L'automazione italiana nella produzione Ikea
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Movicon Success stories: soluzioni per il manifatturiero
L’automazione italiana
nella produzione Ikea
Ikea sceglie la qualità del made in Italy nel settore del
mobile e sposta sempre più la produzione in Italia, grazie al
livello di automazione delle imprese italiane che può
garantire produttività e qualità a livelli di eccellenza.
La storia di IKEA comincia nel 1943 nel piccolo degli acquisti mondiali, al terzo posto dopo Cina e
villaggio di Agunnaryd, in Svezia, quando Ingvar Polonia.
Kamprad, il fondatore dell'azienda, aveva solo 17 L’amministratore delegato di Ikea Italia Lars
anni. Da una semplice attività di vendita di Petersson ha sottolineato come “Abbiamo
fiammiferi, Kamprad ha saputo fare crescere individuato nuovi partner italiani che hanno
costantemente la sua impresa fino a farla preso il posto di fornitori asiatici grazie alla loro
diventare una multinazionale. Oggi il Gruppo IKEA
competenza, al loro impegno e alla capacità di
è diventato un marchio mondiale, presente in 41
produrre articoli caratterizzati da una qualità
paesi con 131.000 co-worker e vendite annuali
migliore e a prezzi più bassi dei loro concorrenti
per oltre 24,7 miliardi di euro.
Dai semplici mobili prodotti in kit di montaggio asiatici”. Questo è possibile anche grazie
con i legni delle foreste svedesi, oggi il gruppo all’elevato livello di automazione delle imprese
produce le proprie soluzioni di design d’arredo italiane, che garantiscono così produzione e
con la logica della globalizzazione, scegliendo qualità elevata.
fornitori e partners in tutto il mondo in grado di Già nel 2011 il gruppo ha comprato in Italia più di
produrre i componenti d’arredo al miglior costo quanto ha venduto, confermandosi un motore di
possibile, con la massima qualità, e con un spinta per l’economia del paese. La parte del
particolare riguardo per la eco sostenibilità. leone la fanno gli acquisti di cucine: una cucina
su tre venduta da Ikea in tutto il mondo è
Recentemente, il colosso svedese ha annunciato prodotta in Italia. Gli acquisti provengono
di volere sviluppare sempre più il rapporto con 24 prevalentemente dal Veneto (38% degli acquisti),
fornitori italiani per circa un miliardo di euro di
acquisti. Il gruppo Ikea già effettua in Italia l’8%
1
Movicon Success stories: soluzioni per il manifatturiero
L’impianto è composto da tre linee: La linea di assemblaggio, di cui fanno parte alimentatore traversi (Fig.1), alimentatore
pannelli (Fig.2), alimentatore montanti (Fig.3; )la linea di imballaggio (Fig. 4) ed il fine linea di pallettizzazione (Fig.5). Tre
sistemi HMI basati su Movicon CE presidiano localmente ogni linea, ed un supervisore generale Movicon 11 gestisce l’intero
processo, registra ed analizza i dati di produzione.
2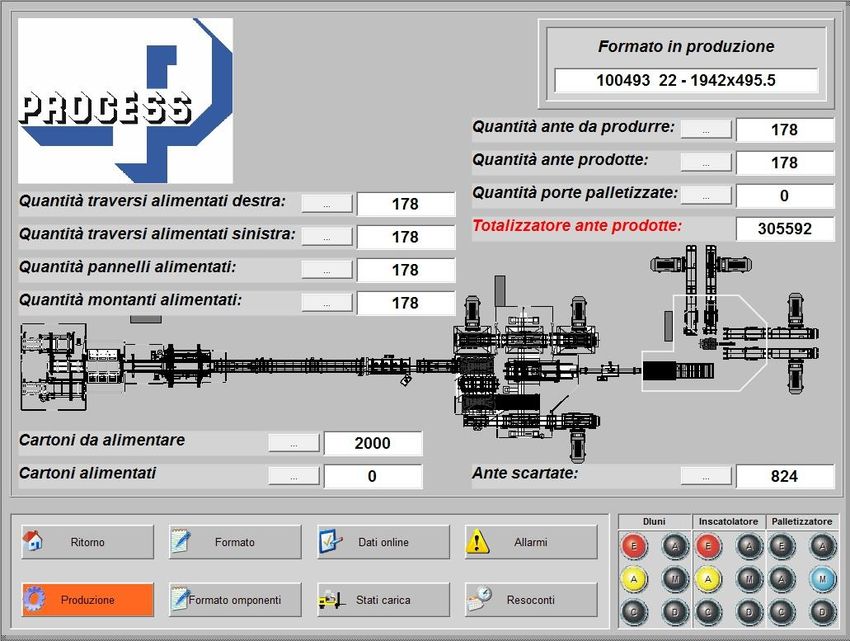
Movicon Success stories: soluzioni per il manifatturiero
Friuli (30%) e la Lombardia (26%). Dalle tre L’architettura dell’impianto
precedenti regioni Ikea fa maggiori acquisti che L’automazione dell’impianto è gestita da tre PLC
da Svezia o Germania. La ricaduta occupazionale Saia collegati tra loro in rete ethernet e connessi
collegata a queste nuove commesse produttive è sempre sulla medesima rete ai sistemi di
considerevole e stimabile in 2.500 posti di lavoro, interfaccia operatore e al PC di supervisione
ai quali vanno sommati i 6.600 dipendenti della generale.
La gestione dell’impianto si basa sulla tecnologia
rete commerciale e logistica e l’indotto dei punti
software di Movicon 11, utilizzata da oltre un
vendita.
decennio da Process Srl proprio per la sua
Soddisfazione italiana per Manuex, azienda che
versatilità, indipendenza dall’hardware e
dal 2011 ha occupato i capannoni lasciati vuoti da
flessibilità. In questo caso infatti, la linea prevede
un nome storico del tessile biellese, la Fraver di
tre sistemi HMI touch screen da quindici pollici
Quaregna. Qui ora si realizzano guide e coperture
basati su Windows CE dislocati lungo le linee che
per cassetti destinati a mobili per cucine,
compongono l’impianto. Ai sistemi è collegato il
destinati al colosso mondiale dell'arredamento
supervisore Scada, e l’impiego di Movicon ha
Ikea. La Manuex fa parte del gruppo Fgv,
consentito un enorme risparmio di tempo ed il
acronimo che sta per Formenti e Giovenzana,
riutilizzo di parti dello stesso progetto.
Veduggio, i nomi dei fondatori che hanno dato
Il sistema di controllo possiede anche un punto di
vita alla società nel 1947 e quello del paese in
connessione via modem per il tele service del
provincia di Como (Veduggio con Colzano) dove si
servizio tecnico di Process Srl, attraverso il quale i
trova la sede principale.
tecnici di assistenza possono controllare o
modificare i programmi del PLC, lo stato degli
La produzione delle antine allarmi (con eventuale intervento remoto in caso
Al fine di garantire il raggiungimento di anomalie), i reports di produzione giornalieri,
dell’obiettivo di una produzione con i volumi, la settimanali e mensili, così come ogni altra
flessibilità e la qualità richiesta dal cliente, è stato eventuale analisi di diagnostica.
progettato un nuovo impianto per la produzione, Il supervisore, grazie alle potenti funzioni
l’assemblaggio e il confezionamento di antine integrate in Movicon, permette essenzialmente
destinate ai mobili da cucina Ikea. di gestire l'utilizzo, la manutenzione e
Il progetto e la realizzazione sono stati affidati l'ottimizzazione della macchina senza l'ausilio di
alla Process Srl di Sassuolo, azienda che opera da personale molto qualificato.
oltre 25 anni nel settore dell’automazione per il Infatti, la predisposizione della macchina per una
legno. La Process Srl può infatti vantare le determinata produzione avviene in modo molto
competenze giuste per realizzare linee di semplice, richiamando uno dei formati
assemblaggio, montaggio e pallettizzazione ad precedentemente memorizzati nella banca dati
alto livello di automazione tecnologica. Process del PC tramite l'uso intuitivo di pochi tasti.
Srl ha progettato l’impianto per ottenere alla fine
della linea un’antina perfettamente assemblata
ed incollata, con possibilità di comporre
indifferentemente ogni tipo di anta con uno, due
o tre pannelli, e di ottenere un cambio formato
molto veloce in maniera totalmente automatica.
L’impianto è composto da una linea di
assemblaggio, una linea di imballaggio e una linea
di pallettizzazione, con una produzione che può
arrivare a 12 antine al minuto, con il minimo
presidio umano: per l'asservimento di tutte le
operazioni automatiche è sufficiente un solo
operatore.
3
Movicon Success stories: soluzioni per il manifatturiero
Linea di assemblaggio fase di apertura scatola) e portarla sul cartone,
Questa parte di impianto è suddivisa in tre precedentemente posizionato; prelevare le
sezioni: La prima sezione è composta dai traversi antine danneggiate e impilarle sul trasporto a
che vengono alimentati in due magazzini che a rulli. Il materiale conforme passerà nella stazione
loro volta alimentano la macchina, e sono dotati di imballaggio, in grado di piegare il cartone
di applicatori di colla vinilica per la distribuzione intorno all’antina che è all’interno, e sigillarlo con
della colla nelle scanalature. I traversi sono nastro.
posizionati sulle successive cinghie secondo le
dimensioni dei pannelli, in modo totalmente
automatico.
La seconda sezione è composta da un sistema
di alimentazione pannelli, basato su una
movimentazione automatica portale, un
trasporto a cinghie e un alimentatore pannelli.
I pannelli sono prelevati dai pallet e depositati
sull’allineatore che li trasferisce al portale
principale incluso nella macchina-base.
Mentre la pinza sta lavorando da un lato,
l’operatore può preparare le pile e alimentare
il magazzino dell’altro lato della macchina.
La terza sezione è composta da due
alimentatori montanti, posizionati ai lati della
macchina principale. Questi alimentatori sono
inoltre alimentati da un sistema robotizzato in
grado di prelevare da un pallet uno strato
completo di montanti, centrarlo e depositarlo
alternativamente nei magazzini montanti di Pagina video principale del supervisore Movicon dell’intero impianto,
destra e sinistra. I montanti sono caricati da con l’accesso ai dati delle tre linee che lo compongono.
un operatore ai due magazzini collocati ai due
lati della macchina. I montanti sono incollati
nella fresata centrale e nei fori delle spine da
due pistole (con colla vinilica) mossi da due
assi controllati. Questi assi sono inoltre dotati di Linea di pallettizzazione
due unità per l’applicazione di punti di colla a Le scatole a questo punto vengono etichettate
caldo hot melt lungo i montanti. Una volta automaticamente (in qualsiasi posizione) e
incollati i montanti arrivano nell’area di chiusura passano alla fase di palletizzazione, che avviene
dove una serie di dieci assi controllati, guidati da tramite un robot antropomorfo che provvede al
motori brushless provvedono alla completa posizionamento sui pallet delle antine imballate
azione di assemblaggio. Il trasporto a catene nel cartone.
all’uscita della macchina collega la sezione di
assemblaggio a quella di imballaggio attraverso
una foratrice.
Linea di imballaggio
In questa stazione arrivano le porte assemblate
pronte per essere imballate. Una struttura
principale , tipo “portale”, dotata di due assi
verticali controllati e relative testate di prelievo è
in grado di: prelevare un cartone dalla pila,
entrato precedentemente, e trasportalo nella
stazione di imballaggio; prelevare dalla linea di
assemblaggio un’antina già rovesciata sottosopra
(questo eviterà danneggiamenti dell’antina in
4
Movicon Success stories: soluzioni per il manifatturiero
Supervisione, HMI e Plant Intelligence
La gestione dell’intero impianto, composto
dall’insieme delle tre linee sopradescritte, è
completamente automatizzata, e tutti i
parametri ed i report di produzione vengono
completamente supervisionati a livello
informatico con possibilità di controllo da
remoto. La gestione degli allarmi avviene
localmente sugli HMI, ma il supervisore
centrale offre in più una condotta guidata
che, in caso di anomalia, segnala
all'operatore il tipo di allarme che si è
verificato, spiegando le cause che possono
averlo determinato e le possibili procedure
per rimuoverlo.
Il sistema inoltre provvede a registrare su
database tutti i dati relativi alla produttività
dell’impianto, e a visualizzarli attraverso il
sistema di reportistica integrato in Movicon Una delle pagine di configurazione e setup della linea.
11. Oltre a tutti i dati di produzione, elencati
per lotto, prodotto, turno, operatore, sono
registrati anche tutti gli orari di avvio,
arresto, fermo macchina per allarme o per
tipologia di fermo di produzione. In questo
modo è possibile disporre dei parametri relativi
alla produttività e al rendimento dell’impianto,
applicando i criteri tipicamente definiti di “plant
intelligence”. Questi principi consentono al
gestore di individuare la produttività reale, la
differenza rispetto alla produttività teorica e le
cause che determinano i fermi più frequenti,
disponendo quindi di tutte le informazioni per
eseguire la manutenzione preventiva e di
migliorare la produttività. I manutentori possono
così intervenire tempestivamente per risolvere
eventuali problemi dovuti allo stato anomalo di
un determinato pezzo.
Tutte le operazioni eseguibili dagli operatori sono
protette da password, attraverso la potente e
sicura gestione degli utenti offerta da Movicon.
Diversi livelli di priorità nell’accesso al sistema
consentono la necessaria sicurezza per non
permettere ad un operatore l'entrata a
determinati dati o funzioni.
La piattaforma Scada Movicon si è dimostrata per
Process Srl lo strumento idoneo per raggiungere
gli obiettivi severi imposti dalle specifiche
richieste. Essa permette lo sviluppo in breve
tempo di un’applicazione affidabile e solida con
un’interfaccia intuitiva; consente
decentralizzazione e flessibilità del progetto;
sviluppa potenti funzionalità di reportistica e
5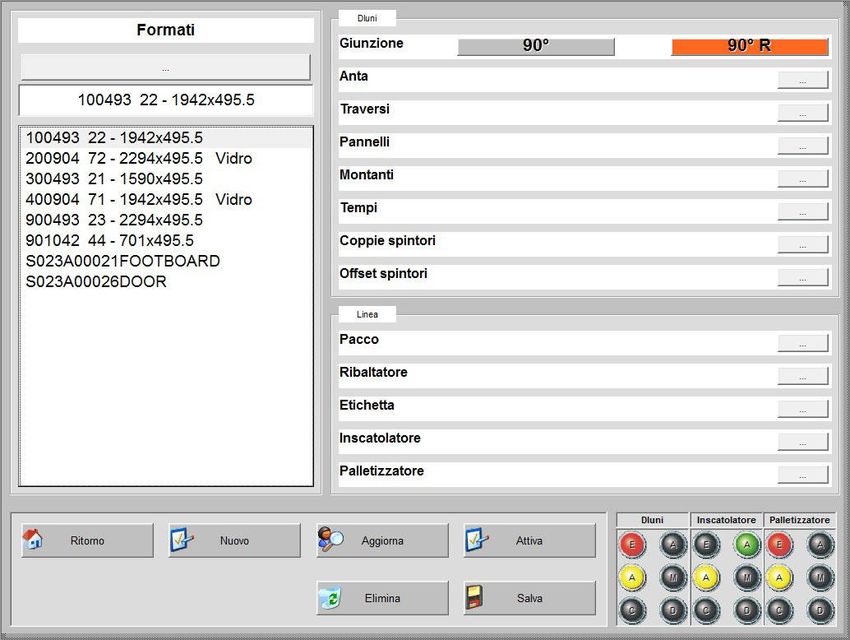
Movicon Success stories: soluzioni per il manifatturiero
analisi e, in ultimo, fornisce sicurezza per gli
operatori.
Un’azienda specializzata
Process srl nasce nel 1985 con l’intento di
integrarsi nel tessuto industriale del legno
mettendo a disposizione tutta la tecnologia in
automazioni acquisita nel settore ceramico.
Il primo successo arriva con lo strettoio
automatico per antine, che si evolve per tutti i
tipi di porte, e nel tempo conduce la Process Srl
ad essere riconosciuta come leader nel settore,
tra le prime aziende ad adottare i robot
antropomorfi in contesti diversi dall’industria
automobilistica, dove tipicamente sono utilizzati.
Nel pavimento in laminato, Process Srl mette a
disposizione tutta la sua esperienza ceramica
progettando impianti che rivoluzionano i concetti
di integrazione impiantistica utilizzando robot
antropomorfi e veicoli laser guidati, arrivando a
una produttività pro-capite ancora oggi
insuperata. Tutelata da diversi brevetti frutto
della creatività ed ingegno dei suoi progettisti,
Process Srl offre alla propria clientela sistemi
d’automazione ed impianti ad altissima
tecnologia, con il valore dell’esperienza applicata
ai settori del legno e del mobile, della
pavimentazione in legno o melaminico,
dell’inscatolamento a basso spessore, della
logistica e della pallettizzazione.
Oggi, l’impianto di produzione delle antine per i
mobili da cucina di Ikea realizzato da Process Srl,
è in funzione con grande soddisfazione della
committenza. Oltre agli evidenti benefici della
qualità di un processo gestito automaticamente,
l’impianto ha evidenziato anche dei notevoli
ritorni economici in termini di personale
necessario. Utilizzando un'installazione di questo
tipo, per la gestione del processo completo, si ha
una riduzione dell'80% del personale rispetto ai
sistemi tradizionalmente in uso, potendo così
contare su un pieno rientro dell'investimento in
tempi brevissimi.
Simone Cerroni – Process Srl
6


Puoi anche leggere