Lezione introduttiva al Laboratorio - Democenter
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
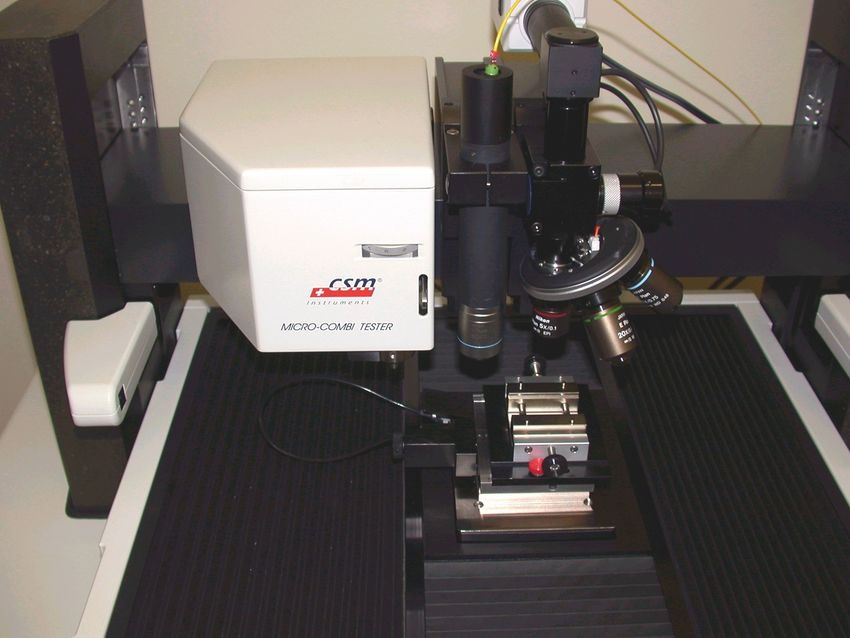
Lezione introduttiva al Laboratorio
test tribologici e prove di corrosione &
accenni di nanoindentazione, scratch e profilometria confocale
Luca Lusvarghi
luca.lusvarghi@unimore.it
SHORT MASTER - Tecnologie avanzate per la surface engineering di materiali di interesse industriale – 19 e 26 maggio 2016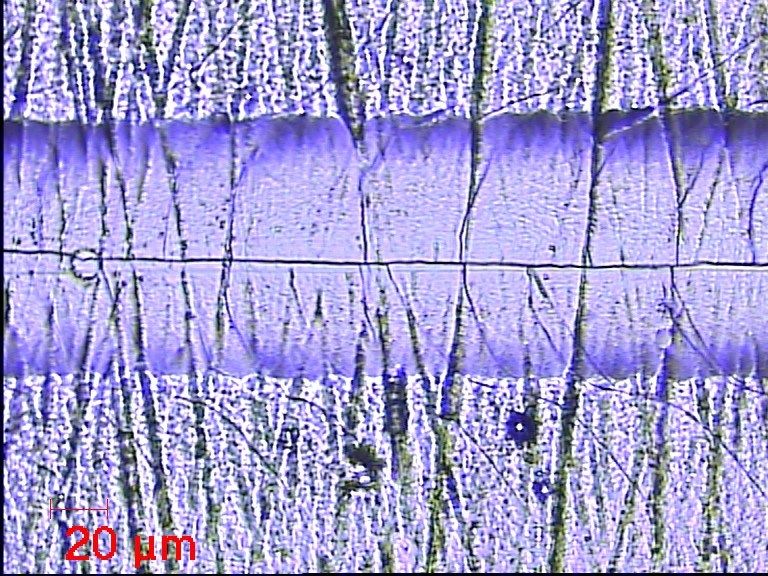
CENNI DI TRIBOLOGIA – ATTRITO E USURA
Da Engineering Tribology, 3rd edition, Elsevier Butterworth-Heinemann, 2005:
“Tribology, which focuses on friction, wear and lubrication of interacting surfaces in relative
motion, is a new field of science defined in 1967 by a committee of the Organization for
Economic Cooperation and Development. 'Tribology' is derived from the Greek word 'tribos'
meaning rubbing or sliding.”
Per una soluzione ottimale dei problemi tribologici, devono
essere noti e tenuti in considerazione tutti gli elementi che compongono un “ tribosistema ”,
nonché le loro interazioni.
REGOLA EMPIRICA:
Quando si sta discutendo un
problema tribologico, occorre
sempre chiedere informazioni
almeno sulle controparti in gioco,
se è presente o meno un
materiale intermedio, il carico
applicato e la velocità relativa fra
i due corpi.
OSSERVAZIONE:
la figura illustra un fenomeno di
strisciamento, ma vi sono molte
altre modalità di contatto
(rotolamento, etc)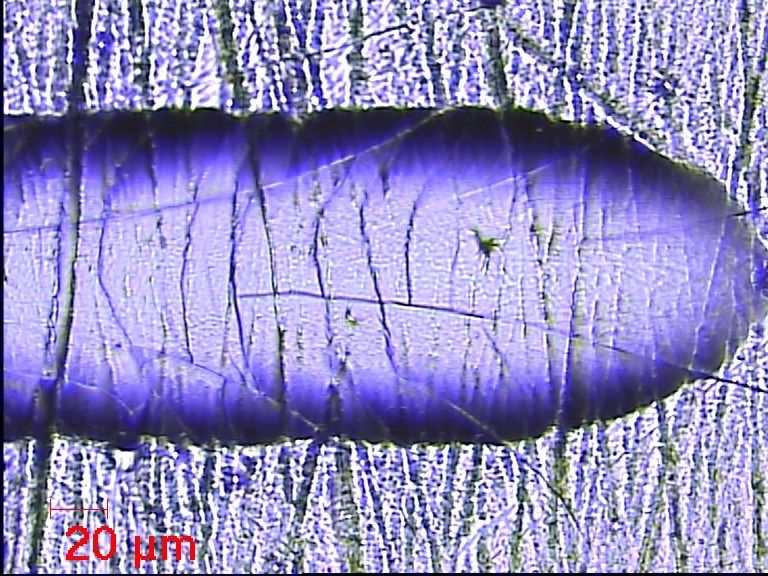
ATTRITO
L’attrito è la resistenza al moto di strisciamento o rotolamento che si verifica quando un corpo
solido si muove tangenzialmente sopra un altro con il quale è a contatto. L’attrito non è una
proprietà di un materiale, ma la risposta di un sistema.
L’attrito di un corpo sferico o cilindrico su un piano si dice
attrito volvente e il coefficiente di attrito è solitamente molto
più basso che in un puro strisciamento (cuscinetti a sfera, ruota-strada, ruota-rotaia).
Se un carico FN e una forza tangenziale F sono applicati su due corpi solidi in contatto fra loro,
allora il valore della forza tangenziale che è necessaria per iniziare il moto è chiamata forza di
attrito statico, Fs. Possono essere necessari pochi millisecondi prima che il moto relativo avvenga
all’interfaccia.
La forza tangenziale necessaria per mantenere il moto relativo è chiamata la forza di attrito
dinamico, Fk. La forza di attrito statico è maggiore o uguale a quella di attrito cinetico.
Il coefficiente di attrito è definito come il rapporto tra la forza tangenziale e quella normale.
Fk
k
FN
Fk
μk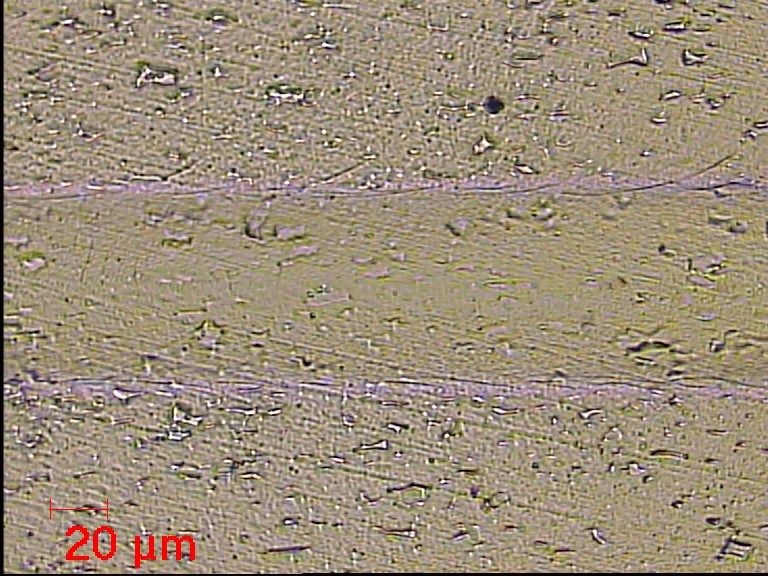
ATTRITO
L’ attrito è un fenomeno dissipativo una teoria realistica dell’attrito deve includere
meccanismi di dissipazione dell’energia.
1) Inizialmente, fu proposto che si sviluppassero pressioni molto alte nei punti locali di contatto
tra due metalli che strisciavano fra loro In corrispondenza delle asperità a contatto si raggiunge una temperatura
più elevata che nelle zone superficiali adiacenti. Questa temperatura è
detta temperatura di flash (Tf) ed è raggiunta per poco tempo.
OSSERVAZIONE: le superfici reali dei
materiali hanno comunque una rugosità diversa
da zero esiste un’area reale di contatto tra le
asperità diversa (minore) da (di) quella nominale
dei due corpi in movimento fra loro.
tali da indurre saldature locali e che, successivamente, le giunzioni formate in questo modo
venissero spezzate dal moto relativo delle due superfici. Più avanti, fu scoperto che non era
necessario che le asperità si saldassero, ma che l’adesione all’interfaccia tra le asperità fosse
sufficiente per spiegare l’attrito di metalli e ceramici.
2) In aggiunta all’energia (forza) di attrito necessaria per superare l’adesione sviluppata presso le
reali aree di contatto tra le superfici (contatti tra le asperità), è richiesta energia per la
deformazione a livello microscopico delle superfici a contatto durante il moto.
Se le asperità di una superficie solca la controparte attraverso la deformazione plastica, è
necessaria energia per questa deformazione microscopica (formazione del solco).
3) In materiale viscoelastici (come i polimeri), esiste anche una componente legata alle perdite
nel ciclo di isteresi elastica (elastic hysteresis losses).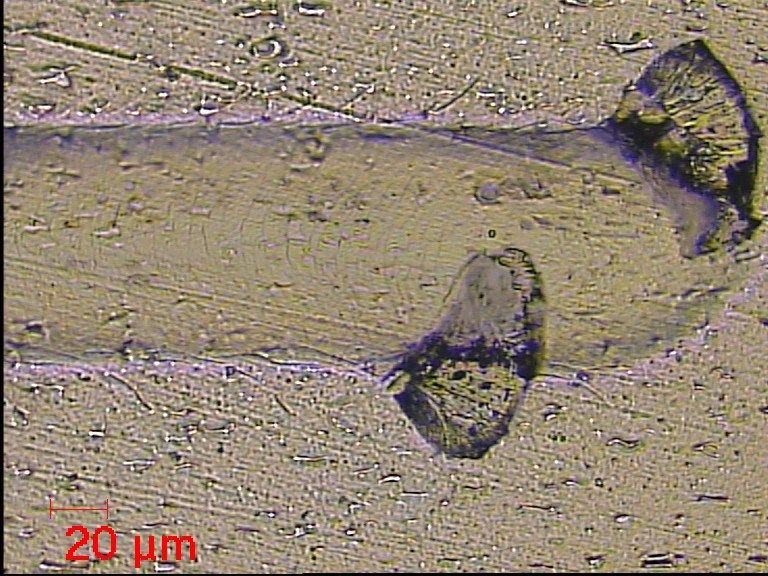
LUBRIFICAZIONE E I LUBRIFICANTI
La riduzione dell’attrito tra due corpi a contatto e in mutuo strisciamento può essere ottenuta
interponendo tra le due superfici una sostanza in grado di ridurre lo sforzo di taglio necessario
per permettere lo strisciamento stesso. Questa sostanza, che può essere solida, liquida o
gassosa, è detta lubrificante. Può avere anche compiti di raffreddamento e anticorrosivi.
Lubrificanti liquidi sono gli oli minerali e sintetici, le emulsioni e i grassi (semiliquidi).
Un parametro particolarmente adatto a caratterizzare il regime di lubrificazione, che si può
ottenere impiegando i lubrificanti liquidi, è il cosiddetto fattore lambda Λ, definito come:
dove hmin è il minimo spessore del lubrificante hmin
tra i corpi a contatto e R1 e R2 rappresentano
le rugosità quadratiche medie dei due materiali R12 R22
a contatto
attrito - meccanismi di dissipazione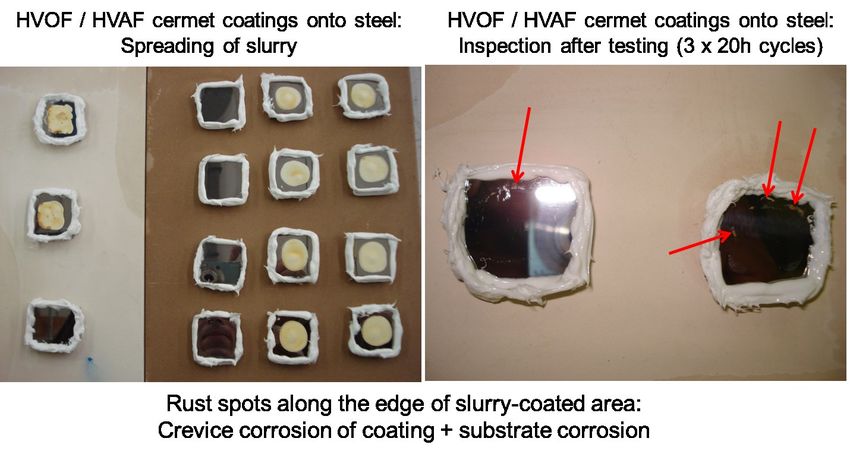
ESEMPIO 1: deformazione plastica dovuta a prova tribologica (strisciamento a secco)
ESEMPIO 2: deformazione plastica dovuta a prova tribologica con trasferimento di materiale
zone con
lega di Cu
trasferita
Il fenomeno dell’usura si verifica quando la superficie
di un corpo viene danneggiata da un altro corpo a
contatto. Questo danneggiamento comporta
generalmente la formazione di detriti di usura, che
possono abbandonare o meno il sistema tribologico.
MISURA DI ATTRITO E USURA
Esempio di geometria:
pin on disk (POD) - ASTM G 99
Esempio di geometria:
block on ring (BOR) – ASTM G 77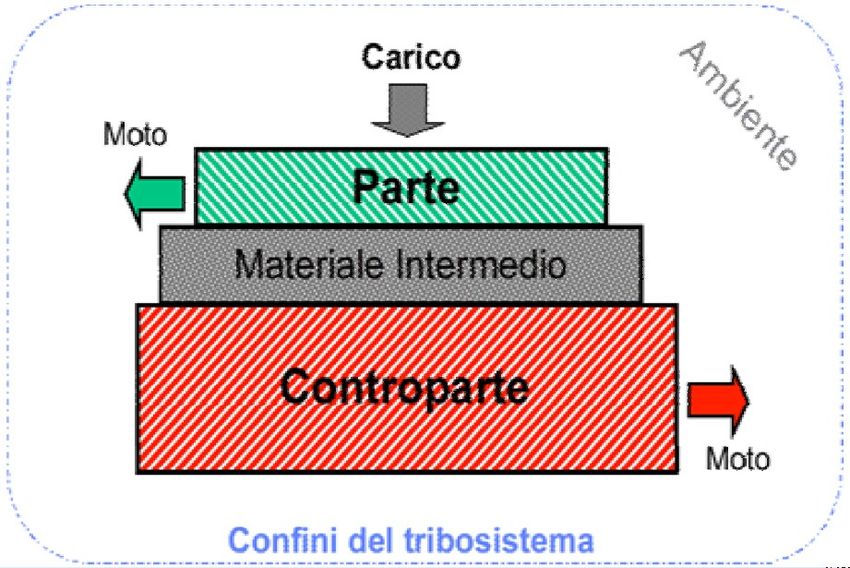
Quale geometria ? MISURA DI ATTRITO E USURA
NOTA: non esiste solo
lo strisciamento/sliding!
Quale «scala» ?
Test tribologici normati (esempi)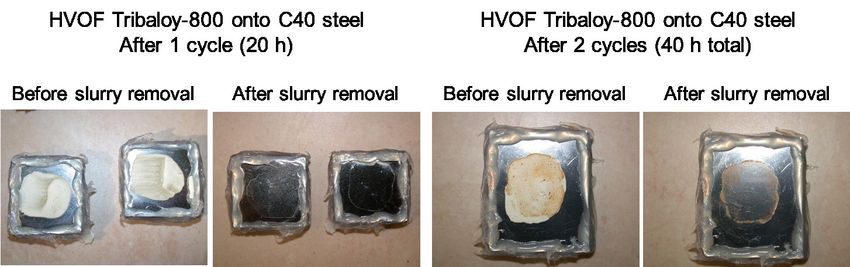
Lubrificanti solidi possono essere materiali a struttura lamellare (come la grafite o il bisolfuro di molibdeno, MoS2), alcuni polimeri come il teflon (PTFE) con alta inerzia chimica o metalli teneri a bassa compatibilità tribologica con i materiali da lubrificare (come il piombo, l’oro e l’argento nel caso della lubrificazione del ferro e delle sue leghe). E’ necessario che il lubrificante solido riesca ad aderire intensamente a una o entrambe le superfici da lubrificare e che l’interfaccia, dove si realizza il distacco delle asperità a contatto, sia caratterizzata da un basso valore di sforzo di taglio.
ESEMPIO 1 CURVA DI ATTRITO ESEMPIO 2
film in CrN su films in TiN su
acciaio; 5N, vs Al2O3 acciaio; 5N, vs Al2O3
Rivestimenti in
TiAlN & DLC su acciaio
geometria POD
5N, 10cm/s, a secco
μ
=0.5
SUBSTRATO
OSSERVAZIONE 1: quando compare un brusco SCOPERTO
salto del valore di coefficiente di attrito, questo USURA
ELEVATA
corrisponde solitamente ad un forte
cambiamento nel sistema tribologico. μ
il rivestimento TiAlN è delaminato (freccia
t(s)
nera, curva rossa) e dopo poco l’attrito di attesta
all’equilibrio tra acciaio, allumina e detriti
RIVESTIMENTO
il rivestimento DLC non è delaminato (attrito
INTATTO
costante) USURA MINIMA
OSSERVAZIONE 2: il rivestimento DLC (“Diamond =0.5
Like Carbon”) è un rivestimento sottile a base t(s)
carbonio ed è un lubrificante solido«WEAR RATE» o «TASSO DI USURA»
Il campione prima del test tribologico deve essere preparato:
• pulizia della superficie
• SI - lappatura e lucidatura della superficie si toglie la
variabile rugosità tra i parametri tribologici e ci si avvicina alla
finitura superficiale di molte applicazioni
• NO - lappatura e lucidatura della superficie si è interessati
all’influenza della finitura superficiale o è stato realizzato uno
specifico patterning o si rischia di abradere via un film sottile
superficiale
Usura del pin ?
area abrasa del pin
Misura della perdita in peso (mg)
Profilometria (mm3)PROFILOMETRIA A CONTATTO E A NON-CONTATTO (OTTICHE)
PROBLEMA GENERALE: «sharp edge»
CONTACTING STYLUS inductive capacitor
1) it can be very precise if the diamond
tip is small enough (stylus
radius down to 20nm)
2) it can scratch the sample skate profile to be measured
In white light confocal profilometry,
the visible light spectrum is
now encoded with z-coordinate data
as a function of varying focal distance
from the end of the lens
CONFOCAL PROFILERS - light in light out
By raster scanning the sample underneath a stationary lens it is possible to define a scan area which is only limited
by the size and accuracy of the automated tables and the ‘spot’ size of the focal point
PROBLEMA: materiali trasparentiESEMPI DI «FRICTION» & WEAR MAPS
WEAR MAP – COMPOSITO A MATRICE POLIMERICA 1 WEAR MAP – COMPOSITO A MATRICE POLIMERICA 3
WEAR MAP – COMPOSITO A MATRICE POLIMERICA 2 PIN = CMP; disco = coating ceramico
FRICTION MAP –
COMPOSITO A
MATRICE
POLIMERICA 4 & 5
PIN = CMP;
disco = coating
PIN = allumina; disco = CMP ceramicoLA CORROSIONE Nel corso del loro impiego, i materiali metallici sono spesso in contatto con un mezzo aggressivo liquido oppure gassoso: la tendenza generale dei sistemi fisici a raggiungere lo stato termodinamicamente più stabile si manifesta attraverso il fenomeno della corrosione. I processi di corrosione comportano la totale distruzione del materiale metallico ed è, quindi, di notevole importanza conoscere i principi chimico-fisici che ne stanno alla base così da attuare i rimedi atti a prevenirli o rallentarli. I due tipi principali di corrosione sono: · la corrosione chimica: ad esempio la corrosione a secco in atmosfera ossidante ad alta temperatura. · la corrosione elettrochimica: ad esempio la corrosione in ambiente marino. In ogni caso, il fenomeno della corrosione è un problema di superficie o, più precisamente, di interfaccia fra un metallo ed un ambiente aggressivo liquido oppure gassoso. ossidazione ad alta temperatura in due tubi corrosione elettrochimica in ambiente raggianti di un bruciatore marino
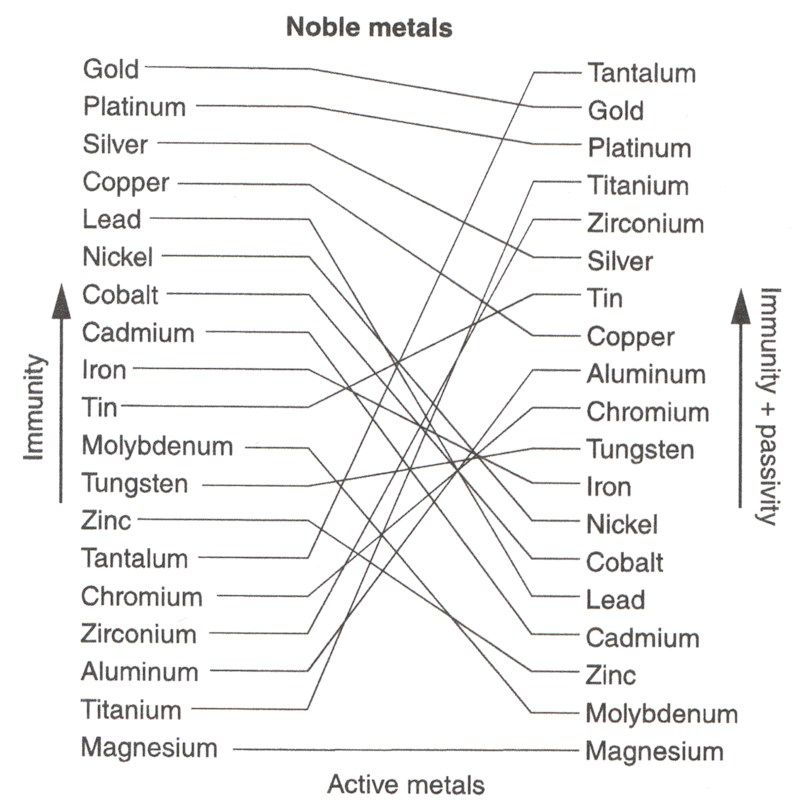
LA CORROSIONE Quando un metallo è immerso in un certo ambiente, si può comportare in tre modi: 1) I metalli che mossi dimostrano immuni, vengono chiamati generalmente chiamati metalli nobili (es.: platino, oro). Per una certa combinazione tra metallo e ambiente che risulta in un comportamento immune, non c’e’ alcuna reazione del metallo, e, quindi, corrosione. 2) Un altro comportamento possibile è che il metallo si corroda a causa dell’ambiente che lo circonda. Quando il comportamento è attivo, il metallo si dissolve nella soluzione e forma prodotti solubili (es.: in soluzione corrosiva acquosa) e non protettivi. La corrosione o la dissoluzione del metallo continua fino a che i prodotti di corrosione non impediscano la successiva corrosione. La perdita in peso risulta notevole. 3) Quando il comportamento è passivo, il metallo si corrode in quanto esiste una reazione con l’ambiente. Tuttavia, uno strato insolubile e protettivo, costituito dai prodotti di corrosione, si forma (es.: l’ossido di cromo superficiale negli acciai inossidabili). Questo film molto sottile (alcuni nm), detto film di passivazione, riduce drasticamente la velocità di corrosione. La resistenza alla corrosione dipende fortemente dall’integrità del film di passivazione. Se questo film è rotto o dissolto, il metallo può passare allo stato attivo e essere fortemente corroso (es: acciaio in acido nitrico non sollecitato o sollecitato meccanicamente in superficie).
QUALE STRATEGIA ADOTTARE ? - 1
GRADO DI NOBILTÀ
ELETTROCHIMICA
RIVESTIMENTO PIU’ NOBILE DEL SUBSTRATO RIVESTIMENTO MENO NOBILE DEL SUBSTRATOQUALE STRATEGIA ADOTTARE ? - 2
CAPACITA’ PROTETTIVA
DELL’OSSIDO PASSIVANTE
Esempio
condizioni ossidanti/riducenti e il titanioPROVE DI CORROSIONE
Metodi elettrochimici
- Monitoraggio del potenziale a circuito aperto (Open
Circuit Potential (OCP))
- Test di polarizzazione elettrochimica (ASTM G5)
- Electrochemical impedance spectroscopy (EIS)
- Chronoamperometry
- Cyclic voltammetry
-…
Test accelerati
- Tesi in nebbia salina (ASTM B117, ASTM B368,
UNI EN ISO 9227, ….)
- Test Corrodkote (ASTM B380)
- Field testingTEST DI POLARIZZAZIONE ELETTROCHIMICA
REFERENCE ELECTRODE (RE)
Ag/AlCl/KCl(sat.)
CAMPIONE
Connected to
working electrode COUNTER ELECTRODE (CE)
(WE) (Pt mesh)
ELECTROCHEMICAL CELL
containing test solution
(es.: HCl 0.1 M)
• Il potenziostato fornisce corrente continua
• Sono necessari 3 elettrodi: WE, RE, CE
• Il potenziostato regola la corrente tra il WE (campione) e il contro
elettrodo (Pt) in modo che la differenza di potenziale tra il WE e il RE sia
costante.
Per misurare una curva di polarizzazione, si impone un potenziale costante
e si misura la corrente corrispondente. Cambiando lentamente il potenziale,
si misurano tutte le correnti corrispondenti («all’ equilibrio»).LE CURVE DI POLARIZZAZIONE - 1
AMBIENTE
COMPOSIZIONE
Si misura la densità di corrente di corrosione
(mA/m2), ma è possibile giungere ad una velocità di
corrosione («corrosion rate», μm/y)
Esempio
Metallo attivo-passivo: acciaio inossidabile,
titanio in ambiente ossidante
Metallo attivo: acciaio al carbonio,
titanio in ambiente riducenteLE CURVE DI POLARIZZAZIONE - 2
Calcolo della corrente di corrosione: l’equazione di Tafel
La soluzione di questo sistema (intersezione
dei fit lineari delle curve di polarizzazione
catodica e anodica) fornisce
Ecorr = potenziale di corrosione
icorr = densità di corrente di corrosioneESEMPIO: DECAPAGGIO CHIMICO DEGLI ACCIAI INOSSIDABILI
saldatura TIG
Es.: passivazione
(H3PO4 + H2O2)TEST ACCELERATI
TEST DI NEBBIA SALINA
- Widespread qualitative chemical corrosion method
- Long-term exposure of samples to a “mist” obtained
by the atomisation of a NaCl aqueous solution
TEST DI NEBBIA SALINA
- Test run in closed cabinets with periodic inspection
NSS = neutral salt spray
ISO 9227 / ASTM B117
- Samples not exposed directly to the atomised spray Test environment: NaCl (50 g/l), T = 35 °C, pH =
6.0 – 7.0 (ASTM) or pH = 6.5 – 7.2 (ISO)
- Samples placed in suitable frames, 20° inclination AASS = acetic acid salt spray
Corrosion products from a sample must not drip onto ISO 9227 / ASTM G85-02
underlying samples Test environment: NaCl (50 g/l) + acetic acid up
to pH = 3.1 – 3.3, T = 35 °C
- Visual inspection of the samples after testing
Criterion (usual): n° of hours before first sign of CASS = copper accelerated acetic acid salt spray
(ISO 9227 / ASTM B368)
corrosion Test environment: NaCl (50 g/l) + CuCl2·2H2O
(0.26 g/l) + acetic acid up to pH = 3.1 – 3.3, T =
50 °CTEST ACCELERATI CORRODKOTE TEST
- Alternative qualitative chemical
corrosion method
- ASTM B380 / ISO 4541
- Samples are spread out with a slurry
consisting of:
30 g kaolin
50 ml of aqueous solution with
Cu(NO3)2 + FeCl3 + NH4Cl
- Test run in climatic chamber:
T = 38±2 °C; R.H. = 80 – 90%
- Test cycle duration: 20 h (ASTM) / 16
h (ISO)
- Visual inspection of the samples
after testing and washingDUREZZA
PROBLEMA – INDENTAZIONE IN
Indentatore Rockwell
SUPERFICIE: i rivestimenti sottili e/o
«bulk» o rivestimenti molto spessi
morbidi (es.: polimerici) e l’influenza
del substrato
controllo della profondità
Indentatore Vickers o Knoop
rivestimenti spessi
PROBLEMA – INDENTAZIONE IN
SEZIONE: i rivestimenti sottili e la
dimensione dell’impronta
controllo del carico e carichi bassi«DEPTH-SENSING INDENTATION TESTING»
Lo strumento misura continuamente lo NOTA: la tecnica della nanoindentazione è
spostamento dell’indentatore (es.: sensori un’indentazione depth-sensing con carichi nel range
tipo LVDT, Linear Variable Differential dei millinewton o inferiori. Si può lavorare senza
problemi nei range tradizionali, es. 1-10N.
Transformer) e il carico applicato (es.: cella
di carico) durante l’applicazione del carico e Berkovich Knoop «cube-corner»
in fase di ritiro.
Si può utilizzare qualsiasi tipo di punta, ma le
norme, es.: ASTM E2546 o ISO 14577, indicano la
Berkovich
Load (mN)
Penetration (nm)«DEPTH-SENSING INDENTATION TESTING»
SECONDO ISO 14577
(Oliver-Pharr approximation)
DUREZZA
P
H IT
AC
Ac = area proiettata di
contatto, Ac(hc) => hc calcolato
= S attraverso l’approssimazione
di Oliver-Pharr
P = carico applicato
S = pendenza della curva in
fase di rilascio del carico
hr = profondità finale dell’impronta
hc = «actual contact depth» (sink-in elastico)
hmax = profondità massima a Pmax S
he = recupero elastico durante il ritiro Er
dell’indentatore AC 2
MODULO ELASTICO
Relazione approssimata tra durezza strumentata e durezza Vickers (secondo ISO 14577)
HV = 0.0926 * HITFORMA DELLA CURVA DI CARICO E SCARICO ESEMPIO: DUREZZA RIVESTIMENTE «SPRAY»
= CRICCATURA ESEMPIO: DUREZZA FILM SOTTILI
FRAGILE Diamond-like carbon films su C40
(stesso spessore)ASTM C 1624 – 05 – RIVESTIMENTI SOTTILI (“FRAGILI”) - quantitativa
Standard Test Method for Adhesion Strength and Mechanical Failure Modes of
Ceramic Coatings by Quantitative Single Point Scratch Testing
This test method covers the determination of the practical adhesion strength and
mechanical failure modes of hard (Vickers Hardness HV = 5 GPa or higher), thin (≤30
μm) ceramic coatings on metal and ceramic substrates at ambient temperatures.
RIVESTIMENTI: The defined test method is not directly applicable to metal or polymeric
coatings which fail in a ductile, plastic manner, because plastic deformation mechanisms are
very different than the brittle damage modes and features observed in hard ceramic coatings. The
test method may be applicable to hard metal coatings which fail in a brittle mode with
appropriate changes in test parameters and damage analysis procedures and criteria.
SUBSTRATI: Under narrow circumstances, the test may be used for ceramic coatings on
polymer substrates with due consideration of the differences in elastic modulus, ductility, and
strength between the two types of materials. Commonly, the low comparative modulus of the
polymer substrate means that the ceramic coating will generally tend to fail in bending
(through-thickness adhesive failure) before cohesive failure in the coating itself.
In the test method, a diamond stylus of defined geometry (Rockwell C, a conical diamond
indenter with an included angle of 120° and a spherical tip radius of 200 μm) is drawn
across the flat surface of a coated test specimen at a constant speed and a defined
normal force (constant or progressively increasing) for a defined distance. The damage
along the scratch track is microscopically assessed as a function of the applied force. Specific levels
of progressive damage are associated with increasing normal stylus forces. The force level(s)
which produce a specific type/level of damage in the coating are defined as a critical
scratch load(s).ASTM C 1624 – 05 – RIVESTIMENTI SOTTILI (“FRAGILI”) - quantitativa
SENSORE indentatore
DELLA FORZA o scratcher
TANGENZIALE – OPZIONALE => the tangential force is the force that
opposes(0.01N-1gf 30N-3kgf)
the relative motion between a moving stylus and the surface that is being scratched by the
profilometro
stylus and which is perpendicular to the normal force exerted by the stylus. microscopio
ottico confocale
SENSORE DELL’EMISSIONE
DONAZIONE Fondazione ACUSTICA (20 m & 350 =>
– OPZIONALE µm) ottico is class of
the acoustic emission
Cassa in
phenomena di Risparmio di Modena
which elastic waves are generated by the rapid release of energy from localized
sources within a material, or the transient waves so generated BRITTLE DAMAGE EVENTSASTM C 1624 – 05 – RIVESTIMENTI SOTTILI (“FRAGILI”) - quantitativa
Perché nella norma è specificato che la natura del rivestimento non deve essere metallico o
polimerico, salvo eccezioni ?
18 N Cr duro 18 N
presenza
solco
centrale
=
15N
30 N TiN – PVD
Lc1 = 10N
Lc2 = 25N
Lc3 = 29N
30 NPOWDER COATINGS – SPRUZZATURA ELETTROSTATICA
PILE- FULL WIDE PLOUGHING PLOUGHING IRONING
UP FILM SPREAD WITH
FAILURE FRACTURES FRACTURES ANDAMENTO DELLA
“PENETRATION DEPTH”, dp
in funzione di T
in funzione di tPuoi anche leggere