacità: 383 pallet per livello
(200 pallet con sistema drive-in e 183 con portapallet)
4.200
4.200
3.000
28.000 mm
3.050
1.100
2.400
3.050
30.561 mm
1.100
5
Gestione del carico in scaffalature drive-in
Drive-in
È il modo più abituale di gestire il
carico nel sistema drive-in. Le
scaffalature fungono da magaz-
A
zino di deposito. Dispongono di B Ordine di CARICO:
una sola corsia di accesso, dove il A, B, C, D
C
carico e lo scarico vengono ese- Ordine di SCARICO:
guiti in ordine inverso. D D, C, B, A
Sistema LIFO
(Last in-First out):
l'ultimo carico a entrare
è il primo a uscire.
Drive-through
In questo caso, il carico viene
gestito utilizzando le scaffalature
come magazzino distributore,
con due accessi al carico, uno su
A
ciascun lato della scaffalatura.
Ordine di CARICO:
Questo sistema permette di B
A,B,C,D
regolare le differenze di produ-
C Ordine di SCARICO:
zione, per esempio tra fabbrica-
A,B,C,D
zione e spedizione, tra produzio- D Sistema FIFO
ne fase 1 e fase 2, oppure tra pro- (First in-First out):
il primo carico a entra-
duzione e baie di carico. re è il primo a uscire.
6
SISTEMA DRIVE-IN
7
Concetti basilari
Carrelli elevatori
I carrelli elevatori entrano nei tunnel di immagazzi-
naggio con il carico elevato al disopra del livello in A
A’
cui va depositato. I carrelli utilizzati nel sistema
drive-in sono quelli contrappesati e quelli retrattili.
C
B
B’
A differenza del sistema a portapallet convenziona-
le, i pallet devono essere movimentati in senso
perpendicolare rispetto alle loro traversine. Nelle
scaffalature drive-in, il carrello deposita il pallet
collocando traversine sui binari di appoggio. Lo
SI
sforzo a cui sono sottoposte le traversine è molto
elevato, quindi i pallet adoperati devono essere in
ottime condizioni.
Nei grafici seguenti si indica il modo corretto di
collocarli (figura 1).
I pallet si possono collocare in senso contrario solo
se la loro resistenza e la loro rigidità lo permettono,
e in funzione del peso della merce.
Se la merce sporge dal pallet, le quote A e B (dimen- NO
sioni del pallet) possono essere diverse da A' e B'
(dimensioni della merce), cosa che influisce sulle
dimensioni delle scaffalature e dei supporti, come
indicato nelle pagine delle tolleranze.
Figura 1
8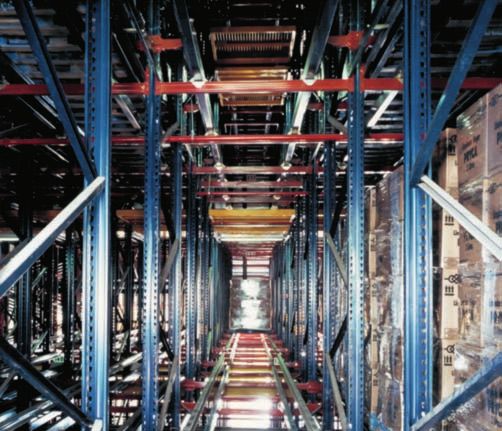
SISTEMA DRIVE-IN
B
E
W
D
Y
Z
C
75 mm A X
Figura 2
I carrelli circolano all'interno dei tunnel di immagazzinaggio, quindi è necessario calcolare i margi-
ni necessari affinché possano lavorare in sicurezza. Vi sono delle misure di cui bisogna tenere con-
to in fase di progettazione dell'impianto:
A. Larghezza totale del carrello. È necessaria una tolleranza su ogni lato del carrello di almeno
75 mm fino agli elementi verticali della scaffalatura. La quota X, distanza tra i montanti, de-
ve tenerne conto.
B. Struttura di protezione del lavoratore. È necessaria una tolleranza minima di 50 mm fino ai
binari di appoggio (quota Y).
C y D. Altezza della base e della protezione del carrello. Devono superare di un certo margine la
quota Z e la quota Y.
E. Altezza massima di sollevamento. Deve essere superiore alla quota W di almeno 200 mm.
9
Principi di calcolo
Norme e raccomandazioni
Sul mercato vi sono varie norme e raccomandazioni che, pur non essendo obbligato-
rie in quanto non si riferiscono specificamente a questo tipo di strutture, in alcuni dei
loro articoli contengono criteri e direttive utilizzati da Mecalux per realizzare i calcoli
delle scaffalature drive-in.
NBE-EA-95. Estructuras de acero en edificación
F.E.M. Documento 10.2.07 (Bozza)
RAL-RG 614/2. Lager und Betriebseinrichtungen Gütesicherung (Germania)
S.I.M.MA. Syndicat des Industries de Matériels de Manutention (Francia)
S.E.M.A. Storage Equipment Manufacturer Association (Gran Bretagna)
Criteri di calcolo
Mecalux realizza i calcoli delle scaffalature drive-in
in base alle direttive contenute nelle norme e a diret-
tive precedenti. Queste direttive vengono applicate
specificamente al calcolo di:
1. Forze orizzontali dovute a eventuali imperfezioni
di fabbricazione e di montaggio. P P
2. Spinte del carrello elevatore.
3. Deformazione massima dei montanti. P/200 P/200
4. Appoggio minimo dei pallet.
5. Freccia massima dei binari di appoggio dei pallet.
6. Coefficienti di sicurezza.
1. Forze orizzontali 35 kg
Oltre ai carichi verticali generati dai pallet, nel calco-
lo bisogna considerare l'effetto di un sistema di P P
forze orizzontali applicate su ciascun supporto e di
valore P/200 (dove P è il valore del carico per suppor- P/200 P/200
to generato dai pallet immagazzinati) (figura 1).
Queste forze comprendono le eventuali imperfezio-
ni di fabbricazione e di montaggio.
Figura 1. Forze prese in considerazione nel calcolo.
10SISTEMA DRIVE-IN
2. Spinte del carrello
Nel calcolo si tiene conto, ai sensi delle norme e
delle raccomandazioni, di una spinta di valore 35 kg
prodotta dal carrello elevatore e applicata nel punto
più sfavorevole (figura 1).
3. Deformazione massima dei montanti
Nel calcolo si considera che la deformazione massi-
ma dei montanti, quando si applicano le forze e le
reazioni dei carichi verticali e orizzontali, non deve
superare i 25 mm (figura 2).
Il fatto che il carico possa sporgere dal pallet condi-
ziona enormemente le dimensioni e la lunghezza
dei supporti, e di conseguenza il calcolo del mon-
tante. Quanto più è lungo il supporto, maggiori 25 mm
sono gli sforzi che si generano sul montante, quindi
i profilati utilizzati dovranno essere ulteriormente
rinforzati.
4. Appoggio minimo dei pallet
Come norma di sicurezza, si considera che quando
il pallet è spostato completamente verso un lato
deve poggiare sul lato opposto per almeno 30 mm
(figura 3).
Figura 2. Deformazioni nel montante.
Appoggio minimo
30 mm
Pallet centrato Pallet spostato di lato
Figura 3
11Principi di calcolo
5. Freccia massima dei binari
di appoggio dei pallet
La freccia o deformazione massima del binario di
appoggio dei pallet è limitata alla distanza tra ap-
poggi/200. Trattandosi di profilati aperti e di forme
non simmetriche, il calcolo dei binari viene effettua-
to mediante programmi di calcolo ad elementi finiti
(figura 4).
6. Coefficienti di sicurezza
Come coefficienti di maggiorazione dei carichi si
impiegano i valori 1, 1,33 o 1,50, in funzione della
Figura 4. Esempio di test di binario per sistema drive-in.
combinazione di carichi da verificare. I risultati defini-
ranno il tipo di montante e di supporto da utilizzare.
12SISTEMA DRIVE-IN
13Principi di calcolo
Stabilità delle scaffalature
La stabilità delle scaffalature deve essere garantita
sia trasversalmente, sia longitudinalmente. Il piano
trasversale è quello che comprende le spalle, e il pia-
no longitudinale è quello perpendicolare ai tunnel
di immagazzinaggio (figure 5 e 6).
Stabilità trasversale
La stabilità è assicurata dalla rigidità delle spalle e
delle diagonali, e dal fatto che questi elementi siano
uniti insieme dai binari di appoggio.
Stabilità longitudinale
La stabilità è garantita dai seguenti elementi:
- Gli ancoraggi delle spalle (2 per piede).
- Un sistema di controventature orizzontali ubicate
nel piano superiore, la cui funzione è quella di
renderlo indeformabile.
- I correnti di unione superiori.
- Un gruppo di controventature verticali situate
nella parte posteriore delle scaffalature (nel siste-
ma Drive-in) e che trasmettono gli sforzi diretta- 1
mente al suolo.
Longitudinale
1) Correnti di unione
superiori 2
2) Controventature orizzontali
3) Controventature verticali 4
4) Spalla
Trasversale
Figura 5. Stabilità delle scaffalature
nel sistema drive-in.
3
14SISTEMA DRIVE-IN
- Quando i carichi depositati nelle scaffalature sono
gestiti con il metodo Drive-through, cioè quando il
1
carico viene inserito da una parte ed estratto da
2
quello opposto, si collocano ugualmente le con-
troventature orizzontali mentre quelle verticali sono
sostituite da strutture di irrigidimento (figura 6).
4
1) Correnti di unione
superiori
3
2) Controventature orizzontali
3) Tunnel di irrigidimento verticale
4) Spalla
Figura 6. Stabilità delle scaffalature nel
sistema drive-through.
15Principi di calcolo
Calcolo dei montanti
Il montante è l'elemento principale delle scaffalature drive-in, e quindi il calcolo che lo
riguarda deve essere molto rigoroso. A differenza di altri sistemi di immagazzinaggio,
in questo tipo di scaffalature il montante è sottoposto a forze non solo di compressio-
ne, ma anche di flessione, perciò è necessario dotare il montante dell'inerzia necessaria.
Mecalux dispone di un potente programma informatico che studia i diversi tipi di cari-
chi e di forze che agiscono sull'impianto e calcola tutte le possibili combinazioni di
carico, ottenendo l'ipotesi più sfavorevole relativamente alla tensione e alla deforma- Figura 7. Combinazione del carico nel
zione (figura 7). calcolo del montante.
100 % Q ==> STABILITÀ GLOBALE CON CARICO DISCONTINUO
I montanti utilizzati come risultato di tali calcoli sono stati progettati con geometrie spe-
cifiche per ogni tipo di impianto, e soddisfano tutte le necessità di immagazzinaggio in
funzione dell'altezza, del carico e della distribuzione dell'impianto stesso (figura 8).
Figura 8. Montanti adoperati.
NUMERO NUMERO DI COMBINAZIONI
DI LIVELLI CALCOLATE A10
DI CARICO (senza contare il suolo) 80 101 122 160
1 5
124
69
69
69
2 29
80
3 185
4 1.241 102
80,5 101 122 162
5 8.525
6 59.189
16SISTEMA DRIVE-IN
17Componenti
8 7
Elementi principali 2
delle scaffalature
drive-in
1) Spalla
2) Corrente drive-in
3) Mensola
4) Binario GP-4
5) Binario C
6) Piede montante
7) Tiranti superiori
8) Tiranti posteriori
9) Invito guida
10) Binario guida
11) Piastre di livellamento
12) Ancoraggi
1
Spalle
Formate da due montanti 11
con le diagonali, i piedi e gli
accessori corrispondenti. 12
Sono forate ogni 50 mm per
potervi inserire i correnti e i
supporti. La profondità della
spalla è determinata dalle
dimensioni del tunnel di 6
immagazzinaggio, dall'altezza,
dalle dimensioni e dal peso
dei pallet.
Piede montante
Fa parte della spalla. Preparato per
due ancoraggi e piastre di
livellamento.
18SISTEMA DRIVE-IN
5
Binario C
Profilato di lamiera d'acciaio a C, alto
100 mm, per l'appoggio dei pallet senza
centratura. Si adopera quando i carichi
sporgono dai pallet, e viene appoggiato e
unito ai montanti per mezzo delle mensole C.
10
Binari guida e puntali
Facilitano le manovre dei carrelli in fase di
spostamento e riducono la possibilità di danni
accidentali.
8
3
10
9
Gruppo tiranti
4 Binario GP-4
In funzione della distribuzione, si installano
tiranti in due tunnel contigui per
Profilato di appoggio per pallet garantirne la stabilità. I tiranti orizzontali
in lamiera di acciaio zincato, a superiori devono coincidere con quelli
forma triangolare, che verticali posteriori, poiché questi ultimi
permette la centratura dei sono quelli che trasmettono gli sforzi al
pallet con una perdita minima suolo. Il numero di tunnel con tiranti
di spazio (50 mm). I profilati si dipenderà dagli sforzi generati. Questi
appoggiano e si uniscono ai ultimi sono associati al peso del carico,
montanti per mezzo di all'altezza dell'impianto, al numero dei
mensole GP-4. livelli e alla profondità della scaffalatura.
19Tolleranze
Sistema costruttivo con binario GP-4
Il binario GP-4 è quello più adatto quando tutti i pa-
76 mm
llet da immagazzinare hanno le stesse dimensioni,
poiché permette di centrarli e di evitare che la mer-
126 mm
ce urti contro la struttura laterale delle scaffalature.
La forma triangolare del supporto GP-4 gli conferis-
ce una grande capacità di carico con una perdita in
50 mm
altezza di soli 50 mm (la parte del profilato che ri-
mane sotto il pallet): ciò consente di ridurre l'altez-
za tra livelli o di aumentare le tolleranze di lavoro
83 mm
(figura 1). Figura 1
La larghezza del tunnel è determinata dalle A,B
dimensioni frontali dei pallet, più i margini minimi 75 75
necessari. Se la merce sporge dal pallet, il tunnel
deve essere più largo e i supporti più lunghi, poiché
bisogna assicurare che il pallet poggi su almeno 30
mm quando è completamente spostato verso un
lato, come si indica a pagina 71 di questo catalogo
(figura 2).
15 15
TOLLERANZE FRONTALI (in mm)
C D C
A B C D E
E
1.200 1.200 141 1.066 1.350
1.200 1.250 166 1.066 1.400
1.200 1.300 191 1.066 1.450 Figura 2. La merce non sporge dal pallet.
1.200 1.350 216 1.066 1.500
1.200 1.400 241 1.066 1.550 B
75 75
La tolleranza di 75 mm è quella minima. In pallet alti
si consiglia di aumentare questa tolleranza.
Le quote frontali sono calcolate per pallet che misu-
rano, alla base, 1.200 mm frontali. Per altri pallet
occorre seguire lo stesso criterio (figura 3).
A
15
C D C
Figura 3. La merce sporge dal pallet.
20SISTEMA DRIVE-IN
Altezza
Le dimensioni minime da considerare in altez-
200
za sono le seguenti:
altura paleta
F = Altezza livello inferiore e livelli
G
intermedi = altezza pallet + 150 mm
G = Altezza livello superiore = Altezza
pallet + 200 mm
H = Altezza totale = la somma di tutti i livelli,
come minimo.
Le quote F, G e H devono essere sempre multi-
F
pli di 50 mm (figura 4).
H
F
Profondità:
Le dimensioni minime da considerare in
profondità sono le seguenti:
150
X = Somma della profondità di tutti i pallet (se
altura paleta
il carico sporge bisogna calcolare questa
F
misura) più una tolleranza per posiziona-
mento variabile da 35 a 50 mm per pallet,
in funzione del numero di pallet (maggio-
re è il loro numero, minore sarà la tolle-
ranza considerata) (figura 5).
Figura 4
Fra 35 e 50 mm
X
Figura 5
21Tolleranze
Sistema costruttivo con binario C
Questo sistema viene impiegato quando si usano
pallet di differenti misure frontali e unità di imma-
gazzinaggio molto grandi, che richiedono maggiori
98 mm
tolleranze di appoggio.
Il binario C non permette l'autocentratura dei vari
pallet che si possono immagazzinare in un tunnel e
richiede una maggiore attenzione da parte degli
operai che li spostano con i carrelli elevatori (figura 6).
50 mm
Figura 6
È necessario realizzare un'analisi preliminare dei
pallet per definire le misure dei supporti.
75 1.300 75
I disegni seguenti contemplano una soluzione per
immagazzinare pallet di 1.300 e 1.200 mm frontali;
in entrambi i casi, la merce non sporge dal pallet
(figure 7 e 8).
205
280 890
1.450
Figura 7
125 1.200 125
155
280 890
1.450
Figura 8
22SISTEMA DRIVE-IN
Altezza
200
Le tolleranze in altezza da considerare
sono:
altezza pallet
G
F = Altezza livello inferiore e livelli inter-
medi = Altezza pallet + 300 mm.
G = Altezza livello superiore = Altezza
pallet + 200 mm.
H = Altezza totale = la somma di tutti i li-
velli, come minimo.
F
Le quote F, G e H devono essere multipli
di 50 mm (figura 9).
Per le tolleranze in profondità si deve
H
usare lo stesso criterio del binario GP-4
F
(figura 5).
300
altezza pallet
F
Figura 9
23Tolleranze Binari guida inferiori Il sistema a guide con binario si usa per: - Evitare che i pallet sbattano contro la struttura la- terale della scaffalatura. - Collocare ruote laterali nei carrelli affinché si muo- vano centrati all'interno dei tunnel di immagazzi- naggio. - Evitare rischi di urti alle scaffalature, eventuali dan- ni ai carichi e agevolare le manovre. È consigliabile collocarli in tunnel molto lunghi. Negli impianti in cui si installano dei binari guida, bi- sogna tenere conto del fatto che la larghezza del tunnel viene calcolata in funzione delle dimensioni del carrello, più la larghezza e le tolleranze del profi- lato dei binari. Il sistema più abituale è quello che utilizza profilati LPN50 collocati su supporti fissati al suolo, con inviti guida posizionati nella parte frontale delle scaffala- ture. Questi sono uniti ai profilati e ancorati al suolo. Questo sistema evita che gli sforzi e le vibrazioni vengano trasmessi alla struttura delle scaffalature. La costruzione è realizzata con profilato singolo o profilato doppio. 24
SISTEMA DRIVE-IN
Guida con profilato singolo Guida con profilato doppio
La soluzione con profilato singolo è sufficiente quando La soluzione con doppio profilato è più comune quando la
bisogna soltanto guidare i pallet. macchina è guidata per mezzo di ruote, e se le dimensioni e
gli sforzi trasmessi lo richiedono.
Le misure tra guide con profilati LPN50 e puntali standard
sono le seguenti:
TOLLERANZE IN GUIDE E PUNTALI STANDARD (in mm) X
X Y
1.350 1.240 Y
1.400 1.290
1.450 1.340
1.500 1.390
1.550 1.440
Un altro sistema a guide che si può utilizzare è quello che
prevede la collocazione di profilati a U posizionati nella par-
te inferiore dei montanti della scaffalatura e fissati al suolo
mediante gli stessi ancoraggi.
Questo sistema di guida permette una maggiore separazio-
ne tra le guide per i carrelli a telaio largo, senza bisogno di
fare tunnel più larghi per questo motivo. Si possono insta-
llare anche inviti guida.
La scelta di ogni singolo sistema richiede un'analisi specifica.
25Accessori
Arresto binario GP-4
Trattiene il pallet affinché non sporga dal binario da-
lla parte posteriore. sono posizionati nei due binari
che formano un livello di carico.
Si può collocare al centro di un livello per separare i
pallet nelle scaffalature a doppio accesso.
Arresto binario GP-4
Arresto binario C
Si usa quando il binario di carico è del tipo C. Ha la
stessa finalità degli arresti binario GP-4.
Arresto binario C
Centratori binario GP-4
I centratori per binario GP-4 si collocano all'imboc-
catura di tali binari, in ogni singolo tunnel del
sistema drive-in.
Sono elementi di materiale plastico ad alta resisten-
za, fissati alle estremità della parte frontale dei
binari. Aiutano a posizionare correttamente il pallet
all'entrata del tunnel.
26SISTEMA DRIVE-IN
Rinforzi montante
Sistemati in posizione frontale nel primo montante
di ogni linea di spalle, lo rinforzano contro eventuali
urti di bassa intensità.
Cartelli di portata
Descrivono le caratteristiche dell'impianto, princi-
palmente la capacità di carico per cui è stato pro-
gettato.
27Celle frigorifere con sistema drive-in Questo sistema di immagazzinaggio è molto usato nelle celle frigorifere, sia di refrige- razione sia di congelamento, in cui è necessario sfruttare al massimo lo spazio destina- to all'immagazzinaggio dei prodotti a temperatura controllata. 28
SISTEMA DRIVE-IN
29Magazzini autoportanti con sistema drive-in
Il sistema drive-in permette anche di costruire ma-
gazzini autoportanti, la cui principale caratteristica
è che non richiedono previamente la costruzione di
un edificio, con la conseguente riduzione in termini
di tempi e di costi.
In questi impianti le scaffalature reggono il proprio
peso, il carico dei prodotti immagazzinati e le forze
addizionali corrispondenti, come in un magazzino
classico. Inoltre, reggono il peso della struttura e le
forze esterne (vento, neve, ecc.).
Questi magazzini sono progettati per lavorare sia a
temperatura ambiente sia a freddo (celle frigorifere).
6 3
2
5
4 1
7
Sezione B-B'
1) Scaffalatura drive-in
2) Capriate imbullonate alla scaffalatura
3) Arcarecci della copertura
4) Arcarecci della facciata
5) Chiusura della facciata
6) Chiusura del tetto
7) Muro di tenuta
30SISTEMA DRIVE-IN
31Magazzini automatici con sistema drive-in
Il sistema di immagazzinaggio drive-in è utilizzato
anche quando si lavora con trasloelevatori, che
spostano sulla piattaforma di carico un carrello
satellite. Quest'ultimo, guidato dal sistema infor-
matizzato di gestione del magazzino, provvede a in-
serire e a ritirare i pallet autonomamente.
Sezione B-B'
In questo tipo di impianti è necessario effettuare uno studio minuzioso. Mecalux vi
raccomanda di richiedere ulteriori informazioni al suo reparto tecnico e commerciale.
32SISTEMA DRIVE-IN
33BOLOGNA - MECALUX MILANO S.r.l. MILANO - MECALUX MILANO S.r.l. PADOVA - MECALUX MILANO S.r.l. ROMA - MECALUX MILANO S.r.l.
Via Musolesi, 11 Via Benaco, 14 Vicolo Tiziano Aspetti, 16 Via Pontecorvo, 6
40033 Casalecchio di Reno 20098 San Giuliano Milanese 35135 Padova 00016 Monterotondo Scalo
Tel. 051 6199633 - Fax 051 6199354 Tel. 02 98836601 - Fax 02 98287273 Tel. 049 610606 - Fax 049 8647746 Tel. 06 90 60 869 - Fax 06 90 69 160
Argentina, Belgio, Brasile, Cile, Francia, Germania, Messico, Polonia, Portogallo, Regno Unito, Repubblica cecca, Spagna, Stati Uniti
e-mail: italia@mecalux.com / www.mecalux.it
MK-071732-03/09Puoi anche leggere