OTTIMIZZAZIONE DEI COSTI LOGISTICI: IL CASO INDUSTRIE SALERI ITALO SPA
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

SCORTE
Ottimizzazione dei costi
logistici: il caso Industrie
Saleri Italo SpA
di A. Bacchetti, S. Bortoli, R. Redondi
M. Zanetti
• Andrea Bacchetti, Università
degli Studi di Brescia, Facoltà di
Ingegneria, Dipartimento di Ingegneria
Meccanica e Industriale, Ricercatore
presso il Centro di ricerca su Supply
Chain & Service Management;
• Silvia Bortoli, Industrie Saleri
Italo SpA, Supply Chain Department,
stagista e collaboratrice;
• Renato Redondi, Università
degli Studi di Brescia, Facoltà di
Ingegneria, Dipartimento di Ingegneria
Meccanica e Industriale, Professore
Associato;
• Mauro Zanetti, Industrie Saleri
Italo SpA, Supply Chain Manager.
Il progetto esposto in questo articolo, frutto di un lavoro dell’Università degli Studi di Brescia
e condotto all’interno dell’azienda bresciana Industrie Saleri Italo SpA, si pone l’obiettivo primario
di ottimizzare i costi delle attività logistiche, agendo in particolare su due parametri di pianificazione:
il lotto economico e le scorte di sicurezza
Logistica Management >ottobre 2011< 1
>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
A
ttraverso il massimo prestabilito, che permettono di CONTESTO, OBIETTIVI E METODOLOGIA
dimensionamento corretto adattare di volta in volta il lotto di
del lotto di produzione e rifornimento in base al reale fabbisogno. Contesto aziendale
delle scorte di sicurezza, è Per quanto riguarda le scorte di sicurezza, Industrie Saleri Italo SpA, con sede a
possibile ottenere un effetto invece, il trade-off ottimale si concretizza Lumezzane (BS), opera nel settore
immediato di riduzione dei nella simultanea riduzione dei costi ed dell’automotive dal 1942, progettando e
costi. Questo miglioramento, inoltre, incremento del livello di servizio rispetto producendo pompe ad acqua per
viene ottimizzato attraverso la ricerca alla situazione attuale. A tal fine sono stati l’industria automobilistica, al fine di
delle soluzioni più performanti per simulati molteplici scenari di servire a livello internazionale sia il
l’azienda. Infatti, nel caso del lotto dimensionamento, basati sulle mercato del primo impianto che quello
economico, si giunge all’individuazione informazioni storiche rilevanti, in modo della ricambistica originale (after
di lotti che ottimizzano da ricostruire quale sarebbe stato market). L’azienda fornisce le più
contemporaneamente i costi di acquisto l’effettivo livello di servizio offerto ai importanti case automobilistiche
e di produzione e valori di lotto minimo e clienti qualora si fossero dimensionate in europee e le più qualificate reti di
massimo in corrispondenza di un costo modo più rigoroso le scorte di sicurezza. distribuzione indipendenti. Detiene,
inoltre, il controllo di un importante
Figura 1 Panoramica delle diverse unità tecnologiche presenti in Saleri gruppo industriale di cui fan parte
(a sinistra il reparto lavorazioni meccaniche e a destra il reparto montaggio).
Italpresse Industrie, operante nel settore
della produzione di macchine per
pressofusione, Italacciai, nel settore dei
cuscinetti integrali e Gauss Automazione
nel settore della robotica industriale.
Il fatturato 2010 dell’azienda si attesta
intorno ai 50 milioni di euro e l’attuale
capacità produttiva dello stabilimento è
di 12.000 pezzi al giorno, con un organico
composto da circa 200 persone.
Attuale gestione dei materiali
Il processo produttivo dell’azienda si
suddivide nelle due fasi principali di
lavorazione dei componenti e di
montaggio delle pompe acqua complete
(Vedi Figura 1 e Figura 2). Circa la metà
della produzione attuale di Saleri è
dedicata al primo impianto ed al
ricambio originale, circa 280 articoli, su
un’offerta complessiva di quasi 1.400
codici di prodotto finito, mentre per
Figura 2 Panoramica del reparto montaggio. quanto riguarda i componenti, i codici
presenti a sistema sono circa 8.000.
Con riferimento al progetto realizzato, è
necessario precisare che l’azienda, prima
dello svolgimento di tale lavoro,
presentava già dei lotti minimi e delle
scorte di sicurezza su alcuni codici. Tali
valori erano individuati, tuttavia, senza
l’utilizzo di algoritmi specifici, ma
solamente attraverso l’esperienza e la
relativa sensibilità degli operatori
coinvolti.
Lo sviluppo del progetto ha permesso di
dimensionare con algoritmi specifici il
lotto economico di 3.300 codici, tra
prodotti e componenti, e le scorte di
sicurezza di 860 prodotti finiti.
Si sottolinea, inoltre, che tramite
l’implementazione nel sistema
informativo aziendale degli algoritmi
proposti ed applicati, risulterà possibile
estendere il dimensionamento all’intera
gamma di prodotti finiti ed a tutti i
componenti gestiti dall’azienda.
2 >ottobre 2011< Logistica Management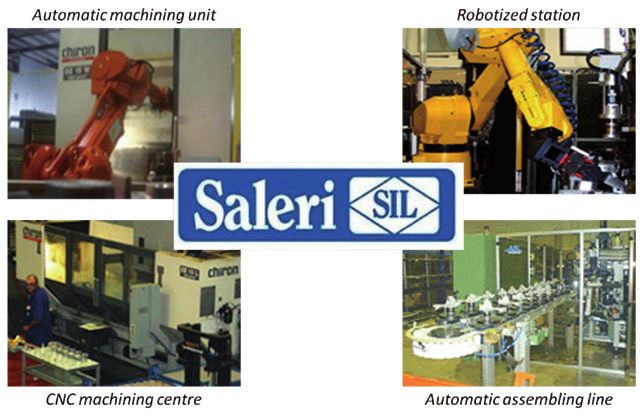
>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
Figura 3 Esploso di una generica pompa acqua. i periodi futuri e σLT la deviazione
standard del lead time.
FASI DI SVILUPPO DEL PROGETTO
Analisi AS-IS dei processi aziendali
In questa fase sono stati analizzati
singolarmente i diversi processi aziendali,
con particolar attenzione verso quello di
pianificazione che determina la politica
di gestione delle scorte, al fine di
individuare le attività connesse alla
gestione del flusso fisico ed informativo
dei materiali all’interno dell’azienda.
Operativamente, infatti, è stato
inizialmente seguito il flusso dei materiali
attraverso le aree dedicate al ricevimento
merci, al reparto lavorazioni meccaniche,
al reparto montaggio ed al reparto
spedizione.
In un secondo momento, l’analisi si è
concentrata sulle attività di gestione del
flusso dei materiali ed in particolare
quelle di pianificazione della produzione
Obiettivi del progetto determinante per l’identificazione di e controllo qualità.
Nell’esperienza condotta all’interno delle ciascuna attività coinvolta nel processo Questa essenziale analisi preliminare ha
Industrie Saleri, oltre alle modalità produttivo aziendale e per l’allocazione permesso di poter identificare le attività
operative vere e proprie di calcolo, dei costi di ogni attività ai prodotti. che dipendono, in termini di tempo e
assume rilievo l’ottica gestionale con la Successivamente, lo studio della costi, dalla dimensione del lotto di
quale il progetto è stato sviluppato e letteratura di riferimento ha portato riordino (attività di ricevimento merci,
portato a termine. L’obiettivo finale, all’identificazione ed alla comprensione controllo qualità in accettazione e
infatti, non si riflette semplicemente nel degli algoritmi ritenuti più idonei a attrezzaggio) e quelle, invece,
ridurre i costi derivanti dalle attività modellizzare la realtà aziendale, tenendo direttamente riconducibili alla giacenza
logistiche, ma nel migliorare in considerazione gli obiettivi del media di magazzino (attività di
concretamente la realtà aziendale di progetto. mantenimento a scorta).
riferimento, proponendo soluzioni Per quanto riguarda i modelli utilizzati,
ottimizzanti realmente implementabili. per il dimensionamento dei lotti di Determinazione dei costi delle attività
Per questo motivo i modelli presenti in approvvigionamento o produzione viene A seguito dell’individuazione delle
letteratura vengono integrati ed analizzati applicato il modello del lotto economico, singole attività rilevanti a livello di lotto di
tramite elementi caratteristici della a quantità fissa di riordino (EOQ ed EPQ), approvvigionamento o produzione, è
situazione aziendale considerata, che permette di individuare la stato possibile determinarne i relativi
permettendo, nel caso del lotto dimensione del lotto che minimizza il costi attraverso l’approccio Activity Based
economico, di minimizzare i costi delle totale dei costi logistici rilevanti. La Costing, utilizzando un’allocazione non
attività logistiche e di controllare funzione di costo totale è formata da costi convenzionale dei costi agli articoli. Ad
l’incremento del costo totale grazie alla insorgenti a livello di lotto e a livello di esempio, i costi di stoccaggio sono stati
dipendenza di tale curva dalla unità di produzione. allocati utilizzando come driver di costo
dimensione del lotto, mentre, nel caso Per il dimensionamento delle scorte di la superficie occupata da ciascun tipo di
delle scorte di sicurezza, di individuare lo sicurezza viene impiegato il metodo magazzino (magazzino componenti
scenario di dimensionamento ottimale analitico derivante dalla propagazione grezzi, componenti lavorati,
per l’azienda, che realizza il miglior trade- degli errori statistici e caratteristico di componentistica d’acquisto e prodotti
off tra costi di immobilizzo a scorta e una gestione a fabbisogno, il quale finiti).
livello di servizio offerto al cliente. moltiplica lo scarto quadratico medio Per determinare il costo dell’attività di
dell’errore commesso dal sistema di controllo qualità in accettazione, invece,
Metodologia adottata previsione della domanda, durante il lead è stato quantificato il tempo dedicato
Con lo scopo di identificare i parametri di time, per un coefficiente di sicurezza, all’attività e, visto che tale tempo è legato
valutazione dell’effettivo raggiungimento funzione del livello di servizio desiderato. alla complessità delle verifiche tecniche e
dell’obiettivo prefissato, risulta quindi alle caratteristiche di ciascun
indispensabile un’ampia analisi delle articolo, i componenti sono stati
diverse attività aziendali e, in particolar raggruppati in famiglie e per ognuna è
modo, dei costi ad esse associati. Per k rappresenta il coefficiente di sicurezza, stato stimato il tempo necessario per
individuare i costi rilevanti al fine del σe lo scarto quadratico medio dell’errore evadere un lotto. Anche per quantificare i
dimensionamento si è adottato un di previsione, LT il lead time di fornitura o costi di settaggio è stato ricavato il tempo
approccio Activity Based Costing, di produzione, P la domanda prevista per dedicato all’attività, tuttavia con la
Logistica Management >ottobre 2011< 3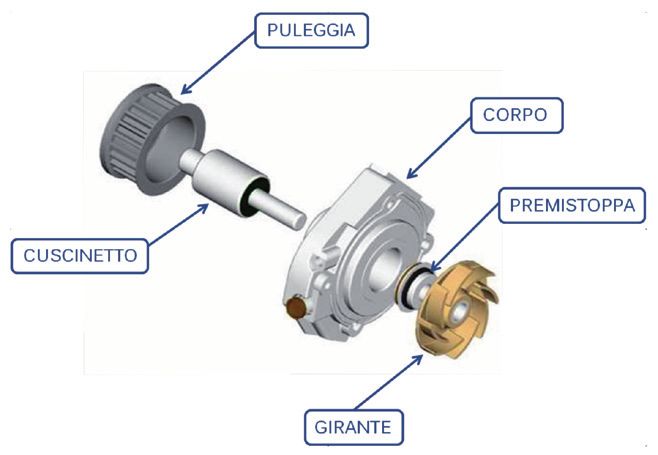
>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
D
Figura 4 ipendenza tra costo massimo e range di variazione della dimensione del lotto. Figura 4 che fissando un livello massimo
di costo e risolvendo un’equazione di
secondo grado, uguagliando il costo
massimo desiderato alla funzione di
costo totale, si ottengono i due valori di
lotto cercati ed indicati nella formula
con x.
Questo metodo permette, quindi, di
identificare un range di valori di lotto con
costo compreso tra il costo minimo
raggiungibile e la variazione massima di
costo considerata accettabile
dall’azienda. In questo modo è possibile
trarre vantaggio in due distinte fasi del
processo di approvvigionamento: nel
momento della lottizzazione del
fabbisogno, agevolando l’acquisto delle
sole quantità necessarie che rientrano nel
range di valori del lotto, e durante la
Figura 5 Introduzione del coefficiente di variazione per determinare lo scarto quadratico contrattazione con i fornitori, utilizzando
medio dell’errore di previsione.
i valori estremi come indicatori di
quantità limite, oltre le quali il costo
sostenuto dall’azienda non viene più
considerato accettabile.
Dimensionamento delle scorte
di sicurezza
Nel caso delle scorte di sicurezza, a
differenza dei lotti economici, non è
possibile ricavare valori che minimizzino
i costi, in quanto essi sono direttamente
proporzionali alla quantità mantenuta a
scorta. L’obiettivo è, invece, quello di
trovare il miglior compromesso tra livello
di servizio offerto al cliente e costi per la
creazione della scorta di sicurezza, che in
prima analisi sono quantificati tramite il
costo standard di prodotto. Infatti, ridurre
la scorta di sicurezza, rispetto al livello
differenza che in questo caso il tempo di riordino e di produzione non possono attuale, comporta una diminuzione
assorbito è correlato alla macchina, linea essere ottimizzati separatamente ed è direttamente tangibile dell’impegno
o centro di lavoro su cui si effettua necessario calcolare un unico lotto economico, sostenuto al fine di rendere
l’operazione. economico che comprenda i costi di disponibile a magazzino tale quantità.
approvvigionamento e di produzione in Questo fine giustifica la creazione di
Dimensionamento del lotto economico un’unica funzione di costo. L’algoritmo diverse soluzioni di dimensionamento,
Dopo aver effettuato il dimensionamento prevede quindi almeno quattro con lo scopo ultimo di individuare quale
dei lotti di approvvigionamento e componenti di costo, due per i costi sia lo scenario ottimale, che permetta di
produzione per i codici gestiti secondo insorgenti a livello di lotto e due per quelli soddisfare le richieste del cliente e nello
tali politiche, utilizzando gli algoritmi a livello di unità, ma in realtà esse stesso tempo che non esponga oltre il
proposti in letteratura, si è presentata dipendono dal numero di livelli della necessario l’azienda dal punto di vista
l’esigenza di realizzare una terza tipologia distinta base di ogni componente finanziario.
di lotto economico per i componenti lavorato. Di conseguenza, il target desiderato si
d’acquisto che subiscono successive Ulteriore aspetto di ottimizzazione nel realizza attraverso un qualsiasi
lavorazioni. Il problema risiede nel fatto dimensionamento del lotto economico miglioramento del livello di servizio e del
che, per tali articoli, qualunque sia la consiste nell’applicazione di un costo presenti attualmente, utilizzando
quantità acquistata in un unico lotto, essa procedimento tramite il quale vengono come parametri di valutazione il costo
venga interamente lavorata, con la determinati i valori di lotto minimo e totale, il livello di servizio ed una
conseguenza che il lotto di lavorazione lotto massimo, all’interno del quale è simulazione pratica dell’avvenuto stock-
risulta essere il medesimo rispetto a possibile controllare il costo totale. out in un determinato intervallo di
quello di acquisto. Ne consegue che i lotti Infatti, è possibile osservare dal grafico di tempo.
4 >ottobre 2011< Logistica Management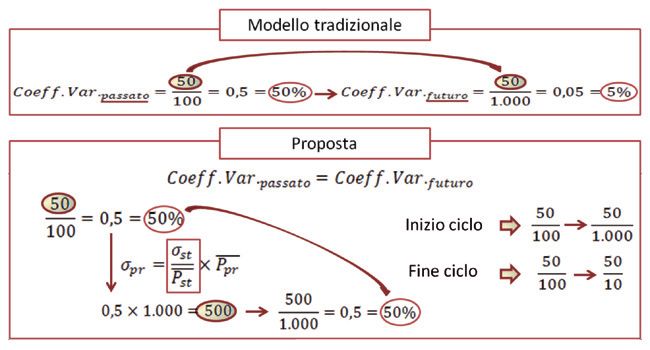
>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
Globalmente sono stati formulati 60 Tabella 1 Riepilogo degli scenari suddivisi per livello di servizio.
possibili scenari di dimensionamento, scenari livello di servizio
suddivisi in base a cinque livelli di LSP LSR LSA LSG
servizio al cliente, che risultano essere di
duplice natura. Infatti, un primo gruppo
Attuale Attuale di ogni singolo codice
di soluzioni utilizza il livello di servizio
che attualmente l’azienda offre, ricavato
95%-90%
ponendo i valori delle scorte di sicurezza a 99% 95% 90%
Analisi ABC fatt.
pari a quelli attualmente presenti nel
sistema informativo e come incognita il b 99% 95% 95% 90%
coefficiente di sicurezza, mentre un
secondo gruppo, tiene conto del livello di c 99% 95% 95% 95%
servizio che l’azienda vorrebbe ottenere a
seguito di una revisione analitica delle
proprie scorte di sicurezza. Come mostra d 97% 97% 97% 97%
la Tabella 1, i quattro livelli di servizio
obiettivo sono differenziati per tipologia
di pompa acqua (di primo impianto P, Tabella 2 Riepilogo degli scenari differenziati per il tipo di correzioni apportate.
ricambi originali R, di produzione per Scenari Esclusione Coefficiente Scaglioni Maggiorazione
l’after market A e commerciali G). valori anomali di variazione del coefficiente di σpr
eMIN, eMAX di variazione
Gli scenari proposti si differenziano
ulteriormente per le modalità di
determinazione dei fattori dell’algoritmo. A scorta standard
Dalla Tabella 2 si osserva che i primi due
scenari rappresentano quelli tradizionali A fabbisogno
a scorta e a fabbisogno, in quanto la standard
prima analisi è stata effettuata al fine di
confrontare gli algoritmi tradizionali da Scenario-0 Su tutti i codici
letteratura, a scorta e a fabbisogno, per
verificare che effettivamente il risultato Al di fuori
Scenario-1 dell’intervallo
ottenuto dalla gestione a fabbisogno [±2,33σ]
fosse migliore rispetto a quello a scorta, Al di fuori
visto che ad oggi viene utilizzato un Scenario-2 dell’intervallo ✔
[±2,33σ]
sistema di pianificazione con logica MRP.
A seguito del risultato positivo Al di fuori
Scenario-3 dell’intervallo ✔ Soluzione I
dell’analisi, il lavoro di ottimizzazione è [±2,33σ]
stato focalizzato solo sull’algoritmo a
Al di fuori
fabbisogno, con l’obiettivo di Scenario-4 dell’intervallo ✔ Soluzione II
determinare se vi fossero soluzioni [±2,33σ]
maggiormente convenienti per l’azienda Al di fuori
rispetto a quelle standard proposte dalla Scenario-5 dell’intervallo ✔ Soluzione I ✔
[±2,33σ]
letteratura.
Di conseguenza, sono state formulate e Scenario-6 Su tutti i codici ✔ Soluzione I
valutate quattro correzioni, derivanti da
analisi empiriche e proprie della realtà
aziendale considerata, dalla cui Scenario-7 Su tutti i codici ✔
combinazione si ottengono i dieci
rimanenti scenari riportati in Tabella 2. Scenario-8 ✔ Soluzione I
In particolar modo l’esigenza di
apportare modifiche all’algoritmo nasce
dalla constatazione della scarsa efficienza Scenario-9 ✔
della formula standard applicata alle
pompe acqua all’inizio oppure alla fine
del ciclo di vita, a causa della notevole concreto, invece, risulta essere quella di modello tradizionale inserisce
diversità tra la quantità prevista per la adeguare la variabilità del sistema di nell’algoritmo l’errore di previsione del
vendita futura e quella che era stata previsione riscontrata nei periodi passati, passato in valore assoluto, la nuova
prevista per il passato. Il problema all’entità della previsione futura. È stato, proposta prevede di determinare l’errore
consiste nel fatto che l’algoritmo quindi, introdotto il concetto di percentuale, ovvero il coefficiente di
tradizionale mantiene invariata la coefficiente di variazione che, nel caso variazione del passato, e supporre che si
variabilità del sistema di previsione specifico, indica l’errore commesso dal mantenga costante anche nel futuro, in
passato basato su dati storici, in termini sistema di previsione rispetto alla modo da adeguare l’errore di previsione
di quantità assoluta di prodotti, anche quantità prevista mediamente. Infatti, assoluto alla domanda prevista per il
per i periodi futuri. La necessità emersa in come si osserva dalla Figura 5, mentre il futuro.
Logistica Management >ottobre 2011< 5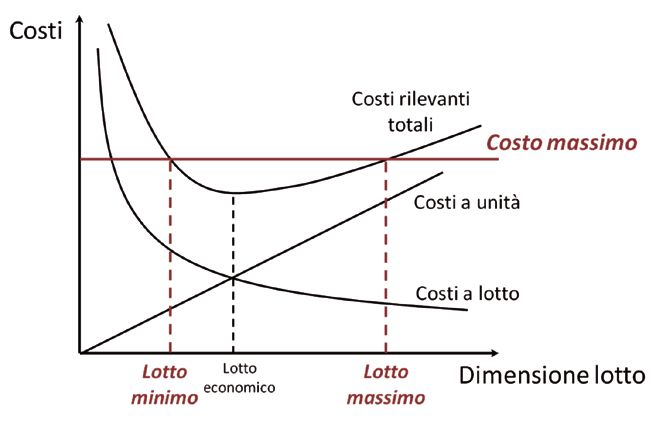
>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
Ttut tut 3
abella Tabella riassuntiva dei migliori scenari di ogni livello di servizio.
scenari a costo ls media ls media stock-out stock-out stock-out stock-out stock-out stock-out
fabbisogno mater. aritm. pesata 4/4 3/4 2/4 1/4 totale 0/4
attuale a fabb. X X% X% X% X% X% X% X% X%
Scenario-1 - 15% + 0% + 0% - 0% - 37,6% - 40,1% + 1,10% - 3,9% + 2,2%
Scenario-3a - 42,8% + 7% + 3% - 100% - 87,0% - 83,4% + 5,20% - 6,1% + 3,5%
Scenario-3b - 40,3% + 7% + 3% - 100% - 100% - 86,5% + 3,30% - 8,4% + 4,7%
Scenario-3c - 37,6% + 11% + 4% - 100% - 100% - 90,0% + 1,80% - 10,0% + 5,6%
Scenario-3d - 32,8% + 12% + 5% - 100% - 100% - 93,4% - 0,73% - 12,6% + 7,1%
Scenario-5a - 24,8% + 11% + 7% - 100% - 100% - 79,9% + 0,73% -10,0% + 5,6%
Scenario-5b - 21,9% + 13% + 8% - 100% - 100% - 90,0% - 2,20% -13,6% + 7,6%
Scenario-5c - 19,1% + 15% + 8% - 100% - 100% - 93,4% - 3,30% -14,8% + 8,4%
Scenario-5d - 15,8% + 17% + 8% - 100% - 100% - 93,4% - 4,80% - 16,1% + 9,1%
Scenario-6b - 42% + 8% + 3% - 100% - 100% - 86,5% + 1,40% - 7,4% + 4,2%
Scenario-6d - 34,9% + 8% + 4% - 100% - 100% - 90,0% + 0,38% - 11,3% + 6,4%
Scenario-7b - 25,9% + 6% + 6% - 100% - 100% - 90,0% + 2,20% - 9,7% + 5,5%
Scenario-8c - 23,2% + 7% + 6% - 100% - 100% - 90,0% + 0,38% - 11,3% + 6,4%
Scenario-7d - 19,3% + 12% + 6% - 100% - 100% - 90,0% - 2,60% - 13,9% + 7,8%
Dalla modifica del coefficiente di
variazione deriva un’ulteriore
accorgimento, consistente nel porre dei L’obiettivo finale, infatti, non si riflette
limiti massimi al coefficiente stesso, in
base al livello di “normalità” di un ordine
semplicemente nel ridurre i costi derivanti dalle
rispetto al metro di giudizio dell’azienda. attività logistiche, ma nel migliorare
Ulteriori correzioni riguardano
l’esclusione di valori anomali dalle serie concretamente la realtà aziendale di riferimento,
storiche degli scostamenti tra previsioni e
vendite e la maggiorazione della
proponendo soluzioni ottimizzanti realmente
deviazione standard mirata alle sole implementabili
situazioni in cui la domanda media
prevista risulti inferiore rispetto a quella
riscontrata nei periodi passati.
Infine, è stata costruita una tabella che parametri come: livello di servizio globale, fatturato, e percentuali di stock-out nella
pone a confronto tutti i migliori scenari di calcolato sulla variabilità che realmente si simulazione pratica su un periodo storico
ogni livello di servizio, tramite il controllo è verificata nei periodi passati e ottenuto di quattro mesi, al fine di valutare se le
delle curve di costo in relazione ad alcuni da media aritmetica oppure pesata sul scorte di sicurezza calcolate con
6 >ottobre 2011< Logistica Management>> Ottimizzazione dei costi logistici: il caso Industrie Saleri Italo SpA
l’algoritmo modificato sarebbero state in incremento del livello di servizio globale Bibliografia
grado di coprire la domanda riscontrata pari a circa il 4% e un risparmio del 37% • Alessandro Amadio, 2006. Supply chain
nei periodi di simulazione. dei costi attualmente sostenuti, per la excellence – la supply chain management, il
creazione e il mantenimento delle scorte networking strategico, l’outsourcing integrato, il
RISULTATI di sicurezza. miglioramento continuo, il controllo delle
Per quanto riguarda il lotto economico, il performance, Francoangeli;
• Robert N. Anthony – David F. Hawkins – Diego
progetto consente di recuperare/ CONCLUSIONI M. Macrì – Kenneth A. Merchant, 2008. Sistemi
convertire in efficienza aggiuntiva circa il Il progetto svolto per l’azienda Industrie di controllo – analisi economiche per le
34% dei costi, pesando la percentuale di Saleri Italo SpA ha prodotto, come decisioni aziendali, Mcgrawhill;
“risparmio” sulla quantità di codici condiviso ed approvato dalla Direzione, • Martin Christopher, 2005. Supply chain
appartenenti a ciascuna categoria di lotto risultati molto soddisfacenti, in quanto è management – creare valore con la logistica,
economico (di approvvigionamento, di stato raggiunto l’obiettivo primario di Prentice Hall Financial Times, Pearson
Education;
produzione (montaggio), di acquisto e di ridurre i costi logistici, addirittura • N. Slack - S. Chambers – R. Johnston – A.
lavorazione). Inoltre, data la vastità dei aumentando il livello di servizio al cliente. Betts – P. Danese – P. Romano – A. Vinelli, 2007.
codici gestiti dall’azienda, le analisi Altri benefici indiretti, generati dal Gestione delle operations e dei processi,
effettuate permettono di identificare gli progetto svolto, sono legati alla rigorosa Pearson Education.
articoli di prioritaria attenzione, che modellizzazione della realtà aziendale
necessitano di urgente valutazione e esaminata, all’introduzione di tecniche
probabile modifica del lotto economico, in gestionali accurate prima non Infine, il raggiungimento dell’obiettivo
quanto il valore attualmente presente a formalizzate, nonché alla strutturazione e primario di ottimizzare i costi logistici
sistema si discosta in modo significativo determinazione dei parametri alla base di conduce alla concreta possibilità di
da quello calcolato. queste tecniche (es. capacità di un cassone migliorare ulteriormente il processo di
Nel caso delle scorte di sicurezza, il per singolo codice gestito, lead time di pianificazione nel suo complesso,
confronto dei migliori scenari di ogni approvvigionamento e produzione con attraverso l’implementazione nel sistema
livello di servizio, riportati in Tabella 3, ha relativa variabilità per articolo e per informativo aziendale dei metodi e degli
permesso di individuare la soluzione fornitore, errore commesso dal sistema di algoritmi approfonditi durante lo sviluppo
ottimale per l’azienda, che garantisce un previsione per ciascun prodotto). del progetto (fase attualmente in corso).
P
Logistica Management >ottobre 2011< 7Puoi anche leggere