Cambio rapido per torni CNC
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

GUIDA PER L’UTENTE ED IL CLIENTE Cambio rapido per torni CNC

Sommario
Cambio rapido 3
Vantaggi principali 6
Aumento del tempo di utilizzazione delle macchine – “Green Light Machining” 6
Maggiore sicurezza e facilità di utilizzo per l’operatore 9
Caratteristiche del sistema a Cambio Rapido Coromant Capto® 10
Dispositivi di bloccaggio Coromant Capto per interfaccia “Bolt on” (CBI) 16
Coromant Capto Disc Interface (CDI) 16
Dispositivi di bloccaggio non standard - set di dispositivi di bloccaggio 17
Rotazione della boccola a profilo poligonale 17
Maggiore efficienza nella lavorazione con Coromant Capto 18
Lavorare con il sistema a Cambio Rapido
- dalla progettazione alla produzione 22
Opzioni macchina 24
Tipologie di dispositivi di bloccaggio ed opzioni 29
Portautensili rotanti 32
Accessori da considerare per il sistema a Cambio Rapido 34
2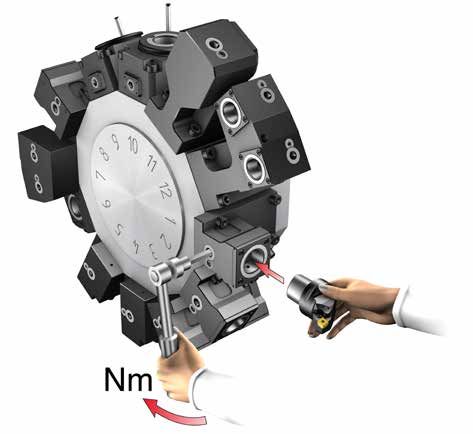
Cambio rapido
Per aumentare l'efficienza di tutti i torni
Utilizzando un sistema di cambio rapido si riducono i tempi di misurazione,
setup e cambio utensili, guadagnando del tempo in più per la lavorazione
dei metalli su tutte queste macchine. L’adduzione interna di refrigerante
assicura il pieno sfruttamento delle capacità della macchina con unità di
taglio ottimizzate che permettono di erogare il refrigerante con la massima
forza, riducendo i tempi di messa a punto.
Quando si decide di investire in una macchina, è opportuno valutare anche
un investimento in sistemi di attrezzamento, per garantire un utilizzo effi-
cace della macchina ed ottimizzare l’efficienza di lavorazione dei metalli.
ef r igerante ad
R
sione!
alta pres
Efficienza nella lavorazione dei metalli
Refrigerante ad alta pressione
Cambio rapido
Produzione normale
Utilizzo mac
china
3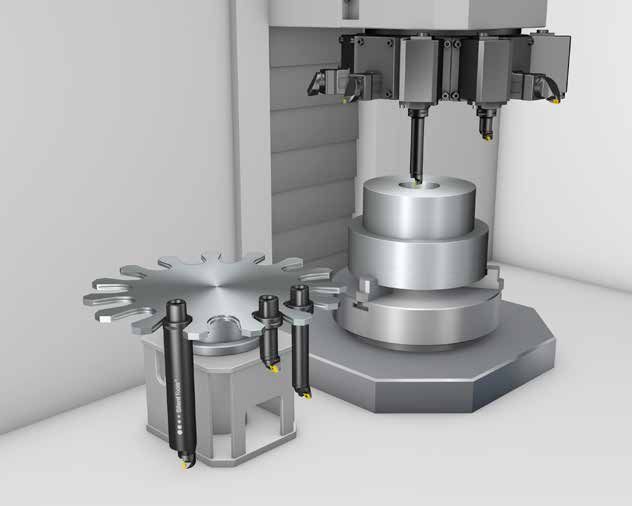
Cambio rapido
Per aumentare l'efficienza di tutti i torni
Centri di tornitura –
consentono indexaggi degli utensili rapidi,
ma generalmente hanno un tasso di utilizzo
inferiore a quello dei centri di lavoro, a cau-
sa dei tempi di cambio utensile e di setup.
Utilizzando dispositivi a cambio rapido, la
macchina avrà il “semaforo verde” più a
lungo! Adottando opzioni quali controman-
drino, asse Y e indexaggio della torretta in
posizione intermedia, è possibile aumentare
il numero di posizioni utensile per singola
sede sulla torretta. In questo modo si ot-
tiene un aumento delle posizioni utensile
per gli utensili gemelli o una riduzione del
tempo di cambio utensile.
Torni verticali –
molto diffusi quelli con cambio utensile
automatico. Nel caso dei torni verticali
senza cambio utensile automatico, i blocchi
portautensili con cambio rapido consentono
di ridurre notevolmente i tempi di sosti-
tuzione e di setup. È possibile acquistare
blocchi portautensili specifici con set di
dispositivi di bloccaggio integrati insieme
alla macchina, oppure ammodernare le
macchine già in uso.
4
Torni per lavorazioni pesanti e a bancale piano –
grandissima stabilità ma l'indexaggio e la sostituzione degli utensili
è lenta senza dispositivo per il cambio automatico degli utensili.
I portautensili con stelo sono molto pesanti, spesso richiedono
l’utilizzo di paranchi di sollevamento. I sistemi di cambio rapido sono
molto diffusi con attacchi VDI DIN 69881 (a coda di rondine) su torni a
bancale piano, oppure con blocchi di dispositivi di bloccaggio specifici
su torni per lavorazioni pesanti. Il sistema di cambio rapido determina
un notevole aumento dell’efficienza delle macchine, dato il numero
limitato di posizioni utensile.
5
Vantaggi principali
Confronto tra cambio rapido, utensili a stelo
e unità rotanti ER tradizionali
5-10 min 30 sec
Aumento del tempo di utilizzazione
delle macchine - “Green Light Machining”
1. Riduzione dei tempi di cambio di lotto
grazie all’impiego dei kit di attrezzamento
Cambio utensili più rapido
- Tornitura esterna (5 - 10 min)
Il tempo aumenta se si utilizzano utensili a stelo
con refrigerante ad alta pressione.
- Tornitura interna (5 - 15 min)
Se si utilizzano barre di alesatura, la lavorazione
richiede più tempo rispetto ad un utensile a stelo con
regolazione dell’altezza del tagliente e dell’adduzione
interna di refrigerante.
- Portautensili rotanti (5 - 20 min)
I portautensili rotanti standard sono pinze ER o attacchi di
fresatura. Le pinze ER hanno un diametro utensile limitato,
pertanto permettono il bloccaggio delle sole frese a gambo
cilindrico (diametro massimo 25 con ER40).
Di conseguenza, la produttività è bassa, e si rendono
necessarie due unità rotanti separate, il che determina
un aumento del tempo di messa a punto e del costo
dell’investimento.
6
2. Aumento del numero di posizioni utensile
con i portautensili doppi
Quando la macchina è equipaggiata con una o più delle
seguenti opzioni:
- asse Y,
- indexaggio torretta in posizione intermedia,
- contromandrino,
i centri di tornitura con portautensili rotanti presentano
spesso problemi di spazio; pertanto, utilizzando dispositivi
di bloccaggio a doppia sede, è possibile usare utensili
gemelli o una maggiore varietà di utensili, riducendo i tempi
di cambio utensile necessari per una gamma più ampia di
componenti.
30 sec
3. Riduzione dei tempi di sostituzione
degli utensili usurati
- Portautensili rotanti
- Metallo duro integrale (5 min)
Ogni volta che si sostituisce un utensile in metallo duro
integrale occorre ripetere la calibrazione dell’offset dell’utensile.
- Punta/fresa ad inserti multitaglienti (5 min)
Utilizzando più inserti per consentire l’impiego di utensili 5-10 min
gemelli ed eseguendo il cambio fresa fuori linea mentre la
macchina è in funzione, il processo è molto più rapido.
- Portautensili statici
- Nel caso di utensili a inserti singoli con buona accessibilità,
il loro cambio può essere altrettanto rapido anche se
eseguito direttamente sulla macchina. Tuttavia, la possibilità
di rimuovere l’utensile offre i seguenti vantaggi:
- migliore manutenzione dell’utensile;
- montaggio corretto;
- nessun fermo macchina dovuto alla ricerca di parti
di ricambio nei punti vendita (caduta di una vite, rottura
di un supporto).
7
4. Eliminazione della regolazione del tubo del refrigerante
Varia a seconda dell’applicazione, ma l’impostazione manuale
della direzione corretta del tubo del refrigerante generalmente
richiede da 2 a 3 tentativi: semaforo rosso!
Quando si ha uno scarso controllo truciolo, spesso si urta il
tubo, per cui occorre eseguire spesso la regolazione.
5. Avvio più rapido della produzione
Eliminando “l’esecuzione di un primo componente di prova”
o le “passate di misurazione”, si aumenta la produzione e si
riducono gli scarti. Queste fasi possono essere paragonate
ai pit stop nelle corse automobilistiche. Facendo un calcolo
annuale, se si utilizzasse il cambio rapido, si avrebbe un
notevole aumento dei componenti prodotti e una significativa
riduzione della quantità di scarti.
Produzione del primo componente di prova – produzione di
grossi quantitativi - Il primo componente prodotto in seguito al
cambio utensile spesso viene scartato, pertanto il tempo per il
cambio utensile deve essere considerato come conseguenza di:
- cambio utensile (mantenendo l’offset dell'utensile precedente)
- esecuzione del pezzo completo
- misurazione del componente finito
- regolazione dell’offset
Passate di misurazione – produzione di bassi/medi
quantitativi – Eseguendo una passata di misurazione
con valori di offset dell'utensile precedente si ha la certezza
di non dover scartare il componente, ma la procedura può
richiedere più tempo. Qui, il cambio utensile deve essere
considerato come conseguenza di:
- cambio utensile
- valori di offset utensili precedenti
- passata
- misurazione
- regolazione dell’offset
8
Maggiore sicurezza e facilità di utilizzo per l’operatore
Facile da usare
- Sostituendo l’inserto fuori macchina è possibile
ridurre gli incidenti, gli errori ed il tempo impiegato a
ricercare i pezzi caduti
- Con gli ugelli a posizione fissa non è più necessario
regolare l’adduzione di refrigerante
- Eliminazione dei problemi di sicurezza connessi alla
sostituzione dei portautensili rotanti ER, che richiedono
l'uso di due chiavi del tipo ‘knuckle busters’
- Valori di offset nel codice utensile: costanti per
ciascuna misura
- Una sola versione di accoppiamento che permette
di ridurre gli errori (ISO 26623)
- Assistenza tecnica e supporto agli utilizzatori
- Possibilità di scaricare disegni CAD (DXF)
e modelli 3D (.stp) delle unità di taglio e dei dispositivi
di bloccaggio dal sito www.sandvik.coromant.com/it
per le simulazioni
Versatilità
- Grazie alla modularità di queste soluzioni, è facile
realizzare combinazioni di utensili diverse
- Ampia gamma di utensili, consegna il giorno successivo
dall'ordine
- Facilità di standardizzazione su tutti i tipi di macchine
Ergonomia
- Unità di taglio leggere, specialmente su torni verticali
e per lavorazioni pesanti, sui quali si utilizzano utensili
a stelo (5050, 8080) particolarmente pesanti, la cui
movimentazione determina un notevole aumento dei
tempi di cambio utensile
- Facilità di movimentazione ed immagazzinaggio presso
la macchina o in una posizione centrale
9
Caratteristiche del sistema a Cambio Rapido Coromant Capto® Il sistema Coromant Capto è stato lanciato sul mercato nel 1990 e da allora non sono state apportate modifiche al design dell’accoppiamento. Nel 2008 questo sistema è diventato uno standard ISO, e si può affermare che Coromant Capto oggi rappresenta la soluzione standard per il cambio rapido sui centri di tornitura. Nel corso degli anni, il programma di utensili da taglio è stato ampliato e nel 2010 è stata aggiunta una nuova misura, C10, adatta a lavorazioni molto pesanti. Di seguito sono riepilogati alcuni dei vantaggi principali di questo sistema, che consente di incrementare al massimo il tempo di utilizzo delle macchine e l’efficienza del taglio dei metalli. Bloccaggio a segmenti Il tirante azionato da una camma è utilizzato sia per serrare l'accoppiamento a segmenti sia per espellere l'unità di taglio. Per bloccare e sbloccare il dispositivo di bloccaggio manuale è sufficiente mezzo giro. La camma è dotata di un angolo autobloccante, che ne impedisce l'apertura durante la lavorazione. 10
Ripetibilità
L’elevata precisione dell’accoppiamento ed il design
autocentrante garantiscono una deviazione di ripetibilità
inferiore a ±2 micron lungo gli assi x, y e z per la stessa
unità di taglio nello stesso dispositivo di bloccaggio
femmina.
Pertanto, è possibile eseguire il preset fuori macchina
nel caso di produzioni di grandi lotti o qualora si utilizzino
kit di utensili per il cambio di lotto. In entrambi i casi, non
è necessario eseguire passate di misurazione, pertanto
l’avviamento risulta più veloce e si riducono gli scarti.
11Maggiore stabilità La stabilità si misura in termini di rigidezza alla flessione e trasmissione di coppia. Di seguito sono riepilogate le caratteristiche principali che garantiscono una stabilità eccezionale. Contatto frontale e conico - per contrastare i momenti di flessione e garantire la precisione di posizionamento. Accoppiamento a profilo poligonale - l’ampia zona di contatto trasmette il momento torcente senza elementi separati come spine o chiavette. Il momento torcente viene distribuito uniformemente in modo simmetrico, senza picchi, indipendentemente dalla direzione, grazie all’autocentraggio reso possibile dalla forma poligonale, per un posizionamento corretto del tagliente nella sede. Elevata forza di serraggio - il serraggio a segmenti genera elevate forze di bloccaggio, che garantiscono la connessione a pressione e il contatto su due facce, contrastando il momento flettente generato durante il taglio. 12
Rigidezza alla flessione
1,5
Flessione [mm/m]
1,0
0,5
Momento flettente [Nm]
0
0 1000 2000
C6- 45kN
HSK-A 63- 22kN
Rigidezza alla torsione
12
Flessione [mm/m]
10
5,0
Momento torcente [Nm]
0
0 500 1000
C8- 46kN
HSK-A 63- 22kN
Confronto tra HSK-A 63 e Coromant Capto C6 in termini di rigidezza alla flessione
ed alla torsione, eseguito dalla rinomata università RWTH di Aquisgrana, in Ger-
mania. I risultati evidenziano come il C6 abbia una resistenza all’apertura delle
facce di contatto (determinata dal momento flettente), 2.88 superiore a quella
dell’HSK 63, e una resistenza alla torsione 2.3 volte superiore.
13Gamma di dispositivi di bloccaggio
I dispositivi di bloccaggio da C3 a C10 sono tutti impiegati per
il sistema a Cambio Rapido sui torni CNC. Le misure variano in
base alle dimensioni delle macchine ed ai parametri di taglio.
La gamma comprende i seguenti dispositivi di bloccaggio per
varie tipologie di macchine e torrette.
Centro di tornitura - tipo di torretta
Tornio a
bancale piano Tornio
Misura CBI Coda di verticale
Coromant Dia. flangia VDI “Bolt on” CDI rondine VDI Misura
Capto DCSFMS (DIN 69880) Stelo (dia. foro) (dia. foro) (DIN 69881) slittone
C3 32 30 2020 40-55
C4 40 40 2525 40-55-60-65-68 68
C5 50 40-50-60 3225 60-68-75 80
C6 63 60 75-85-110 80 115 250x250
C8 80 140 250x250
C10 100 140 350x350
Sui torni verticali esistono varie interfacce ram, ed il blocco di
dispositivi di bloccaggio manuali con dispositivi di bloccaggio Coromant
Capto può essere fornito direttamente dal costruttore della macchina,
oppure può essere ordinato separatamente come blocco speciale. Oggi,
molti torni verticali con ram sono dotati di cambio utensile automatico
e dispositivi di bloccaggio idraulici.
14VDI-DIN 69880 Stelo
CBI (“Bolt on”) CDI
Coda di rondine VDI-DIN 69881 Torni verticali - Specifici per il
modello di macchina
15Dispositivi di bloccaggio Coromant Capto
per interfacce “Bolt on” (CBI)
È possibile acquistare dispositivi di bloccaggio (MACU) stan-
dard specifici per i seguenti tipi di interfacce torretta proprieta-
rie di costruttori di macchine utensili:
• Doosan (BT¹)
• Mazak (MZ)
• Mori-Seiki (MS)
• Nakamura-Tome (NA)
• Okuma (OK)
¹) La BT è un’interfaccia comune utilizzata da altri
costruttori di macchine utensili.
Interfaccia CDI (Coromant Disc Interface)
L'interfaccia CDI è stata sviluppata per sostituire le torrette
VDI, permettendo di standardizzare gli stessi adattatori su
macchine di tipo diverso. L’opzione torretta CDI è disponibile
per i seguenti costruttori di macchine utensili:
• Boehringer
• Emag
• Emco
• Famar
• Gildemeister
• Hessapp
• Index
• J.G Weisser
• Monforts
• Niles
• Pittler
• Takisawa
16Dispositivi di bloccaggio non standard
- set di dispositivi di bloccaggio
I set di dispositivi di bloccaggio sono utilizzati per realizzare
unità di serraggio in base ad esigenze specifiche. Questa soluzione
generalmente è adottata per i blocchi portautensili per torni verticali,
per unità doppie, o per ammodernare torrette preesistenti dotandole
di cambio utensile. Le boccole dei set di bloccaggio sono disponibili
con varie forme, a seconda dell’applicazione. Contattare lo
specialista Coromant di zona.
Boccola standard Boccola quadrata Boccola eccentrica
Rotazione della boccola
con profilo interno poligonale
La boccola può essere ruotata di 180° per cambiare
configurazione, da destra a sinistra e viceversa.
17Maggiore efficienza nella lavorazione dei metalli con Coromant Capto® CoroTurn HP per refrigerante ad alta pressione La maggior parte delle nuove macchine è dotata di un sistema di raffreddamento da 35 a 80 bar come opzione standard. Utilizzando insieme alta pressione, utensili da taglio ottimizzati e cambio rapido, l’investimento potrà essere ripagato molto più velocemente, grazie alle caratteristiche elencate di seguito. • Ugello con posizione fissa: non è più necessario fermare la macchina per eseguire manualmente la regolazione, eliminando così le variabili di produzione • Controllo truciolo: possibilità di eliminare due dei principali fattori che comportano perdite di tempo quando il “semaforo è rosso”: - fermi macchina: accumulo di trucioli lunghi attorno all’utensile o al componente - manutenzione: se si verificano intasamenti truciolo nel convogliatore occorre fermare la macchina per ore, o anche per giorni • Aumento della velocità di taglio – maggiore produttività Dotandosi di un sistema di cambio rapido e raffred- damento ad alta pressione, l'investimento verrà ripagato rapidamente, e si potranno ottenere profitti elevati durante tutta la vita utile della macchina. 18
Barre di alesatura e Silent Tools
Le barre di alesatura sono particolarmente problematiche con
setup lunghi (regolazione altezza del tagliente/lunghezza e
collegamento refrigerante) e vibrazioni con sporgenze maggiori.
Utilizzando la funzione di cambio rapido con le barre di alesatura
è possibile aumentare sensibilmente il tempo effettivo dedicato
alla produzione, rispetto all’utilizzo di un normale utensile per
tornitura esterna. Quando si inizia ad utilizzare il cambio rapido
non è raro che si cominci solo con la tornitura interna.
Le barre di alesatura lunghe determinano problemi aggiuntivi,
dovuti alle vibrazioni ed anche al rischio di collisione qualora
si utilizzino altri utensili. Con le barre di alesatura antivibranti
Coromant Capto Silent Tools con lunghezza di taglio fino a 10 x
D è possibile trasformare un potenziale problema in un vantag-
gio competitivo.
SUGGERIMENTO: nel caso delle barre di alesatura lunghe,
scegliere la misura Coromant Capto più grande possibile, in
modo che la flangia di accoppiamento garantisca la massima
stabilità. (Non è necessario che i dispositivi di bloccaggio esterni
abbiano le stesse dimensioni, dal momento che si
tratta comunque di utensili diversi).
Sistema modulare SL (Serration Lock)
La modularità rappresenta un enorme vantaggio per due ragioni
principali.
- Combinazioni fattibili: possibilità di creare un’ampia gamma
di combinazioni utensile a partire da un numero di adattatori
e testine relativamente ridotto.
Pertanto, si può fare a meno della maggior parte degli
utensili speciali, e si ha la certezza di avere sempre a
disposizione utensili standard, anche per alcune
applicazioni “speciali”.
- Riduzione dei costi: gli attacchi per cambio rapido sono
più costosi degli utensili a stelo o delle barre di alesatura.
Utilizzando le testine SL per alcune delle applicazioni
più ad alto rischio, nel lungo periodo è possibile mantenere
i costi allo stesso livello degli utensili a stelo.
19Accoppiamento corto Coromant Capto
Ogni macchina ha un diametro massimo di oscillazione
della torretta. Tutte le sporgenze degli utensili esterni
devono essere inferiori a tale diametro per permettere
la rotazione della torretta senza collisioni. Le unità di
taglio per tornitura hanno una lunghezza e un valore di
offset comuni per ciascuna misura Coromant Capto. I
dispositivi di bloccaggio per le singole interfacce delle
torrette sono studiati in modo che le unità di taglio
standard risultino inferiori al diametro di
oscillazione della torretta.
L’uso di attacchi di fresatura sugli utensili rotanti
è consigliabile anche per mantenere gli utensili più corti
possibile. Tuttavia, questa scelta è dovuta principalmente
a ragioni di stabilità piuttosto che al diametro di oscillazione.
I cuscinetti sono molto più ravvicinati sui portautensili
rotanti che sui centri di lavoro. Grazie alla lunghezza di
riferimento ridotta, è possibile attenuare le vibrazioni,
potendo quindi lavorare con una maggiore produttività
e sicurezza.
Misura
Coromant Dia. flangia Lunghezza Offset
Capto DCSFMS LF WF
C3 32 40 22
C4 40 50 27
C5 50 60 35
C6 63 65 45
C8 80 80 55
C10 100 110 68
Nota: la misura massima dei dispositivi di bloccaggio esterni
per le torrette a revolver è C6
La tolleranza per LF e WF è di ±0.15 mm
20Nel caso di utensili esterni con dimensioni di LF superiori,
il diametro di oscillazione della torretta spesso può rappresen-
tare una limitazione. Per le applicazioni che richiedono spazio
per la penetrazione dell’utensile, sono disponibili gli utensili corti
Coromant Capto, che consentono di ridurre al minimo la lunghezza
di riferimento rientrando nei limiti di oscillazione della torretta.
Non hanno scanalature per la presa delle pinze e possono essere
utilizzati solo per il cambio utensile manuale:
• Foratura – Mandrini a pinza ER
• Fresatura frontale e radiale – Mandrini a pinza EH
ed ER CoroMill
• Troncatura/scanalatura – Adattatori CoroTurn SL
Barre turbo
Due taglienti su un unico utensile per tornitura e barenatura
(TURning e BOring = TURBO)
- Riduzione del tempo di indexaggio: 3 secondi in meno
per ogni riposizionamento dell'utensile
- Minore manutenzione
- Maggiore spazio per utensili gemelli per tempi di lavorazione
più lunghi
Disponibili di serie con:
- C4, C5, C6 con 2 x 12 inserti CNM*
- C5, C6, C8 con 2 accoppiamenti SL per poter utilizzare
la gamma completa di testine SL per eseguire operazioni
di tornitura, filettatura e scanalatura.
Si utilizza un medesimo numero di richiamo utensile
ma con 2 diversi numeri di offset, ad es.:
- T0101 Tornitura esterna (OD)
- T0121 Tornitura interna (ID)
21Lavorazioni con Cambio Rapido –
dalla programmazione alla produzione
Scegliere il cambio rapido significa decidere di ottimizzare il tempo
di utilizzo della macchina, ottenendo la massima produttività possibile.
Abbinando il cambio rapido ad un’efficienza di lavorazione dei metalli
ottimale, si avrà la certezza di ottenere il massimo risultato in termini
di produttività. Per ottenere risultati positivi, è importante considerare
il miglior modo di lavorare, all’interno ed all’esterno della macchina.
Premisurazione e kit di utensili
Il cambio utensile può essere paragonato ai pit stop della Formula Uno.
Quando la macchina viene fermata per il cambio, tutta la preparazione
dovrebbe essere stata completata e resa disponibile, come previsto
dalle 5S della produzione snella (lean manufacturing):
Sort (Scegliere e sfoltire), Systemize (Sistemare e organizzare),
Sanitize ("Sanitizzare", ossia pulire e ristrutturare), Standardize
(Standardizzare), Sustain (Sostenere la disciplina)
• Gli utensili sostitutivi devono essere impilati e i valori
di offset devono essere disponibili
• Le chiavi torsiometriche necessarie e le chiavi per gli inserti
devono essere a portata di mano
• La preparazione dei valori di offset viene generalmente
effettuata in due modi:
attraverso la premisurazione o l'utilizzo di kit di utensili.
22Premisurazione
Eseguendo la premisurazione vicino alla macchina con un
tastatore a contatto con un blocchetto o un tool presetter,
la precisione dell’accoppiamento Coromant Capto garan-
tisce un’eccellente ripetibilità quando si cambia lo stesso
utensile. Quando l'unità premisurata viene riportata nel
dispositivo di bloccaggio sulla torretta, il valore di scosta-
mento del tagliente viene compensato attraverso l’offset
di controllo macchina. Si dovrà utilizzare un calibro di
controllo per definire la stessa posizione di “zero” per i
dispositivi di bloccaggio e le attrezzature di misurazione.
Kit di utensili
I kit di utensili sono maggiormente utilizzati per la produ-
zione in lotti, quando si cambia il tipo degli utensili in base
al componente da produrre. Gli utensili vengono rimossi
all’estremità di ciascun componente salvando la loro
posizione e valore di offset in un kit di utensili, insieme
alle attrezzature. Quando si dovrà lavorare di nuovo lo
stesso componente, si riporteranno gli utensili nello
stesso dispositivo di bloccaggio, e, con una ripetibilità
di ±2 micron, sarà possibile lavorare correttamente già il
primo pezzo nel minor tempo possibile.
23Opzioni macchina
Esiste un’ampia gamma di opzioni macchina, in base alla quale si
dovranno scegliere i dispositivi di bloccaggio più indicati. I requisiti ovviamente
sono dettati dalla tipologia dei componenti da produrre. Considerando con
attenzione sia le caratteristiche della macchina sia le opzioni, si avrà la
certezza di ottenere un processo ottimale.
Opzioni di interfaccia torretta
I due tipi di torretta tradizionali, a stelo e VDI, sono stati progettati quando
i centri di tornitura eseguivano solo operazioni di tornitura e di foratura pro-
fonda. Con lo sviluppo dei portautensili rotanti, tali tipi sono diventati meno
idonei per i centri di tornitura multifunzione, ma la versione a coda di rondine
VDI è quella che offre la maggiore robustezza per le lavorazioni più pesanti
su torni con bancale piano.
Stelo VDI (DIN 69880) VDI (DIN 69881)
Le torrette “Bolt on” sono particolarmente indicate per i centri di tornitura
multifunzione, poiché offrono l’importante vantaggio di lasciare maggiore
spazio all’interno della torretta per i cuscinetti dei portautensili rotanti,
garantendo una stabilità ottimale e lunghezze di riferimento minime.
24Interfaccia CBI (“Bolt on”) CDI
Le interfacce “bolt on” sono specifiche per ciascun produttore di
macchine utensili. I dispositivi di bloccaggio adattati alle macchine
(MACU) sono idonei per un modello specifico di macchina.
L’interfaccia CDI (Coromant Capto Disc Interface) è stata sviluppata per
utilizzare gli stessi adattatori indipendentemente dal tipo di macchina. Sono
soprattutto i costruttori europei a fornire l’interfaccia CDI in sostituzione
della VDI.
Contromandrino
Per ultimare la lavorazione di un pezzo spesso
è necessario lavorare da entrambi i lati. Di solito si
utilizzano contromandrini in combinazione con sistema
di avanzamento automatico della barra, per realizzare
una produzione non presidiata di pezzi completi.
Torretta a revolver inferiore
Nelle produzioni di grandi serie, utilizzando una torretta
revolver inferiore è possibile dimezzare il tempo ciclo
rispetto all’utilizzo di una torretta revolver singola.
Le applicazioni tipiche sono rappresentate dalle
lavorazioni di componenti lunghi e snelli come gli alberi,
e dalle macchine con contromandrino. Gli svantaggi
dell’impiego della torretta revolver inferiore sono una
riduzione del diametro del componente ed un aumento
dei tempi di programmazione e di setup, pertanto
questa soluzione è indicata principalmente per centri
di tornitura destinati alla produzione di componenti
specifici.
25Utensile rotante Gli utensili rotanti consentono di eseguire operazioni di fresatura e foratura. Senza l’asse Y, è possibile eseguire operazioni con soli 2 assi, ossia realizzare scanalature per sedi di chiavette o fori lungo l’asse. Per poter eseguire la fresatura di tasche o la foratura fuori asse, è necessario ricorrere all’opzione asse Y. Per le operazioni di foratura la soluzione ottimale consiste nell’impiego di punte con adduzione di refrigerante interna e ad alta pressione per garantire un’evacuazione del truciolo e una sicurezza di processo ottimali. Asse Y L’opzione asse Y è stata studiata per soddisfare l’esigenza di utilizzare gli utensili rotanti per operazioni di fresatura e foratura a 3 assi in posizione disassata. L’asse Y è utile per la maggior parte dei componenti che richiedono operazioni di fresatura. Il vantaggio aggiuntivo è dato dalla possibilità di adottare posizioni di tornitura doppie, aumentandone quindi il numero per alloggiare utensili gemelli o la varietà di portautensili per rendere meno frequente la necessità di cambiare il tipo. Indexaggio della torretta in posizione intermedia L'indexaggio della torretta in posizione intermedia consente di adottare posizioni di tornitura doppie, aumentando il numero di utensili. Se si dispone dell’asse Y, questa opzione non è necessaria, pertanto viene generalmente scelta per centri di tornitura privi di utensili rotanti. 26
Refrigerante ad alta pressione (HPC)
La funzione HPC a circa 70 bar è oggi offerta
sulla maggior parte delle macchine. I vantaggi sono
notevoli, sia per operazioni di tornitura sia di fora-
tura, e l’investimento si ripaga rapidamente grazie
al maggiore utilizzo della macchina ed all’aumento
dell’efficienza della lavorazione dei metalli. La
formazione di grovigli di trucioli attorno agli utensili,
o gli intasamenti lungo il convogliatore sono
responsabili di una percentuale elevata di tutti
i fermi macchina.
I requisiti di sistema da considerare sono i seguenti:
• Filtro: 20 micron.
• Pressione: la pressione richiesta per spezzare
il truciolo varia a seconda del materiale e dei
parametri di taglio, ma generalmente 70 bar sono
adatti alla maggior parte delle applicazioni.
• Portata: la portata richiesta dipende dal numero
e dal diametro dei fori di uscita del refrigerante.
• Tornitura: quando si utilizza CoroTurn HP, la portata
richiesta è di 20 litri/min.
• Foratura: con adduzione interna di refrigerante
L’adduzione interna di refrigerante agevola
l’evacuazione del truciolo prevenendo gli
intasamenti nella scanalatura.
I diametri dei fori di uscita del refrigerante sono
direttamente proporzionali al diametro della punta,
pertanto le punte di diametro maggiore richiedono
una portata maggiore. Si consiglia di utilizzare una
pompa a pressione variabile.
27Cambio utensile automatico I centri di tornitura si sono evoluti in vari modi, con asse Y, revolver multipli, contromandrino, ecc. Tuttavia, la sostituzione dei portautensili e degli inserti usurati è tradizionalmente un’operazione manuale. Ora, per i centri di tornitura verticali più grandi è disponibile un’opzione di cambio utensile automatico con Coromant Capto. Questa soluzione comprende un magazzino dischi che offre il vantaggio di poter utiliz- zare barre di alesatura lunghe e permette la produzione non presi- diata. Probabilmente questa tendenza si estenderà anche ai centri di tornitura orizzontali, utilizzando un sistema di caricamento a portale che permetterà di incrementare l’efficienza della macchina, special- mente per la produzione non presidiata. 28
Tipologie di dispositivi di bloccaggio ed opzioni
La possibilità di utilizzare determinati dispositivi di bloccaggio su ciascuna
macchina dipende dalle opzioni macchina selezionate o disponibili. Nel caso
delle torrette con interfaccia “bolt on” l’ampia gamma di tipologie di dispositivi
di bloccaggio adattati alle macchine (MACU) consente di ottimizzare e personalizzare
davvero la torretta in base al tipo di componenti da lavorare, nell’ambito della
gamma di opzioni macchina utilizzabili.
29Esterno - Tornitura esterna (OD)
Cx-TRE-xxxxA Cx-TRE-xxxxA-DT Cx-TRE-xxxxA-YT Cx-TRE-xxxxA-TT APB-TNE-xxxxA-25
Singolo esterno Doppio per Asse Y Toretta in Adattatore
contromandrino posizione per lama di
intermedia troncatura
Interno – Tornitura/foratura interna (ID)
Cx-TRI-xxxxA Cx-TRI-xxxxA-SS Cx-TRI-xxxxA-DT Cx-TRI-xxxxA-YT Cx-TRI-xxxxA-TT
Singolo interno Contromandrino Doppio per Asse Y Toretta in
contromandrino posizione
intermedia
Rotante
Cx-DTE-xxxxA-E/I Cx-DTI-xxxxA-E/I Cx-DTI-xxxxA-DTE/I
Esterno Interno Doppio interno
E = Refrigerante esterno
I = Refrigerante interno
30Scelta corretta della configurazione dei dispositivi di bloccaggio
Versione singola anche sinistra
Versione singola anche destra
R Unità di taglio destra
Sinistro per
L Unità di taglio sinistra
ria
TR Dispositivo di bloccaggio destro
rotazione ora
Destro per
TL
ioraria
rotazione ant
Dispositivo di bloccaggio sinistro
Rotazione del mandrino in senso orario (M04)
Rotazione del mandrino in senso antiorario (M03)
31Portautensili rotanti
Istruzioni per l’uso
Requisiti relativi al refrigerante
– Filtro refrigerante max 50 μm (0.002 poll.).
– Le punte DTH con adduzione interna di refrigerante
non devono essere utilizzate senza refrigerante.
Il sistema di adduzione deve essere attivato e
presente prima della rotazione dell’utensile.
Lavorando senza refrigerante si danneggiano le
guarnizioni interne.
I danni alle guarnizioni non sono coperti da garanzia.
– Per lavorare la ghisa, utilizzare esclusivamente la
versione con adduzione esterna del refrigerante.
– Tutte le frese DTH con adduzione di refrigerante
interna sono indicate per una pressione max.
del refrigerante di 80 bar fino al relativo n max.
(6000 giri/min).
Per le operazioni di foratura la soluzione migliore
consiste nell’impiego di punte DHT con adduzione
di refrigerante interna e ad alta pressione.
Rodaggio
Il rodaggio è essenziale per garantire una lunga durata
delle punte DTH. Utilizzando le punte DTH in una fase di ro-
daggio si evita l’aumento dell’attrito che si determina in tutti
i componenti interni, e si contribuisce alla distribuzione del
lubrificante applicato durante l’assemblaggio. Attenzione:
far funzionare le punte DTH al 50% della velocità max. per
un’ora senza carico. La velocità max (giri/min) è specificata
sulle punte. Nel caso delle punte DTH con adduzione di
refrigerante interna, applicare uniformemente il refrigerante
anche durante il rodaggio.
32Intervallo di manutenzione
La durata prevista delle punte DTH dipende dall’applicazione.
Le parti deperibili, come cuscinetti e guarnizioni, devono essere sosti-
tuite periodicamente. Se si lavora in condizioni normali, su due turni,
è consigliabile inviare le punte DTH per la manutenzione dopo un anno.
Se si lavora su 3 turni con condizioni gravose o velocità elevate, si con-
sigliano ispezioni più frequenti. Nel caso delle punte DTH con adduzione
di refrigerante interna, la frequenza di manutenzione è di 6 mesi. Si
raccomanda di far eseguire gli interventi di manutenzione a Sandvik
Coromant.
Il tempo di lavorazione per la manutenzione è di tre
settimane, pertanto si raccomanda di procurarsi delle soluzioni alterna-
tive o di programmare l’intervento in anticipo.
Per questo motivo, è buona norma utilizzare la stessa unità (misura Cx
ed adduzione di refrigerante interna o esterna) per:
• Lavorazione esterna/OD: spesso viene utilizzata solo per operazioni
di fresatura e l’adduzione di refrigerante interna non è necessaria.
• Lavorazione interna/ID: utilizzata spesso per determinate
operazioni di foratura; l’adduzione di refrigerante interna è consigliata.
Lavorazione esterna/OD Lavorazione interna/ID
33Accessori da considerare
per il Cambio Rapido
Chiave torsiometrica
Da utilizzare sempre per il bloccaggio e lo sbloccaggio delle unità di taglio
sulla macchina e l’attrezzatura di premisurazione. Ciò è consigliabile per evitare di
danneggiare la camma, ma anche per garantire una forza di bloccaggio costante,
importante per ottenere una ripetibilità continua. La coppia di serraggio corretta è
indicata su ciascun dispositivo di bloccaggio.
Misura Dimensioni
Chiave Coromant chiave Adattatore
torsiometrica Capto Mm per chiave
TW-30-01 C3* 5 5680 035-08
BT-TK-02 C3 8 5680 035-05
C4 10 5680 035-06
C-TK-01 C5 12 5680 035-07
C6 12 5680 035-07
C-TK-02 C8 12 5680 035-07
C-TK-03 C10 17 5680 035-10
* Solo utensili rotanti C3
Tappo di protezione Cx-CP01
Se sulla torretta sono presenti dei dispositivi di bloccaggio non
utilizzati, inserire sempre un tappo di protezione o un utensile
bloccato per proteggere dalla sporcizia la superficie rettificata
della boccola con profilo interno poligonale ed evitare danni.
• Cx-CP01 Per bloccaggio manuale con
bloccaggio a segmenti Cx-CP11
• Cx-CP11 Per unità NC3000 con bloccaggio
con vite centrale
• Cx-CPA-01 Per cambio utensile automatico
Anche durante l’immagazzinaggio dei dispositivi di bloccaggio,
i tappi devono essere leggermente bloccati. Si raccomanda di Cx-CPA-01
pulirli e ingrassarli per proteggerli dalla ruggine.
34Calibro di controllo
• Cx-MAS-01 Utilizzato per definire la posizione di riferimento
di tutti i dispositivi di bloccaggio e le unità
di premisurazione
• Cx-MAS-11 Per l’allineamento dei dispositivi di bloccaggio,
importante per la foratura
Cx-MAS-01
Cx-MAS-11
Attrezzatura di premisurazione
Per eseguire la premisurazione vicino alla macchina è
possibile utilizzare un comparatore millesimale con piano
di riscontro o, preferibilmente, un comparatore dotato di
disipositivo di azzeramento e stilo di contatto. Quando il
dispositivo premisurato viene riportato nel dispositivo
di bloccaggio sulla torretta, il valore di scostamento del
tagliente viene compensato attraverso l’offset di controllo
macchina. Il calibro di controllo è utilizzato per definire la
stessa posizione di “zero” per i dispositivi di bloccaggio
e l’attrezzatura di misurazione.
35C3-PMU-01M
C4-PMU-01M
C5-PMU-01M
C6-PMU-01
C8-PMU-01
C-HP01 (per blocchi C3 - C8)
La piastra di riferimento (C-HP01) viene avvitata su un banco di
lavoro per consentire il bloccaggio uniforme dell’unità di taglio
nell’attrezzatura di misurazione (Cx-PMU-01) – Si raccomanda di
utilizzare una chiave torsiometrica.
36Carrello portautensili
Lavorando con kit di utensili e utensili gemelli è possibile risparmiare tempo
durante il cambio utensile e il cambio di lotto. A questo scopo, è importante avere
sempre a disposizione gli utensili o kit sostitutivi necessari. Il carrello di stoccaggio
utensili è utilizzato principalmente per i kit di utensili per la produzione in lotti
e per il trasporto, qualora si utilizzi una struttura centralizzata per il preset. Il kit
carrello (CCW-KIT) fornito dispone di 4 supporti portautensili.
La struttura da banco di lavoro è utilizzata per utensili gemelli o quando il preset
viene eseguito sulla macchina con l’attrezzatura di premisurazione. Il kit per la
struttura da banco (BS-KIT) fornito dispone di 3 supporti portautensili.
Carrello di stoccaggio utensili Struttura da banco di lavoro
Supporti in plastica
I supporti portautensili "sagomati" per Codice
le singole misure Coromant Capto devono d'ordine Descrizione
essere ordinati separatamente. Sono CCW-KIT Kit carrello
universali e sono adatti sia ai supporti
BS-KIT Kit struttura da lavoro
protautensili (per il carrello) sia alla
struttura da banco di lavoro. Sono realizzati Portautensili N. max. misura accoppiamento
in plastica ABS resistente agli oli ed C3-IC-1 C3 9
agli urti. C4-IC-1 C4 9
C5-IC-1 C5 8
C6-IC-1 C6 6
C8-IC-1 C8 5
C10-IC-1 C10 4
Accessori
TC-0 Supporto portautensili
TCC-2 Struttura portante per supporti portautensili
37Note 38
39
Quanto
potete
risparmiare?
Visitate subito il sito
ator.com
www.payback-calcul
tivity calculators.
e fate clic su Produc
SANDVIK ITALIA SANDVIK SVIZZERA
Sede: SANDVIK AG Divisione Sandvik Coromant
Sandvik Coromant Casella postale 3869
c/o Sandvik Italia S.p.A. 6002 LUZERN
Via Varesina, 184 Tel: (041) 368 34 34
20156 MILANO Telefax: (041) 368 33 75
Tel: (02) 307051 (35 linee urbane)
Telefax: (02) 38 01 02 05 www.sandvik.coromant.com/it
C-2929:81 ITA/01 © AB Sandvik Coromant 2012.11Puoi anche leggere