CONVEGNO CONCLUSIVO - GOBIOM
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
POR-FESR 2014-2020
ASSE 1 – Ricerca e innovazione
Progetto GoBioM
Ottimizzazione tecnologica
filiera biometano
Tecnologie per la liquefazione
del biometano
Manuele Gatti – LEAP
Federico Capra – LEAP
Convegno conclusivo Francesco Magli – LEAP
Stefano Bianchi – CPL Concordia
Mercoledì, 11 luglio 2018
Tecnopolo di Reggio Emilia
Biometano liquido: obiettivi e attività del GoBioM
• Obiettivi di ricerca
• Valutare le potenzialità del biometano liquido come combustibile alternativo. In quali
circostanze − taglia impianto, tipo biomasse, tecnologia di liquefazione, quadro
incentivante − il biometano liquido può risultare sostenibile e conveniente?
• Quali sono le tecnologie di liquefazione più promettenti?
• Attività svolte
• Analisi dello stato dell’arte della liquefazione del biometano e selezione dei processi di
liquefazione più interessanti ---> determinazione valori benchmark prestazionali
• Ottimizzazione delle tecnologie più promettenti: simulazione di processo,
dimensionamento componenti, quantificazione consumi energetici e stima dei costi
• Studio di fattibilità di un impianto per la produzione di biometano liquido alimentato con
sottoprodotti del territorio e stima dell’impatto delle economie di scala sul costo di
produzione del biometano liquido
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018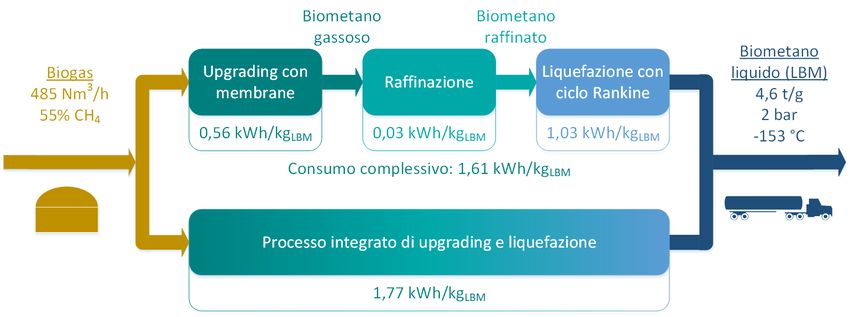
Il Biometano liquido (LBM)
• Liquido criogenico (-162 °C a pressione atmosferica) costituito da metano praticamente puro.
Versione rinnovabile, prodotta a partire da biomasse, del Gas Naturale Liquefatto (LNG).
Variazione nelle proprietà limitate (potere calorifico LBM ~ LNG ± 5%)
• carburante pulito per veicoli pesanti (entro fine 2018 la flotta Metano
italiana di motrici a LNG passerà da 500 a 1000 mezzi) liquido
• LNG/LBM ha potenziale enorme nei mezzi navali
• approvvigionamento di metano per utenze civili o industriali non
serviti dalla rete (off-grid)
• Circa 20 stazioni di rifornimento di LNG operative in Italia Stazione di rifornimento LNG
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018
Gasolio vs Biometano liquido
Emissioni CO2 fossile
Il Biometano liquido (LBM) 100%
80%
60% -93%
Vantaggi LBM come carburante per trasporto pesante 40%
LNG/LBM • Densità energetica ~2.5 volte superiore al metano gassoso per 20%
autotrazione. 1 litro diesel ~ 1.8 litri LNG --> autonomia mezzi pesanti 0%
1000 km/pieno Diesel LBM
LNG/LBM • Emissioni inquinanti (NOx, CO e particolato) sensibilmente ridotte
rispetto al diesel
LBM • Decarbonizzazione (riduzione emissioni CO2 fossili) settore trasporti
pesanti dove l’elettrico non garantisce sufficiente autonomia
LBM • Apporto alla quota di rinnovabili nel settore trasporti (7.2% al 2016 →
10% obiettivo al 2020 → 14% obiettivo al 2030)
LBM • Incremento sicurezza energetica nazionale
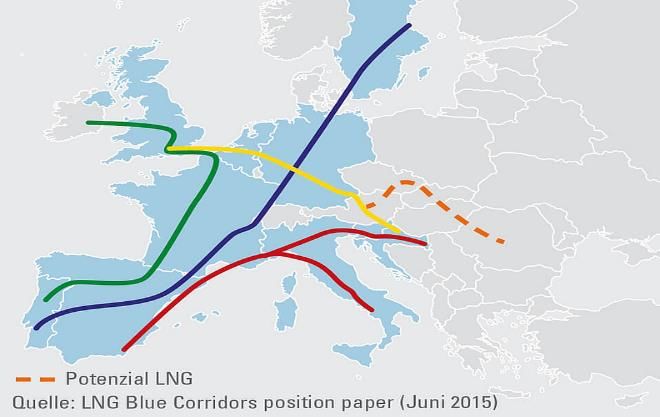
Prospettive
LNG/LBM • Direttiva europea DAFI: obiettivo di 800 stazioni di rifornimento LNG
al 2030
LBM • Quantità LBM producibile in ITA al 2030 pari a 0.2 Mt/anno (fonte:
LNG blue corridors) per una richiesta di LNG di circa 3 Mt/anno
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018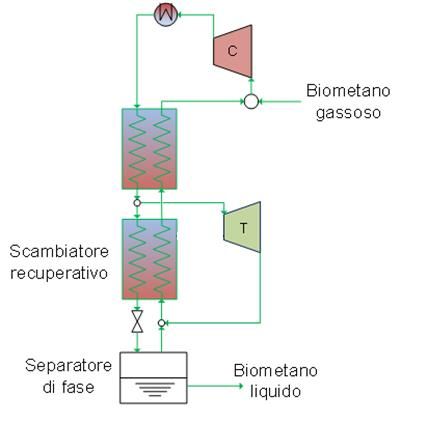
Produzione di biometano liquido: possibili configurazioni
1) Processi sequenziali: upgrading, raffinazione e liquefazione
H2S e altri N2 ed eventuali
Digestato CO2 CO2, H2O
contaminanti altri incondensabili
Matrici Raw Bio-CH4 Bio-CH4
Biogas
alimentazione Biogas gassoso raffinato
Pre-
Produzione Upgrading Raffinazione Liquefazione Bio-CH4
trattamento
Biogas (DA) biogas finale biogas Bio-CH4 liquido
Raw biogas
2) Processi integrati: un’unica sezione, criogenica, per upgrading e liquefazione del biometano
H2S e altri CO2, H2O, N2 ed eventuali altri
Digestato contaminanti incondensabili
Matrici Raw
Biogas
alimentazione Biogas
Pre-
Produzione Bio-CH4
trattamento Upgrading e liquefazione integrati
Biogas (DA) liquido
Raw biogas
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018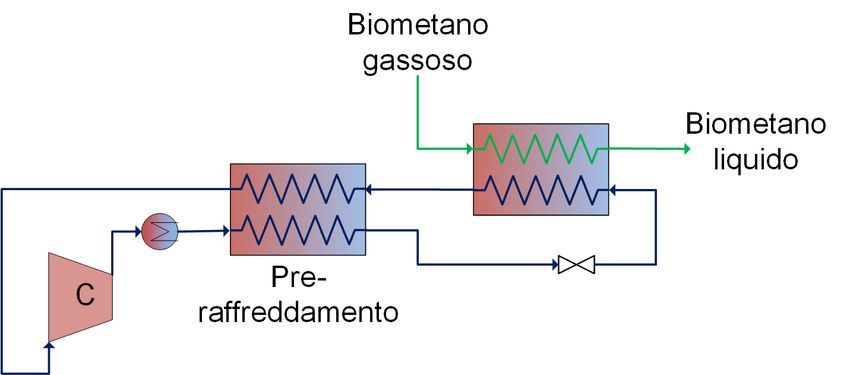
Dal biogas alla liquefazione: raffinazione
• Raffinazione del biometano necessaria per: disidratazione profonda e rimozione finale CO2 e altri
contaminanti → evitare problematiche operative (formazione di solidi, insorgenza fenomeni di corrosione,
ecc.) alle temperature di liquefazione del LBM
• Specifiche purezza CH4 da liquefare: CO2, H2O
Bio-CH4 Bio-CH4
CO2 50 ppm gassoso raffinato
H2S 1 – 4 ppm Pre- Bio-CH4
Digestione Upgrading Raffinazione Liquefazione
H2O 0.1 – 1 ppm trattamento liquido
• Disponibili differenti tecnologie per raffinazione finale biometano. Tra i processi più consolidati figura la
Pressure/Temperature Swing Adsorption basata su setacci molecolari in zeolite, in grado di essiccare il gas
fino a meno di 1 ppmv di H2O (bassissimo punto di rugiada del gas) e di raggiungere livelli di CO2 dell’ordine
delle ppmv
• I processi TPSA utilizzati per raffinazione del gas presentano un’incidenza limitata in termini di consumi e
costi, rispetto ad upgrading e liquefazione; Consumi elettrici pari a circa 0.03 kWh/kgBM
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018
Stato dell’arte tecnologie di liquefazione biometano (taglia < 10 kt/a)
Sorgente energetica per la
produzione di freddo Effetto frigorifero Tipologia di ciclo frigorifero Refrigerante Schema concettuale
Ciclo Refrigerant
BM LBM • Compressore volumetrico
Espansione in
Chiuso Brayton Azoto • Turbo-compressore radiale
turbina
inverso • Scambiatori cold box
Ciclo BM LBM
Effetto Joule- Mixed Refrigerant • Compressore volumetrico
Chiuso Rankine
Thomson refrigerant • Scambiatori cold box
Ciclo frigorifero inverso
(consumo energia
elettrica) Joule-Thomson Ciclo BM • Compressore volumetrico
Biometano/
+ Espansione Aperto Claude • Turbo-compressore radiale
Metano
in turbina inverso LBM • Scambiatori cold box
Ciclo a gas chiuso Ciclo Refrigerant BM • Macchina volumetrica a ciclo
basato su macchine Chiuso Stirling Elio chiuso basata su sistema
volumetriche Inverso cilindro-pistone
LBM
Liquid
Raffreddamento per refrigerant
• Scambiatore
Evaporazione del fluido criogenico immagazzinato Vaporized
scambio termico con Azoto liquido refrigerant tank • Serbatoio azoto
in fase liquida
fluido criogenico
BM LBM
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione del biometano: scambio termico con azoto liquido
• Pochi componenti (adatto per Ripartizione costo capitale
applicazioni di taglia micro) e ridotti
costi investimento
• Necessità di approvvigionamento
continuo di azoto liquido (-196 °C)
• Consumo azoto liquido circa 2.4 kg per
kg LBM da liquefare
• Costo fornitura azoto liquido è il driver
principale (valore medio considerato
90€/t ma dipendente da logistica)
• Sposta il problema della produzione di
freddo su impianti centralizzati di
grande taglia (consumo tipico 1
kWh/Nm3 azoto liquido)
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione del biometano: ciclo Brayton inverso ad azoto
Gaseous Ripartizione costo capitale
Biomethane
inlet
1
EM Liquefied
HX-2 Biomethane
COMP-3 2 3 outlet
12 4
5 6 7 8 9 10
11
HX-1
EM
COMP-1 COMP-2 EXP
• Ciclo chiuso ad azoto con compressore a 2 stadi + turbo-compressore radiale
• Semplicità di gestione, fluido refrigerante inerte, health & safety issues limitati
• Accoppiamento termico tra biometano e azoto in cold-box non ottimale →
consumi elettrici più elevati rispetto ad altri cicli
• Possibili schemi alternativi ma più complessi (più espansori e maggiore
superficie di scambio) compromesso tra costi di capitale ed efficienza
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione del biometano: ciclo Rankine inverso con refrigerante misto
Ripartizione costo capitale
• Ciclo chiuso con fluido refrigerante misto: miscela di idrocarburi e azoto
(composizione ottimizzabile in funzione dell’applicazione)
• Buona integrazione termica tra fluido refrigerante e biometano
• Maggiore complessità operativa e gestione più delicata rispetto al caso con
refrigerante puro: serve sistema di controllo sofisticato per mantenere
condizioni di funzionamento ottimali. Esistono esperienze operative con
mixed refrigerant anche su impianti di piccola taglia
• Compressore alternativo a 2 stadi, interrefrigerati + cold-box
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione del biometano: ciclo Claude aperto
Ripartizione costo capitale
• Combina principi base cicli Brayton
e Rankine
• Fluido di lavoro è il biometano
stesso da liquefare
• Efficienze inferiori rispetto al caso
mixed refrigerant per via degli
elevati ricircoli di metano necessari
per ottenere auto-refrigerazione
• Elevata complessità operativa
• Necessità di operare a pressioni
elevate
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione del biometano: ciclo Stirling
• Ciclo chiuso rigenerativo ad elio basato Ripartizione costo capitale
Biometano su quattro fasi
gassoso • Grazie alla modularità sono possibili
unità di taglia molto ridotta (fino a 0.15
t/giorno di biometano)
• Taglie elevate raggiunte con più unità
in parallelo. Ridondanza →
Biometano
↑ affidabilità, ↑ flessibilità, ↑ costo
liquido
• Prestazioni e costi da valutare con
M maggiore attenzione per determinarne
la fattibilità nel caso liquefazione
biometano
Fluido di lavoro: He
• Prestazioni ricavate da catalogo
commerciale (no simulazioni)
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Consumi e costi per la liquefazione del biometano
Design impianto, calcolo consumi elettrici e stima costo liquefazione LBM (€/kgLBM) riferiti ad impianto da 4.6 t/giorno
1.4
Consumo elettrico Costo specifico
sezione di di liquefazione
liquefazione 1.2 del biometano Altri costi
O&M
[€/kgLBM]
[kWh / kg LBM] 1
Costo
0.8 azoto
liquido
0.6 Costo
elettricità
0.4
Costo
0.2 capitale
0
Rankine Azoto liquido Brayton Claude Stirling Rankine Azoto liquido Brayton Claude Stirling
• Ciclo Rankine e liquefazione con azoto liquido (caso prezzo azoto liq = 90€/t) sono le soluzioni più competitive
• Tra i cicli frigoriferi, Rankine a refrigerante misto vanta consumi energetici e costi capitale inferiori
• Scambio con azoto liquido beneficia di costi d’investimento notevolmente inferiori ma sconta costo fornitura
materia prima variabile caso per caso
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Liquefazione: quando conviene il ciclo frigorifero?
Costo di
Costo di 0.6
0.6
liquefazione
liquefazione Ciclo Rankine a refrigerante misto
[€/kg]
[€/kg] 0.55
0.55 Azoto liquido a 90.5 €/t
0.5 Azoto liquido a 77 €/t
0.5
Azoto liquido a 150 €/t
0.45
0.45
0.4
0.4
0.35
Azoto liquido a 90.5 €/tLN2
0.35
0.3
0.3
0.25
0.25
0.2
Ciclo Rankine a refrigerante misto
0.2
00 55 10
10 15
15 20
20 25
25 30
30 35
35 40
40 45
45
Taglia di
Taglia di impianto
impianto[t[t LBM/giorno]
LBM/giorno]
• Analisi
Nel casodi Sensibilità: Prezzo
di prezzo azoto azoto
liquido liquido
= 90 €/t alpuò orientare
di sotto di 4.6intonnellate
modo differente la scelta,
LBM /giorno (~1 modificando la taglia
MWe equivalente) limite
risulta
oltre la quale
vincente convienecon
la soluzione installare
azoto un ciclo frigo
• Dalle 5 t/giorno in su risulta preferibile il ciclo frigorifero Rankine a refr. misto grazie alle migliori economie di scala
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Upgrading gassoso + liquefazione -vs- Upgrading criogenico GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018
Conclusioni
• Lo schema incentivante attuale promuove la produzione di biometano liquido, tuttavia resta
da valutare la competitività con impianti centralizzati in grado di liquefare in modo
centralizzato miscele di biometano gassoso (da upgrading) immesso in rete e gas naturale
• La convenienza economica del biometano liquido deve essere valutata caso per caso in
funzione di: costi e tipologia biomassa (caso biometano avanzato da preferire), taglia impianto
• Nel caso di impianti di taglia superiore ad 1 MWe equivalente, la liquefazione del biometano
mediante ciclo frigorifero esterno risulta preferibile. Per impianti di piccola taglia la
liquefazione ad azoto liquido beneficia di costi del capitale inferiori e semplicità impiantistica
• Tra i cicli frigo, il più promettente dal punto di vista di prestazioni (1 kWh/kgLBM) e costi (0.37
€/kgLBM) è il Rankine inverso a refrigerante misto (miscela a base di CH4 + C2H6 + C4H10 +
N2), il quale beneficia di un’integrazione termica ottimale, pur preservando una discreta
semplicità impiantistica (tra i componenti chiave del ciclo figurano i compressori alternativi e la
cold box, mentre non sono presenti espansori)
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018Sviluppi futuri
• Lo studio di fattibilità basato sui sottoprodotti agro-industriali conferma la realizzabilità tecnica
di un impianto consortile di taglia prossima ad 1 MWe, con consumi operativi pari a circa 1.61
kWh/kgLBM per upgrading con membrane + liquefazione
• Prossimi passi R&D, auspicabili per sviluppare la filiera regionale del biometano liquido:
1) dimostrazione fattibilità tecnica con impianto pilota (investimenti necessari)
Costruzione liquefattore dimostrativo basato su refrigerante misto e sperimentazione per validazione le
prestazioni e valutazione la flessibilità operativa e l’affidabilità. Vantaggio: mixed refrigerant non
presente sul mercato per queste taglie
2) ottimizzazione del progetto ed efficientamento upgrading+liquefazione
C’è spazio per integrare membrane e Pressure/Temperature Swing Adsorption al fine di massimizzare
recupero e purezza biometano, combinando upgrading e raffinazione finale
3) realizzazione sinergie con altre filiere
Riutilizzo della CO2 da upgrading per aumentare produzione di CH4 (metanazione batterica, power-to-
gas, ecc.)
GoBioM – Convegno conclusivo – Tecnopolo Reggio Emilia, 11 luglio 2018POR-FESR 2014-2020
ASSE 1 – Ricerca e innovazione
Progetto GoBioM
Ottimizzazione tecnologica
filiera biometano
Grazie per l'attenzione
gobiom.crpa.it
Convegno conclusivo Manuele Gatti
manuele.gatti@polimi.it
Mercoledì, 11 luglio 2018
Tecnopolo di Reggio EmiliaPuoi anche leggere