GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI - Federazione Italiana per l'uso Razionale dell'Energia - Fire
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
GUIDA AL FINE VITA DEGLI
IMPIANTI FOTOVOLTAICI
Federazione Italiana per l’uso Razionale dell’Energia
Indice
Introduzione 3
Tecnologie fotovoltaiche 4
Tipologie di impianti 11
Rilevanza economica e ambientale 14
Riciclo o rifiuto ? 21
Modelli di riciclo 24
Analisi del ciclo di vita 29
Fattibilità e processi allo stato dell’arte 33
Leggi e documenti di riferimento 42
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 2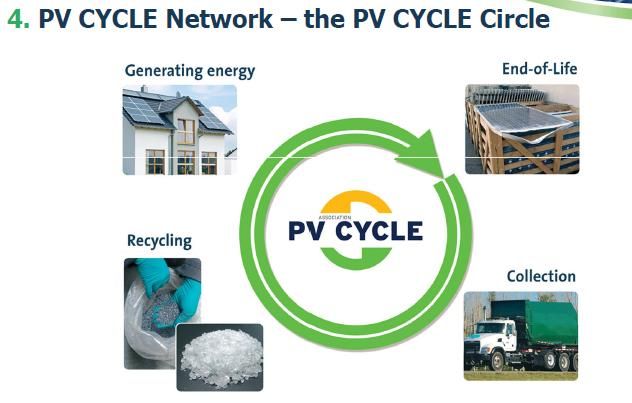
Introduzione
L’energia solare fotovoltaica ha conosciuto uno Una gestione oculata del fine vita consente di
sviluppo straordinario a livello globale e, in migliorare ulteriormente l’impronta ambientale
particolare, europeo nel corso degli ultimi anni. del fotovoltaico estesa su tutto il ciclo di vita e,
pro quota, quella dell’intero sistema energetico.
Anche nel nostro paese è sempre più frequente
vedere impianti piccoli e grandi variamente Se si considera che la durata in servizio degli
integrati in contesti urbani, industriali e rurali. impianti fotovoltaici è di almeno 20-30 anni e che
la maggior parte di essi è stata installata negli
Come per ogni tecnologia che si diffonde in modo ultimi 5 anni, risulta evidente che siamo nella
massiccio, diventa rilevante chiedersi che ne sarà fase giusta per capire come affrontare questo
di tali impianti alla fine del loro ciclo di vita, cioè
problema e per mettere in atto le tecnologie e i
quando avranno esaurito la loro capacità processi necessari allo scopo.
produttiva.
In tale contesto la presente guida si propone
L’importanza del tema è molteplice, in quanto come uno strumento di orientamento per tutti
impatta su varie dimensioni di valenza economica coloro, industrie, enti pubblici e privati cittadini
e ambientale, come il riciclo e riuso dei materiali, che, a vario titolo vogliono approfondire il quadro
che servono a ridurre i consumi di materia prima delle opzioni disponibili.
e di energia, e come le condizioni di riutilizzo dei
terreni e/o dei fabbricati.
Image: Salvatore Vuono / FreeDigitalPhotos.net
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 3
Tecnologie
fotovoltaiche
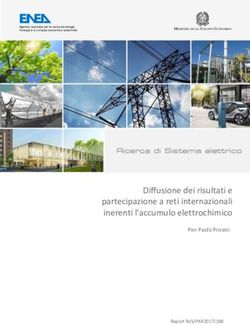
Le tecnologie di celle fotovoltaiche diffuse sul Grazie alla minore quantità di materiale attivo
mercato appartengono alle seguenti tipologie: utilizzato presentano in prospettiva potenzialità
rilevanti di riduzione dei costi.
Silicio Mono-cristallino
cristallino Poli-cristallino Silicio monocristallino
Nastro Le celle sono ricavate da un lingotto costituito da
Film sottile Silicio amorfo un mono-cristallo di silicio, che viene prodotto a
Tellururo di cadmio partire da silicio fuso attraverso un processo di ri-
cristallizzazione denominato Czochralsky.
Diseleniuro/Disolfuro di rame-
indio/gallio
Multi-giunzione
SiO2 mg-Si
Estrazione e
Riduzione Processo UCC
Raffinatura
eg-Si
Le classificazione si basa sulla tipologia di Wafering Taglio
lingotto
Processo
Czochralsky
materiale semiconduttore attivo, ma differenze scarti e
sfridi
fondamentali derivano anche dal processo di Lavaggio,
Riciclo Si poli-
cristallino
produzione delle celle. Essiccatura
Le celle al silicio cristallino utilizzano come Etching,
Texturing
celle
semiconduttore il silicio e sono di gran lunga le
più diffuse sul mercato (circa 80% secondo EPIA).
Sono costituite da fette di silicio molto sottili Il silicio metallurgico ha una purezza compresa
denominate wafer e il processo di produzione del tra 98 e 99%, mentre il silicio per la produzione
silicio determina le differenze tra un tipo e l’altro delle celle può essere raffinato fino al 99,9999%.
di cella.
Il silicio mono-cristallino possiede una struttura
molecolare regolare che facilita il transito degli
elettroni, ma deve essere dopato per diventare
Le celle a film sottile utilizzano differenti effettivamente fotovoltaico. Un primo drogaggio
materiali semiconduttori (silicio, diseleniuro di (di tipo -p) viene realizzato aggiungendo boro al
rame-indio, tellururo di cadmio, arseniuro di silicio fuso.
gallio). Vengono realizzate tramite deposizione di
uno strato molto sottile di materiale attivo su Dopo il taglio, i wafer vengono lavati e portati in
substrati di varia natura. un forno a diffusione dove sono esposti a vapori
di fosforo su uno dei lati per creare il drogaggio di
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 4
tipo -n e quindi la differenza di potenziale (p-n) contatto metallico
cornice
cella
tra le due facce.
Successivamente viene applicato uno strato
superficiale antiriflesso che aumenta la capacità
990
di cattura della luce solare e conferisce alle celle
il tipico colore blu.
Lo step successivo è l’applicazione di contatti 1650 50
metallici, in genere di argento, che servono a
vetro
convogliare gli elettroni verso il circuito esterno.
Una rete di rame estremamente sottile (finger)
giunto laterale cella solare
viene applicata sulla faccia frontale della cella e resina
protezione posteriore
ha lo scopo di raccogliere la corrente generata. cornice
Bandelle di rame più larghe (busbars) vengono
applicate sulle facce frontale e posteriore della Componenti di un modulo fotovoltaico
cella e hanno lo scopo di collegare una cella con
l’altra (come descritto nella sezione successiva).
Il processo di realizzazione del modulo è
La superficie posteriore delle celle viene rivestita schematizzato nel diagramma seguente:
di alluminio allo scopo di creare una superficie
interna riflettente.
Le celle hanno forma quadrata, le dimensioni Celle Flash test
tipiche sono 156x156mm (6”) oppure 125x125
(5”) con uno spessore di 0,18÷0,2 mm. Bandelle Cu Tabbing Cornice
Incorniciatura
celle Angolari
Vetro Bi-adesivo
Layup
J-Box
EVA stringhe Silicone, J-Box
Bus Ribbon Saldatura
Rifilatura
EVA, Tedlar stringhe
Laminazione
Le celle vengono collegate in serie attraverso la
saldatura (tabbing) di bandelle di rame ricotto e
l’installazione dei diodi di by-pass. In genere le
stringhe sono composte di 10 o 12 celle.
Cella monocristallina
Sulla faccia anteriore il modulo viene chiuso e
protetto da un vetro temperato dello spessore di
Realizzazione del modulo fotovoltaico 4 mm ad alta trasmittanza. La superficie interna
del vetro è antiriflesso, mentre la superficie
Il modulo viene realizzato assemblando i seguenti esterna è liscia per contrastare sporcamenti
componenti: dovuti ad accumulo di polvere e/o residui.
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 5
Le celle sono inglobate in uno strato di materiale Silicio poli-cristallino
plastico trasparente costituito di etil-vinil-acetato
(EVA), che possiede buone caratteristiche di Il processo di produzione si differenzia da quello
trasmittanza (70-90%) e igroscopicità (l’umidità mono-cristallino nelle fasi di realizzazione dei
potrebbe danneggiare le celle corrodendo i wafer, mentre l’assemblaggio delle celle e la
materiali conduttivi). costruzione dei moduli seguono il medesimo
processo.
L’EVA fonde a bassa temperatura (80-110 °C) e
viene rinforzato da fibra di vetro per assicurare Come materia prima vengono utilizzati pezzi di
rigidezza e stabilità dimensionale. silicio di varia provenienza riciclando componenti
e scarti dell’industria elettronica e del processo
Lo strato di Tedlar ha la funzione di proteggere le fotovoltaico stesso.
celle sul lato posteriore.
Le fette vengono tagliate a partire da un lingotto
Esso è composto da bianco Tedlar (37μm) che ottenuto per solidificazione direzionale.
resiste ai raggi UV e da poliestere (75÷80μm) che
protegge dall’umidità. Le celle hanno forma quadrata, le dimensioni
tipiche sono 156x156mm (6”), più raramente
Il telaio è realizzato in alluminio anodizzato, 125x125mm (5”), con spessore di 0,18÷0,2 mm.
tipicamente in leghe da trasformazione plastica
e, in particolare, da trattamento termico che I moduli dei vari costruttori utilizzano quasi
prevedono come alliganti Mg, Si, Zn, Cu. sempre celle da 6”. Due tra le configurazioni più
diffuse prevedono 6 file da 9 o da 10 celle ed
Tali leghe possiedono buone caratteristiche hanno le seguenti caratteristiche:
meccaniche, di finitura superficiale e di resistenza
alla corrosione.
Il silicone ha lo scopo di sigillare le giunzioni (T =
120-150 °C).
La fase finale di collaudo viene effettuata in una
macchina di prova che utilizza la luce artificiale
generata da una lampada flash.
I moduli dei vari costruttori utilizzano celle di
diverse dimensioni (5”o 6”) e numero. Due tra le
configurazioni più diffuse prevedono 6 file da 10
o 12 celle ed hanno le seguenti caratteristiche:
MODULO 60 celle (6”) 72 celle (5”)
MODULO 54 celle (6”) 60 celle (6”)
Altezza 1640÷1680 mm 1560÷1580 mm
Altezza 1470÷1500 mm 1640÷1680 mm
Lato 980÷1000 mm 800÷830 mm
Lato 980÷990 mm 980÷1000 mm
Spessore 35÷40 mm 35÷45 mm
Spessore 35÷38 mm 34÷50 mm
Peso 19÷22 kg 15÷17 kg
Peso 15,5÷20 kg 18,5÷23,5 kg
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 6
Silicio - tecnologie alternative Il “peso specifico” dei moduli di silicio (peso del
modulo diviso per potenza di picco) è compreso
Diverse tecnologie sono state sviluppate al fine di tipicamente tra 80 e 110 kg/kWp come indicato
produrre celle con livelli più elevati di efficienza. nel grafico seguente.
Le principali sono di seguito elencate: I valori inferiori sono relativi ai moduli con la
maggiore efficienza.
contatti nascosti: la rete e le bandelle sono
nascosti in un solco che viene tagliato con il 120,0
laser sulla superficie posteriore della cella. In 100,0
questo modo aumenta la superficie anteriore 80,0
attiva della cella e quindi la sua efficienza kg/kWp
60,0
40,0
contatti posteriori: il contatto frontale viene 20,0
spostato nella parte posteriore della cella. 0,0
L’area frontale aumenta e diminuiscono le 10% 12% 14% 16% 18% 20%
perdite per ombreggiamento. È la soluzione Efficienza
applicata dalle celle che hanno i valori più
elevati allo stato dell’arte Peso dei moduli c-Si in funzione dell’efficienza
PLUTOTM: sviluppata da Suntech si distingue
per il processo di texturing che aumenta la
capacità di assorbire la luce debole e indiretta Il progresso tecnologico ha determinato una
progressiva riduzione del peso dei moduli per
HITTM: Heterojunction with Intrinsic Thin Layer effetto di miglioramenti di efficienza delle celle e
sviluppata da Sanyo si distingue per la dei moduli, riduzione dello spessore delle celle ed
struttura a sandwich delle celle, in cui il wafer ottimizzazione di telai e scatole di giunzione.
mono-cristallo di silicio è racchiuso all’interno
di due strati estremamente sottili di silicio La composizione indicativa in peso di un modulo
amorfo. in silicio è illustrata nella figura seguente:
Scatola di
Tedlar giunzione
Celle 1% Adesivi
4%
4% 1%
EVA
6%
La tabella seguente indica i record di efficienza
raggiunti dai moduli commerciali più avanzati Telaio
(Fonte: Greentech Media 2010). 10%
Efficienza Vetro
Tecnologia 74%
commerciale
Mono-cristallino
22%
(contatto posteriore) Composizione in peso di un modulo c-Si
TM
HIT 19,8%
Mono-cristallino
TM 19%
(Pluto )
Il vetro rappresenta il componente più rilevante,
Mono-cristallino 18,5% con un’incidenza che varia tra il 65 e il 75% a
seconda dello spessore (3 oppure 4 mm).
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 7
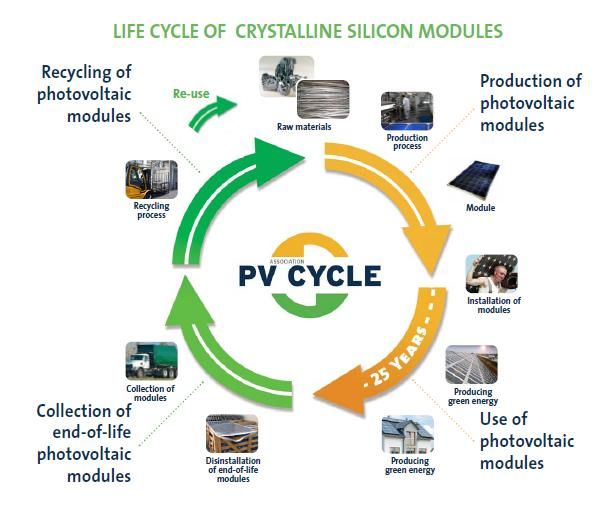
Thin-film multi-giunzione sono celle composte di silicio
amorfo a cui vengono aggiunti strati di silicio
I moduli thin film sono realizzati depositando uno micro-cristallino che hanno la funzione di
strato estremamente sottile di materiale foto- aumentare la capacità di assorbire l’infrarosso
sensibile su un substrato di basso costo come e il vicino infrarosso e aumentano l’efficienza
vetro, acciaio inossidabile o plastica. del 10%. Gli strati di silicio micro-cristallino
hanno uno spessore di 3 m che rende i
Il materiale semiconduttore ha una capacità moduli più robusti.
estremamente elevata di catturare la luce solare
per cui è sufficiente uno strato di pochi micron Contrariamente al silicio cristallino, non esistono
per ottenere le proprietà fotovoltaiche. dimensioni standard dei moduli thin film.
Una volta depositato il materiale, il substrato Si passa dai 0,6÷1,2 m2 dei moduli CIGS e CdTe a
viene tagliato con il laser in celle sottili. 1,4÷5,7 m2 dei moduli a base di silicio.
I moduli thin film sono di solito realizzati senza
telaio e chiusi entro due strati di vetro. Se il
substrato è di plastica il modulo risulta flessibile.
I tipi più diffusi di moduli sono di seguito elencati:
silicio amorfo: la capacità di assorbimento
della luce solare è superiore a quella del silicio
cristallino, ma genera un flusso di elettroni
inferiore e quindi ha un’efficienza inferiore. Lo
strato semiconduttore è spesso 1 m e per
ridurre i costi viene depositato su substrati di
grandi dimensioni (fino a 5,7 m2), che possono
essere anche di materiale flessibile. Esempio di modulo CIS (Sulfurcell)
diseleniuro di rame-indio (copper-indium
diselenide, abbreviato CIS) cattura oltre il 99%
della luce incidente in pochi micron di
spessore. L’aggiunta di piccole percentuali di
gallio (abbrev. CIGS) aumenta ulteriormente
l’efficienza di conversione. Tra i thin film, la
tecnologia CIG/CIGS è la più efficiente, ma
anche la più costosa a causa di un processo
complesso e poco standardizzato.
tellururo di cadmio (abbreviato CdTe)
possiede anch’esso una grande capacità di
cattura della luce e rappresenta la tecnologia
thin film più economica sul mercato.
L’aggiunta di piccole percentuali di mercurio e
zinco migliora ulteriormente le proprietà.
arseniuro di gallio è un composto formato da
due elementi particolari: l’arsenico diffuso in
natura, ma velenoso, e il gallio più raro e
costoso dell’oro. È estremamente resistente
alla temperatura e risulta pertanto molto
adatto per sistemi a concentrazione. Esempio di modulo amorfo (Sharp)
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 8
Il processo di produzione dei moduli thin film, Il processo impiegato dal produttore Sulfurcell è
rappresentato in figura, è comune a tutte le illustrato nel diagramma seguente:
tecnologie.
Produzione del
substrato Vetro
Molibdeno Laser
Rivestimento Sputtering
Scribing
conduttivo trasparente
Rame
Sputtering
Indio
Deposizione del
semiconduttore CIS Annealing, Mechanical
Sulfurisation Scribing
Collegamento contatti Wet chemical
processing
conduttori
Ossido di
Mechanical
Sputtering Laminating
Zinco Scribing
Montaggio tra due
strati di vetro MONOLITHIC
DEPOSITION ENCAPSULATION
INTERCONNECTION
Processo di produzione dei moduli thin film Processo di produzione Sulfurcell
L’applicazione del semiconduttore sul substrato
viene effettuata attraverso elettrodeposizione Nella figura seguente è esemplificato lo schema
oppure trasferimento in fase vapore. di un modulo CdTe con substrato di vetro.
Entrambi i processi sono molto efficienti (nella
elettrodeposizione solo l’1% di Cd e Te viene
disperso, nel trasferimento di vapore il 20÷30%) e
i residui vengono trattati in modo sicuro.
Vetro vetro anteriore
L’applicazione dei contatti metallici sulla parte
posteriore serve a collegare i moduli in serie e si SnO2F TCO contatto anteriore
realizza tramite incisione o stampaggio laser. CdS strato finestra
CdTe strato assorbente
contatto posteriore
Nella figura seguente è esemplificato lo schema EVA incapsulante
di un modulo CIS con substrato di vetro.
Vetro vetro posteriore
Sezione di un modulo CdTe (First Solar)
Vetro vetro anteriore
EVA incapsulante
ZnO
Il vetro anteriore è quello su cui incidono i raggi
CdS strato finestra solari. Su di esso viene depositato un film sottile
CuInS2 strato assorbente di ossido conduttivo trasparente (TCO).
Mo contatto posteriore
Gli strati sottili semi-conduttori, rispettivamente
Vetro vetro posteriore
p- (CdS) e n- (CdTe) vengono depositati sul
substrato di vetro. Lo spessore degli strati semi-
Sezione di un modulo CIS (Sulfurcell) conduttori è inferiore a 3 m.
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 9
Il vetro posteriore ha la funzione di proteggere i La composizione indicativa in peso di alcune
semi-conduttori e viene incollato al vetro tipologie di moduli thin film è illustrata nelle
anteriore tramite laminazione interponendo uno figure seguento:
strato di Etil-Vinil Acetato (EVA).
In tutti i casi il materiale semiconduttore incide
La tabella seguente indica i record di efficienza per meno dell’1% sul peso del modulo.
raggiunti a livello commerciale e di laboratorio
dai moduli thin film (Fonte: EPIA, 2010).
EVA Cavi Semiconduttore
3% 1% 0%
Telaio
Efficienza Efficienza di 12%
Tecnologia
commerciale laboratorio
Silicio amorfo 7,1% 10,4%
Silicio amorfo Substrato-vetro
10% 13,2% 51%
multigiunzione
Vetro anteriore
CdTe 11,2% 16,5% 33%
CIGS/CIS 12,1% 20,3%
Composizione in peso di un modulo CIGS
Il “peso specifico” dei moduli thin film è
compreso tipicamente tra 120 e 250 kg/kWp
come indicato nel grafico seguente. Scatola di Cavi
1%
giunzione
0,1%
I valori inferiori sono relativi ai moduli con la
maggiore efficienza.
Vetro anteriore Substrato-vetro
48%
350 48%
300
250
200
kg/kWp
150 Semiconduttori
EVA
3% 0%
100
50
0 Composizione in peso di un modulo CdTe
4% 6% 8% 10% 12% 14%
Efficienza
Peso dei moduli thin film in funzione dell’efficienza
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 10
Tipologie
di impianti
La crescente diffusione degli impianti fotovoltaici Il BOS è tipicamente costituito dai seguenti
per molteplici e differenti esigenze applicative si componenti:
accompagna a una progressiva diversificazione
delle taglie di potenza degli impianti e delle moduli
tipologie di installazione, integrate in edifici inverter
oppure poste sul terreno. sostegni in acciaio zincato
trasformatore
Ai fini dell’analisi delle problematiche di fine vita cavi elettrici
gli impianti saranno classificati come segue: quadri e scatole di derivazione
contatori di energia
integrati su edifici civili e industriali
sistema di monitoraggio
solar farm
impianto di terra (scaricatori).
piccoli impianti residenziali.
Il grafico successivo esemplifica la percentuale in
Tale suddivisione non intende esaurire la peso dei componenti del BOS di un impianto da
molteplicità delle tipologie applicative, ma ha lo 350 kW integrato sulla falda di un tetto.
scopo di creare classi di impianti relativamente
omogenee in termini di composizione e
importanza relativa degli elementi costituenti il
Balance of System (BOS). 9%
1%
6%
5% Moduli
Inverter
2%
Impianti integrati Trasformatori
Cavi di campo
Quadri e combinatori
Con questa denominazione si intendono gli
Fissaggi
impianti di taglia media installati sui tetti di edifici
industriali o del terziario. 77%
Rappresentano una tipologia di impianto che ha
conosciuto una grande diffusione in Italia, come
soluzione per alleggerire la bolletta energetica
oppure come elemento qualificante di un piano I moduli fotovoltaici costituiscono la quota di
di miglioramento della sostenibilità ambientale di gran lunga prevalente del BOS (77%), pari a circa
aziende manifatturiere o di servizio. 35.500 kg per 350 kW.
Gli impianti integrati spaziano da qualche decina
a qualche centinaio di kW (20÷500 kW).
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 11Solar farm I moduli fotovoltaici costituiscono la quota
prevalente del BOS (52%), pari a circa 200t per 2
Con questa denominazione si intendono gli MW.
impianti di taglia grande installati sul terreno.
Rappresentano una tipologia di impianto che ha
conosciuto una crescita straordinaria in Italia e Piccoli impianti residenziali
nell’Europa meridionale come risultato di grandi
investimenti operati da fondi interessati a Con questa denominazione si intendono gli
cogliere l’opportunità di profitto delle tariffe di impianti di piccola taglia installati sui tetti di case,
feed-in coniugandola con le economie di scala dei condomini, scuole, rifugi, alberghi e agriturismi.
grandi impianti.
Rappresentano una tipologia di impianto che in
Grazie alle loro dimensioni rappresentano una Italia ha conosciuto una prima grande diffusione
quota cospicua dell’installato complessivo, anche all’epoca del programma 10.000 tetti fotovoltaici
se in molti paesi sono state introdotte normative e che successivamente ha ricevuto un ulteriore
per scoraggiare la loro proliferazione che va a impulso dal Conto Energia.
scapito dell’uso agricolo dei terreni.
In Italia sono impianti prevalentemente installati
Il BOS è costituito dai seguenti componenti: su falde spioventi e in varia misura integrati con
esse.
moduli
inverter Il BOS è costituito dai seguenti componenti:
sostegni in acciaio zincato
strutture di supporto girevoli (per sistemi a moduli
inseguimento) inverter
trasformatori sostegni in acciaio zincato
cavi elettrici cavi elettrici
quadri e scatole di derivazione quadri e scatole di derivazione
contatori di energia contatori di energia
sistema di monitoraggio impianto di terra (scaricatori).
impianto di terra (scaricatori)
cabina elettrica
ancoraggi di sostegno nel terreno. Il grafico successivo esemplifica la percentuale in
peso dei componenti del BOS di un impianto da 5
kW integrato sulla falda di un tetto.
Il grafico successivo esemplifica la percentuale in
peso dei componenti del BOS di un impianto da 2
MW installato su terreno.
8%
1%
8%
2% Moduli
Inverter
Moduli
37% Cavi di campo
Inverter
Quadri e combinatori
Trasformatori
52% Fissaggi
Cavi di campo
Quadri e combinatori
Fissaggi 81%
2%
3%
3% 2%
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 12I moduli fotovoltaici costituiscono la quota di La vita utile dipende essenzialmente da come le
gran prevalente del BOS (81%), pari a circa 510 kg batterie vengono gestite nelle fasi di carica e
per 5 kW. scarica, funzione svolta dal regolatore di carica
che serve anche a monitorare lo stato delle
Per alcuni impianti isolati dalla rete, che hanno la batterie stesse.
necessità di assicurare la continuità del servizio, i
componenti precedentemente indicati vengono
integrati da:
La dismissione di un impianto fotovoltaico è un
batterie termine che significa la rimozione dei
regolatori di carica. componenti dell’impianto attivo e il ripristino
delle condizioni precedenti su tetto o su terreno.
Nella sua accezione completa la dismissione
Le batterie svolgono la funzione di accumulare comprende quindi le seguenti operazioni:
l’energia nei periodi in cui la produzione
istantanea eccede la richiesta e viceversa di rimozione dei pannelli fotovoltaici e di tutti i
rilasciarla nei periodi in cui la richiesta eccede la componenti dell’impianto elettrico
produzione. rimozione di tutte le strutture di sostegno,
incluse anche fondazioni e pavimentazioni nel
Tale missione richiede batterie in grado di caso di impianti a terra
sopportare scariche profonde (fino all’80% della mitigazione di eventuali impatti ambientali.
carica). Tipicamente vengono utilizzate batterie
al piombo (lead acid) con durata fino a 15 anni.
Image: Worradmu / FreeDigitalPhotos.net
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 13
Rilevanza
economica e
ambientale
La capacità fotovoltaica installata a livello globale Di questa capacità, circa il 70% è installata in
è cresciuta in modo estremamente rapido negli Europa. In ambito europeo la Germania detiene
ultimi anni, superando i 22 GW nel 2009 come lo share principale, mentre il mercato italiano, in
illustrato nel grafico seguente (fonte: EPIA 2010). forte espansione, ha raggiunto il 10%.
25.000
20.000
Cina
15.000
USA
10.000 Resto del Mondo
Giappone
5.000 Europa
0
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Evoluzione della capacità installata (fonte: EPIA)
1% 1%
0,5% Germania
2% 2%
2% Italia
Repubblica Ceca
7%
Belgio
Francia
Spagna
7%
1% Grecia
0,5% Portogallo
0,5%
1% Resto EU
3% 53% Giappone
USA
4%
Cina
6% India
Corea Sud
Canada
10%
Australia
Resto del Mondo
Mercato mondiale del fotovoltaico nel 2009 (fonte: EPIA)
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 14Nel corso del 2010 la tendenza si è ulteriormente La quota di mercato è passata dal 90% nel 2000 a
consolidata e la capacità installata ha raggiunto i circa l’80% nel 2010 per scendere fino al 61% nel
36 GW, compiendo un balzo in avanti pari al 67% 2020.
rispetto al 2009 (dati provvisori EPIA).
Il mercato è equamente suddiviso tra moduli
In termini di peso, l’installato 2009 corrisponde a mono e poli-cristallini, anche se quest’ultima
circa 2÷2,2 milioni di tonnellate di soli moduli. tecnologia ha manifestato la maggiore crescita
negli ultimi anni.
In termini di applicazioni, nel corso del 2009 sono
stati superati i 2 milioni di installazioni. I moduli thin film rappresentano la quota di
mercato con le dinamiche di crescita più rapide
Il problema del fine vita degli impianti fotovoltaici (20% nel 2010, 39% nel 2020).
risulta quindi di grande attualità a livello globale
e di particolare rilevanza a livello europeo e per il Tra di essi le celle CdTe rappresentano la seconda
nostro paese. tecnologia più diffusa nel 2010 (18%).
Una rilevanza che riguarda aspetti sia economici In rapida crescita sono i moduli CIGS la cui quota
che ambientali, dati i quantitativi di materiali di mercato è attesa pari a quelli dei moduli CdTe
coinvolti. nel 2020.
Inoltre l’estrema numerosità delle applicazioni
mentre da un lato rappresenta una valenza molto
positiva in termini di partecipazione e Stima della capacità da dismettere
decentralizzazione energetica, dall’altro rende la
gestione del fine vita particolarmente complessa I rifiuti generati dall’industria fotovoltaica sono
in termini organizzativi. direttamente correlati alla crescita del mercato.
Le quantità da trattare negli anni a venire
saranno influenzate in primis dai seguenti fattori:
Rilevanza delle diverse tecnologie
volumi prodotti
Il silicio cristallino è di gran lunga la tecnologia peso specifico dei moduli per kWp
più diffusa e tale rimarrà nei prossimi dieci anni incidenza degli scarti di processo
come illustrato nel seguente grafico di evoluzione incidenza dei rifiuti prematuri generati
storica del mercato. durante trasporto e installazione
incidenza delle rotture premature in uso
100%
90%
durata della vita utile.
80%
70%
Tecnologie emergenti
60%
CIGS
50%
CdTe
Il trend evolutivo dell’installato ha manifestato
40%
30%
a-Si un’impennata a partire dai primi anni 2000.
c-Si
20%
10% Considerata una vita media di 20-25 anni è
0% prevedibile che la gestione della dismissione degli
1980 1990 2000 2010 2020
impianti diventi un tema rilevante su larga scala a
partire dal 2020-2025.
Share tecnologie fotovoltaiche (fonte: EPIA)
Nel 2008 i moduli dismessi in Europa hanno
raggiunto 3.800t, un quantitativo ancora limitato.
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 15Il trend atteso è che tale cifra raddoppi ogni anno Materiali e loro valore
raggiungendo le 35.000t nel 2020 come indicato
nella tabella seguente (fonte: Ökopol 2007). Tra i componenti degli impianti fotovoltaici i
materiali di maggior valore sono i semiconduttori
contenuti nelle celle, l’alluminio contenuto nei
telai e nei supporti e il vetro.
Capacità da
in MW in t
dismettere Il silicio è il secondo materiale più abbondante
2008 50,8 3.807 sulla crosta terrestre.
2009 68,6 5.146 Secondo diversi studi costituisce dal 55% al 59%
della crosta terrestre, e dal 44% al 48% del manto
2010 103,7 7.774 superiore. In natura non si trova allo stato puro,
ma sotto forma di silicati e composti vari, in
2011 101,2 7.591
primis la silice (SiO2).
2012 124,9 9.364
I materiali utilizzati come semi-conduttori nei
2013 152,5 11.439 moduli thin film sono molto meno abbondanti.
2014 184,9 13.866 1000000
World primary Fe
100000
2015 222,7 16.706 refinery production
[g/cpita/yr]
10000 Al
Cu
Pb Zn Si
2020 472 35.397 1000
Ni
100
V
2030 1170 132.750 10 Cd
Li
Co
Ag
1
Au
Se
0,1 In
Pt Ga
Te Ge
0,01
La capacità da dismettere sarà costituita in larga 0,001
Ru
prevalenza da moduli in silicio (77% in peso nel 0,00001 0,001 0,1 10 1000 100000
Average abundance in continental crust [ppm]
2020 a decrescere fino al 34% nel 2030).
Lo share dei moduli thin film da dismettere è Disponibilità materiali semiconduttori (fonte: BNL)
stimato pari al 22% del totale nel 2020, con un
trend a salire fino al 33% nel 2030.
Il Tellurio è un metallo che viene estratto come
Capacità MW c-Si Thin film Em. Tech
sottoprodotto della lavorazione di minerali vari,
2010 82,8 18,7 2,2 tra cui rame (in grande prevalenza), piombo, oro
e bismuto.
2020 339,8 99,1 33,0
L’Indio è un metallo che viene estratto come
2030 601,8 584,1 584,1 sottoprodotto della lavorazione dello zinco.
Capacità t c-Si Thin film Em. Tech Le dinamiche di crescita della loro applicazione
fotovoltaica potrebbe essere condizionata dalle
2010 6.219 1.399 122 dinamiche di domanda e offerta determinate da
altri settori (ad esempio la domanda attuale di
2020 25.486 7.433 155
Indio è per l’85% determinata dall’industria dei
2030 45.135 43.808 43.808 cristalli liquidi).
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 16Prezzi medi delle materie prime Lo studio si basa su un modello di riciclo al
Tellurio (99,95%) e Indio (99,97%) termine di una vita utile di 30 anni, con un tasso
900
USD/kg 800 Te di perdita del 10% nella fase di raccolta e del 10%
700 In nella fase di riciclo vera e propria.
600
500
400 Lo scenario most likely si differenzia da quello
300 conservativo nella più rapida curva di evoluzione
200
100
delle tecnologie, come indicato nella tabella
0 seguente:
2001 2002 2003 2004 2005 2006
Trend prezzi delle materie prime (fonte: USGS)
Efficienza dei
CdTe CIGS a-Si-Ge
moduli 2020
Conservative 12,3% 14% 9%
L’efficienza produttiva dei moduli e il riciclo dei
materiali possono influenzare in modo rilevante Most likely 13,2% 15,9% 9,7%
la disponibilità delle materie prime, come
illustrato dai grafici seguenti tratti da uno studio Rif. 2008 10,8% 11,2% 6,7%
del Brookhaven National Laboratory1, in cui sono Spessore del
rappresentati due scenari. CdTe CIGS a-Si-Ge
layer 2020
Conservative 2,5 m 1,2m 1,2m
Tellurium availability [t/yr]
6000
Most likely 1,5m 1m 1,1m
5000
4000 Conservative scenario Rif. 2008 3,3m 1,6m 1,2m
Conservative scenario
3000 with recycling
Most likely scenario
2000
Most likely scenario with
1000 recycling
Materiali pericolosi
0
2000 2020 2040 2060 2080 2100
Nella gestione del fine vita dei moduli particolare
attenzione deve essere prestata alla presenza di
Indium availability [t/yr]
materiali come cadmio, piombo e selenio, la cui
1200
presenza in discarica è regolata da specifiche
1000 disposizioni.
Conservative scenario
800
Di tali materiali il più importante in termini
Conservative scenario
600 with recycling quantitativi è il cadmio.
Most likely scenario
400
Most likely scenario with
200 recycling
0
Cadmio
2000 2020 2040 2060 2080 2100
Il cadmio rappresenta uno dei componenti critici
della filiera fotovoltaica per la sua potenziale
Disponibilità di Te e In (fonte: Ftenakis - BNL)
tossicità, specie se soggetto a dissoluzione
incontrollata in discarica che potrebbe inquinare
le falde.
1
Ftenakis, Renewable & Sustainable Energy Reviews, 2009
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 17È un sottoprodotto della produzione di zinco e Attraverso il riciclo dei moduli tale rischio viene
quindi è disponibile in grandi quantità. completamente risolto.
Il cadmio non utilizzato viene cementato e Diversi studi riportano emissioni atmosferiche di
sotterrato per un utilizzo futuro oppure conferito Cd pari a 0,02 g/GWh di elettricità prodotta
in discarica come rifiuto pericoloso. durante tutto il ciclo di vita, un quantitativo
estremamente basso.
L’impiego nell’industria fotovoltaica costituisce
quindi uno dei suoi possibili utilizzi in alternativa
al trattamento come rifiuto.
Trend di riduzione dei consumi di materiali
Essendo completamente incapsulato sotto forma
di CdTe tale applicazione risulta particolarmente Grazie allo sviluppo tecnologico, l’efficienza dei
sicura. moduli fotovoltaici è notevolmente cresciuta
negli ultimi anni raggiungendo picchi del 19,5%.
Per quanto riguarda il fine vita il rischio eventuale
risiede nella possibilità di rilascio di cadmio per L’aumento dell’efficienza determina un minore
effetto di dissoluzione in discarica e conseguente consumo di materiali a parità di kWh prodotti e
contaminazione delle falde. di conseguenza un minore consumo di materie
prime e di materiale da dismettere a fine vita.
Un altro trend che impatta sul consumo di
Dissoluzione in discarica materiali è la riduzione dello spessore delle celle
che è l’obiettivo degli attuali sviluppi di mercato.
La dissoluzione dei metalli in discarica viene
caratterizzata attraverso test di diluizione come il TCLP Nel caso del silicio tale riduzione riguarda lo
(Toxicity Characterization Leachate Profile) utilizzato spessore dei wafer (figura seguente), nel caso dei
in USA oppure il DEV S4 (Deutsches Einheitsver-fahren)
thin film lo spessore dello strato.
utilizzato in Germania.
Entrambi i protocolli prevedono prove su campioni di
piccole dimensioni (Nel caso di applicazioni in paesi ad irraggiamento Il riciclo degli impianti a fine vita rappresenta
solare particolarmente elevato l’EPBT può un’opportunità per migliorare ulteriormente
scendere fino a 6 mesi. l’impatto della generazione fotovoltaica sulla
sostenibilità del sistema energetico.
Il riciclo dei materiali ha un impatto ulteriore
positivo sull’impronta ambientale, che è già
particolarmente buona in rapporto ad altre
tecnologie di generazione. Situazione e rilevanza in Italia
La capacità installata in Italia ha superato 3,5 GW
con un balzo straordinario di 2,3 GW nel corso
Impatto sulle emissioni di CO2 del solo 2010.
Le emissioni di CO2 generate dal fotovoltaico L’entità reale di tale quantitativo può essere
durante il ciclo di vita (produzione, installazione, compresa considerando che rappresenta circa il
manutenzione e dismissione) sono comprese tra 15% di tutta la nuova capacità installata a livello
15 e 35 g per kWh. globale nel 2010 e circa il 10% della capacità
installata in Europa fino al 2009.
I valori superiori corrispondono ai moduli in
silicio, quelli inferiori ai moduli thin film.
Durante la vita utile i moduli non emettono CO2 4.000.000
3.456.137
e pertanto gran parte di tali emissioni derivano 3.500.000
dalla fase di produzione. 3.000.000
2.500.000
La produzione globale di energia fotovoltaica ha 2.000.000
raggiunto nel 2009 il valore di 32 TWh, una 1.500.000
1.135.204
quantità di energia sufficiente a coprire il 1.000.000
fabbisogno della Grecia. 500.000 417.948
9.436 79.512
0
In termini di emissioni evitate la produzione 2009 2006 2007 2008 2009 2010
corrisponde a una riduzione di circa 19 MtCO2
(facendo riferimento a un mix energetico in cui Trend capacità istallata in Italia (kW)
l’intensità delle emissioni è pari a 600 g/kWh).
Nel grafico seguente è rappresentato il trend di
evoluzione delle emissioni evitate di CO2 a livello In termini di massa, la capacità installata in Italia
globale, annue e cumulate a partire dal 2003. corrisponde a circa 345.000 tonnellate di soli
moduli, utilizzando come peso “specifico” di
riferimento circa 100t/MW.
140 1400
MtCO2 MtCO2
120 Riduzione CO2 1200
Riduzione CO2 cumulata
100 1000
La produzione lorda ha raggiunto 1.736 GWh nel
80 800
60 600
2010, con un impatto in termini di emissioni
40 400
evitate pari a circa 842.000 tonnellate (riferite a
20 200
un mix energetico in cui l’intensità delle emissioni
0 0 è pari a 485 g/kWh).
2008 2009 2010 2015 2020 2030
Evoluzione delle emissioni di CO2 (Fonte: EPIA)
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 192000 Tale caratteristica risulta favorevole nell’ottica
1800 1736
del riciclo, in quanto concentra la massa installata
1600
1400 in un numero relativamente ridotto di siti e
1200 quindi riduce complessità e costi della logistica
1000 per il ritiro a fine vita.
800 699
600
400
Un altro dato favorevole in termini logistici
198
200 41
dell’installato attuale è la concentrazione di oltre
2
0 il 58% della capacità in cinque regioni (Puglia,
2006 2007 2008 2009 2010
Lombardia, Emilia Romagna, Veneto e Piemonte)
di cui quattro territorialmente limitrofe.
Trend produzione lorda fotovoltaica in Italia (GWh)
La capacità complessiva risulta installata in larga > 500 MW
prevalenza in impianti di taglia medio-grande 250-500 MW
(56% della capacità è installata in 2.286 impianti 100-250 MW
di potenza superiore a 200 kW), una tipologia < 100 MW
corrispondente ad installazioni a terra oppure su
tetti di fabbricati industriali.
178.306
758.150
688.870
Mappa della capacità in esercizio (Febbraio 2011)
Classe 1 da 1 a 3 kW
761.275
Classe 2 da 3 a 20 kW
1.343.427
Classe 3 da 20 a 200 kW
Classe 4 da 200 a 1000 kW
Classe 5 oltre 1000 kW
Capacità installata per classe di potenza
235
2.051
10.833
65.610
Classe 1 da 1 a 3 kW
Classe 2 da 3 a 20 kW
89.534
Classe 3 da 20 a 200 kW
Classe 4 da 200 a 1000 kW
Classe 5 oltre 1000 kW
Numero di impianti per classe di potenza
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 20
Riciclo
o rifiuto ?
Il riciclo dei moduli fotovoltaici a fine vita non è Tali materiali sono regolamentati in Europa
affatto una soluzione scontata, anche se si può dalla normativa RoHS (paragrafo successivo),
immaginare che una loro gestione come rifiuti e ma non sono ancora regolamentati negli altri
un conferimento dei componenti esausti nelle mercati, USA in primis.
discariche e negli inceneritori comporterebbe
nuove preoccupazioni ambientali e ulteriori Piombo: è utilizzato nei circuiti elettronici
carichi su strutture già critiche. per circuiti, contatti saldati e paste di
stampaggio.
Come altri rifiuti dell’industria elettronica, i
È un materiale tossico che si accumula nelle
moduli fotovoltaici avranno un impatto tossico
discariche e può colare verso le falde
se conferiti in discariche, in quanto i materiali
inquinando l’acqua potabile.
che essi contengono possono colare nel terreno
e nelle falde acquifere. Può essere eliminato dal prodotto
sostituendolo con stagno, argento o rame.
Se conferiti ad inceneritori possono rilasciare
emissioni tossiche in aria. Bromurati ritardanti di fiamma (BFR),
bifenil polibromurati (PBB), difenil-etere
Al fine di evitare il ripetersi di esperienze polibromurati (PBDE): sono additivati alle
negative già vissute per i rifiuti elettronici, plastiche per renderle meno infiammabili.
smaltiti in molti casi senza controlli in paesi non
regolamentati, diventa essenziale regolare e Sotto l’azione del calore i bromuri vengono
organizzare la gestione del fine vita dei moduli. rilasciati dalla plastica e rallentano la
combustione.
Attraverso il modello della responsabilità estesa
dei produttori è necessario assicurare che i Sono presenti in schede elettroniche e
moduli non finiscano nei processi di inverter e, a causa dell’enorme diffusione dei
smaltimento, ma, al contrario, vengano trattati componenti elettronici, la loro presenza
attraverso una filiera di recupero e di riciclo nell’ambiente è diventata pervasiva.
specifica e sicura.
I PBDE tendono ad accumularsi nei tessuti
adiposi e sono classificati come tossici e
Nel seguito vengono illustrati i fattori di rischio
cancerogeni.
derivanti dal fine vita dei principali componenti
dei moduli fotovoltaici.
Cromo esavalente: è utilizzato in molti
moduli come rivestimento per assorbire la
radiazione solare ed è presente in viti e telai
Componenti elettronici di circuiti stampati. È notoriamente
cancerogeno.
I moduli contengono componenti elettronici e,
di conseguenza, materiali pericolosi tipici quali
piombo, cadmio, bromurati ritardanti di
fiamma, cromo.
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 21Silicio cristallino su polmoni, fegato, sistema immunitario e
sistema sanguigno.
Se prodotti al di fuori dell’Europa i moduli in
silicio cristallino possono contenere alcuni dei
materiali precedentemente elencati.
Tecnologie emergenti
Se i moduli sono prodotti in USA le percentuali
rientrano comunque nei limiti regolamentati Molte delle tecnologie emergenti non sono
dall’EPA (Environmental Protection Agency). ancora state analizzate.
Alcune di esse sono realizzate attraverso la
combinazione di semiconduttori esistenti e
Tellururo di cadmio (CdTe) quindi si ricollegano alle problematiche già
esaminate.
La tossicità del CdTe non è stata ancora chiarita.
Le celle dye-sensitized sono basate su una
Viene ritenuta inferiore a quella degli idrossidi combinazione di biossido di titanio (che non è
di cadmio contenuti nelle batterie NiCd essendo tossico) e di vari tipi di tinture, la cui tossicità
il CdTe meno solubile in acqua. non è al momento stabilita.
Diversi studi sono ancora in corso per stabilire Particolare attenzione andrà dedicata ai rischi
se il CdTe supera i test di dissoluzione TCLP legati all’impiego di nano-materiali, in quanto
(USA) oppure DEV64 (Germania) descritti nella materiali classificati non pericolosi possono
sezione precedente. diventarlo se le caratteristiche bioaccumulative
o tossiche cambiano scendendo alla scala nano.
In assenza di un processo specifico di riciclo, i
moduli CdTe sarebbero conferiti a fonditori che
li tratterebbero alla stregua dei tubi catodici,
delle lampade fluorescenti e delle batterie. Legislazione e regolamenti in Europa
In Europa non esistono regolamenti specifici
relativi al fine vita dei moduli fotovoltaici.
CIS e CIGS
A partire da febbraio 2003 sono state approvate
Il selenio è una sostanza regolata che si le direttive WEEE (Waste Electrical & Electronic
accumula nella catena alimentare e forma Equipment) e RoHS (Restriction of Hazardous
composti come il seleniuro di idrogeno, che è Substances).
classificato altamente tossico e cancerogeno.
Entrambe le direttive sono finalizzate a
Il gallio ha un livello inferiore di tossicità. minimizzare la quantità di rifiuti elettrici ed
elettronici conferiti in discarica e agli
Sia i moduli CIS che CIGS possono contenere inceneritori.
quantità di solfuro e tellururo di cadmio la cui
tossicità è già stata discussa. La direttiva RoHS impone che i prodotti venduti
in Europa devono contenere frazioni minime
(inferiori allo 0,1%) di piombo, cromo, difenil
polibromurato/PBB, difenil-etere polibromurato
Arseniuro di gallio /PBDE e frazioni ancora inferiori (0,01%) di
cadmio.
I dati tossicologici, tuttora molto scarsi, indicano
un potenziale impatto sull’uomo e in particolare
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 22La direttiva WEEE introduce il modello della elettronici che utilizzano gli stessi materiali
responsabilità estesa dei produttori che include pericolosi.
la progettazione orientata al riciclo, la
responsabilità finanziaria e organizzativa per la
raccolta e il riciclo e l’etichettatura.
Gestione integrata del fine vita
Nessuna delle due direttive riguarda in modo
specifico il fotovoltaico, anche se l’inclusione La prevenzione dei rifiuti è solo uno degli
nella WEEE è oggetto di approfondimenti. aspetti di una strategia integrata volta ad
assicurare un uso sostenibile delle risorse.
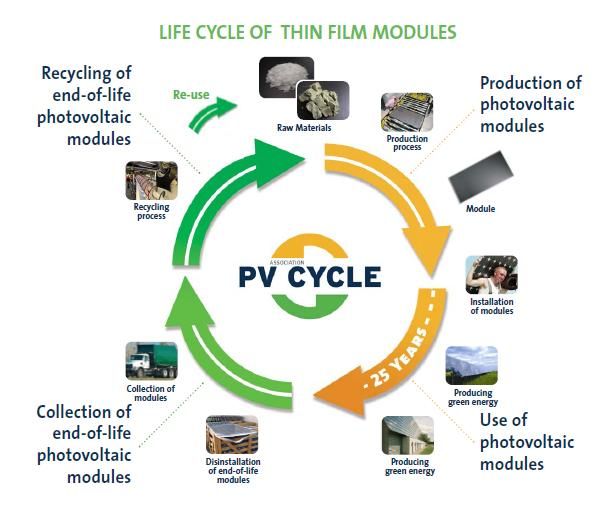
La creazione di accordi volontari per il recupero
e riciclo dei moduli, come quelli promossi L’utilizzo dei rifiuti come risorsa attraverso il
dall’associazione PV CYCLE descritti nel seguito, riciclo è una possibilità che va correttamente
potrebbero raggiungere risultati analoghi valutata sia in termini di potenziale risparmio di
oppure addirittura superiori. risorse primarie, sia in termini di impatto al fine
di stabilire se esso costituisce un miglioramento
effettivo rispetto all’uso diretto delle risorse.
Legislazione e regolamenti in USA Tali concetti fanno parte integrante delle
politiche europee sui rifiuti3, che si articolano in
I moduli sono soggetti alle normative relative due fasi.
alle sostanze pericolose2 solamente se i
materiali utilizzati dai produttori rientrano tra La prima fase prevede il rafforzamento dei
quelli classificati come pericolosi dall’EPA. regolamenti esistenti, rendendoli più semplici
ed efficaci e sostenendoli attraverso strumenti
I moduli dismessi o difettosi sono classificati di natura economica come tasse sul
come rifiuti pericolosi se non superano i test di conferimento dei rifiuti e un crescente uso di
dissoluzione TCLP fissati dall’EPA. norme e standard.
In tale caso il fine vita dei moduli viene regolato La seconda fase prevede la verifica della
dal Resource Conservation and Recovery Act necessità di ulteriori misure e, soprattutto, il
(RCRA) a livello federale e da leggi specifiche a superamento dei confini nazionali al fine di
livello di stati come il California Hazardous evitare sperequazioni e massimizzare
Waste Control Law (HWCL), che regolamentano l’efficienza.
tutte le fasi di spostamento, riciclo, riuso,
immagazzinamento,trattamento e smaltimento.
Ad oggi diversi stati hanno approvato leggi in
merito alla responsabilità estesa dei produttori.
In California, ad esempio, è stata introdotta a
partire dal 2003 una tassa di smaltimento
compresa tra $6 e $10 che si aggiunge al prezzo
di acquisto di monitor e televisioni e che serve a
finanziare la raccolta e riciclo a fine vita.
Ad oggi i moduli fotovoltaici non sono inclusi
anche se vi rientrano diversi componenti
2 3
Emergency Planning and Community Right-to-Know Act, “Moving closer to a recycling society”, Stakeholders
introdotto a livello federale dal 1986 meeting, January 2006
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 23
Modelli
di riciclo
La dismissione dei moduli fotovoltaici a fine vita Nel caso dei moduli fotovoltaici la situazione è
diventerà un tema attuale su larga scala nel giro particolarmente complicata a causa della
di dieci-quindici anni, considerando che i primi dispersione geografica dei moduli sul territorio,
impianti sono stati realizzati negli anni 90 e che la della bassa concentrazione di materiali pregiati e
vita media degli impianti si attesta sui 25-30 anni. del lungo lasso di tempo tra le fasi di installazione
e dismissione che può arrivare a 30 anni.
In questo lasso di tempo industria e istituzioni
devono sviluppare e mettere in atto soluzioni In tale scenario l’Europa sta svolgendo un ruolo
tecnologiche, organizzative e normative idonee a attivo di precursore, avendo avviato le prime
gestire il problema, preservando l’impronta ricerche sul tema del riciclo a partire dagli anni
ambientale positiva dell’energia fotovoltaica in ’90 e vantando l’esperienza attualmente più
tutte le fasi del ciclo di vita. avanzata a livello globale, quella promossa e
sviluppata dall’associazione PV CYCLE.
I moduli fotovoltaici sono costituiti da materiali
come il vetro, l’alluminio e diversi semiconduttori
che, se riciclati in modo opportuno, possono
essere riutilizzati per realizzare nuovi moduli Modelli di business
fotovoltaici oppure altri prodotti.
Il modello attraverso il quale il riciclo a fine vita
Il riciclo dei moduli è positivo per l’ambiente non sarà organizzato negli anni a venire potrebbe
solo perché reduce il volume dei residui, ma variare a seconda del tipo di installazione (piccoli
anche perché riduce l’intensità energetica e impianti oppure su scala utility) e da mercato a
l’impatto ambientale del fotovoltaico, riducendo mercato.
l’energia necessaria a produrre i materiali e i
semilavorati di partenza. A titolo di esempio mentre in Italia le installazioni
sono prevalentemente concentrate in impianti di
Per contro il riciclo dei moduli a fine vita è un taglia media-grande, in Francia si registra una
processo piuttosto complesso la cui applicazione netta prevalenza degli impianti integrati negli
è condizionata da fattori economici. edifici, mentre in Spagna prevalgono gli impianti
installati a terra.
Esso richiede infatti una filiera complessa di
operazioni specialistiche tra cui raccolta dei Tipo di applicazione
moduli, cessione e/o riacquisto, trasporto e Segmento di Integrata su
Su tetto A terra
mercato facciata /tetto
operazioni varie di trattamento, conferimento dei
Residenziale
materiali riciclati e dei residui.
< 10 kWp
Commerciale
Anche materiali di valore e facilmente riciclabili
10-100 kWp
come l’alluminio spesso registrano tassi di riciclo Industriale
inferiori alle attese a causa delle difficoltà della 100-1000 kWp
Utility
filiera di raccolta.
> 1 MWp
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 24Queste differenziazioni sono frutto delle Nel caso dei piccoli impianti la responsabilità
condizioni di mercato, ma anche delle politiche di della raccolta e riciclo dei moduli deve essere dei
incentivazione che remunerano in maniera produttori.
differente le diverse tipologie di impianto.
Essi devono organizzare la filiera di riacquisto,
raccolta, consolidamento e trasporto dei moduli
da conferire a smantellatori e riciclatori.
Sono possibili differenti modelli di business per il
recupero e il riciclo dei moduli a fine vita. La raccolta peraltro non può essere effettuata on
demand in modo economico, stante la piccola
Nel caso dei grandi impianti, i responsabili della dimensione e la dispersione degli impianti.
dismissione e conferimento dei moduli sono in
genere i proprietari stessi. Nel modello di filiera vanno pertanto previsti
operatori che consolidano partite di moduli
Se tali impianti appartengono a utility elettriche provenienti da centri di raccolta territoriali (es.
la gestione del fine vita può rientrare nei processi provinciali) o da singoli soggetti industriali o del
operativi interni ed i relativi costi di servizio terziario.
possono essere inglobati nelle tariffe.
Se invece gli impianti appartengono ad aziende,
pubbliche amministrazioni o soggetti privati, la Ordine di raccolta Fonti di moduli a
fine vita
loro gestione operativa (manutenzione) è in Trasporto
genere delegata ad aziende di servizio che hanno
la possibilità di gestire anche le fasi di dismissione Stoccaggi
e riciclo. intermedi
Trasporto
Operatore
del sistema
La raccolta dei moduli dismessi avviene a seguito logistico
di ordini individuali. A seconda della dimensione Impianti di riciclo
dell’impianto dismesso, i moduli possono essere Trasporto
indirizzati a un centro intermedio di raccolta
oppure direttamente all’impianto di trattamento Rendicontazione
Produttori di
attività e costi
nel caso di partite molto grandi. moduli
Il modello in cui la raccolta è un’attività in carico Schema operativo del modello di riciclo
al proprietario dei rifiuti (“bring in”), che ha la
responsabilità di conferirli al riciclatore, si
dimostra in genere meno efficace del modello
La filiera del riciclo pone quindi un problema di
“pick up”, in cui esiste un sistema organizzato di
definizione del modello operativo le cui opzioni
servizio che si occupa di raccogliere il rifiuto nel
luogo in cui si genera. fondamentali sono:
In genere il modello “pick up” implica costi più centralizzazione/decentralizzazione
elevati, ma l’entità effettiva dipende in maniera numerosità e localizzazione dei centri di
determinante dalla logistica. raccolta e consolidamento
logistica/trasporto dei materiali
L’accordo volontario di recupero da parte dei collegamento con i mercati di sbocco.
produttori, coordinato e organizzato a livello
centrale come nel modello PV CYCLE, appare la
soluzione più efficace.
La scelta e il dimensionamento della soluzione
operativa sono strettamente legati alla quantità
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 25delle partite da trattare e alla fluttuazione dei Un altro aspetto da considerare è la numerosità
prezzi di tutti i beni coinvolti, in particolare dei dei players attivi sul mercato, che dovrebbero
materiali da riciclare. essere i futuri protagonisti del processo di riciclo.
Caso per caso è necessario risolvere un problema Per quanto riguarda i moduli in silicio il mercato
di ottimizzazione della reverse logistics, trovando registra la presenza di numerosi players, con un
il giusto trade-off tra numero e capacità degli trend a decrescere a seguito di processi di
impianti (investimento) e caratteristiche di concentrazione.
mercato e geografiche (costi operativi).
I fattori da ottimizzare sono:
Silicio Lingotti Celle Moduli
quantitativi da trasportare da ogni sito wafer
distanza tra siti di raccolta e siti di riciclo N° aziende
75 208 239 988
costi della logistica inversa (personale, servizi) nel 2009
costi di trasporto (combustibile, tipo e
Catena del valore moduli in silicio (fonte: EPIA)
capacità del mezzo di trasporto)
capacità operativa degli impianti
costo di investimento per aprire un impianto
di riciclo. Per quanto riguarda il mercato dei thin film i
players sono verticalizzati e meno numerosi,
specie per quanto riguarda la tecnologia CdTe
Uno studio recente4 ha illustrato i risultati di che è la più diffusa sul mercato.
un’analisi condotta nella Germania nord-
orientale relativa al riciclo dei moduli di silicio
cristallino.
Il modello operativo analizzato era quello di Tecnologia CdTe a-Si, a-Si/-Si CI(G)S
realizzare i siti di riciclo presso gli stabilimenti dei N° aziende
produttori, in gran parte localizzati nella regione 4 131 30
nel 2009
(16 impianti).
Nella tabella seguente sono indicati i valori Produttori di moduli thin film (fonte: EPIA)
relativi a tre degli scenari analizzati, allo scopo di
evidenziare il trade-off tra i fattori di scala e la
logistica di conferimento. I prezzi sono in dollari e
il costo operativo è il valore cumulato su cinque Allo stato attuale il modello più avanzato per
anni (2010-2015). organizzare la filiera del riciclo è quello proposto
dall’associazione PV CYCLE.
Costo
Soluzione Investimento Costo totale
operativo PV CYCLE
1 Impianto USD 586k USD 1.529k USD 2.115k
2 Impianti USD 1.126k USD 943k USD 2.069K Nel 2007 l’agenzia tedesca BSW per l’energia
rinnovabile e l’EPIA hanno commissionato uno
3 Impianti USD 1.079k USD 583K USD 1.662k
4
Choi J., Fthenakis V., “Mathematical Modeling for Cost
th
Optimization of PV Recycling Infrastructure”, 25 EUPVSEC
Valencia, Sept. 2010
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 26studio5 relativo allo sviluppo di un sistema per la
raccolta e recupero dei moduli a fine vita.
Il documento ha costituito il riferimento
programmatico dell’associazione PV CYCLE, che è
stata fondata a Bruxelles nel 2007 e raggruppa su
base volontaria oltre 100 membri che
rappresentano l’85% del mercato Europeo.
Il modello della responsabilità estesa viene
realizzato attraverso lo strumento di un accordo
volontario o voluntary agreement (VA).
Accordo volontario
Scopo dell’associazione è sviluppare un approccio È una misura attraverso la quale i produttori
assumono l’impegno di perseguire obiettivi precisi in
integrato per il fine vita dei moduli e di tutti i
termini di riciclo dei propri prodotti, anche superiori
prodotti intermedi della filiera fotovoltaica, quali alle normative vigenti, e di adottare tutte le misure
scarti di produzione oppure moduli danneggiati operative necessarie per raggiungere lo scopo.
durante le fasi di trasporto e installazione.
L’accordo volontario è una dichiarazione unilaterale da
Il modello perseguito è la responsabilità estesa parte dei soggetti che la sottoscrivono, che li impegna
del produttore, che riguarda l’intero ciclo di vita a fare oppure ad omettere determinate azioni.
del prodotto attuale e di quelli in fase di sviluppo.
In nessuna circostanza esso vincola terze parti e tanto
meno le istituzioni che, pertanto, non sono obbligate a
riconoscerlo formalmente.
La Commissione Europea riconosce che gli accordi
volontari sono efficaci al fine di perseguire obiettivi di
interesse comune rendendo superflue alcune misure
legislative (auto-regolamentazione).
Può anche usarli in ottica di co-regolazione, fissando
obiettivi e strumenti nelle direttive e lasciando alle
parti la definizione dei percorsi di implementazione.
Gli accordi volontari coordinati tra Commissione e
industria devono essere inoltre adattati, se necessario,
alle normative nazionali, altrimenti potrebbero creare
conseguenze per alcuni sottoscrittori.
5
“Study on the development of a take back and recovery
system for photovoltaic products”, November 2007
GUIDA AL FINE VITA DEGLI IMPIANTI FOTOVOLTAICI 27Puoi anche leggere