Lightweight composites for automotive - w TECHNOLOGIES - Composite Solutions
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

w TECHNOLOGIES
Lightweight composites for automotive
Stefan Seibert - MAGNA INTERNATIONAL
As one of the largest tier one suppliers led the development of a new carbon fiber and Cadillac ATS V that launched in 2016 and
in the world of painted exterior epoxy prepreg for hoods on the Cadillac CTS V are still in production today.
products, Magna Exteriors The new ma terial and
seeks every opportunity to Fig. 1 - 2016 Cadillac ATS-V with carbon fiber manufacturing process achieved
help manufacturers meet their an approximate 30 percent
lightweighting goals. Recent reduction in mass compared to
production efforts include the previous aluminum versions.
class A body panels and front- Additional benefits include
end carriers, and research is improved styling, reduced
ongoing for composite body-in- tooling investment, improved
white and sub-structures. dent and ding performance
and increased aerodynamics
CLASS A CARBON FIBER at high speeds. The hood
HOOD FOR CADILLAC CTS V material utilizes an epoxy
AND ATS V prepreg with continuous
The directive from the customer unidirectional 50k carbon fiber.
was to reduce weight without One sheet of prepreg represents
sacrificing style or performance. approximately 0.2mm in a
To achieve this, Magna Exteriors Fig. 1 - Cadillac ATS-V 2016 con capote in fibra di carbonio molded product.
Compositi leggeri per il settore automobilistico
Stefan Seibert - MAGNA INTERNATIONAL
In qualità di uno dei primi fornitori il peso senza sacrificare lo stile o la prestazio- Il materiale per capote utilizza un prepreg
d’eccellenza nel mondo dei prodotti ne. A tal fine, Magna Exteriors ha coordinato epossidico con fibra di carbonio continua
rivestiti per esterni, Magna Exteriors ha lo sviluppo di un nuovo prepreg epossidico in unidirezionale 50k. Un laminato di prepreg è
cercato tutte le opportunità per agevolare i fibra di carbonio per le capote della Cadillac pari a circa 0,2 mm di spessore di un prodotto
produttori che perseguono l’obiettivo di rea- CTS V e Cadillac ATS V, lanciate nel 2016 e stampato.
lizzare prodotti di peso ridotto. I recenti sforzi ancora in produzione. Il nuovo materiale e pro- Questi laminati sono sovrapposti in quattro
in campo produttivo comprendono i pannelli cesso produttivo hanno permesso di ottenere strati per il pannello di rinforzo interno e in
della scocca e del telaio anteriore di classe A circa il 30% di riduzione della massa rispetto sei strati per il pannello esterno.
e sono in corso di studio le sottostrutture e le alle precedenti versioni in alluminio. Ogni pannello inizia con una stratificazione
"body in white" in materiale composito. Vantaggi ulteriori comprendono uno stile mi- rettangolare di prepreg, tagliato su misura,
gliorato, minori investimenti nelle lavorazioni, poi automaticamente selezionato e prefor-
CAPOTE IN FIBRA DI CARBONIO DI CLASSE migliore prestazione all’urto e alle ammacca- mato mentre è inviato alla pressa di stampa.
A PER LA CADILLAC CTS V E ATS V ture e prestazioni aerodinamiche superiori a Questo processo brevettato riduce in modo
La direttiva del cliente è stata quella di ridurre velocità elevate. significativo gli investimenti nelle lavorazioni
32 composite solutions & technopolymers n. 1/2018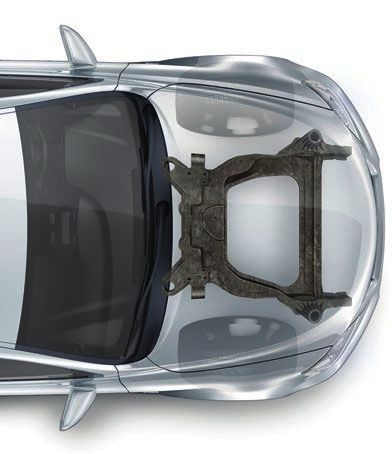
w TECHNOLOGIES
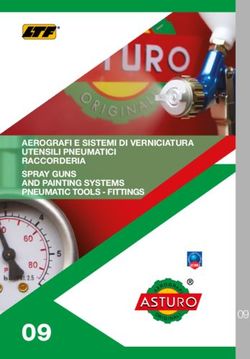
These sheets are Fig. 2 - 2016 Cadillac ATS-V carbon fiber hood e le durate di processo.
stacked in four layers I pannelli vengono poi
for the inner reinforcement stampati per compressione me-
panel and six layers for the outer diante un processo chimico che
panel. Each panel starts with a rende possibili durate cicliche
rectangular stack of prepreg that per prepreg in fibra di carbonio
is cut to size and then robotically di prim’ordine.
picked and preformed while Fuori dallo stampo, vengono
being delivered to the molding disposte delle aperture nei
press. This proprietary process pannelli. In seguito, i pannelli
significantly reduces tooling interni e esterni vengono uniti
investment and process times. con tre piccoli rinforzi metal-
The panels are then compression lici per i punti di inserzione di
molded with a unique chemistry cardini e chiusure, poi incol-
that achieves best-in-class cycle Fig. 2 - Costruzione della capote in fibra di carbonio Cadillac ATS-V 2016 lati con un adesivo uretanico
times for carbon fiber prepregs. bicomponente.
Out of the mold, openings are La fase finale del processo, che
created in the hood panels. ha luogo nello stabilimento Polycon Industries di Guelph, Ontario,
Then the outer and inner panels come together with three small riguarda la verniciatura.
w TECHNOLOGIES
metallic reinforcements for the latch in the exotic automotive segment, where reinforcements, bulkheads and radiator
and hinge locations and are bonded volumes are low enough and price points are supports are different words used to describe
with a two-component urethane adhesive. The high enough to make it viable and to enhance a bracket typically located in the front end of
final stage of the process, that all takes place driving performance through lightweighting. most passenger vehicles.
at Magna Exteriors’ Polycon Industries plant Most applications use similar epoxy prepreg Over the past two decades, they have
in Guelph, Ontario is paint. Unlike any other materials and autoclave processes as those evolved from complicated, multi-piece
carbon fiber panel, body color paint is applied seen in the aerospace and racing industries. welded assemblies consisting of stamped
to match the vehicle on a fascia paint line. The Magna looks to change this by creating and/or roll-formed steel components, to a
line keeps pace with hoods and fascias on more affordable solutions for high-volume more integrated solution of all thermoplastic
the line and utilizes the same paint materials production vehicles in the future. composite or multi-material plastic and metal
and process parameters, allowing for a very hybrids.
affordable paint job. FRONT-END CARRIERS Plastic and/or plastic-metal hybrid
The use of carbon fiber has a strong foothold Front-end carriers, bolsters, grille opening constructions offer many benefits as they
Fig. 3 - Grille opening reinforcements for Lincoln Continental, Audi A8 and Jeep Wrangler
Fig. 3 - Rinforzi delle aperture della mascherina del radiatore per Lincoln Continental, Audi A8 e Jeep Wrangler
Diversamente da qualsiasi altro pan- Magna è impegnata a modificare tutto questo Le costruzioni in plastica e/o ibridi plasti-
nello in fibra di carbonio, si applica la con la creazione di soluzioni più affidabili in ca-metallo offrono molti vantaggi in quanto
pittura pigmentata alla carrozzeria adattando vista del futuro dei veicoli in produzione di soddisfano esigenze specifiche funzionali/
il veicolo alla linea di verniciatura del cruscot- alto volume. prestazionali del veicolo. In base ai requisiti di
to. La linea tiene il passo con le capote e i resistenza termica e di tenacità, sono dispo-
cruscotti sulla linea utilizzando gli stessi pro- TELAI ANTERIORI nibili differenti tipologie di resine e di rinforzi.
dotti vernicianti e parametri di processo, per I telai anteriori, i piani di appoggio, i rinforzi Idonei al trattamento di volumi elevati, queste
un lavoro di verniciatura veramente affidabile. per le aperture della mascherina del radiatore, varianti di stampo a iniezione dei materiali
L’utilizzo della fibra di carbonio gioca un divisori e supporti del radiatore sono i diversi compositi termoplastici tecnici offrono oppor-
ruolo molto importante nell’area automotive termini utilizzati per descrivere la mensola tunità di integrazione eliminando impronte e
orientale, dove i volumi sono sufficientemente ubicata tipicamente nella parte anteriore consentendo di realizzare particolari stampati
ridotti e le fasce di prezzo sono alte a suf- della maggior parte delle utilitarie. Nel corso all’interno per i punti di attacco, riducendo in
ficienza per rendere possibili e migliorare di questi due ultimi decenni, essi sono stati questo modo il numero delle parti, i costi e
la prestazione di guida grazie alla riduzione trasformati da assemblaggi complessi, con investimento del pezzo.
del peso. La maggior parte delle applicazioni saldature di più componenti, formati da parti L’apertura della mascherina del radiatore in
utilizza materiali prepreg epossidici e pro- in acciaio stampate e/o formate al rullo a una fibra di carbonio rinforzata PA66 e stampata
cessi in autoclave simili, come quelli delle soluzione più integrata di tutti i compositi per iniezione è stata presentata nel 2015. La
industrie aerospaziale e delle automobili da termoplastici o ibridi multimateriali in plastica soluzione utilizza una variante di materiale ad
competizione. e metallo. alta prestazione e un processo di incollaggio di
34 composite solutions & technopolymers n. 1/2018
w TECHNOLOGIES
address specific vehicle functional PA66 grille opening reinforcement was current area of focus is energy management
and performance needs. introduced in 2015. This solution utilized a and modifying failure modes typically
Depending on heat resistance and strength higher performance grade of material and associated with thermoplastic composite
requirements, a variety of resin and a first-to-market joining process on an all solutions.
reinforcement types are available. Capable new two-piece box section. This innovative
of high-volume processing, these injection- solution met all baseline plastic-metal hybrid MULTI-MATERIALS FOR BODY-IN-WHITE
moldable grades of engineered thermoplastic performance targets, reduced mass, improved STRUCTURES
composite materials allow for integration noise, vibration and harshness and provided a Lightweighting in vehicle primary structure
opportunities by eliminating stampings and more efficient packaging space. is an area of major focus as manufacturers,
allowing for molded-in features for attachment Magna Exteriors continues to research and led by BMW and AUDI, turn to multi-material
points, which reduces part counts and leads to develop new and alternative materials and solutions to replace traditional metal body-in-
lower piece cost and investment. innovative joining processes to improve white (BIW) assemblies.
The injection molded carbon fiber reinforced existing front-end carrier technologies. A These novel solutions offer weight savings
Fig. 4 - Carbon fiber spool, chopped fiber and finished SMC a Magna Exteriors
Fig. 4 - Bobina in fibra di carbonio, fibra spezzettata e SMC finiti di Magna Exteriors
prim’ordine su una nuova sezione box del veicolo rappresenta un’area di primario strutturali leggeri, fra cui le leghe di alluminio,
bipartita. Questa soluzione innovativa interesse perché i produttori, diretti da BMW di magnesio e di plastica fibro-rinforzata. Le
ha soddisfatto tutti i requisiti prestazionali del e AUDI, si sono orientati verso soluzioni di leghe di alluminio ad alta resistenza 7xxx non
materiale ibrido plastica-metallo della linea multimateriali per sostituire gli assemblaggi sono molto diffuse nell’ambito dell’industria
di base, di riduzione della massa, del rumore, tradizionali "body in white" (BIW). Queste automobilistica. I materiali di magnesio com-
delle vibrazioni e asperità offrendo un uso più nuove soluzioni garantiscono risparmi di peso prendono le leghe lavorate per componenti
efficiente dello spazio utile. a parità di prestazione, se non migliore rispetto modellati di aree strutturali.
L’azienda continua la ricerca sviluppando alle alternative esistenti in metallo. Oltre a questi materiali di peso ridotto,
materiali nuovi e alternativi e ancora processi Sono state analizzate varie tecnologie dei standard, come AA5xxx, AA6xxx, sono stati
di incollaggio innovativi per migliorare le multimateriali al fine di implementarle ove studiati la lega manganese-acciaio boro AISi
tecnologie esistenti dedicate ai telai anteriori. necessario, raggiungendo inoltre prestazioni e l’acciaio ad alta resistenza e scorrimento. E’
Oggi, un’area di interesse è la gestione delle di costo ottimali. Sono state inoltre prese in stata inoltre analizzata una lega a base di bo-
risorse energetiche e le modalità variabili di considerazione soluzioni per unire i compositi ro-manganese-acciaio per l’indurimento delle
degrado, associate alle soluzioni in composito e il metallo prima e dopo l’essiccazione in presse e per eseguire i test della saldabilità.
termoplastico. forno della pittura e durante lo stampaggio Sono stati inclusi anche i materiali in com-
del composito. posito fibro-rinforzato, varie fibre di vetro e
MULTIMATERIALI PER STRUTTURE "BODY vetroresina con differenti rinforzi e strutture
IN WHITE" Selezione del materiale in fibra. Per quanto riguarda la preselezione
La riduzione di peso della struttura di base Sono stati considerati molti materiali dei polimeri matrice, le condizioni limite del
composite solutions & technopolymers n. 1/2018 35
w TECHNOLOGIES
with equal or better performance Fig. 5 - Carbon fiber subframe, joint development project For the pre-selection of the matrix polymers,
between Ford Motor Company, Magna Cosma
than existing metal alternatives. International and Magna Exteriors
the boundary conditions of the body-in-white
The company looked at different multi- painting process were particularly relevant
material concepts with an aim to apply because that’s where the highest temperature
them where most needed and to achieve and media loads occur (stability in the pH
optimal cost performance. Solutions for range 3-11, temperature stability at max.
joining composites and metal together 210° C. for 60 minutes). Based on relevant
before and after paint bake and during literature and market research, thermoplastic
composite molding were also considered. and thermosetting plastics were selected
with consideration of expected material
Material selection costs. In addition, this pre-selection was
Many lightweight structural materials, matched with solutions currently available
including aluminum, magnesium alloys and and based on experience gained at Magna
fiber-reinforced plastics were considered. Exteriors from component development and
Aluminum high-strength 7xxx alloys are not production. Magna also considered suitability
well established in the automotive industry. for manufacturing processes in terms of
Magnesium materials include wrought production quantities and feature integration
alloys considered for use in deep drawing of domes, ribs, etc. This group of materials
parts for structural areas. was examined for mechanical properties,
In addition to these lightweight materials, temperature resistance and cathodic and
Fig. 5 - Sottotelaio in fibra di carbonio, progetto di
standard ones, such as AA5xxx, AA6xxx, sviluppo comune fra Ford Motor, Magna Cosma lacquer suitability.
AlSi cast alloys and high-strength steels International e Magna Exteriors
and flow steels, were studied. Magna also Testing
tested a boron-manganese-steel alloy It was important to examine how the
intended for press-hardening to carry out glass fiber and carbon fiber reinforced selected lightweight materials withstood the
tests for weldability. plastics with different fiber reinforcement and serial BIW painting process. In the case of
Fiber reinforced composite materials, different architectures were also included. the fiber composite materials, resistance in
processo di verniciatura del BIW sono proprietà meccaniche, la resistenza termica e e fibra lunga e, quando necessario, i test
state particolarmente rilevanti perché l’adeguatezza catodica e dello smalto. della risposta allo scorrimento. Quest’ultimo
si tratta proprio del caso in cui si opera con è consistito essenzialmente nell’applicare
temperature e carichi del veicolo massimi Prove un campione test simile a un peso durante il
(stabilità nel range pH 3-11, stabilità termica E’ stato importante verificare come i materiali carico termico e con un carico costante. Per
a mass. 210°C per 60 minuti). leggeri selezionati abbiano resistito al proces- garantire la qualità dei campioni, nelle pro-
In base a quanto riportato in letteratura e dalle so di verniciatura seriale BIW. Nel caso dei cedure dei test sono state usate le tecniche
indagini di mercato, sono stati selezionati i materiali compositi in fibra, la resistenza du- di analisi non-distruttiva. Mediante C-scan
materiali termoplastici e termoindurenti in rante il processo di verniciatura è un aspetto sono stati analizzati i materiali da stampare
considerazione dei costi previsti. Oltre a chiave nella selezione del materiale. fibro-rinforzati per iniezione, così da indivi-
questo, la preselezione è stata abbinata alle Oltre ai test del processo di verniciatura, sono duare i vuoti e la distribuzione della fibra nei
soluzioni attualmente disponibili, basate state studiate e registrate le proprietà mec- campioni del test. Per la plastica rinforzata
sull’esperienza acquisita presso Magna Ex- caniche. Ulteriori test hanno incluso quello a fibra continua e con le fibre di carbonio è
teriors nel campo dello sviluppo e produzione della piegatura per determinare le proprietà stata utilizzata una tecnica degli ultrasuoni
dei componenti, è stata anche considerata meccaniche, l’analisi dinamico-meccanica con sensori. Da questo studio approfondito
l’adattabilità a processi di produzione in ter- (DMA) prima e dopo l’esposizione alla matri- sono emerse dozzine di nuove combinazioni
mini di quantità e di integrazione di dettagli ce del materiale (degradazione del polimero, di materiali e ora si sta procedendo ad analiz-
come cupole, inserti ecc. Questo gruppo di diminuzione della densità di reticolazione zarle in vista della progettazione e produzione
materiali è stato esaminato per verificarne le ecc.) per materiali rinforzati in fibra continua di reali multicomponenti per automotive.
36 composite solutions & technopolymers n. 1/2018w TECHNOLOGIES
the painting process is a key factor production of actual multi-material automotive geometry, including deep ribs and thick
in materials selection. In addition to components. sections to manage load paths. In addition,
paint process testing, mechanical properties the vinyl ester resin matrix that comprises
were studied and recorded. COMPOSITES FOR VEHICLE SUB- the material is capable of performing in areas
Further tests included bending to determine STRUCTURES of high heat and offers excellent chemical
mechanical properties, dynamic mechanical Lightweighting in vehicle sub-structure has resistance, important factors in underbody
analyses (DMA) before and after exposure been rapidly evolving as manufacturers seek applications. This innovative material
to the material matrix (polymer degradation, to displace traditional steel construction with solution cuts mass by more than 30 percent
decrease of the crosslinking density etc.) for lighter weight materials to trim weight without over steel construction. Composites also
the continuous-fiber-reinforced materials and sacrificing performance. facilitate unmatched integration potential. In
the long fiber and, if necessary, principle tests Recent advancements in carbon fiber a joint development project with Ford Motor
for creep behavior. reinforced materials show promise for Company, Magna Cosma International and
The latter essentially consisted of applying a advanced composites in the development of Magna Exteriors, a prototype carbon fiber
load-like test specimen during the temperature lightweight vehicle subframes, most of which SMC subframe achieved an 87 percent parts
load with a constant load. are made from steel today. High loads call for reduction by replacing 54 stamped and welded
In order to ensure the quality of the samples, materials that provide excellent performance components with two compression molded
non-destructive testing (NDT) methods were in terms of strength and stiffness to meet parts and six over-molded stainless steel
used in the test procedure. C-scan testing long-term durability requirements. components. The use of composite materials
analyzed the fiber-reinforced injection molding Composites enable a versatile solution for also allows for tailored, one-step reinforcement
materials in order recognize voids and fiber the complex geometry needed to meet these in areas of excessive loads, including the
distribution in test specimens. An ultrasound requirements as they can manage load paths. control arm and roll restrictor areas.
method with a phased array probe was used Carbon fiber sheet molding compound (SMC) In these areas, non-crimped fabric materials
for continuous fiber reinforced plastics and is gaining ground as a potential solution for run through the same compounding line as the
with carbon fibers. vehicle sub-structures. Carbon fiber SMC carbon fiber SMC, allowing for co-molding of
Dozens of new multi-material combinations provides excellent stiffness (32.5 Gpa average) reinforcing patches and eliminating the need
came out of this extensive study, and Magna and tensile strength (220 Mpa average) for secondary joining operations to ensure
is progressing to test them in the design and performance and is capable of complex performance.
COMPOSITI PER SOTTOSTRUTTURE soddisfare questi requisiti nelle linee di carico. Nell’ambito di un progetto di sviluppo comune
DI VEICOLI I composti per stampaggio di laminati in fibra con la Ford Motor, Magna Cosma International
La riduzione del peso nelle sottoscocche di di carbonio (SMC) stanno guadagnando terreno e Magna Exteriors, un prototipo di sottotelaio
automobili si è evoluta rapidamente per quei come soluzione potenziale per le sottostrutture in fibra di carbonio SMC è riuscito ad ottenere
produttori alla ricerca di soluzioni alternative di veicoli. L’SMC in fibra di carbonio fornisce una riduzione delle parti all’87% sostituendo
alle tradizionali costruzioni di automobili, con una eccellente rigidità (media 32,5 Gpa) e 54 componenti stampati e saldati con due parti
l’ausilio di materiali più leggeri riducendo così resistenza alla trazione (media 220 Mpa) oltre stampate per compressione e sei componenti
il peso senza sacrificare la prestazione. a rendere possibile la lavorazione di geometrie di acciaio inossidabile sovrastampati.
I recenti progressi nel campo dei materiali rin- complesse, fra cui inserti e sezioni di alto spes- L’utilizzo di materiali compositi ha consentito
forzati con fibra di carbonio sono promettenti sore per resistere alle linee di carico. Inoltre, inoltre di realizzare rinforzi personalizzati in
per i compositi avanzati nello sviluppo dei sot- la matrice resina vinilestere che comprende il un’unica fase nelle aree di carico eccessivo,
totelai di basso peso dei veicoli, molti dei quali materiale può offrire efficacia in aree ad alta fra cui le aree del braccio oscillante trasversale
sono, allo stato attuale, costituiti da acciaio. sollecitazione termica (calore) offrendo anche e di limitazioni delle vibrazioni. In questi ambiti,
I carichi elevati richiedono materiali in grado di una eccellente resistenza chimica, aspetti im- i tessuti no-crimp si collocano sulla stessa
fornire una prestazione eccellente in termini di portanti nelle applicazioni della sottoscocca. linea di compounding della fibra di carbonio
tenacità e di rigidità per soddisfare i requisiti Questo materiale innovativo riduce la massa di SMC, permettendo il co-stampaggio di pezzi
di durabilità. più del 30% rispetto alle costruzioni d'acciaio. di rinforzo e rimuovendo la necessità di ope-
I compositi forniscono una soluzione versatile I compositi facilitano inoltre le potenzialità di razioni di unione secondarie a garanzia della
per geometrie complesse, richiesta al fine di integrazione non raggiunte. prestazione.
composite solutions & technopolymers n. 1/2018 37Puoi anche leggere