IN POLE POSITION - MAN COMMERCIAL VEHICLES KONGSBERG AUTOMOTIVE GETRAG FORD
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

NEWS E OPINIONI DA TUTTO IL MONDO N. 1 – 2007 • MAN COMMERCIAL VEHICLES • KONGSBERG AUTOMOTIVE • GETRAG FORD IN POLE POSITION SPECIALE AUTOMOTIVE • FRESATURA TROCOIDALE • RICERCA E SVILUPPO

Sommario N. 1 – 2007
TECNICA Innovazione e cooperazio-
ne danno i loro frutti per
la norvegese Kongsberg
I vantaggi della fresatura Automotive.
trocoidale e gli utensili
necessari per eseguirla. PAGINA 14
PAGINA 30 Getrag Ford. Dove una
soluzione di attrezzaggio
personalizzata determina
Lavorazioni ad alte presta- un notevole impatto sulla
zioni in compagnia di Eric produzione.
Brouwers, Seco.
PAGINA 16
PAGINA 32
Un accordo per fornitore
Un passo avanti con Patrick unico sta premiando John
de Vos: il primo di una serie Deere Power Systems.
di articoli sul programma
STEP di Seco.
PAGINA 22
PAGINA 38
Alesatori da sogno…
Francaise de Mechanique
SPECIALE AUTOMOTIVE ha fatto dell'alesatura di
precisione un'arte.
In pole position: The PAGINA 24
New Edge incontra il pilota
Thomas Engström, sponso-
rizzato da Seco.
L'ANGOLO DI SECO NEWS
PAGINA 6
Nuovi prodotti ed
L'attrezzaggio personaliz- applicazioni intelligenti.
zato di Seco entra in azione Panoramica sulle ulti-
con MAN veicoli commer- missime Seco.
ciali, Germania.
PAGINA 10 PAGINE 19, 25 e 32
THE NEW EDGE
E-mail: bo.holmblad@secotools.com
Produzione e layout: Greenwood Communications
E-mail: info@greenwood.se
La rivista internazionale per il gruppo Seco Tools
Seco Tools AB, Marketing Department
Direttore editoriale: Colin Luthardt 737 82 Fagersta, Svezia
E-mail: colin.luthardt@secotools.com Tel: +46 223-400 00, Fax: +46 223-718 60
Redattore: Bo Holmblad Internet: www.secotools.com
2 | The New Edge 1/2007
Editoriale
SECO VISTA DALL’INTERNO Mantenere un
Bouxwiller, Francia.
vantaggio competitivo
C
The New Edge visita uno ome molti altri manager, ricevo con-
dei centri specializzati ricer- tinuamente inviti a seminari, corsi di
ca e sviluppo Seco. formazione e programmi di addestra-
mento alla maggior parte dei quali non posso
PAGINA 26 partecipare, essendo oberato da un'agenda
frenetica o da impegni pressanti per rispettare
le scadenze. Contemporaneamente sento l'im-
pellente necessità di tenermi aggiornato sulle
Fase due del programma tecnologie industriali in continua evoluzione.
di miglioramento S.E.C.O. I concorrenti fanno pressione sui prezzi, praticano vantaggi allet-
con Suzann Ackesten. tanti e ogni giorno la ricerca e sviluppo produce nuove tecniche e
materiali. Non sempre è facile mantenersi al passo in un settore in
così rapida evoluzione.
PAGINA 28 In Seco Tools siamo fieri che i nostri clienti si impegnino a tene-
re la testa di questa corsa sempre più competitiva. Per parte no-
stra, siamo giunti alla convinzione che la competenza del nostro
team e l'accesso alle più recenti conoscenze nel campo degli uten-
IL PUNTO SUI CLIENTI sili e delle lavorazioni, siano la chiave di volta per il successo.
Sia nell'assunzione di nuovo personale che nell'introduzione di
nuove tecnologie di produzione in un team esistente, più veloce
è l'applicazione delle competenze di base e più rapidamente si
Precisione ad alta velocità vedrà il ritorno economico. Seco Tools è qui per aiutarvi in tale
ad Albano Laziale, Italia, compito. Dall'addestramento alla formazione, dallo sviluppo di
con EasyShrink. prodotti a nuovi metodi di lavorazione, il nostro obiettivo è quel-
lo di mettere a vostra disposizione un vantaggio competitivo.
Questo numero di The New Edge è dedicato alla produzione
PAGINA 4 automobilistica. Seco vanta una grande esperienza nel settore
della produzione di componenti ad alta precisione e un esempio
lampante è l'utilizzo degli utensili Seco per la lavorazione di parti-
colari di automobili, come illustrato a pagina 20. Quando si par-
Quattromill mette il turbo la di lavorazioni efficienti, l'esperienza, tuttavia, rappresenta solo
alla produttività di ITT una faccia della medaglia: la conoscenza pratica di applicazioni
Flygt, Svezia. è la leva giusta per aprire la strada alla produttività. Ed è questo
che mi conduce al programma STEP di Seco.
PAGINA 5 Quest'anno, Seco Tools ha lanciato un programma globale
denominato STEP, Seco Technical Education Programme. Copre
un'ampia gamma di tematiche tecniche, da quelle di base a quelle
avanzate, su tutti gli aspetti della lavorazione. Per saperne di più e
Presso OMSI, Italia, partecipare, contattate Seco Tools.
materiali tenaci e standard Un articolo è dedicato alla presentazione di Patrick de Vos, il
rigorosi esigono la miglio- nostro responsabile globale del programma STEP (pag. 38). Nei
re lavorazione. prossimi numeri di The New Edge, Patrick affronterà altri temi
del programma STEP con l'obiettivo di aiutarvi ad essere sem-
PAGINA 12 pre aggiornati, in qualsiasi parte del mondo vengano utilizzati
utensili Seco.
La partnership con Makino
è sempre più forte in Cina
e in India. Colin Luthardt
Responsabile Marketing,
Strategia e Comunicazione
PAGINA 36 E-mail: colin.luthardt@secotools.com
The New Edge 1/2007 | 3
MICROM S.r.l., Albano Laziale (RM), Italia
Precisione ad alta velocità
Come parte del recente programma di investimenti, Micron, una società
italiana di costruzione stampi, ha scelto la più recente macchina per calet-
tamento termico, EasyShrink 20. L'investimento si inquadra nella tradizione
aziendale Micron di impiego delle tecnologie più moderne per le sue opera-
zioni con certificazione di qualità.
icrom S.r.l. è specializzata
M
La nuova EasyShrink 20 calcola
nella progettazione e nel- automaticamente i cicli di riscalda-
mento, grazie al sistema di ricono-
la costruzione di stampi scimento del portautensile. T
termoplastici bicomponente multim-
pronte e a due piani apribili. Mi-
crom ha recentemente ampliato la
sua gamma di macchine CNC acqui-
stando la HURON KX30, una nuo-
va fresa con velocità al mandrino di
18.000 giri/min.
L'azienda ha investito pesantemente
sia in tecnologia all'avanguardia che
in personale allo scopo di soddisfare
le richieste esigenti dei settori del-
le telecomunicazioni, elettrotecnici,
elettronici, chimici e militari.
La struttura e l'organizzazione del-
la società sono studiate per sup-
portare il cliente nell'intero
ciclo di produzione. Tut-
to il lavoro è vagliato
con controlli di qualità
rigorosi e viene conse-
gnato corredato dalla
documentazione dei col-
laudi. Nel 1998 Microm
ha ricevuto la certificazione
UNI EN ISO 9001.
Seco è il fornitore esclusivo di
utensili di Microm, non solo grazie
al successo della macchina per calet-
tamento termico, ma anche perché la
società ha trovato in Seco un partner
in grado di abbinare alla fornitura di
utensili una formazione costante.
Insieme alla Easyshrink 20 e ai
portautensili EPB Shrinkfit di Seco,
l'attrezzaggio per la macchina Hu-
ron è totalmente affidato alle frese
Jabro Tornado JHF980 e agli utensi-
li di fresatura a inserto con attacco
Combimaster. N
S Da sinistra: Marcello Monetti, direttore di S Easyshrink 20 di Seco Tools: calettamento
produzione, Carlo Monetti, amministratore de- termico di un utensile su un mandrino EPB del
E-mail: alberto.solarino@secotools.com legato e Alberto Solarino, rappresentante Seco. tipo 5801.
4 | The New Edge 1/2007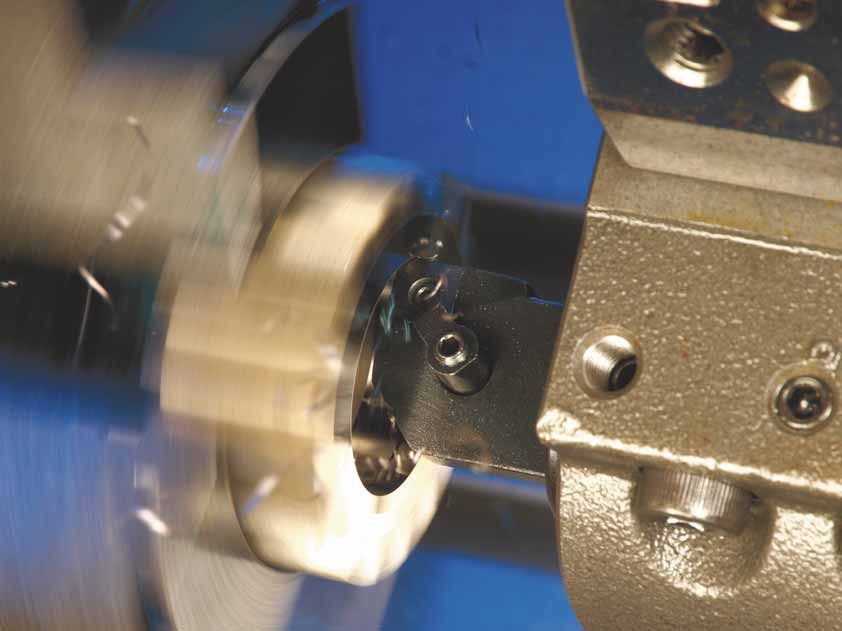
ITT Flygt
Lindås, Svezia
Flygt: balzo in avanti
della produttività
Un processo costoso,
sia in termini di tempo
che di materiali, è stato
evitato grazie all'effi-
cienza di una nuova
fresa a spianare. ITT
Flygt ha incrementato
la produttività del 70%,
dimezzando il consumo
di inserti grazie all'ado-
zione di QuattroMill.
S Da sinistra a destra: Reine Lennartsson, rappresentante vendite Seco, Henrik Wolf,
operatore macchina di ITT Flygt, Thomas Fransson, tecnico di produzione e Mats Elgin,
responsabile della preparazione.
eco è un fornitore chiave per è reso possibile dalla migliore distri- Seco Tools tiene seminari con ITT
S ITT Flygt e recentemente ha
introdotto in questa azienda la
nuova fresa a spianare QuattroMill.
buzione del calore lungo il tagliente. Il
materiale lavorato in questo reparto è
la ghisa SS0125.
Flygt per illustrare i nuovi prodot-
ti già dai primi passi del processo di
produzione.
I test sul campo hanno dato risultati “Oggi è importante essere coinvolti
eccellenti. Leader di mercato fin dall'inizio", afferma Mats Elgan,
Il reparto che prepara le flange per Nata nel lontano 1901 dalla botte- responsabile della preparazione del-
gli alloggiamenti delle pompe e i rac- ga di un fabbro a Lindås, un piccolo l'attrezzaggio in Flygt. L'utilizzo di
cordi a pressione, registrava il più alto villaggio della Svezia, oggi si è tra- QuattroMill in Flygt dimostra tutto il
consumo di frese dell'azienda. Pri- sformata in una grande società inter- valore della stretta collaborazione tra
ma erano utilizzate frese di un altro nazionale. ITT Flygt è ora leader nel le due aziende. N
fornitore ma, una volta passati alla suo settore, con un volume d'affari
QuattroMill Seco con inserto T150M di circa 800 milioni di euro. L'azien- E-mail: reine.lennartsson@secotools.com
da 12 mm, il consumo è crollato del da opera con circa 4070 dipendenti in
50%. Questo utensile consente un otto divisioni e 44 società di vendita
avanzamento della tavola superiore e partecipate o interamente controllate
determina un incremento di produtti- in tutto il mondo.
vità del 70%. Il risultato è stato rag- Le sue pompe portatili e sommerse
giunto soprattutto grazie alla qualità sono utilizzate in tutto il mondo per
di taglio dolce e alla nuova geometria. impianti idraulici e di scarico. La so-
cietà fa parte di ITT Corporation che
500 ore risparmiate conta 45.000 dipendenti. ITT Flygt
In officina, si risparmiano oggi 500 è certificata sia per la qualità che per
ore all'anno grazie al nostro utensile. l'ambiente. Nel 1991, ha contribui-
In precedenza veniva usato refrigeran- to ad inaugurare lo Stockholm Water S Macchina: Dörries Sharman. Utensile:
QuattroMill R220.53-0100-12-10A. Inserto:
te per le operazioni di fresatura, ma Prize e dal 1999 è uno degli sponsor SEEX1204AFTN-M14. Operazione: prepara-
QuattroMill lavora meglio senza. Ciò dello Stockholm Junior Water Prize. zione flangia.
The New Edge 1/2007 | 5
Speciale automotive
Campionato svedese turismo
In pole position
L'investimento nelle tecniche di lavorazione di alta precisione e una solida stra-
tegia per dare ai clienti un margine competitivo, hanno condotto Seco Tools ad
essere un importante sponsor nel competitivo mondo delle gare del campio-
nato svedese turismo. The New Edge vi rivelerà come si arriva in pole position.
l pilota Thomas Engström si è sentito di preparazione fisica e mentale di anni Nulla, assolutamente nulla viene lasciato
I porre questa domanda decine di vol-
te. “Ha mai avuto paura di correre?
No, mai. Il giorno che incomincerò ad
e di scrupolosa attenzione che riserva ai
dettagli prima di ogni gara.
Rilassato e dalla voce tranquilla, Tho-
al caso. Ogni cosa viene programmata,
testata, verificata e riverificata e control-
lata ancora una volta.
aver paura, capirò che è il momento di mas dà l'impressione di avere il controllo “Ho una grande squadra sulla qua-
smettere". totale della situazione. Nessuna traccia le ripongo tutta la mia fiducia", affer-
Tutta questa fiducia non scaturisce di ansia, nonostante fra pochissimi gior- ma. “Prendiamo in esame ogni singolo
dalla sottovalutazione dei rischi delle ni sfreccerà sul tracciato a 300 km orari aspetto tecnico della vettura e della
gare automobilistiche o dalla voglia di con la sua Honda Accord. corsa che affronteremo, fino al più in-
spavalderia. Anzi. Thomas ha una storia Poi però si comincia a capire il perché. significante dettaglio, per essere certi
6 | The New Edge 1/2007
Speciale automotive
Campionato svedese turismo
S La famiglia di Thomas Engström ha un ruolo attivo nel team: da sinistra, il figlio Christopher, la figlia Sarah, Thomas, la moglie Nina
con il piccolo Jonathan di due anni e la figlia Desirée.
di ottenere le massime prestazioni nella sono entrare negli spazi riservati ai piloti nel lavoro in pista, controllando le pre-
massima sicurezza. per ammirare le vetture, incontrare i loro stazioni e apportando miglioramenti.
“Lavoriamo sempre con tecnologia ad eroi e collezionare autografi. Thomas e “La qualità della competenza tecnica e
altissima precisione in cui ogni particola- lo sponsor Seco Tools costituiscono un del supporto sono fondamentali e ritengo
re può fare la differenza". abbinamento formidabile. che anche Seco dia questo tipo di assisten-
Un membro del team di Engström, an- “È un onore per me avere a bordo Seco za personalizzata ai suoi clienti".
ch'esso con la mania per le basse tolleran- come sponsor principale", conferma Tho- È questa la qualità dell'assistenza che ha
ze e la passione per le alte prestazioni, è mas. “Condividiamo gli stessi valori in portato Thomas ai primi posti nei circuiti
Seco Tools, sponsor di spicco di Thomas. termini di sviluppo del prodotto: attenzio- del campionato svedese turismo. In questi
Seco si è legato a Thomas circa un anno ne particolare alla tecnologia avanzata e anni è salito sul podio 28 volte e spesso
fa, quando era ormai chiaro che le gare costanza nell'eccellenza del servizio. ha ottenuto la pole position, come recen-
del campionato turismo svedese stava- “Noi, ad esempio, aggiorniamo in temente a Monza, in Italia.
no diventando rapidamente uno sport di continuazione la vettura, spesso con mi- Non è un risultato da poco e si colloca
primo piano, sempre più seguito a bordo gliorie di piccolissima entità. Possono in- bene nello scenario Seco, una società in
pista e con un'ampia copertura da parte teressare un componente completamente prima fila a livello mondiale, nel campo
della televisione nazionale. nuovo o una correzione vitale che richie- della tecnologia ingegneristica.
Questo sport cresce rapidamente an- de interventi di precisione. Di qualunque
che in altre parti d'Europa, in particolare cosa si tratti però, abbiamo un immedia- Come un sogno
per il regolamento semplice e una gran- to riscontro e aiuto dalla Jas di Milano Incontriamo Thomas nel suo quartier ge-
de accessibilità da parte degli spettatori. che realizza la vettura. Spesso mandano i nerale a Säter, nella bella regione svedese
T
Prima della gara, ad esempio, i tifosi pos- loro tecnici con il primo volo per aiutarci di Dalarna, proprio mentre sta ultiman-
The New Edge 1/2007 | 7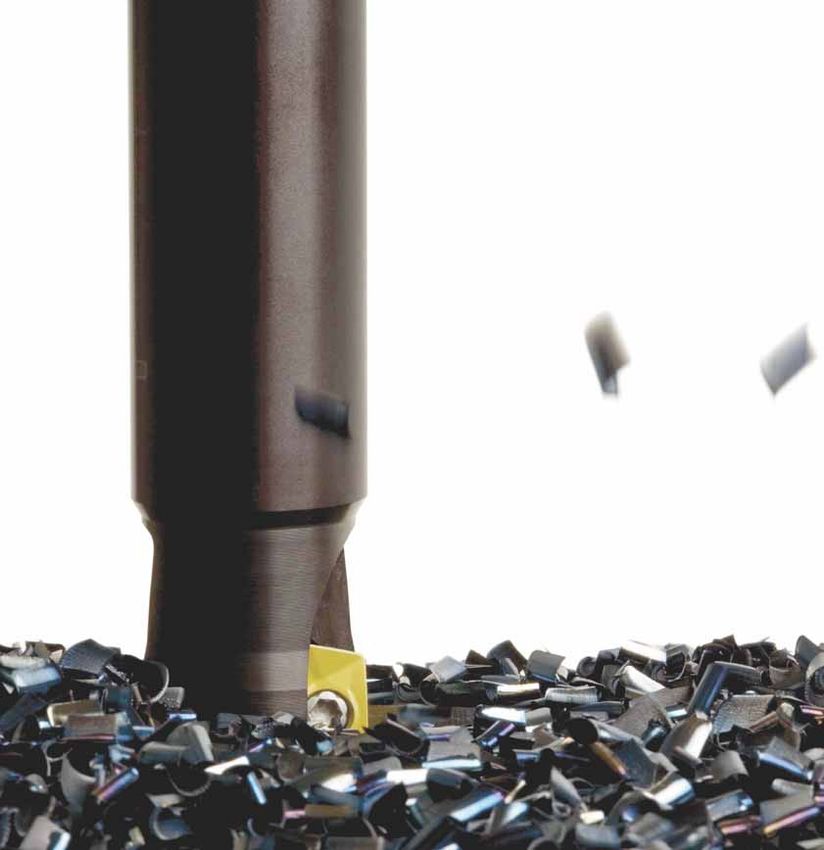
Speciale automotive
Campionato svedese turismo
"Ogni volta che
ci viene detto di
accendere i motori
e di portarsi sulla
griglia di partenza,
la tensione sale a
mille, esattamente
come la prima volta".
S Uno sport sempre più diffuso: Regolamento semplice, facile accessibilità da parte degli spettato-
ri e gare molto combattute stanno rendendo il campionato svedese turismo sempre più popolare.
T
do i preparativi per la trasferta nel sud rari. "Un motore completamente nuovo e gestiscono tutto il lavoro amministrati-
della Svezia dove parteciperà alla prossi- molte migliorie tecniche. “Thomas oggi vo. Il figlio Christopher, 14 anni, dà una
ma gara della stagione (in genere otto o sta guidando meglio che mai, quasi come mano, quando la scuola glielo consente,
nove all'anno). nel più bello dei sogni. Per la prima vol- mentre al più giovane della squadra En-
Nel cortile, il team sta lavando i camion ta sento di avere la vettura esattamente gström, Jonathan di due anni, è stata af-
che trasporteranno tutta l'attrezzatura di come la desideravo". fidata la responsabilità di trasmettere il
supporto necessaria, dall'auto stessa, ‘ac- buonumore a tutti.
curatamente sistemata’ per la trasferta, Un affare di famiglia Viaggiano su un motorhome dotato
a una completa officina mobile e alle 20 Thomas sembra più giovane dei suoi 42 anche di spazi notte e di tutti i comfort,
coperture, per condizioni sia invernali che anni e l'impressione si accentua quando compresa una spaziosa cucina, in cui
estive. È giugno, ma in Svezia la pioggia è si scopre che ha quattro figli. Ma allora, Nina "mette a punto" i pasti.
sempre possibile. come riesce a conciliare la sua vita fami- È perfetto, assicura Thomas. Una solu-
Seduto nel suo ufficio, circondato da liare con l'asfalto delle piste? Semplice, zione che gli permette di passare momenti
decine di coppe e trofei di ogni forma e non ne ha bisogno: ha fuso le due cose. lunghi e belli con la famiglia e allo stesso
dimensione (oltre cento), è impaziente di Engström Motor Sport, così si chiama tempo occuparsi del ‘lavoro’.
cimentarsi nella sfida che lo attende. la sua squadra, è proprio una... impresa “Siamo molto uniti ed è magnifico
“Abbiamo appena fatto un aggiorna- di famiglia. La moglie Nina si occupa avere sempre la famiglia con me sui cir-
mento alla vettura", ci confida con un delle vettovaglie per i 16 componenti del cuiti, il mio posto di lavoro", afferma
luccichio negli occhi, come quello dei team quando si spostano sui tracciati. soddisfatto. “È una sensazione deliziosa
ragazzi quando vedono passare una Fer- Le figlie Desirée e Sara, di 24 e 17 anni, sapere che sono qui, che vedono come
S Migliorie continue: Nonostante i 280 cavalli S Anche i decimi di secondo sono importanti. S Sulla griglia di partenza: Thomas Eng-
già sotto il cofano, tutti gli sforzi sono tesi a È necessario un impegno di gruppo per man- ström nell'abitacolo, prima di una nuova
strapparne uno in più al motore. tenere in prima fila Thomas Engström e Seco. gara adrenalinica.
8 | The New Edge 1/2007
Speciale automotive
Campionato svedese turismo
stanno le cose e che mi sostengono in
qualsiasi frangente.
“Allo stesso tempo, faccio attenzione
che tutto ciò non diventi una distrazione.
Tutti loro sanno quando è il momento
di concentrarmi totalmente sulla gara e
allora mi garantiscono tutto lo spazio di
cui ho bisogno".
Un mestiere
fuori dal comune
Thomas ha iniziato la sua carriera di
pilota nel 1975 sui go-cart, all'età di 11
anni. Nel 2000 è passato alle automobi-
li, prima su una Chrysler e dal 2002 su
una Honda.
Molti ritengono che la professione di
pilota sia quasi un gioco, eccitante e pie-
no di fascino, ma Thomas rimane coi
S Engström guida il gruppo e si dirige verso un altro podio.
piedi per terra e sa bene cosa significhi
arrivare al top e rimanerci.
“Bisogna ammettere che è un mestiere
fuori dal consueto", racconta. “Ma è pur “Occorre molta pratica per riuscire a le, esattamente come la prima volta”.
sempre un lavoro da trattare come qual- tenere la mente sgombra e a focalizzar- È tempo di mettersi in moto. Thomas
siasi altro, se si vuole il successo. Va preso si totalmente su una sola cosa, nel mio è al suo semaforo verde. Mentre posa
seriamente, con grande dedizione, facen- caso la guida e la gara", afferma. “Ho per le fotografie, notiamo lo slogan
do le scelte giuste, attenendosi alle routi- una mia tecnica e penso che sia anche Honda sulla fiancata del suo rimorchio:
ne, preparandosi bene prima di ogni gara uno dei miei punti di forza. Per il resto, The Power of Dreams. Con una vettu-
e, soprattutto, mantenendosi concentrati". come per qualsiasi altro lavoro, un van- ra di questo livello, un team affidabile
E Thomas sta facendo esattamente taggio si ottiene se si ama ciò che si sta e Seco Tools come sponsor, i sogni di
tutto questo. Lavora sodo ogni giorno facendo, ed io amo correre. Thomas di diventare il campione non
in palestra ed esercita la sua mente con “Ogni volta che ci viene detto di ac- sembrano poi tanto lontani. N
la meditazione a cui attribuisce un'im- cendere i motori e di portarci sulla gri-
portanza particolare. glia di partenza, la tensione sale a mil- E-mail: hans.bjorkman@secotools.com
Ad esempio, la Honda Accord di CAMBIO: X-trac a 6 rapporti
UN ASSO PER SECO Thomas Engström, sponsoriz- sequenziale
Thomas Engström ha iniziato a zata da Seco, ha recentemente TRAZIONE: Anteriore
guidare una Honda nel 2002 e percorso le piste di Portogallo, AMMORTIZZATORI: Motion a 3 vie
nel 2004 è passato dalla Civic Spagna e Italia. Nel 2006, sono FRENI: Brembo (332 mm ant.
alla Accord. La JAS di Milano state messe in calendario nove – 278 mm post.)
(Italia) e la rete di distribuzione corse, l'ultima a Mantorp Park, CERCHI: BBS 9X17 pollici
Honda forniscono il supporto il primo ottobre. PNEUMATICI: Dunlop
tecnico. Si è aggiudicato 28 Un grande “In bocca al lupo!” PESO: 1.140 kg con pilota
podi ed ha vinto più di cento a Thomas Engström ed alla sua LUNGHEZZA TOT.: 4.665 mm
trofei. super Honda. LARGHEZZA TOT.: 1.831 mm
INTERASSE: 2.677 mm
RICONOSCIMENTO
INTERNAZIONALE LA VETTURA SECO La vettura è stata vista al-
Sebbene le gare del campiona- Honda Accord Euro-R l'inizio quest'anno a Monza,
to svedese turismo si tengano MOTORE: 4 cilindri con doppio Italia, e presentata alla fiera del
principalmente in Svezia, di- albero a camme in testa commercio tecnico internazio-
verse competizioni si svolgono CILINDRATA: 1998 cc nale, tenutasi recentemente a
ora in altre regioni d'Europa. POTENZA: Oltre 280 cv Stoccolma.
The New Edge 1/2007 | 9
MAN Commercial Vehicles
Monaco, Germania
MAN: prodotti
S Da sinistra: Joachim Koller del servizio tecnico Seco, Tobias Oberprieler, responsabile del settore in MAN veicoli commerciali, Ing. Jörg
Grams, caporeparto e Gerhard Huber, responsabile vendite e soddisfazione clienti Seco. Sullo sfondo il centro di lavorazione verticale.
La pressione della concorrenza nel settore automobilistico è oggi partico-
larmente forte: le aziende sono concentrate sulla riduzione dei costi e sulla
massimizzazione dell'efficienza di produzione. A Monaco, MAN veicoli com-
merciali dimostra che è possibile ottenere incrementi di produttività signifi-
cativi senza ricorrere a grossi investimenti.
AN veicoli commerciali vole- verticale EMAG VSC 500 si utilizza- fine si dimostrano più economici.”
M va incrementare del 10% la
produttività nel reparto assali
e trasmissioni, nel 2006, per raggiun-
vano utensili speciali saldati, a punta
singola, in CBN, fino a quando non fu
chiesto a Seco Tools di sviluppare un si-
In seguito è stato sviluppato nello sta-
bilimento Seco di Erkrath, Germania,
uno speciale utensile di tornitura, ulte-
gere i 105.000 componenti prodotti. stema alternativo che impiegasse inserti riormente ottimizzato per incorporare
Nell'officina che si occupa della lavo- di taglio CBN tondi. La soluzione diede un nuovo attacco che permette di ridur-
razione al tornio e alla fresa delle co- immediatamente risultati molto buoni. re le vibrazioni, che offre normalmente
rone dentate in materiale 25 Mo Cr Joachim Koller, responsabile dell'as- 14 taglienti. Le posizioni dei 14 taglien-
4E, si evidenziava spesso un collo di sistenza tecnica Seco, ci spiega: “Dato ti sono contrassegnate da una marcatu-
bottiglia che soffocava qualsiasi tenta- che l'inserto è tondo, il tagliente pre- ra laser che impedisce qualsiasi errore
tivo di incrementare la produttività. senta un raggio più grande che, a sua di posizionamento. Gli inserti, inoltre,
Tobias Oberprieler, responsabile del- volta, consente avanzamenti superio- vengono così sfruttati totalmente.
la programmazione della produzione ri. Gli inserti tondi sono più costosi, è
in MAN, decise di testare metodi di vero, ma dato che il tagliente può es- Migliore a tutto tondo
lavorazione alternativi per risolvere il sere cambiato con la semplice rotazio- Oberprieler ci spiega il processo di la-
problema. Nel centro di lavorazione ne dell'inserto nel portautensile, alla vorazione: “Le corone dentate vengono
10 | The New Edge 1/2007MAN Commercial Vehicles
Monaco, Germania
in primo piano
S Entrambe le lavorazioni su metal-
lo duro sono state eseguite sulle facce
esterne e interne e con taglio interrotto
su quelle finali.
sgrossate al tornio, vengono tagliati i i risultati otte-
denti, temprate e quindi preparate per la nuti su lavorazio-
S Il portautensile per inserto tondo e
lavorazione di finitura tramite tornitura ni difficili e a taglio 14 (20) taglienti: i contrassegni praticati
su metallo duro. La spianatura è un ta- interrotto sono eccellen- a laser rendono più visibile la sostitu-
glio interrotto sui fori e sul foro passan- ti. Dato che con utensili simili zione corretta del tagliente.
te interno, con una finitura pulita. La avevamo riscosso un grande successo
maggiorazione sulle facce piane va da nella produzione di corone dentate più Nel 2005, MAN ha prodotto 93.000
0,2 a 0,3 mm. piccole per vetture, abbiamo pensato che assali, 6.000 ingranaggi della distri-
Sono stati ottenuti risparmi grazie anche in MAN ci sarebbero state buone buzione, 41.000 alberi di trasmissione
alla riduzione del tempo di lavorazione probabilità di successo. Il nuovo sistema passanti, 3.500 mozzi e 400 trasmissio-
(del 40%) tramite un significativo incre- di taglio con dischi in CBN tondi è or- ni anteriori idrostatiche. N
mento dell'avanzamento. Anche il costo mai da un po' in funzione presso MAN
dell'inserto è stato ridotto sensibilmente e ha dato prova della sua bontà durante
grazie al tagliente più lungo e al fatto che tutte le operazioni dei tre turni". E-mail: gerhard.huber@secotools.com
l'inserto tondo offre fino a 20 taglienti,
addirittura più dei 14 promessi da Seco.
Tutto ciò si è tradotto in tempi di at-
trezzaggio inferiori e in un più efficiente
sfruttamento dei tempi macchina".
L'ingegnere Jörg Grams, aggiunge: “Il
nuovo sistema di utensili basato sugli
inserti CBN tondi a sostituzione di ta-
gliente, permette non solo risparmi sui
costi ma anche un sensibile aumento
della produttività. In conclusione otte-
niamo un miglioramento della capacità
senza dover investire in nuove macchine
e in ulteriori operatori".
La chiave del successo
Gerhard Huber, ’ direttore Vendite e As-
sistenza clienti Seco, riassume così: “Il
tagliente estremamente stabile dell'inser-
to tondo è la chiave del successo in ter-
mini di produttività. Combinato con la S MAN è uno dei maggiori produttori europei di veicoli commerciali: camion, auto-
qualità del materiale di taglio CBN100P, bus, pullman e un'ampia gamma di propulsori per veicoli e marini.
The New Edge 1/2007 | 11Speciale automotive
OMSI Transmissioni, Italia
In presa diretta con la qualità
Nel campo delle tra-
smissioni meccaniche
e idrostatiche, OMSI
è un'azienda di fama
internazionale. L'alta
qualità dei suoi pro-
dotti le consente di
esportare in tutto il
mondo. La durezza dei
materiali lavorati e la
necessità di un effica-
ce supporto tecnico
hanno portato ad una
collaborazione mag-
giore con Seco Tools.
li stabilimenti OMSI eseguono
G ogni tipo di lavorazione meccani-
ca, dalla tornitura di alberi e dalla
realizzazione di ingranaggi alla sfacciatura
di corpi trasmissione in ghisa grigia e no-
dulare. La qualità del prodotto finito ci
consente di esportare sui mercati mondia-
li più esigenti, compresi gli Stati Uniti, la
Germania e il Giappone. La maggior parte
delle operazioni di fresatura vengono fatte
sfruttando il potenziale degli in-
serti Seco della gamma Turbo.
Fulvio Borra, direttore
di produzione in OMSI,
ritiene che la qualità
dei prodotti Seco e il
suo efficiente sup-
porto tecnico costi-
tuiscano un grande
aiuto. Gli utensili
Seco sono attualmen-
te utilizzati per la tor-
nitura su acciaio, in
particolare con in-
serti ISO in qualità
TP1000. Hermes Con-
forti, responsabile delle la-
S Gruppi di ingranaggi OMSI. L'alta qualità consente di esportare anche nei mercati più esigenti. vorazioni in OMSI, ci confi-
12 | The New Edge 1/2007Speciale automotive
OMSI Transmissioni, Italia
S Trasmissioni a ruote sterzanti prodotte nelle officine OMSI. La durezza S Da sinistra: Marco Benini, tecnico Seco, Livio Mugolino, capo area
dei materiali utilizzati pone requisiti rigorosi agli utensili di taglio. Cionono- Seco, Hermes Conforti, responsabile delle lavorazioni in OMSI e
stante, OMSI è rimasta impressionata dalle prestazioni dei prodotti Seco. Alberto Barone, rappresentante vendite Seco.
da che in passato non aveva un particolare = 151 giri/min, n = 3000 giri/min, fz = to stretti e per tale ragione è importante
interesse per i prodotti da tornitura Seco, 0,095 e ap = 6,4 (refrigerazione minimale). che il supporto tecnico sia sempre pronto
ma quando ha messo alla prova la qualità a risolvere rapidamente qualsiasi problema
TP1000, che sta ora dimostrando sul cam- Soluzione per scanalature di lavorazione. Per rispettare gli impegni
po tutta la sua efficacia e resistenza all'usu- Il signor Conforti ci spiega: “Siamo rimasti e le scadenze stringenti, è estremamente
ra, le cose sono sicuramente cambiate. stupiti nel vedere come questo utensile fosse importante anche poter contare sulla pun-
Esistevano grossi problemi nella realiz- in grado di lavorare con facilità un materiale tualità delle consegne e sulla disponibilità
zazione di scanalature su alberi in acciaio difficile come l'acciaio temprato. La fresa ha a magazzino dei prodotti Seco.
temprato a 62 HRc. Marco Benini, tecni- portato a termine 33 pezzi senza problemi e Negli ultimi anni, OMSI ha acquista-
co Seco, e Alberto Barone, rappresentante quando l'abbiamo smontata per controllar- to tre macchine a controllo numerico da
vendite Seco’, suggerirono una nuova fre- ne l'usura, ci siamo resi conto che avrebbe MCN, in modo da potenziare gli impian-
sa, la Jabro JHP170, progettata per lavo- potuto lavorarne altrettanti". Questa espe- ti e offrire ulteriori garanzie di rapidità e
rare materiali temprati. Questo utensile rienza ha consolidato la fiducia che il cliente flessibilità. Queste macchine sono in gra-
è un JHP17016.0-MEGA- aveva già in questi utensili. do di sfruttare totalmente i vantaggi degli
64 utilizzato per lavo- Le punte PerfoMax e Feedmax vengono utensili progettati da Seco per lavorare ad
rare con i seguenti utilizzate con successo in applicazioni di alte velocità.
parametri di foratura su componenti di acciaio e ghisa. OMSI non si dedica solo alla produ-
taglio: Vc La realizzazione di prodotti di alta qualità zione, ma è anche un partner di servizi
ha condotto l'azienda a lavorare con per- sia nell'ingegneria di produzione che di
sonale ben organizzato e professionalmen- consulenza. L'attenzione per la qualità
te motivato. Per ottenere questo obiettivo, ha garantito alla società la certificazio-
i corsi di formazione organizzati da Seco ne ISO 9000 nel 1993, +++aggiornata
Italia sono stati molto utili. I tempi nel 2003 alle nuove norme UNI EN ISO
di consegna di OMSI sono mol- 9001/2000+++. N
S
Una scanalatura praticata
su un albero lavorato con
Seco Jabro JHP170. E-mail: alberto.barone@secotools.com
The New Edge 1/2007 | 13Speciale automotive
Kongsberg Automotive, Norvegia
S Una stretta collaborazione dà i suoi frutti: il rappresentante vendite regionale Seco, Kåre Reinslo (a sinistra) con Kjell Gregersen,
responsabile della produzione presso le officine Kvittingfoss in Kongsberg Automotive.
L'innovazione guida il fornitore
del settore automobilistico
La norvegese Kongsberg Automotive è stata fondata nel 1987, per continuare
le attività automotive di Kongsberg Våpenfabrik. Innovazione, qualità e stret-
ta collaborazione con i fornitori sono state le pietre miliari del successo di
questa azienda e una potente leva per il buono stato economico anche nei
periodi più difficili del settore.
ggi, i principali costruttori di economici ed innovativi per un settore non facevamo altro che accettare ordini e
O automobili di tutto il mondo
scelgono Kongsberg Automotive
(KA) per la progettazione e la produzione
alla continua ricerca di razionalizzazione
e ottimizzazione.
Kjell Gregersen, responsabile di pro-
fabbricare parti”, ricorda. “Quando però
abbiamo iniziato a creare le nostre solu-
zioni e i nostri prodotti basati sulle no-
di componenti chiave per i propri veicoli. duzione presso le officine Hvittingfoss, stre ricerche, si è aperto di fronte a noi
La società è suddivisa in tre grandi lavora in Kongsberg dal 1970, quando un nuovo mondo pieno di opportunità”.
gruppi di prodotto: cambi, sistemi di era ancora una divisione della fabbrica di
comfort per i sedili, impianti e sistemi armi. Da allora è stato testimone di molti La collaborazione
per i veicoli commerciali. Oltre a forni- cambiamenti, ma ritiene che da quando dà i suoi frutti
re componenti e sistemi completi a molte la società ha iniziato l'attività di ricerca e Uno degli ultimi progetti di KA è sta-
delle aziende leader del settore automo- sviluppo per proprio conto, è stato fatto to, in collaborazione con Volvo Veicoli
bilistico, KA conduce anche programmi un grosso passo in avanti per garantire Industriali, la costruzione di una linea
interni di ricerca e sviluppo che hanno longevità attraverso l'innovazione. “Pri- non presidiata per la produzione di
portato alla realizzazione di prodotti ma di avere un reparto ricerca e sviluppo, scatole del cambio. Questi componenti
14 | The New Edge 1/2007Speciale automotive
Kongsberg Automotive, Norvegia
sono parte integrale dell'I-shift, la nuo-
va generazione di “cambio intelligente”
firmata Volvo.
È dal 1985 che KA produce scatole per
i cambi Volvo. Prima di allora, questo
particolare veniva realizzato in acciaio
forgiato. KA e Volvo erano alla ricerca
del modo di produrre il componente dal-
la ghisa. Ci sono riusciti ed il risultato è
stato un immediato risparmio sul costo
del materiale. KA è stata la prima azien-
da a produrre scatole del cambio in ghisa
e oggi ne sforna 300.000 all'anno.
Gli ingegneri di KA lavorano in stretta
collaborazione con Seco Tools con lo sco- S Le officine Hvittingfoss di Kongsberg, a 80 km a Sud-Ovest della capitale norvegese, Oslo.
po di produrre componenti sempre miglio-
ri dal punto di vista del rapporto prezzo/
prestazioni. Kåre Reinslo, rappresentante e tutto questo sforzo si concretizza ora in risposta è un fattore cruciale per mante-
vendite regionale Seco, ci descrive i recenti una società snella e affidabile”. nere buoni rapporti tra cliente e fornitore
miglioramenti del processo: “Dopo i test, ed è un aspetto che Kongsberg non sot-
abbiamo concluso che l'alesatura risultava Investimenti tovaluta. “Non dobbiamo far altro che
migliore utilizzando Precimaster e che la sull'automazione chiamare Kåre e siamo certi che arriverà
foratura doveva essere praticata con una Oltre alla ricerca degli utensili ottimali in un batter d'occhio. Se insorge un pro-
punta speciale SD205 su portautensile per qualsiasi applicazione, l'azienda ha blema o se abbiamo bisogno di un altro
Graflex. Sul pezzo viene utilizzato anche investito pesantemente sulle sue linee di utensile, sappiamo che si prenderanno
una fresa Turbo R220.69”. produzione, con robot che contribuisco- cura di noi immediatamente. Seco per-
Grazie a una messa a punto ottimale no a tenere il passo dei pezzi che ven- sino mantiene solo per noi un magazzi-
della lavorazione del componente, la pro- gono lavorati. Sebbene gli investimenti no degli utensili per noi particolarmente
duzione raggiunge oggi i 25 pezzi all'ora, in tecnologia giochino un ruolo fonda- importanti. Ecco un altro motivo per cui
dai dieci che erano prima che iniziasse la mentale nel garantire la competitività di riponiamo una grande fiducia in loro”.
nostra collaborazione. Kongsberg, sono sempre i rapporti con le Kåre Reinslo di Seco è altrettanto soddi-
“C'è sempre un modo migliore per persone che danno quel vantaggio neces- sfatto: “È stimolante lavorare con un'azien-
fare le cose”, sentenzia Kjell Gregersen. sario a massimizzare la produttività. da sempre interessata a provare nuovi
“La ricerca quotidiana dell'innovazio- Kjell Gregson continua: “Siamo mol- metodi di lavorazione e nuovi utensili. Il
ne e il lavoro con fornitori come Seco, to soddisfatti di lavorare con Seco. Non nostro lavoro congiunto che dura da anni,
ci permettono di mirare a una sempre solo per le capacità e la qualità dei loro ci ha permesso di fare progressi straordi-
maggiore produttività e a una modalità prodotti, ma anche per lo stretto rappor- nari nel campo della produttività”. N
di lavoro più efficiente. Per anni abbiamo to di collaborazione tra le nostre aziende,
lottato per mantenere margini di profitto e in particolare con Kåre”. La velocità di E-mail: kare.reinslo@secotools.com
S Sulla linea di produzione viene im- S Seco e Kongsberg collaborano per au- S Questi componenti in ghisa sono stati pre-
piegata la tempra a induzione. mentare la produttività in officina. cedentemente forgiati.
The New Edge 1/2007 | 15Speciale automotive
Getrag Ford, Germania
Utensili: più import una serie di raccomandazioni tecniche
Per il costruttore tedesco di trasmissioni per au-
di processo per massimizzare l'efficienza
tomobili Getrag Ford, Seco Tools ha sviluppato produttiva. La progettazione dell'utensi-
utensili personalizzati, spesso in grado di esegui- le avviene in stretta collaborazione con il
re diverse operazioni di lavorazione e di far rispar- cliente, spesso appoggiata da un aiuto da
parte del produttore della macchina.
miare sui tempi di produzione. Gli utensili personalizzati ottenuti con
questa procedura sono spesso multifun-
ualità elevata e omogeneità sono dovrebbe aprire entro il 2006 a Kechnec, zione e consentono al cliente di minimiz-
Q fattori importanti nelle trasmis-
sioni per automobili. Per ottene-
re questo risultato, facciamo affidamento
Slovacchia.
Per mantenere standard di qualità ri-
gorosi, Getrag Ford Transmissions è im-
zare il cambio utensile e risparmiare tem-
po di produzione.
sull'alta qualità delle macchine e degli pegnata in una collaborazione strategica Collaborazione
utensili. In verità, l'utensile è persino più a lungo termine con i suoi fornitori. Seco con il cliente
importante della macchina, dato che è Tools è il principale fornitore di frese di Seco Tools contribuisce alla produttività
quello che entra in contatto diretto con Getrag Ford Transmissions. del cliente offrendo una gamma di pro-
il componente", afferma Johann Schül- “Detiene una forte posizione negli dotti ad alte prestazioni e di servizi cor-
ler, supervisore di processo per le scatole utensili da tornitura in CBN ed è un relati destinati a ridurre i costi ed a tro-
cambio e sincronizzatori in Getrag Ford fornitore globale, esattamente il tipo di vare la soluzione giusta per le specifiche
Transmissions, Colonia, Germania. Ge- partner richiesto", così Johann Schüller necessità di lavorazione. Le opportunità
trag Ford Transmissions è un produttore descrive Seco Tools. di migliorare la produttività sono buone,
indipendente di trasmissioni per autovet- Un aspetto centrale della collabora- dato che le caratteristiche degli utensili
ture, con una produzione annua attorno zione fra Getrag Ford Transmissions e sono spesso decisive per le prestazioni
al milione di unità (2005). Il grosso delle Seco Tools è il Component Engineered delle macchine in cui verranno usati.
consegne è per il gruppo Ford, compresa Tooling, CET, un sistema per soluzioni Per comprendere a fondo il tipo di atti-
Volvo e Jaguar. Oltre a Colonia, l'azien- personalizzate, progettate specificamente vità e per far fronte alle specifiche necessi-
da ha centri produttivi a Bordeaux, Fran- per il componente da lavorare. Seco Tools tà, è di importanza vitale lavorare fianco
cia e a Halewood, nei dintorni di Liver- ha proposto una soluzione che include a fianco con il cliente. Tre casi esemplari
pool, Inghilterra. Un nuovo stabilimento una selezione di utensili e portautensili e di partnership con i clienti sono Getrag
16 | The New Edge 1/2007Speciale automotive
Getrag Ford, Germania
anti delle macchine
Ford Transmissions in Germania, Airbus apposite Seco, in Erkrath, nei pressi di mostra la decisione di Getrag Ford Tran-
nel Regno Unito e John Deere in Francia. Düsseldorf, poi nella sede di Colonia di smissions di utilizzare Seco Tools come
Collaborare con i clienti è una priorità Getrag Ford Transmissions e infine sul suo fornitore principale in Slovacchia. “È
assoluta per Seco Tools. Nel caso di Ge- sito, nel nuovo impianto di Kechnec. proprio il caso di dire, una partnership
trag Ford Transmissions, questa volontà Siamo entrambi determinati a conti- cementata dalla fiducia reciproca", affer-
si esplica nella presenza a tempo pieno nuare e rafforzare la collaborazione e lo ma Johann Schüller. N
del funzionario di vendita Helmut Gedu- sviluppo futuro di nuovi progetti, sulla
sch, presso Getrag Ford Transmissions a base dell'esperienza passata, come di- E-mail: michael.pinn@secotools.com
Colonia. Il suo compito è risolvere qual-
siasi problema si presenti, ad esempio
minimizzare il rischio di costosi fermi di
produzione.
“Acquistiamo grossi volumi di prodotti
e ci aspettiamo un servizio di prima clas-
se, ovvero esattamente ciò che ci viene
fornito", conferma Johann Schüller.
Uno dei contributi di Seco Tools è sta-
to il passaggio di Getrag Ford Transmis-
sions dalla rettifica alla tornitura di me-
talli duri con inserti CBN in attrezzaggi
speciali multifunzione, migliorando sia
la flessibilità che l'efficacia economica
della produzione.
Tra i servizi che Seco Tools offre a
Getrag Ford Transmissions è inclusa la
formazione. Gli operatori delle macchi-
ne nel nuovo stabilimento in Slovacchia
S La tornitura con inserti CBN ha incrementato la S Helmut Gedusch, a sinistra, di Seco Tools lavora
sono stati formati in quattro fasi: prima flessibilità e l'efficienza economica nella produzio- a tempo pieno presso lo stabilimento GFT di Co-
in Slovacchia, quindi presso le strutture ne in Getrag Ford Transmissions. lonia per risolvere qualsiasi problema si presenti.
The New Edge 1/2007 | 17POTRESTE AVER BISOGNO
DI UNA SCOPA PIÙ GRANDE.
Per produrre componenti di qualità nel minor tempo possibile, affidatevi alla geo-
metria Seco -MD per le frese a spallamento retto Super e Power Turbo. In condi-
zioni stabili, -MD vi permetterà di raddoppiare la produttività. Sì, raddoppiare.
Missione -MD: montagne di trucioli sul pavimento.
www.secotools.comL'angolo di Seco News
sul Web
TAGLIATO PER L'AZIONE…
…VALORI INIZIALI IN POCHI CLIC
isparmiate il tempo speso a scar-
R tabellare manuali e ad assicurar-
vi di avere le informazioni più
recenti grazie alle guide Minimaster e
Combimaster, disponibili on-line sul sito
Web Seco.
La guida Minimaster consente di in-
dividuare la misura Minimaster (MM6
- MM16), il tipo di stelo e l'inserto cor-
retto per qualsiasi lavorazione di tasche
su stampi. Oltre a fornire indicazioni sui
prodotti Seco disponibili per ogni appli-
cazione, il software propone le quote fi-
nali per qualsiasi combinazione data di
stelo e testina, inclusa sporgenza e lar-
ghezza di taglio.
La guida Combimaster funziona allo
stesso modo della guida Minimaster:
fornisce parametri per combinazioni sul-
la gamma Combimaster da M8 a M16.
Entrambe le guide sono disponibili in S La via più semplice per ottenere i parametri iniziali e di taglio: Guida Combimaster.
otto lingue: inglese, tedesco, francese,
olandese, cinese, thai, spagnolo e svedese. l'inserto e la potenza, sono fornite dalla guida che adatta i
Per la gamma completa dis frese Seco Turbo, utilizzare parametri in funzione del tipo di materiale selezionato.
l'applicazione basata su Excel, scaricabile anch’essa dal sito.
Le variabili, quali la profondità di taglio, la dimensione del- E-mail: hans.pettersson@secotools.com
CALCOLATORE SECOLOR PER I PARAMETRI DI TAGLIO
n-line è disponibile un calcolatore dei valori per
O gli inserti ISO nelle qualità TP1000, TP2000,
TP3000, TK1000, TK2000 e per la nuova
TP2500, all'indirizzo www.secotools.com
I valori di partenza sono stampati sull’etichetta degli
inserti. Tuttavia tali valori non possono coprire tutte le
situazioni di lavorazione. Per valori di avanzamento, rac-
comandazioni per velocità, area di lavorazione e profon-
dità di taglio, fare riferimento al calcolatore Secolor.
Il calcolatore consiglia inoltre quali materiali da lavo-
rare richiedono refrigerante e consente di regolare i pa-
rametri per tenere in considerazione anche la durata del-
l'utensile.
S La semplice interfaccia del calcolatore di parametri consente
agli utenti di trovare rapidamente i valori corretti. E-mail: bengt-olof.antman@secotools.com
The New Edge 1/2007 | 19PROVATE A IMMAGINARE CHE C Corone differenziali Sedi valvole Cilindri Dischi freno Cerchi e mozzi Alberi Teste cilindri Pinze freni
COSA PUÒ FARE SECO PER VOI
Per ulteriori informazioni, visitare www.secotools.com/automotive
Corone differenziali Sedi cuscinetti Alberi a camme Linee alberi a camme
Fusi di assale Ruote dentate Alberi a gomiti Blocchi motoreSpeciale automotive: John Deere Power Systems
Saran, Francia
Successo di un servizio completo
Conferendo più re-
sponsabilità a fornitori
come Seco Tools, John
Deere Power Systems
in Francia può focaliz-
zare l'attenzione sui
suoi prodotti principali.
Il risultato è riduzione
dei costi e incremento
della produttività.
e successive acquisizioni di Planche
L (alesatori), EPB (attacchi a caletta-
mento termico) e Jabro (utensili in
metallo duro) hanno dato a Seco Tools le S Il successo di una partnership. Francois Viaud, direttore amministrativo, John Deere,
Power Systems (a sinistra), assieme a Jean Luc Chollet, ingegnere vendite Seco: la loro
conoscenze e le risorse necessarie a forni- sinergia ha permesso all'azienda di ridurre i costi di lavorazione del 50%.
re soluzioni di lavorazione e di taglio com-
plete. Un chiaro esempio ne è la collabo-
razione con John Deere Power Systems in ta dei metodi di lavorazione, la finitura ficua, determinando una riduzione dei
Francia. Lo stabilimento produce motori superficiale con frese, l'alesatura median- costi di lavorazione del 20% in tre anni.
diesel a tre, quattro o sei cilindri. te Bifix, foratura e svasatura con utensili Esiste sempre il rischio che il lavoro di-
Nel 2005, sono stati prodotti oltre speciali, oltre ad altre lavorazioni. venti routine, con risvolti negativi per la
80.000 motori in una fabbrica con 800 Il rifornimento del magazzino viene produttività. Per impedire che ciò acca-
dipendenti. Dal 1997, John Deere lavora gestito dalla linea di lavorazione tramite da, i tecnici di John Deere e Seco Tools
con i suoi fornitori per sviluppare un con- distributori di utensili Secopoint. Ogni si incontrano regolarmente per discute-
cetto di ‘Servizio totale’ in cui un singolo operatore deve immettere un identifica- re eventuali miglioramenti, analizzare i
fornitore ha la responsabilità delle celle di tivo personale prima di poter prelevare problemi e tracciare piani di azione. N
produzione di uno specifico componente. utensili dal sistema. Tutto è stato defini-
Il servizio include anche l'amministra- to in funzione della vita del tagliente, dei
zione, l'analisi e lo sviluppo. L'idea di base parametri di taglio e della finitura super-
è quella di mettere a frutto le competenze ficiale. Sulla base di questi valori, Seco-
in John Deere relative ai suoi prodotti e si- Point riesce a monitorare i consumi e a E-mail: jean-luc.chollet@secotools.com
stemi di produzione e quelle di Seco Tools tenere sotto controllo le discrepanze.
relative a varie nicchie specializzate di
utensili da taglio. John Deere ha assegna- La collaborazione
to agli esperti di Seco Tools la responsabi- dà i suoi frutti
lità della lavorazione del piano superiore “Il servizio completo è il miglior modo
dei cilindri per i motori a 4 e 6 cilindri. di esercitare il controllo sui costi di lavo-
razione e di esercizio. Tramite il “sezio-
Seco come fornitore unico namento" di ciascuna fase o operazione,
Cliente e fornitore hanno collaborato per siamo in grado di rilevare rapidamente
definire le specifiche di lavorazione e Seco qualsiasi discrepanza e individuarne la
Tools ha preparato delle previsioni sul causa. Ognuno di noi sa esattamente
consumo di utensili con un costo utensi- quale azione intraprendere quando si
le per cilindro garantito. In cambio, John presenta un errore", afferma François
Deere ha scelto Seco Tools come unico Viaud, responsabile acquisti non diretti
fornitore per questo componente strategi- presso John Deere Power Systems.
co. I compiti di Seco Tools comprendono La stretta collaborazione tra John
la pianificazione della produzione, la scel- Deere e Seco ha dimostrato di essere pro-
22 | The New Edge 1/2007Speciale automotive
DALLE CONOSCENZE ALL'INNOVAZIONE
l nuovo disegno del tagliente per la gamma Seco di inserti
I CBN ha consentito prestazioni superiori. Il conseguente con-
tenimento dell'usura del tagliente consente un’allungamento
della vita inserto del 200%. Sulla base del fatto che la geome-
350
300
tria del tagliente può essere modificata praticamente a piacere
per far fronte ai requisiti di una specifica applicazione, Seco è
250
stata in grado di migliorare le prestazioni e la durata della sua
gamma SecoMax. 200
Il diagramma a lato illustra la vita utensile del nuovo
CBN050C in rapporto al numero di pezzi prodotti. La vita del- 150
l'utensile, così come la qualità del prodotto, sono significativa-
mente migliorate rispetto ai precedenti inserti CBN e ai prodotti 100
concorrenti. La combinazione della nuova geometria del taglien-
50
te brevettata da Seco Tools e un rivestimento specifico, hanno
permesso un incremento della vita dell'inserto di oltre il 200%.
0
Per ulteriori informazioni sul nuovo tagliente e sulla tecnologia CBN10 CBN050C CBN10 CBN050C
impiegata per il rivestimento del CBN050C, visitare il sito Web di
The New Edge, all'indirizzo www.secotools.com/thenewedge.
S Tornitura continua di scanalature e diametro esterno su un pi-
gnone. Materiale: acciaio da cementazione 16MnCr5 (60 HRC),
velocità di taglio Vc= 160mm/min, avanzamento f = 0,3mm, pro-
E-mail: hubert.kratz@secotools.com fondità di taglio, a(p) 0,2mm, lavorazione a secco.
LE SOLUZIONI FLESSIBILI SI AGGIUDICANO GLI ORDINI
a notevole pressione esercitata dai clienti del settore auto disfatto che ha fatto importanti ordini a programma. Per ul-
L e la crescente concorrenza da altri paesi stanno spingen-
do i fornitori a calcolare con estrema precisione i costi
dei prodotti, indipendentemente dal luogo di produzione.
teriori informazioni su questa storia di successo, consultare
www.secotools.com/thenewedge
In Seco Tools siamo abituati ad affiancarci nel processo di E-mail: jorn.grindel@secotools.com
identificazione degli utensili più adatti per un dato lavoro, in
collaborazione con i produttori delle macchine e con le
officine dei clienti.
In uno studio su un costruttore di dischi per
freni, abbiamo dimostrato come il nostro
team di tecnici sia stato in grado di pren-
dere in considerazione tutte le richieste
dei team interdisciplinari. La sfida era
fornire utensili per un prodotto molto
difficile come i dischi freno, caratte-
rizzati da specifiche elevatissime in
termini di qualità e affidabilità con
un run-outSpeciale automotive
Alesatura
Alesatori da sogno
Precisione costante nei limiti del micron. Questa è la richiesta di Francaise
de Mechanique per il suo lavoro quotidiano: migliaia di lavorazioni. I com-
ponenti critici che richiedono questo livello di precisione costituiscono la
produzione “in grande serie” di questa azienda francese. The New Edge è
andato a vedere di cosa si tratta.
rancaise de Mechanique (FM) costituiscono un fattore determinante produzione e di ricerca e sviluppo per
F è stata fondata nel 1969 e si è
specializzata nella produzione
di alti volumi di motori e fusioni per
dell'affidabilità dei motori. Occorrono
16 diversi utensili per eseguire le opera-
zioni molto complesse di alesatura sulle
tutto il gruppo Seco, questa unità è un
laboratorio di progettazione che con-
trolla questa gamma dalla produzio-
l'industria dell'automobile. Nel suo sta- testate. Viene utilizzata la famiglia ‘Bi- ne all'implementazione fornendo una
bilimento di 150 ettari, FM si occupa fix’ degli alesatori a inserto Seco. supervisione tecnica presso lo stesso
della lavorazione e dell'assemblaggio di Per la lavorazione delle sedi e delle cliente.
quattro famiglie di motori a benzina e guide, gli utensili sono abbinati a tre La scelta di Seco come fornitore
diesel, per un totale di oltre 9.700 mo- inserti in metallo duro per la sgrossa- principale ha dato origine ad una col-
tori al giorno. Sempre impegnata nel tura e tre in CBN per la finitura, con laborazione tra i team estremamente
perseguire la massima qualità, FM si regolazioni radiale e assiale. I vari dia- proficua e ha reso possibile il raggiun-
è adoperata per essere all'avanguardia, metri, lunghezze e angoli sono lavorati gimento degli ambiziosi obiettivi di
sia nei prodotti che nei processi, man- in un'unica operazione, ottenendo quo- un'azienda leader come FM. Recente-
tenendo al contempo la massima pro- te con tolleranze entro ±0,015 mm. mente Seco ha introdotto una nuova
duttività possibile. generazione di alesatori con lo scopo
Grazie a una combinazione di co- Meno di 0,015 mm di ridurre il costo per componente, au-
noscenze tecniche e prodotti, Seco è Con l'utilizzo degli utensili Bifix ad in- mentare la precisione e rendere l'uten-
diventato uno dei principali fornitori serto, le operazioni di alesatura sulla sile ancora più facile da gestire. Con
di FM. Seco è responsabile dell'otti- linea degli alberi a camme di questa te- l'introduzione della nuovissima gamma
mizzazione e del miglioramento delle stata richiedono non solo tre diversi dia- di alesatori Seco, tutti questi obiettivi
lavorazioni. Attualmente le operazioni metri ma anche una concentricità non sono stati raggiunti. N
di alesatura in FM sono al centro del- superiore a 0,03 mm e circolarità infe-
la sua attenzione. I team tecnici sono riore a 0,015 mm, tutto eseguito a più
composti dai tecnici Seco assistiti da- di 433 mm dalla punta del mandrino. E-mail: jean-bernard.hantin@secotools.com
gli specialisti dell'alesatura dell'unità Ottenere questa preci-
di produzione Seco con base a Tour du sione non poneva proble-
Pin (Isère) e dai tecnici della linea di mi ai team, se non fosse
S
produzione della testa dei cilindri TU5 che si doveva raggiungere Sui motori da 1,6 litri
vengono utilizzati 16
JP4. Forniscono assistenza in loco, la ripetibilità su tutte le
diversi alesatori.
analisi tecniche, gestione, regolazione e 1200 testate che lasciano
monitoraggio degli utensili per l'intera la linea ogni giorno.
linea con i suoi 35 centri di lavorazione Sulla linea vengono
Renault Automation “Urane". utilizzati oltre 125 uten-
sili Seco e attualmente
Una sfida sull'alesatura esistono ben pochi for-
La testa dei cilindri (figura a destra) è nitori in grado di fornire
montata su motori da 1,6 litri a benzi- tali conoscenze tecniche in
na a 16 valvole, utilizzati per le moto- un campo tanto avanzato
rizzazioni di Peugeot 206 e 307 e di Ci- come quello dell'alesatura.
troen C2, C3, Berlingo e Xsara. Le sedi Seco possiede queste cono-
e le guide delle valvole, nonché la linea scenze e le trasmette ai tec-
degli alberi a camme, sono le operazio- nici di vendita tramite l'unità
ni di alesatura più difficoltose e richie- di stanza a La Tour du Pin.
dono la massima precisione, dato che Oltre ad essere un centro di
24 | The New Edge 1/2007Puoi anche leggere