YOUR GLOBAL CRAFTSMAN STUDIO - A SOSTEGNO DEL PROGRESSO IN CAMPO MEDICO Tecnologie di lavorazione a sostegno del settore dell'assistenza medica ...
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Mitsubishi Materials Craftsmanship Magazine
YOUR BM007I
GLOBAL CRAFTSMAN
STUDIO
A SOSTEGNO
DEL PROGRESSO
IN CAMPO MEDICO
Tecnologie di lavorazione
a sostegno del settore
dell'assistenza medica
Vol. 7 Storie
VOL. 7 STORIE
YOUR GLOBAL CRAFTSMAN STUDIO
3-6
RIFLETTORI SUL MERCATO
7-18
FOCUS SULLE PRESTAZIONI
I dispositivi medici rigenerativi spiccano Star Micronics Co., Ltd.
per l'eccezionale innovatività tecnica Suzuki Precion Co., Ltd.
Takayama Instrument, Inc.
19-20 21-22 23-26
LA STORIA DI MITSUBISHI STORIE DI ARTIGIANI ARCHIVIO TECNOLOGICO
L'isola Gunkanjima ("Isola della nave Produzione di un rivestimento CVD perfetto Lo sviluppo degli stampi per metalli
da guerra") e l'attività di estrazione per materiali da taglio molto affilati traina l'evoluzione degli inserti
carbonifera che ha contribuito al -DF2XLBF-
successo di Mitsubishi Mining Co., Ltd.
27-28 29-30
SU DI NOI FOCUS INNOVAZIONE
TianJin LingYun Tool Design Co., Ltd. – Tecnologia analitica progettata per
MTEC TianJin (Cina): centro di formazione visualizzare le problematiche e
per i mercati degli utensili da taglio migliorare le lavorazioni
1 YOUR GLOBAL CRAFTSMAN STUDIO
MESSAGGIO
Tsukuba
Un impegno costante
a migliorare la produzione
con un occhio rivolto al futuro
Grazie per il vostro interesse verso questa le procedure e gli obiettivi aziendali orientato al cliente, declinato nello spirito
settima edizione di Your Global Craftsman tenendo conto dei progressi tecnologici del marchio Your Global Craftsman Studio,
Studio. e dei cambiamenti demografici. assicura da parte nostra la fornitura dei
Cambiamenti che evidenziano la rilevanza migliori prodotti e servizi.
Questo numero illustra l'approccio che del concetto alla base del brand "Your
stiamo adottando in campo medico. Global Craftsman Studio", che testimonia Yasunori Murakami
In aggiunta all'attività nei settori l'obiettivo di fornire ai clienti le soluzioni Vicepresidente e General Manager
automotive, aerospace e degli stampi per più efficaci, assicurando al contempo il della Product Division
metalli, negli ultimi anni abbiamo rivolto funzionamento e il miglioramento delle Metalworking Solutions Company
la nostra attenzione anche all'industria infrastrutture aziendali per garantire Mitsubishi Materials Corporation
medicale. Nella prospettiva di un continuo sicurezza e qualità. Con questo fine,
miglioramento, ci auguriamo di ricevere teniamo costantemente un occhio rivolto
un sostegno continuo e di acquisire al futuro, per sviluppare tecnologie di
maggiori conoscenze dal mercato. produzione sempre più innovative e
capacità produttive basate sull'ingegno e
Come conseguenza dello sviluppo delle sulla competenza acquisita.
tecnologie dell'informazione e della
globalizzazione delle attività commerciali, Globalmente, oltre 7.000 nostri dipendenti
l'ambiente dell'industria manifatturiera sono impegnati nel settore del metallo
ha assistito a cambiamenti significativi. duro. Sebbene non tutti entrino in contatto
Sentiamo anche la necessità di ripensare diretto con la clientela, il nostro approccio
Gifu
Akashi
YOUR GLOBAL CRAFTSMAN STUDIO 2
RIFLETTORI SUL MERCATO
RIFLETTORI
sul MERCATO INDUSTRIA MEDICA
I dispositivi medici rigenerativi
spiccano per l'eccezionale
innovatività tecnica
Il contesto del settore dei dispositivi medici rigenerativi
L'obiettivo della medicina rigenerativa "sostituzione biologica" e "rigenerazione popolazione in Giappone, Stati Uniti
è il recupero delle funzioni biologiche biologica". La sostituzione biologica ed Europa ha avuto un forte impatto
che hanno subito un deterioramento, consiste nell'utilizzo di dispositivi sulle spese mediche, con conseguenze
per cause generalmente da attribuire artificiali, come articolazioni e ossa, per i bilanci nazionali. Ciò ha portato a
a malattie, fattori ambientali e per il recupero della funzionalità. La un'accelerazione delle attività di ricerca
invecchiamento. Stati Uniti ed Europa rigenerazione biologica è finalizzata e sviluppo nelle tecnologie medicali,
dominano da tempo i mercati della alla rigenerazione di organi e tessuti. I con l'obiettivo di ridurre i costi totali.
medicina rigenerativa; i mercati asiatici materiali impiegati per la sostituzione La tecnologia terapeutica che impiega
stanno tuttavia attirando un'attenzione biologica sono chiamati "dispositivi cellule staminali pluripotenti indotte (iPS),
sempre maggiore. L'invecchiamento sostitutivi". Nonostante la tecnologia di che mostrano grande biocompatibilità,
della popolazione e il miglioramento del stampa 3D per la produzione di strumenti è sicura e riduce il carico sul paziente,
tenore di vita, trainati dalla significativa e impianti chirurgici abbia trovato ed è ormai pronta per la fase di utilizzo.
crescita economica di questi paesi, hanno qualche applicazione pratica, la qualità Tuttavia, prima che ciò possa tradursi in
infatti determinato un forte aumento della di questo nuovo metodo di produzione una piena applicazione pratica, i sistemi
domanda nel settore. Si prevede che in rimane inferiore rispetto alle modalità di assistenza medica (assicurazione/
futuro anche l'Africa diventi un mercato di preesistenti, e l'investimento iniziale, i certificazione) devono migliorare, e anche
primaria importanza. Tali condizioni fanno costi dei materiali e i tempi di produzione, gli ospedali devono modernizzare le loro
presupporre un potenziale di crescita ostacolano il conseguimento di progressi tecnologie.
costante per i mercati interessati. significativi.
La medicina rigenerativa si articola in Nel frattempo, l'invecchiamento della
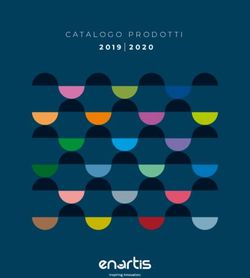
Variazione prevista nell'età della popolazione dei principali paesi
(%) 45.0
40.0
35.0 Giappone
Stati Uniti
30.0
Germania
25.0 Cina
Inghilterra
20.0
Francia
15.0 India
Indonesia
10.0
5.0
0.0
2010 2015 2020 2025 2030 2035 2040 2045 2050 2055 2060 (anno)
Fonte: United Nations, Word Population Prospects: The 2015 Revision
3 YOUR GLOBAL CRAFTSMAN STUDIO
RIFLETTORI SUL MERCATO
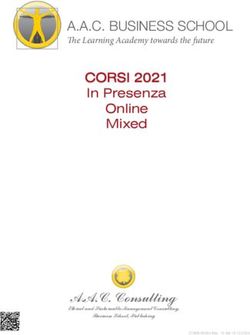
Previsione di crescita della popolazione mondiale
60
50
Africa
(100 milioni di persone)
40 Europa
America del Nord
30 Asia
America Latina e
20 Caraibi
Oceania
10
0
2015 2017 2018 2020 2025 2030 2035 2040 2045 2050 2055 2060 (anno)
Fonte: United Nations, World Population Prospects 2017
Aumento della domanda di maggiore produttività e riduzione dei costi
I dispositivi sostitutivi vengono inossidabile e le leghe cromo-cobalto. accedere a nuovi mercati. Ciò costringe
sottoposti a lavorazione con utensili da Con il progressivo sviluppo di nuovi i produttori di utensili da taglio a
taglio in misura maggiore rispetto ai materiali, la lavorazione è diventata potenziare la loro tecnologia e a ridurre
componenti generici. Materiali difficili una sfida sempre più impegnativa. Per i costi migliorando la tecnologia di
da lavorare, come la ceramica e la questa ragione i principali produttori produzione, per soddisfare le esigenze
plastica rinforzata con fibre di carbonio di dispositivi medici devono affrontare del mercato.
(CFPR), trovano un impiego crescente costi significativi, legati alle attività
insieme con il titanio, l'acciaio di ricerca e sviluppo necessarie per
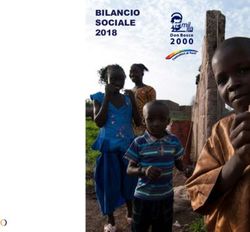
Principali dispositivi sostitutivi
Andamento di mercato previsto per i dispositivi sostitutivi
(MLN 160
USD)
140
120
100
80
60
40
20
0
2015 2016 2017 2018 2019 2020 2022 2024 2026 2028 2030 (anno)
Stime di Mitsubishi Materials Corporation sulla base del rapporto annuale
di un importante produttore di dispositivi medici.
Servizio speciale
Innovatività tecnica nei
dispositivi medici rigenerativi
YOUR GLOBAL CRAFTSMAN STUDIO 4
RIFLETTORI SUL MERCATO
RIFLETTORI
sul MERCATO INDUSTRIA MEDICA
Garantire soluzioni complete al
settore dell'assistenza medica
Un efficace utilizzo degli utensili da taglio migliora la lavorazione
dei dispositivi sostitutivi
Materiali difficili da tagliare come il una maggiore resistenza all'usura, dei pochi produttori di utensili da taglio
cromo-cobalto, il titanio e le leghe a rappresentare una sfida sono le a fornire soluzioni per una gamma
inossidabili sono spesso utilizzati applicazioni come i diametri ridotti così ampia di applicazioni complesse,
per la fabbricazione di dispositivi e i fori profondi nelle leghe a base di l'azienda è molto apprezzata per
sostitutivi. Ciò si traduce in una durata cromo-cobalto. Mitsubishi Materials ha la lavorazione dei materiali difficili
estremamente breve degli utensili realizzato prodotti che incrementano la da tagliare utilizzati dai produttori
utilizzati per lavorarli, situazione che durata della vita utensile e l'efficienza di dispositivi medici nel mercato
obbliga i produttori ad adoperarsi della lavorazione, attraverso lo sviluppo nordamericano, uno dei principali nel
per apportare miglioramenti. Oltre a degli ingredienti di base. Essendo uno settore dei dispositivi sostitutivi.
Un'offerta completa
Lavorazione della vite Torx Tornitura esterna:
VQXL Per leghe di titanio
MT9005
FS-P: LS-P:
Bassa profondità di taglio Elevata profondità di taglio
Lavorazioni di foratura
MVS
Smussi
DLE
Lavorazione di piccoli diametri
Microutensili in metallo duro
Foratura profonda
Diametri esterni di tornitura praticati mediante Punta integrale con fori per passaggio
tornio: Per leghe di titanio MT9005, leghe del refrigerante
cobalto-cromo-molibdeno MP9015, leghe di MGS Mini MVS
Troncatura acciaio inossidabile Punte a cannone
Mini GY FS: bassa profondità LS: elevata profondità
di taglio di taglio
Strumentazione medica a vite
5 YOUR GLOBAL CRAFTSMAN STUDIO
RIFLETTORI SUL MERCATO
Un esempio di miglioramento
Incrementare la vita utensile e migliorare l'efficienza dei processi
che causano colli di bottiglia
Prima del Lavorazione della vite Torx Torni-
Foratura profonda (punte a cannone) Viti
miglioramento (brocciatura) tura
A miglioramento MVS VQXL
Viti Tornitura Riduzione del 40% dei tempi
avvenuto Foratura profonda A quattro taglienti
di lavorazione
Tempi di lavorazione
Materiale da lavorare Ti-4AI-6V
Macchina utensile Tornio automatico CNC di piccole dimensioni
Lavorazione di Fresatura della sede MVS
Processo
foratura profonda torx
Utensili utilizzati MVS0180X30S030 VQXLD0050N025
n = 35.000 min-1
Parametri di n = 1.750 min-1
F = 300 mm/min
lavorazione fr = 0,02 mm/rev VQLX
Ap = 0,03 mm
Refrigerante Olio (interno 7 MPa) Olio (esterno)
Accrescere la soddisfazione del cliente grazie a soluzioni avanzate
Per la produzione di componenti offre soluzioni per una lavorazione software CAM, è impegnata a sviluppare
complessi di dispositivi medici sono ottimizzata e uno sviluppo tecnico centri di lavorazione multi-task (inclusi
stati utilizzati centri di lavoro multi- avanzato, grazie al potenziamento delle piccoli torni automatici), macchine
task e macchine utensili a cinque assi. prestazioni degli utensili da taglio. a cinque assi e un'ampia gamma di
Queste macchine hanno permesso di Attualmente ci viene richiesto di fornire CAM, dando la priorità allo sviluppo di
migliorare la produttività e al tempo soluzioni complete che prevedano proposte altamente innovative. MMC
stesso di ridurre il fabbisogno di l'utilizzo di utensili da taglio, macchine continua a essere un produttore di
manodopera, consentendo di diminuire utensili, CAM e analisi. utensili da taglio completo, in grado
rapidamente i costi. La crescente Mitsubishi Materials Corporation di proporre soluzioni globalizzate e
complessità delle tecnologie di (MMC), in collaborazione con produttori orientate al cliente, per il mercato dei
processo derivata da tale cambiamento di macchine utensili e fornitori di dispositivi sostitutivi.
Simulazione CAM per il settore dentale Simulazione CAM per Piccolo tornio automatico con
piccoli torni automatici capacità di taglio mediante vibrazioni a
bassa frequenza
Servizio speciale
Innovatività tecnica nei
dispositivi medici rigenerativi
YOUR GLOBAL CRAFTSMAN STUDIO 6
FOCUS sulle PRESTAZION
I
CASO 1
Star Micronics
Co., Ltd
(Kikugawa, prefettura di Shizuoka)
Impegnata nello sviluppo e nella produzione di torni
automatici Swiss-Type destinati alla produzione di
dispositivi medici, l'azienda detiene circa il 30% della
quota di mercato globale.
7 YOUR GLOBAL CRAFTSMAN STUDIO
FOCUS SULLE PRESTAZIONI
Fumio Masuda Noriaki Ozeki Daisuke Suzuki
Executive Manager, Rep. Sales & Marketing Manager, Settore Technical Sales Support Executive Manager, Dep. Development
Div. Machine Tools Rep. Sales & Marketing, Div. Machine Tools Div. Machine Tools
Torni automatici sviluppati dagli utilizzatori per gli utilizzatori
Star Micronics Co., Ltd. ha iniziato la Questo è il nostro maggiore punto di La combinazione di geometrie lunghe e
propria attività nel 1950 come piccola forza", dichiara Fumio Masuda, Executive sottili e di materiali difficili da tagliare, che
fabbrica di componenti con soli sei addetti. Manager del reparto Sales & Marketing, caratterizza molti componenti medicali,
Inizialmente l'azienda produceva parti di divisione Machine Tools. rende difficile la loro fabbricazione senza
precisione per orologi, utilizzando torni l'impiego di tali macchinari. Per questo,
automatici provenienti dalla Svizzera e dal Star Micronics iniziò l'espansione delle nel settore medico i prodotti di Star
Giappone. Per realizzare componenti di vendite di torni automatici a livello globale Micronics Co., Ltd. sono considerati le
qualità superiore, decise di fabbricare le esportandoli in Inghilterra a partire dal macchine utensili d'elezione. "Inoltre,
proprie macchine utensili per uso interno, 1962. Oggi ha stabilimenti di produzione e poiché le viti per ossa e le altre parti
seguendo il desiderio del fondatore di strutture di vendita e assistenza in Europa, utilizzate per i trattamenti medici vanno
sviluppare un tornio automatico. L'azienda Stati Uniti e Asia. Non si affida a distributori inserite all'interno del corpo umano,
pubblicizzò il suo prodotto come "prodotto e concessionari, ma invia i dipendenti devono essere conformi a standard
dagli operatori per gli operatori" (made by direttamente dai clienti per fornire loro un estremamente elevati, tenere conto
machinists for machinists) e ben presto servizio completo prima e dopo la vendita della compatibilità sanguigna ed essere
iniziò a ricevere ordini per torni automatici dei prodotti. Una tale attenzione è sempre resistenti alla corrosione. Per soddisfare
da parte di altre aziende. stata molto apprezzata dal mercato, e i requisiti tanto severi, questi prodotti
"Produciamo da tempo un'ampia gamma suoi torni automatici Swiss-Type hanno vengono realizzati con materiali difficili
di parti di precisione utilizzando macchine ormai conquistato circa il 30% della quota da tagliare, come le leghe di titanio,
utensili che abbiamo sviluppato al nostro di mercato globale, nel quale ricopre e richiedono altresì una precisione
interno. La nostra Divisione Sviluppo una posizione di leadership. I suoi torni geometrica estremamente elevata",
valuta i feedback sull'usabilità che vengono utilizzati anche per la produzione spiega Noriaki Ozeki, Manager del settore
riceviamo dai nostri clienti e li integra di viti per ossa, impianti di denti artificiali, Technical Sales Support, reparto Sales &
nel processo di sviluppo e miglioramento materiale ausiliario per le articolazioni e Marketing, divisione Machine Tools.
dei prodotti nuovi e di quelli esistenti. per molte altre applicazioni.
Una maggiore rigidità della macchina consente la lavorazione dei dispositivi medici
I torni automatici Swiss-Type sono dotati Oltre al piano inclinato con incastro a precisione di lavorazione ancora più
di un design e di specifiche che rispondono coda di rondine, l'utilizzo di varie strutture elevata.
a requisiti estremamente rigorosi, e – tra cui una superficie di scorrimento
sono molto apprezzati dai produttori di dell'attacco mandrino che supporta il "Ad esempio, i denti artificiali per impianti
dispositivi medici. carico di taglio durante la lavorazione richiedono talvolta di praticare un foro
"Nello sviluppo di questi torni ci siamo – aumenta la rigidità della macchina. profondo 80 mm, ma di soli 1,8 mm di
concentrati sulla rigidità della macchina. L'azienda ha anche realizzato una serie diametro. Praticare questo tipo di foro
Abbiamo utilizzato una struttura a piano di progetti innovativi per garantire una sul lato anteriore di una macchina è
inclinato con superfici a coda di rondine
a scorrimento trapezoidale. In questa
struttura, le parti fisse e mobili sono
Vite a circolazione
costruite in modo da avvicinare al punto
di sfere
di taglio il centro della vite a circolazione
Supporto della
di sfere e, quindi, da ridurre il momento rastrelliera
di carico durante il taglio. Ciò consente
di diminuire le vibrazioni causate dalla
resistenza al taglio e di aumentare la Portautensili
precisione. In questo modo è possibile Punto di taglio
mantenere una precisione di lavorazione
uniforme e costante, anche quando si
rendono necessarie modifiche significative
delle profondità di taglio", ha dichiarato
Daisuke Suzuki, Executive Manager del
Development Department, divisione
Machine Tools.
YOUR GLOBAL CRAFTSMAN STUDIO 8
FOCUS SULLE PRESTAZIONI
(Da sinistra) Junya Maki, Manager, filiale di Kikugawa, Sanritsu Machinery Co., Ltd., Keiichi Kuroda, Div. Sales Ufficio vendite di Fuji, District Manager, Mitsubishi Materials,
Hiroaki Ohara, Div. Sales Ufficio vendite di Fuji, Mitsubishi Materials, Shoichi Fujisawa, Drill, CBN & PCD Products Development Center, Tools R&D Group, Mitsubishi Materials
problematico, a causa dei limiti imposti la fuoriuscita di olio per facilitare le secondo tempi prestabiliti. In questo
dagli ingombri; perciò, montiamo un operazioni di pulizia", aggiunge Fumio modo è possibile contenere le vibrazioni
accessorio sulla parte posteriore del Masuda, Executive Manager del reparto e aumentare la precisione.
mandrino, che può eseguire fori fino a 100 Sales & Marketing. Nel frattempo, Star Molte aziende meccaniche impiegano
mm di profondità", spiega Ozeki, Manager Micronics Co., Ltd. ha sviluppato un processi di produzione estremamente
del settore Technical Sales Support. sistema di controllo del movimento che complessi, come la trasformazione delle
Inoltre, per limitare la deriva termica è garantisce un controllo complessivo barre a sezione cilindrica in elementi a
stata pensata una soluzione unica nel superiore. Questo sistema varia la sezione quadrata o di altra forma. Spesso
suo genere, che consente di misurare velocità del mandrino nel momento più i torni a bassa rigidità non soddisfano gli
e prevedere le variazioni di calore e di appropriato e assicura un movimento standard geometrici desiderati per questo
regolare la macchina di conseguenza. "A fluido durante tutto il ciclo, favorendo tipo di prodotti, pertanto le migliorate
volte i professionisti del settore medico così una significativa riduzione dei tempi finiture superficiali e la precisione dei
vengono a farci visita per osservare di non taglio. Durante la preparazione torni automatici Swiss-Type sono di
il processo di produzione. La nostra per le fasi successive, il sistema riduce grande utilità per quelle aziende che
progettazione punta anche a creare l'avanzamento di taglio per consentire devono affrontare questo genere di
una struttura semplice, che impedisca di effettuare regolazioni in posizioni e problema.
Utensili che consentono le massime prestazioni della macchina
La collaborazione tra Star Micronics necessarie punte di diametro più i componenti di aerei erano caratterizzati
e Mitsubishi Materials ebbe inizio piccolo con fori per il passaggio del da una durata elevata, e anche quando si
nei primi anni 2000. Proprio in quel lubrorefrigerante, rivestite con materiali trattò di aumentare gli avanzamenti e le
periodo, i materiali lavorati mediante caratterizzati da una spiccata resistenza velocità, ci permettevano di continuare
torni automatici stavano passando al calore. Come soluzione, Mitsubishi a realizzare pezzi di alta precisione.
dagli acciai di facile lavorazione agli Materials ha sviluppato la punta MWS, Quando venni assegnato allo stabilimento
acciai inossidabili. Questo cambiamento che utilizza un rivestimento VP con una in Cina iniziammo a utilizzare gli utensili
interessò sempre più i sistemi di iniezione resistenza al calore estremamente Mitsubishi Materials per i componenti
dei motori automobilistici, facendo elevata. Fin dal suo lancio, Mitsubishi medicali, facendo tesoro delle precedenti
aumentare anche l'utilizzo dell'acciaio Materials e Star Micronics hanno esperienze nella produzione di elementi
SUS316 e dei materiali al titanio per i impiegato la punta ad alte prestazioni aeronautici. Nel complesso, rimasi
componenti dei dispositivi medici. Se per per applicazioni di prova, includendola impressionato dalla qualità degli utensili."
la lavorazione dell'acciaio inossidabile anche nell pacchetto di attrezzamento Alle fiere a cui Star Micronics ha
il controllo dei trucioli è importante, "chiavi in mano". Ripensando a quel partecipato nel 2016, in Europa e negli
la durata dell'utensile è un fattore periodo, Keiichi Kuroda, responsabile Stati Uniti, è stata testata una punta per
fondamentale per i torni automatici. delle vendite nel 2000, ha dichiarato: centrinatura / smussi in metallo duro
Tuttavia, queste macchine tendono a "Abbiamo utilizzato una vasta gamma di che era in fase di sviluppo su un tornio
utilizzare lubrorefrigeranti che non punte lunghe di piccolo diametro per varie automatico Swiss-Type della serie SR. Le
sono altrettanto efficaci nel caso degli applicazioni di uso interno, e questo ci ha sue prestazioni sono state eccezionali, e
acciai inossidabili. Inoltre, componenti di indotto a consigliare queste punte per nel corso del 2018 si è deciso di utilizzare
dispositivi medici sono spesso prodotti la lavorazione di fori profondi." Abbiamo la punta di lamatura / smussatura DLE
utilizzando materiali al titanio difficili chiesto al signor Ozeki quale fosse la sua durante le fiere a livello nazionale e
da tagliare, il che comporta maggiori impressione nei confronti di Mitsubishi internazionale. Nel giugno dello stesso
complicazioni in fase di foratura. Per Materials, questa è stata la sua risposta: anno, è stata introdotta sul mercato la serie
far fronte a questi problemi, erano "Gli utensili che utilizzavamo per lavorare di punte DLE. Shoichi Fujisawa, manager
9 YOUR GLOBAL CRAFTSMAN STUDIOFOCUS SULLE PRESTAZIONI
(A sinistra) Takuji Uchiyama, Assistant Manager, Technical Sales
Support, Rep. Sales & Marketing, Div. Machine Tools ,
Star Micronics Co., Ltd.
(A destra) Masahito Mukouyama, Assistant Manager, Rep. Sales
& Marketing Div. Machine Tools , Star Micronics Co., Ltd.
del Drills Development, (Drill, CBN & PCD
Products Development Center, Tools R&D
Group, Mitsubishi Materials Corporation), applicare una geometria a doppio angolo ad ampio spettro, che includano
ci spiega le caratteristiche di questa nuova la quale, insieme ad un assottigliamento l'avanzamento, la velocità e il controllo
punta: "Le punte per centrinatura esistenti della punta, ci ha consentito di ottenere dei trucioli, per consentire l'ottenimento
avevano taglienti affilati, che spesso si una bassa resistenza per ridurre il carico di prestazioni migliori per ciascuna
scheggiavano durante la lavorazione dei sulla macchina utensile." macchina." Hiroaki Ohara, divisione Sales,
materiali in acciaio inossidabile difficili Spiega Masuda: "La compatibilità delle ufficio vendite di Fuji, Mitsubishi Materials,
da tagliare. La realizzazione di una serie macchine utensili è importante per ha dichiarato: "Lo sviluppo di questa nuova
di prototipi che garantisse la resistenza migliorare la precisione di lavorazione. punta di lamatura è un ottimo esempio del
del tagliente ha risolto il problema; dopo Vorremmo che i produttori di utensili nostro impegno nel fornire ai nostri clienti
ripetute verifiche, abbiamo deciso di si impegnassero in attività di sviluppo strumenti sempre migliori."
Rispondere ai progressi del settore medico
Il signor Ozeki, Manager del settore vero oggi e lo sarà sempre. Abbiamo sentito Il signor Masuda, Executive Manager
Technical Sales Support, ci ha parlato la responsabilità di concepire prodotti del reparto Sales & Marketing di Star
delle prospettive future dell'azienda: che sappiano rispondere alle esigenze Micronics, ha dichiarato: "Si prevede che
"Stiamo pensando di espandere le vendite dei clienti, e continuiamo a dedicare in futuro la diffusione dei veicoli elettrici
di prodotti legati al settore medico in India particolare attenzione al miglioramento ridurrà il numero di componenti per auto.
e in altre regioni densamente popolate. della rigidità della macchina." Tuttavia, la domanda di componenti di
Per noi è fondamentale individuare precisione di piccole dimensioni, che noi
misure di riduzione dei costi e sviluppare L'azienda intende inoltre sviluppare produciamo, aumenterà, insieme con la
non solo torni automatici Swiss-Type, ma macchine utensili in grado di lavorare tendenza alla miniaturizzazione e alla
anche torni automatici di tipo fisso, che acciai temprati per pezzi di alta precisione, necessità di sempre maggior precisione
rispondano alla crescente domanda di e auspica che i produttori di utensili dei prodotti finali. Sfruttando la nostra
placche spinali negli Stati Uniti. Il nostro possano creare inserti capaci di supportare posizione in un settore in crescita
compito principale, tuttavia, è analizzare e questo obiettivo. Il signor Fujisawa, continueremo a innovare per garantire che
implementare nei nostri prodotti i feedback Tools R&D Group, Mitsubishi Materials i nostri prodotti soddisfino le esigenze dei
dei clienti riguardo alle questioni tecniche. Corporation, afferma: "Il punto di forza del clienti." Mitsubishi Materials continuerà a
Oltre a fornire soluzioni, vogliamo anche nostro gruppo consiste nella produzione collaborare con Star Micronics, avanzando
avanzare proposte che portino a risultati di materiali e utensili, e noi siamo leader verso il futuro con l'obiettivo di contribuire
migliori per la clientela." Aggiunge il nello sviluppo e nella produzione di alla crescita del settore medico globale.
signor Suzuki, Executive Manager del utensili per acciai temprati. Continueremo
reparto Development: "Per ridurre i costi, a rispondere alle esigenze dei clienti con
abbiamo lavorato per più di tre anni allo strumenti ad alte prestazioni sviluppati per
sviluppo di strutture per ciascun modulo soddisfare uno spettro sempre più ampio
che fossero compatibili con le altre di applicazioni per i materiali."
macchine. La priorità per le macchine Le sfide che i produttori devono affrontare
utensili risiede nello sviluppo, e questo è cambiano in modo significativo nel tempo.
YOUR GLOBAL CRAFTSMAN STUDIO 10FOCUS sulle PRESTAZION
I
CASO 2
Suzuki Precion Co., Ltd.
(Kanuma, prefettura di Tochigi)
Lavorazione giapponese di altissima precisione, in grado di
praticare fori dal diametro inferiore a quello di un capello.
Sviluppo dei propri utensili rotanti ad alta velocità per torni
automatici.
11FOCUS SULLE PRESTAZIONI
Isao Suzuki, Vicepresidente esecutivo, Suzuki Precion Co., Ltd.
Due situazioni critiche che hanno potenziato le capacità del management
Due edifici sorgono su una vasta area lungo il dimenticato. Durante la visita all'ufficio di un a lavorare agli impianti dentali, ed ebbe così
fiume Oashi, presso la città di Kanuma, nella cliente, indossava scarpe da lavoro sporche l'occasione di operare per la prima volta
prefettura di Tochigi. L'impianto del 1991 è il dell'olio del pavimento della fabbrica. su materiali in titanio. Allora il fatturato
risultato dell'evoluzione di una piccola realtà Per questo motivo, venne rimproverato si basava sulle vendite di alberi, bracci e
lavorativa avviata oltre cinquant'anni prima da duramente dal cliente: "Non entri mai nel particolari di computer, di cui ogni mese
Etsuro Suzuki, nonno dell'attuale presidente mio ufficio con le scarpe sporche." Questa venivano prodotte alcuni milioni di unità.
Takuya Suzuki. esperienza insegnò al presidente l'importanza Tuttavia, quando il presidente visitò i Paesi
Etsuro adorava creare, e si avvalse della della selezione, dell'ordine e della pulizia del sud-est asiatico, tra cui la Thailandia,
collaborazione dei suoi amici per fondare (le cosiddette "3S", ossia "sorting", "setting rimase scioccato nel constatare che là gli
l'azienda, iniziando a produrre accessori in order", e "shining"), motivandolo a stabilimenti producevano le stesse parti in
per scarpe. In seguito, l'azienda passò alla considerare prioritaria la pulizia della propria un ciclo continuo di 24 ore al giorno. Capì
lavorazione di componenti generici. Nel 1971 fabbrica. ben presto che la base per la produzione dei
venne fondata la Suzuki Precion Ltd., con pezzi realizzati da Suzuki Precion si sarebbe
l'obiettivo di intraprendere la lavorazione dei Nel 1991 l'azienda trasferì lo stabilimento nella prima o poi spostata fuori dal Giappone, dove
metalli su larga scala. L'azienda aumentò sede attuale e nel 1992 venne riorganizzata i costi di manodopera erano più bassi. Mentre
a dieci il numero dei dipendenti e tra le sue sotto il nome di Suzuki Precion Co., Ltd. Poco rifletteva sui cambiamenti da apportare
attrezzature idrauliche introdusse i torni NC. dopo, tuttavia, scoppiò la cosiddetta "bolla alla strategia di gestione dell'azienda, si
Ripensando al passato, il vicepresidente Isao economica" giapponese e la società si trovò verificarono eventi che avrebbero minacciato
Suzuki afferma: "Il presidente di seconda ad attraversare la sua prima crisi aziendale, le fondamenta stesse della sua attività. Nel
generazione, mio fratello maggiore Yosuke causata da una significativa diminuzione della 2001, il principale partner dell'azienda, che
Suzuki, ama molto le macchine speciali e si è quantità di lavoro. Il presidente Suzuki decise all'epoca rappresentava circa il 30% del
occupato dell'implementazione di numerose così di non continuare a operare come un fatturato, dichiarò fallimento. Per Suzuki
attrezzature di questo tipo. Inizialmente fu semplice terzista, che si limita ad attendere Precion si trattò della seconda crisi aziendale.
lui stesso ad operare i torni NC, che all'epoca gli ordini dei clienti. Assunse diversi manager Ricordando quel periodo, il vicepresidente
venivano programmati mediante un nastro di allo scopo di rafforzare la rete di vendita asserisce: "I fornitori cambiarono rapidamente
carta punzonata." aziendale e il numero di clienti cominciò a il loro atteggiamento, dichiarando che ci
crescere. Allo stesso tempo, la società si avrebbero venduto materiali e utensili solo
L'allora presidente Yosuke Suzuki, che dedicò alla creazione di un ambiente di lavoro dietro pagamento in contanti. La nostra banca
lavorava come terzista per vari produttori, migliore per i propri dipendenti. si precipitò a verificare la nostra solvibilità.
visse un'esperienza che non avrebbe mai Oltre a ottimizzare il business, l'azienda iniziò Pensavo che fosse giunta la fine."
Un atteggiamento positivo genera un miglioramento della capacità tecnica
Dopo il fallimento del principale cliente Suzuki ci disse che per prima cosa dovevamo dell'azienda migliorarono. Un esempio tra
dell'azienda, Suzuki Precion decise di procurarci gli ordini, e che in seguito l'azienda tanti, la capacità di praticare un foro del
apportare un cambiamento radicale alla avrebbe trovato il modo di soddisfarli. Ci diametro di 0,03 mm, ossia più piccolo di un
propria strategia. Si orientò sulla produzione disse di essere fiduciosi e di pensare in capello, in una piastra di acciaio inossidabile.
di attrezzature medicali, passando dalla modo positivo." Questo atteggiamento portò "Il segreto di una lavorazione di successo è
lavorazione di piccoli componenti su larga anche a un miglioramento della capacità la corretta definizione delle condizioni. In
scala a quella di componenti più grandi, ma tecnica dell'azienda. Gli obiettivi erano particolare, nel taglio degli impianti dentali
su piccola scala, e privilegiò l'acquisizione di acquisire ordini complessi dal punto di vista in titanio, il miglioramento delle condizioni
ordini caratterizzati da un maggiore grado di tecnico e trovare il modo di rispondere alle di lavorazione influisce in modo significativo
complessità dal punto di vista ingegneristico. richieste. Venne anche creato un database sull'efficienza della produzione. Ciò non
Ricorda Jun Hanawa, entrato all'epoca nel per condividere le informazioni all'interno significa, tuttavia, che il taglio rapido sia
team di venditori dell'azienda: "Il presidente dell'azienda. migliore, perché spesso è necessario
Inoltre, l'esperienza acquisita nella impiegare dai 20 ai 30 minuti per pezzo.
lavorazione di impianti dentali contribuì ad Abbiamo un lungo ciclo di produzione
aumentare significativamente la competenza organizzato su 24 ore e lo ottimizziamo
tecnica dell'azienda. Dovendo produrre pezzi tenendo conto della vita utile degli utensili da
estremamente piccoli, ma che esigevano taglio. Ciò è stato possibile grazie a un know-
il rispetto di una rigorosa tolleranza how unico, acquisito attraverso la lavorazione
dimensionale, la precisione e le tecniche di materiali difficili da tagliare."
di lavorazione altamente specializzate
Jun Hanawa,
Executive Operation Officer,
Suzuki Precion Co., Ltd.
YOUR GLOBAL CRAFTSMAN STUDIO 12FOCUS SULLE PRESTAZIONI
Yuzo Morita, Sales Department Kazuhiro Ugajin, responsabile IB-SPINDLE
Suzuki Precion Co., Ltd. CNC 4 x Mechanical RPM Multiplier Spindle
Superare le criticità nella produzione di attrezzature medicali
Nel 2006, durante la transizione alla medicali. "Tutte le aziende presenti alla avrebbe dato un impulso significativo al
produzione di attrezzature medicali, fiera avevano molti più dipendenti di noi; suo business.
l'azienda apprese da alcuni clienti ma il fatto che possedessimo la licenza
della revisione della legge sul settore per la produzione di dispositivi medici e la "Uno dei membri del nostro team di
farmaceutico ("Pharmaceutical Affairs Act certificazione ISO13485 suscitò interesse sviluppo", spiega Hanawa, "aveva un amico
", l'attuale "Pharmaceutical and Medical nella nostra azienda. Quando i clienti che viveva negli Stati Uniti, e quell'amico
Device Act"). Ottenne così la licenza per iniziarono a contattarci, capimmo che i visitò il nostro stand. Quando vide che
la produzione di attrezzature medicali nostri sforzi stavano dando i loro frutti", i componenti che avevamo realizzato
nel quadro della nuova legislazione, precisa Hanawa. Aggiunge Kazuhiro avevano le dimensioni di un chicco di riso,
che imponeva norme più severe per la Ugajin: "Gli impianti dentali sono molto rimase molto colpito e parlò dei nostri
produzione di tali equipaggiamenti. Nel piccoli, ma richiedono un elevato grado prodotti ad altri operatori presenti in
2007 conseguì inoltre le certificazioni di competenza tecnica per evitare fiera. Poi ci fece conoscere un ingegnere
ISO9001 e ISO13485. Quest'ultima imperfezioni e garantire la precisione che lavorava presso uno dei principali
riguarda la produzione di attrezzature dimensionale. Gli impianti biologici, invece, produttori mondiali di apparecchiature
medicali e i sistemi di gestione della richiedono semplicemente dimensioni medicali. Le trattative commerciali che
qualità. "L'acquisizione di queste diverse, e questo per noi era di difficile seguirono portarono a successivi ordini,
due certificazioni ha fatto una grossa realizzazione." incoraggiandoci a instaurare con il cliente
differenza", ha dichiarato Yuzo Morita un rapporto che dura ancora oggi."
del reparto vendite. "La certificazione Nel 2010 l'azienda prese parte per la
ISO13485 è indispensabile per i produttori prima volta a una fiera di apparecchiature Nel 2012, l'azienda si trovò a un punto di
di attrezzature medicali. Tuttavia, pochi medicali in Germania; nel 2012 partecipò svolta. Si aggiudicò il Nippon Brand Award
dei nostri concorrenti l'avevano ottenuta, e a MD&M West negli Stati Uniti, la più per l'IB-SPINDLE, un utensile meccanico
questo si trasformò per noi in un notevole grande fiera al mondo per le attrezzature, moltiplicatore di velocità 4 x RPM ad alta
vantaggio." i componenti e i materiali medicali. precisione, che utilizza la tecnologia di
Nel 2009, Suzuki Precion partecipò a Presenziò anche al Japan Pavilion lavorazione sviluppata dall'azienda per i
Medtec Japan, una delle principali fiere per sponsorizzato da JETRO, dove ebbe la torni automatici CNC.
produttori e sviluppatori di apparecchiature fortuna di incontrare una persona che
Sviluppo di esclusivi prodotti a marchio per divenire fornitori OEM
Lo sviluppo dell'IB-SPINDLE originò dal cambiò approccio. Considerato che la velocità del tornio automatico CNC.
sogno del presidente precedente, che la maggior parte dei torni automatici "Si tratta di un mandrino in grado di
avrebbe voluto che l'azienda realizzasse ruotava solo a 5.000 – 6.000 giri/min, se aumentare la velocità, studiato per
da sé le proprie attrezzature. L'azienda avesse prodotto mandrini con maggiore raggiungere un'alta precisione e garantire
aveva precedentemente prodotto mandrini velocità di rotazione avrebbe aumentato il miglior rapporto costo-prestazioni nella
con velocità da 50.000 a 60.000 giri/min l'efficienza di produzione oraria. Questo lavorazione di componenti per attrezzature
per centri di lavoro e torni. Aveva tuttavia avrebbe rappresentato un vantaggio sia medicali. Abbiamo ritenuto che tale
commesso l'errore di non prendere in per l'azienda sia per i produttori. Fu così caratteristica sarebbe stata apprezzata dal
considerazione specifici clienti, e così le che nacque l'IB-SPINDLE. L'IB-SPINDLE mercato", afferma Ugajin.
vendite ne avevano risentito. è dotato di ingranaggi epicicloidali di
Tentando di correggere la situazione, altissima precisione, che quadruplicano L'IB-SPINDLE non richiede un'unità di
13 YOUR GLOBAL CRAFTSMAN STUDIOFOCUS SULLE PRESTAZIONI
controllo, né collegamenti. Con gli utensili accessorio ai produttori di torni automatici
esistenti, la sostituzione richiede una sola di tipo Peterman attraverso il sistema
chiave. Aumentando la velocità di rotazione OEM, e lo vendiamo anche ai produttori
di quattro volte utilizzando la stessa di taglio dei metalli a livello nazionale e
potenza degli utensili rotanti esistenti, internazionale. A partire dal 2013 sono
l'IB-SPINDLE può ridurre l'efficienza iniziate le vendite su larga scala, che
di deflessione del corpo principale a quell'anno hanno raggiunto le 92 unità,
meno di 3 μm per microforatura e per la per poi aumentare di circa sette volte
lavorazione delle frese integrali di piccolo tra il 2013 e il 2017. "Oggi l'IB-SPINDLE
diametro. rappresenta circa il 25% di tutte le vendite
dell'azienda", ha dichiarato Morita.
Attualmente forniamo l'IB-SPINDLE come
Cambiare business per espandersi in mercati non strettamente legati alla lavorazione
Le vendite di Suzuki Precion comprendono promuovere lo sviluppo di idee innovative insignita del 6° Medtec Innovation Award.
le attrezzature medicali (circa il 50%), l'IB- in ogni ambito, e per questo diamo Suzuki Precion ha inoltre incaricato un
SPINDLE (circa il 25%) e i semiconduttori la priorità alla creazione di un clima tirocinante vietnamita, che aveva maturato
per la produzione di attrezzature e aziendale che consenta ai dipendenti di esperienze di lavoro in Giappone, di
componenti per automobili (circa il esprimersi liberamente." occuparsi delle vendite dell'IB-SPINDLE
25%). Tuttavia, l'azienda sta pensando di nei mercati esteri, e lo ha inviato a
concentrarsi sulle attrezzature medicali Per ampliare la propria gamma produttiva, METALEX, una fiera in Thailandia. Per
e sull'IB-SPINDLE, piuttosto che sulla Suzuki Precion si è associata a REG l'azienda il Vietnam è considerato la
tecnologia di lavorazione ad altissima Partners, un'organizzazione di piccole seconda base estera più importante dopo
precisione. e medie aziende impegnate in un ampio gli Stati Uniti.
Spiega il signor Hanawa: "Consideriamo spettro di attività produttive. Nell'ambito
Suzuki Precion come una società di di questa partnership, promossa da In occasione della fiera Medtec Japan
consulenza a 360 gradi. La tecnologia Tanaka Medical Instruments Co., Ltd., 2017 l'azienda ha presentato il MIT Force
produttiva richiesta non si limita alla sola ogni azienda ha dedicato la propria 3 mm, un ago per chirurgia laparoscopica.
lavorazione. Integriamo tutti gli aspetti fin tecnologia allo sviluppo di impianti spinali Pur avendo un'asta molto sottile, questo
dalla fase di sviluppo e progettazione, per per il trattamento ortopedico. Abbiamo ago ha una rigidità in grado di ridurre al
garantire al cliente il miglior approccio attirato l'attenzione del mercato con minimo la deflessione, per rispondere
possibile per soddisfare le sue esigenze. la commercializzazione di attrezzature alle crescenti esigenze di minima
Vogliamo essere un fornitore one-stop che medicali di Classe II. Dopo aver accertato invasività nel trattamento chirurgico.
offre una gamma completa di soluzioni, la non violazione di un brevetto precedente, Suzuki Precion ha trasformato la propria
che vanno dall'ispezione, alla pulizia e il RENG Spinal System venduto da KiSCO strategia aziendale, spostando il focus
alla sterilizzazione fino all'imballaggio Co., Ltd. è stato commercializzato sulla dalla produzione di attrezzature medicali
delle attrezzature medicali. A tale scopo, base di un accordo tra le aziende partner, al potenziamento delle vendite di
abbiamo creato una camera bianca di che prevede la divulgazione di informazioni prodotti creati per accrescerne la forza
classe 10.000, corrispondente alla Classe tecniche, la priorità del profitto in quanto competitiva, avvalendosi della tecnologia
7 dell'ISO14644-1. Per ridurre il carico organizzazione, e la ripartizione degli di lavorazione ad altissima precisione
di lavoro, abbiamo anche implementato utili sulla base del contributo offerto da che aveva sviluppato nel corso degli anni.
un sistema di produzione multiplo e ciascuna azienda. L'esclusivo approccio Questo cambiamento è un esempio che
un'operatività 24 ore su 24, migliorando allo sviluppo di questo progetto è stato l'industria della lavorazione farebbe bene
l'efficienza produttiva. Intendiamo inoltre premiato quando REG Partners è stata a seguire.
YOUR GLOBAL CRAFTSMAN STUDIO 14FOCUS sulle PRESTAZION
I
CASO 3
Takayama Instrument, Inc.
(quartiere Arakawa, Tokyo)
Produttore di forbici utilizzate per operare in profondità nel
cervello, con uno spessore della lama sul filo di soli 0,08 mm.
Sfruttare l'abilità tecnica per aiutare i medici a salvare
vite umane.
15 YOUR GLOBAL CRAFTSMAN STUDIOFOCUS SULLE PRESTAZIONI
Il centro di lavoro di piccole dimensioni S191, prodotto da BUMOTEC, in Ryushi Takayama, CEO, Takayama Instrument, Inc.
funzione presso lo stabilimento di Arakawa
Definito un artista per la sua tecnica di lavorazione
Quando siamo saliti al primo piano di Un altro stabilimento dispone di tre di 0,08 mm, estremamente sottile, ma molto
un edificio che sembrava una normale questi centri di lavorazione. "Parliamo del tagliente. Con una rete di vendita attiva in
abitazione del quartiere di Arakawa, TRAUB, un tornio automatico CNC Swiss- 30 Paesi, nei due anni successivi alla loro
a Tokyo, è stato il piccolo centro di Type della serie TNL, prodotto da INDEX in introduzione sul mercato le esportazioni
lavorazione S191 prodotto da BUMOTEC Germania. Ce ne sono solo tre in Asia, tutti sono cresciute fino a rappresentare circa
a catturare la nostra attenzione. Il CEO nella nostra fabbrica." il 30% del fatturato dell'azienda.
Takashi Takayama ha acquistato questa
macchina ad alte prestazioni in Svizzera, Takayama Instrument impiega queste "Trascorro circa cento giorni all'anno fuori
e ci ha riferito quello che il presidente di macchine d'oltreoceano per produrre dal Giappone per affari. Con l'aumento del
BUMOTEC gli aveva detto alla conclusione forbici e pinzette utilizzate nelle procedure numero dei clienti all'estero, è aumentata
della vendita. Era sorpreso che un'azienda di bypass neuronale. La quota di mercato la necessità di adeguarsi alle normative dei
con meno di dieci dipendenti volesse interno per le forbici ha raggiunto circa il vari Paesi. Soddisfare i requisiti richiesti
acquistare questa macchina, ma dopo 90%, il che significa che sono utilizzate dalla per tutti i processi produttivi è stata una
aver visto l'efficacia con la quale Takayama grande maggiorianza dei neurochirurghi sfida, ma vale la pena impegnarsi per
utilizzava l'S191 per fabbricare i propri giapponesi. Uno dei prodotti di Takayama raggiungere la soddisfazione del cliente",
prodotti, lo definì un artista. Instrument porta il nome "Kamiyama ha dichiarato il CEO Takayama.
Microscissors Muramasa Special". Si tratta
"BUMOTEC ora suggerisce alle aziende di microforbici sviluppate appositamente
giapponesi che intendono acquistare i per Hiroyasu Kamiyama, un neurochirurgo
suoi centri di lavorazione di parlare prima dell'ospedale Sapporo Teishinkai.
con me. È come se facessi il consulente Questi speciali strumenti sono divenuti lo
per BUMOTEC gratuitamente", ha detto standard mondiale delle forbici utilizzate in
ridendo Takayama. neurochirurgia. Lo spessore del filo è di soli
Le microforbici Muramasa Special su misura per il chirurgo
Fin dalla sua fondazione nel 1905, sono le "Kamiyama Microscissors allo sviluppo del prodotto sulla base delle
Takayama Instrument ha prodotto Muramasa Special". richieste del dottor Kamiyama. Takayama
forbici, bisturi e altri strumenti per uso richiese inoltre al chirurgo di poter
medico. Finché non venne introdotta la Per rimuovere le piccole lesioni situate in assistere ai suoi interventi, per osservarne
meccanizzazione, tutto era realizzato a profondità nel cervello, il filo della lama i movimenti della mano durante le
mano. "Non avevamo disegni, solo vecchi deve essere il più sottile possibile. Tuttavia, procedure. La lettura di numerosi libri
campioni che i nostri artigiani utilizzavano i fili estremamente sottili impedivano alle di neurochirurgia e l'osservazione degli
come confronto. Era come ricominciare due lame di allinearsi correttamente, e ciò specifici movimenti del chirurgo gli
da zero ogni volta. Sapevo che dovevamo si traduceva in un calo delle prestazioni. Il permisero di comprendere meglio e di
meccanizzare le operazioni per garantire dottor Kamiyama pensò allora di utilizzare elaborare molte idee per lo sviluppo di
una qualità costante per la produzione lame piegate come una lancia ricurva per nuovi prodotti.
di massa." Seppure con una scarsa aumentarne la rigidità. Takayama fece sua
conoscenza della lavorazione meccanica, questa idea e riuscì a produrre microforbici
e non avendo a disposizione macchine che ora garantiscono un taglio netto.
utensili, Takayama iniziò a studiare e a
documentarsi sull'ingegneria dei materiali Da allora, il CEO Takayama si è dedicato
e sulla lavorazione. Implementò ed adattò
macchinari, e progettò da sé utensili per
sviluppare metodi e tecniche efficaci.
Le Muramasa Special, considerate lo
standard mondiale delle forbici neurochirurgiche
Un giorno il CEO Takayama conobbe
Yasuhiro Kamiyama, un chirurgo ben
noto per le sue straordinarie capacità.
Anche il dottor Kamiyama era impegnato
a sviluppare strumenti chirurgici con
lo scopo di favorire il progresso della
neurochirurgia. Uno di questi strumenti
YOUR GLOBAL CRAFTSMAN STUDIO 16FOCUS SULLE PRESTAZIONI
Masaki Nakamura, responsabile dello stabilimento di La TRAUB prodotta da INDEX (Germania)
Arakawa, Takayama Instrument, Inc. Tornio automatico CNC Swiss-Type, serie TNL
Progettare strumenti per ridurre il carico sui chirurghi
Mentre osservava gli interventi chirurgici, con punte in tungsteno. La sutura Takayama ci ha raccontato che l'idea di
il CEO Takayama notò un elemento richiede pinzette e microaghi, tuttavia aggiungere un componente al filo per
importante: le procedure neurochirurgiche il materiale utilizzato era inossidabile e prevenire lo scivolamento non era nuova;
hanno una durata di almeno due ore. La risultava scivoloso. Ci vogliono otto punti tuttavia quando chiese a un'azienda
parte più importante dura circa 20 minuti, per suturare un vaso sanguigno di 1 appaltatrice di applicare tungsteno alle
durante i quali la lesione viene rimossa, mm di diametro, e pochi chirurghi sono punte, questa non riuscì a lavorarlo
ma il neurochirurgo deve mantenere un abbastanza abili per farlo con facilità. facilmente. Fu quindi trovato il modo di
alto grado di concentrazione durante mantenere il tungsteno nella condizione
l'intera procedura. Per sviluppare strumenti più efficaci, di plasma, ossia di gas ionizzato, per poi
Takayama collaborò con il dottor Rokuya farlo penetrare nel filo dello strumento di
"Anche quando è stanco, il chirurgo non Tanigawa, che si era formato sotto la guida sutura."
può mai rilassarsi. Mi chiedevo cosa del dottor Kamiyama. Tra gli strumenti Si trattava in realtà di un'idea semplice,
potessi fare per ridurre il carico sul realizzati, una pinzetta con punte in ma che fu sviluppata sulla base di una
chirurgo. Dopo aver assistito a molti tungsteno non scivolose. "La disponibilità profonda conoscenza dei metalli. Da dove
interventi compresi come si presenta il di pinzette con punte antiscivolo ha ridotto nascono tutte queste idee innovative?
campo operatorio e quale fosse lo spazio il tempo di sutura da 20 a 15 minuti, e Risponde Takayama: "Sono sempre alla
disponibile. Decisi di sviluppare strumenti ha cambiato completamente la tecnica ricerca di soluzioni che possano rendere
facili da utilizzare, con particolare utilizzata dai chirurghi. Solo durante il più sicura la chirurgia."
attenzione al taglio e alla sutura." primo anno, in Giappone ne sono state
Questo portò allo sviluppo di pinzette vendute circa seicento unità."
Precisione e sicurezza per salvare vite umane
Gli attrezzi di Takayama Instrument sono ci è voluto del tempo per arrivare a questo sono pressoché completamente
molto apprezzati dai chirurghi, perché risultato. personalizzate."
riducono il tempo necessario per le "Per prima cosa, abbiamo creato dei
procedure. Questi strumenti tagliano disegni a partire dai campioni in nostro L'azienda ha lavorato instancabilmente
bene e si impugnano in modo sicuro. possesso. Quindi, ho utilizzato tali disegni per modificare le macchine e aumentare
I miglioramenti nella qualità degli per scrivere programmi per le macchine. le prestazioni, implementando numerose
endoscopi e delle altre apparecchiature Osservando attentamente i movimenti migliorie. È stato difficile raggiungere la
ottiche consentono di eseguire procedure della macchina, ho creato programmi per precisione nel funzionamento in continuo,
più delicate, ma tali interventi richiedono tutti i modelli che mi venivano in mente. perché materiali come le leghe di titanio
strumenti di altissima qualità. Alla fine, ne avevo realizzati circa 100. sono difficili da tagliare e questo causava
Per garantire un simile livello qualitativo, Tuttavia, quando li ho eseguiti ho visto lo scivolamento dei pezzi da lavorare nei
il CEO Takayama impiega centri di lavoro che gli utensili non erano precisi, così mandrini. Per ovviare a questo problema,
di fabbricazione europea che sono ho chiesto al produttore di apportare la Takayama Instruments ha progettato
costosi, altamente performanti e rigorosi. alcune modifiche. L'eccellente rapporto programmi differenti per le diverse parti,
Le macchine BUMOTEC consentono di collaborazione con BUMOTEC ci ha ha utilizzato utensili speciali e sviluppato
di automatizzare interamente tutti i permesso di realizzare le modifiche lubrificanti particolari.
processi, dal taglio alla fresatura. Tuttavia, necessarie, tanto che le nostre macchine
17 YOUR GLOBAL CRAFTSMAN STUDIOFOCUS SULLE PRESTAZIONI
Un nuovo dispositivo di aspirazione con funzione di irrigazione, brevettato a livello internazionale. Strumento chirurgico unico nel suo genere,
richiesto dal dottor Kamiyama, ci sono voluti cinque anni per crearlo interamente in titanio.
Takayama Instrument ha sviluppato al tutti i requisiti e abbiamo superato il test possibile sterilizzare completamente una
suo interno un'ampia serie di metodi di finale." parte dello strumento, o in cui si verifichi
produzione, ha ottenuto la certificazione Tuttavia, quando si mettono in atto corrosione dovuta alla combinazione di
ISO13485 e ha superato l'ispezione della interventi di questo tipo la qualità materiali diversi.
Food and Drug Administration (FDA) degli della produzione non è l'unico fattore "E se uno strumento si rompe durante
Stati Uniti. da prendere in considerazione. Per una procedura? E se un chirurgo fa cadere
"I requisiti della norma ISO13485 sono un progetto in corso di realizzazione una vite perché è scivolosa? La gestione
molto complessi, e ottenere la conformità in collaborazione con aziende del del rischio non è mai eccessiva, e noi
dei processi interni che avevamo in settore medico e ingegneristico, il CEO sfruttiamo appieno il know-how acquisito
essere ha rappresentato una grande Takayama ha dato la massima priorità in oltre 100 anni di storia per garantire il
sfida. Abbiamo fatto ricorso a un esperto, alla sicurezza. Anche in questo caso si massimo livello di sicurezza. Teniamo a
che ci ha permesso di soddisfarli nel tratta di un processo molto dettagliato sottolineare che, poiché i nostri prodotti
modo più compatibile con i nostri sistemi e scrupoloso. Ad esempio, deve essere hanno un grande impatto sulla vita dei
consolidati. In conclusione, abbiamo considerato il potenziale di rischio pazienti, non smettiamo mai di pensare
personalizzato i processi per rispettare presente in una situazione in cui non sia alla sicurezza."
Miglioramenti che garantiscono il massimo grado di efficienza e precisione
Il CEO Takayama crede che sia sempre di utensili da taglio per ottenere le convinto che i rapporti di collaborazione
possibile migliorare la produzione degli prestazioni migliori e massimizzarne la tra produttori di macchine e produttori
utensili da taglio. "La forza produttiva funzionalità." di utensili da taglio assumeranno
di Takayama Instrument sta nella solida un'importanza sempre maggiore.
base artigianale, e noi abbiamo continuato Afferma il direttore di stabilimento Mitsubishi Materials è particolarmente
a potenziare questo nostro punto di forza Masaki Nakamura: "Mitsubishi Materials apprezzata per lo sviluppo di nuovi
per fornire la più elevata qualità di prodotti promuove lo sviluppo di prodotti per prodotti, e ci aspettiamo che grazie al
ad alto valore aggiunto, attraverso la scopo medico e lo sviluppo di utensili per suo supporto ci permetta di migliorare la
lavorazione automatizzata. Lavoriamo torni automatici. Sono particolarmente qualità dei nostri prodotti con il suo know-
leghe di titanio difficili da tagliare e interessato ai prodotti e al know-how per how e la sua tecnologia da professionisti
accettiamo la sfida di produrre pezzi i materiali difficili da tagliare. La serie di degli utensili da taglio."
speciali che richiedono l'implementazione frese integrali Smart Miracle per materiali
di procedure uniche. In alcuni casi, difficili da tagliare con inserti per tornitura Gli obiettivi dell'azienda non sono
l'utilizzo di una fresa integrale per materie con finitura a specchio per leghe di titanio cambiati. Continua a sviluppare strumenti
plastiche produce risultati migliori si avvicina particolarmente alle nostre che consentono ai chirurghi di operare con
quando si lavorano leghe di titanio, un esigenze, ci piacerebbe testarla." sicurezza e comodità. Se riuscirà a ridurre
materiale difficile da serrare nei mandrini. - sempre nel rispetto della sicurezza - il
L'impianto deve rappresentare una Takayama ci ha indicato cosa si aspetta tempo necessario per le procedure, i
procedura minimamente invasiva, tutti i da Mitsubishi Materials: "Sebbene io pazienti ne trarranno beneficio. Resterà
taglienti devono quindi avere un'onatura abbia molte idee, e poiché progettiamo fedele a tale principio per lo sviluppo dei
arrotondata. In tali lavorazioni, gli utensili strumenti per esigenze specifiche, i prodotti e il miglioramento dei processi
devono essere in grado di tagliare con produttori di utensili possono anche non produttivi. I prodotti creati con questo
precisione anche a velocità elevata. A vedere un grande vantaggio nello sviluppo criterio salvano vite in tutto il mondo.
fronte di condizioni così varie, richiediamo di strumenti per la nostra produzione su
suggerimenti e consigli ai produttori piccola scala. Sono però fermamente
YOUR GLOBAL CRAFTSMAN STUDIO 18Puoi anche leggere