Società Automazione Industriale - Sai Automation
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Società Automazione Industriale

COMPANY PROFILE
S.A.I. srl nasce nel 1994 per supportare lo sviluppo S.A.I. srl was established in 1994 to sustain the
di NEWPRO, azienda specializzata nell’automazione developments of NEWPRO, a company founded by Agostino
di impianti di estrusione dell’alluminio fondata Sala in 1981 which specialized in automation of aluminium
da Agostino Sala nel 1981. S.A.I. srl raccoglie extrusion plants. With more than 35 years of expertise to
l’eredità di oltre 35 anni di esperienza per fornire rely upon, S.A.I. srl continues the legacy of providing highly
controlli estremamente capaci ed affidabili, capable and reliable controls, programming, software and
programmazione, software e soluzioni complete complete automation solutions for the aluminium industry.
per l’automazione per l’industria dell’alluminio.
MISSION
S.A.I. srl è un partner affidabile per l’automazione S.A.I. srl is a reliable partner for the automation of
degli impianti di estrusione dell’alluminio e per la aluminium extrusion plants and production management.
gestione della produzione e, avendo consolidato nel Having consolidated its experience over time, it has the
tempo la propria esperienza, si pone l’obiettivo di goal of providing software services and consulting and
offrire servizi software e consulenze sempre più installation services that are increasingly innovative
innovativi e performanti volti al raggiungimento di and performance driven aimed at achieving high quality
elevati standard qualitativi con particolare attenzione standards with attention to the specific needs of each plant.
alle esigenze specifiche di ogni impianto. The passion dedicated in finding customized and
La passione dedicata alla ricerca di soluzioni. technologically advanced solutions in the field of aluminium
personalizzate e tecnologicamente all’avanguardia. extrusion has produced successes throughout the world.
nel campo dell’estrusione dell’alluminio ci ha visto. When selecting S.A.I., you can expect to receive
operare in tutto il mondo. only the best of our capabilities with seriousness,
Un lavoro svolto sempre al meglio delle nostre capacità. consistency and professionalism.
con serietà, coerenza e professionalità.
ELEMENTI CHIAVE DEL PROCESSO DI ESTRUSIONE
KEY ELEMENTS OF THE EXTRUSION PROCESS
5%
• Gestione avanzata della pianificazione della produzione,
Tempo di Estrusione, del controllo qualità e degli obiettivi di profitto di impresa,
Buona Qualità integrando ottimizzazione del processo di estrusione
Extrusion Time,
Good Quality 15% con sistemi di Tecnologia dell’Informazione (IT)
• Improving production planning, quality control and other
Tempo di Estrusione, enterprise profitability objectives by integrating optimization of
Cattiva Qualità Extrusion process systems to Information Technology (IT) systems
15
Extrusion Time,
Bad Quality • Gestione delle Temperature: tema cruciale per il
Down Time miglioramento del processo nelle aree chiave dell’estrusione
Down Time • Managing Process Temperatures is critical to improve key areas of
the extrusion process
Tempo di Setup
Setup Time
Tempo Morto
10% • SAI System unisce ottimizzazione della produzione ad un
accurato controllo delle temperature di processo per un
Dead Time risultato concreto in termini di Qualità e Produttività
• SAI System merges Production Planning and
65% 5%
Closed Loop Temperature Control for Breakthrough
results in Quality and Productivity
2
+10565T
Aumento dell’affidabilità e del rendimento nel processo di estrusione
Improving Reliability and Productivity of Aluminum Extrusion Process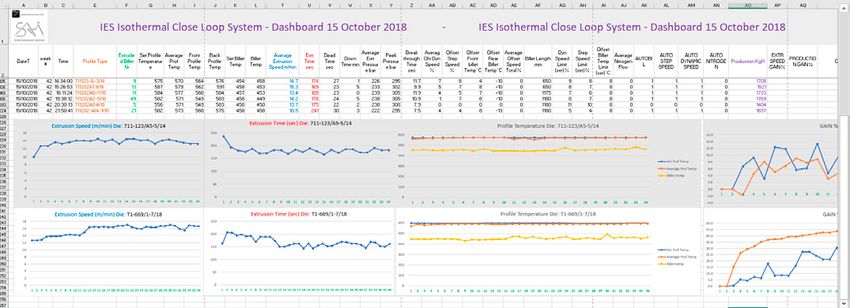
ECN
Gestione Dati di Produzione dall’acquisizione Production Data Managing
ordini alla spedizione from orders to shipping
INTEGRATION WITH ERP
Integrazione in tempo reale con sistemi ERP per Integration in real time with ERP systems
la condivisione di informazioni di produzione for production information sharing
IES & IES PLUS
Estrusione Isotermica Isothermal Extrusion
DIE COOLING
Raffreddamento matrici con azoto liquido Die cooling with liquid nitrogen
SUPERVISOR
Visualizzazione e gestione dello stato Visualization and managing of plant status
dell’impianto per la manutenzione for maintenance
SOFTWARE
AUTOMATIC MANAGE OF PRESS CYCLES
Funzionamento automatico e sincronizzato delle Automatic and synchronized functionning of plant
macchine (forno billette, pressa, handling) machinery (billet furnace, press, handling)
ISOSPEED
Velocità costante durante il processo di estrusione Constant speed during extrusion process
PLC
SCANNER
Puntamento del sensore e scansione automatica del Automatic scan for correct profile reading
profilo per la selezione del miglior punto di lettura
QUENCH RATE
Calcolo automatico dell’indice di raffreddamento Automatic calculation of quench rate
con puntamento automatico del sensore with automatic sensor position
BUTT-END FALL DETECTOR
Rilevatore della caduta del fondello alla cesoia Detection of butt-end fall at shear
PRODUCTION
PRESALES
Consulenza Consulting
Personalizzazione Customization
Payback Payback
Traduzione Translation
AFTERSALES
Training operatore Operator training
Tutoraggio Tutoring
Assistenza gratuita Free assistance
Connessione remota Remote connection
SERVICES
3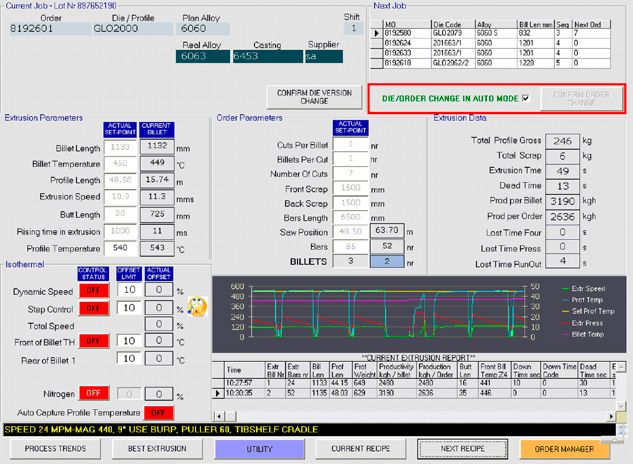
ECN
SISTEMA AVANZATO DI GESTIONE DELLA PRODUZIONE
ADVANCED SYSTEM FOR PRODUCTION MANAGEMENT
ECN nasce per soddisfare la crescente esigenza di Aluminium extrusion is a complex process, ECN
rendere più semplice e fluido il processo produttivo, increases ease of operation and fluidity of the
in sé molto complesso. La gestione digitale dei dati di production process. Digital management of the
produzione, ordini e parametri di estrusione unitamente production data, orders, extrusion parameters and
ai segnali provenienti dalle macchine, abbatte il signals from the plant help dramatically reduce the
margine di errore umano e ottimizza il carico di lavoro. possibility of human error and optimize the work
L’immediata conseguenza è quella di monitorare schedule. Constant monitoring of production allows a
costantemente la produzione, analizzarne la qualità detailed analysis: this is a great tool in developing best
e individuare le procedure migliori per diminuirne i working procedures and to reducing production time.
tempi. ECN è completamente modulabile e flessibile, ECN is totally flexible and can be tailored to customer
per una soluzione plasmata ad hoc per ogni singolo requirements, with bespoke solutions for each individual
impianto, si interfaccia ai sistemi ERP aziendali. plant. ECN interfaces with existing ERP systems.
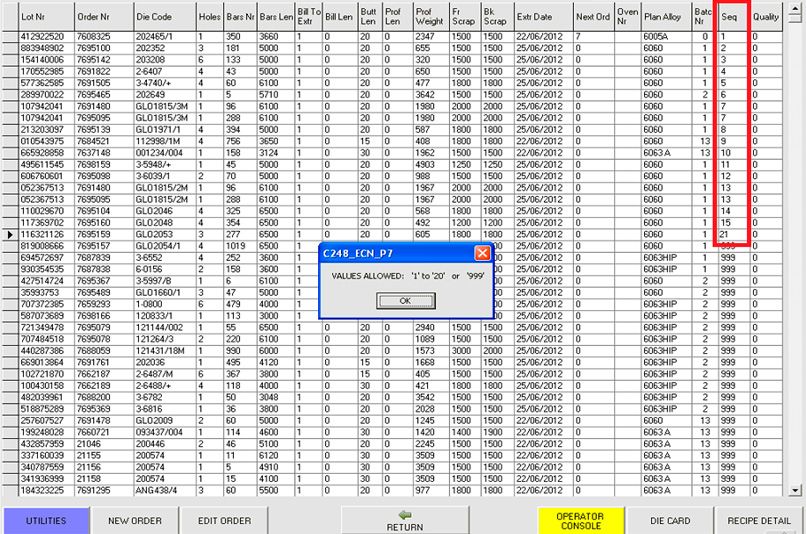
PIANIFICAZIONE E GESTIONE ORDINI
SCHEDULE AND MANAGE ORDERS
ECN permette ECN provides
una pianificazione tools to
della produzione assist you in
con inserimento scheduling
degli ordini in your extrusion
locale oppure da presses: locally,
stazione remota from a remote
o in automatico station or
da sistemi automatically
ERP (SAP/EIS/ from ERP (SAP/
AS400) tramite EIS/AS400)
interfaccia by dedicated
dedicata. interfaces.
Sequenza di Programmable
estrusione extrusion
programmabile. sequence.
é possibile It is possible to
impostare fino set till 20 orders
a 20 ordini per by sequence
sequenza e and to change
cambiarla in the sequence in
ogni momento. every moment.
4 Gestione Dati di Produzione
Production Data Managing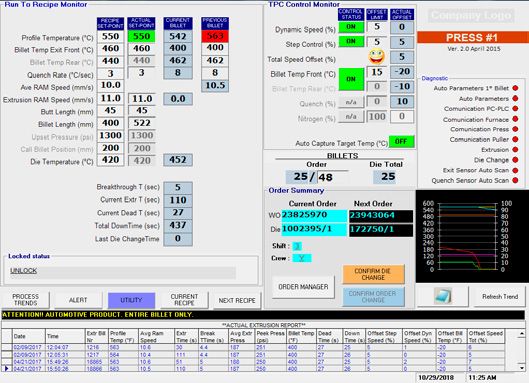
RICETTE - PARAMETRI
RECIPES - PARAMETERS
Il Software ECN ECN Press software
Pressa recupera le acquires information
informazioni da un from a relational
database relazionale. database. It manages
Gestisce il processo di the extrusion process,
estrusione abilitando enabling communication
la comunicazione among individual pieces
e lo scambio di of equipment (Furnace,
informazioni tra i vari Press, Handling) using
organi dell’impianto the recipes.
(Forno, Pressa, Banco)
usando le ricette.
Autoupdate. Autoupdate.
Settaggio automatico Plant machinery sets
delle macchine con i with recipe parameters
parametri delle ricette. in automatic.
CONFORMITÀ ALLA RICETTA
RUN TO RECEIPE
Funzione di verifica Feature checking that
affinchè i parametri attuali the current parameters
siano all’interno delle are within the tolerances
tolleranze specificate specified in the recipes
nelle ricette ed evidenzia and highlight the
la non conformità. non-compliance.
LE CINQUE MIGLIORI ESTRUSIONI
BEST EXTRUSION ANALYZER
Il database viene utilizzato The data base system is
anche in situazioni in cui il used also in situations
processo di estrusione è in which the extrusion
ottimizzato da un operatore process is optimized by an
esperto: in questo caso il experienced operator.
know-how dell’operatore The know-how of the
viene catturato nel sistema expert operator is captured
di database e utilizzato into the database system
dagli operatori meno and used by the not-so
esperti per garantire experienced operators
una qualità del prodotto to ensure uniformly
uniformemente elevata. high product quality.
5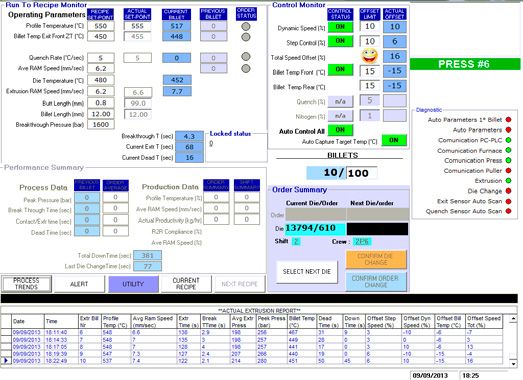
OTTIMIZZAZIONE LUNGHEZZE E SCARTI
FUNZIONE DI CALCOLO SUL PRODOTTO
OPTIMIZING LENGTH AND SCRAP PRODUCT CALCULATOR
Aumento di produttività e riduzione
degli scarti: minimizza lo scarto
della saldatura, previene le
deformazioni del profilo ed
ottimizza la lunghezza della billetta.
Increase productivity and reduce
scrap: minimize weld scrap,
backend profile defects, and
optimize billet length to avoid
extruding partial sections.
RACCOLTA DATI & REPORT
DATA COLLECTION & REPORT
Oltre 20 dati di ECN collects more
produzione than 20 production
(dettaglio billetta data (billet-by-
per billetta, billet detail, billet
temperature temperatures, shear
billetta, lunghezze, lengths, gross and
pesi, quantità etc.), net weight, etc.), for
per ogni billetta each extruded billet.
estrusa,vengono Those are store
salvati in in SQL database,
database SQL. allowing you to
In ogni momento track the complete
sarà possibile production process
rintracciare ordini, for internal review
matrici, guasti, per and statistics.
successive revisioni,
analisi, statistiche,
manutenzioni.
6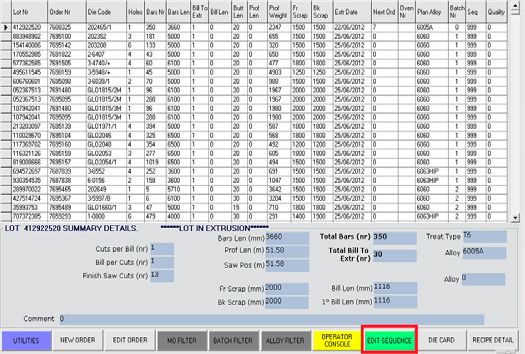
CONSOLE OPERATORE
OPERATOR CONSOLE
Design semplice ed The screen
intuitivo. Supporta is designed
l’operatore con to be simple
dati di processo and intuitive. It
in real-time, per provides the press
un’immediata operators with
valutazione live process data
sulla conduzione to evaluate quickly
dell’estrusione the situation.
in corso.
Cambio matrice Automatic die
in Automatico . change.
Abilitando la When the flag
funzione, ECN is checked ECN
cambia l’ordine changes order/
/matrice in die automatically.
automatico.
FORNO MATRICI DOWN TIME
DIE OVEN DIE CHANGE
ECN registra i dati del ECN records all preheating Registrazione e traccia Down Time and Die
processo di preriscaldo. process data. When time and dei Tempo Morto e motivi Change Tracking.
A tempo e temperatura temperature are reached del Cambio Matrice.
raggiunta segnala la ECN advises that die is ready.
matrice pronta. Lo status Die status is visualized on
viene visualizzato sulla Order Planning page.
pagina Order Planning.
7
STATIONS
INCESTATORE
STACKER
ECN fornisce la tracciabilità ECN provides traceability
di ogni singolo ordine o of every single order or
lotto di produzione. Ogni production lot. Every
volta è possibile conoscere time is possible to know
lo stato dell’ordine. the order status.
Utilizzando le informazioni Using the scraps information
sugli scarti, il sistema the system calculates the net
calcola la produzione netta e production and it becomes a
diventa un valido strumento tool for analysis and statistics.
per analisi e statistiche. ECN at STACKER generates
ECN allo STACKER genera and unique code for each
un codice univoco per basket to follow the order
ciascuna cesta con tutte to the packing area with all
le informazioni per la information for the packing
stazione di imballaggio. station. This information
Queste informazioni comes directly from the
provengono direttamente order (management).
dall’ordine (management).
IMBALLAGGIO
PACKING
Vengono eseguiti i controlli finali
di qualità e stampata un’etichetta
contenente tutti i dati richiesti
per il cliente e per garantire
la tracciabilità del prodotto.
The final quality controls are
performed and a label is printed
out containing all the data
required for the customer and to
ensure product traceability.
ANODIZZAZIONE
ANODIZING
Monitoraggio dell’ordine nei Order monitoring in anodizing or
processi di anodizzazione o painting processes with particular
verniciatura con particolare attention to the type of treatment.
attenzione alla tipologia
di trattamento.
8 tracciabilità del prodotto
Product traceability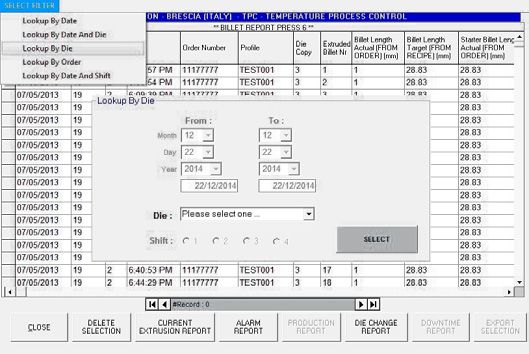
DIE SHOP
Nella programmazione degli ordini, è rilevante When production planning, it is important to know
conoscere la disponibilità della matrici. I dati the die availability. The data referring to the die
riferiti alla vita della matrice, come i kg mancanti life, such as the kg missing at the next nitriding,
alla prossima nitrurazione, lo status ecc… sono the status etc .. are shared into general database
condivisi con il database generale e automaticamente automatically updated after each billet extruded.
aggiornati dopo ogni billetta estrusa.
MANAGEMENT
Il modulo di Management è stato progettato per gestire la The Management module has been designed to manage
pianificazione della produzione per tutte le presse presenti. the production planning for all existing presses.
Le pagine Programma ordini giornaliero / Pianificazione Pages Daily Order Schedule / Production Planning and
della produzione e Tracciabilità dell’ordine sono Order Traceability, are useful for controlling, analyzing
strumenti a disposizione utili per controllare, analizzare and scheduling the production of the entire plant.
e programmare la produzione dell’intero impianto. Orders can be manually introduced at this
Gli ordini possono essere inseriti in in questa station as well coming from existent ERP in
postazione o arrivare dall’ERP esistente in un a safe and constant flux of information.
flusso sicuro e costante di informazioni. All data are stored into the database and
Tutti i dati vengono conservati nel database e condivisi shared with the plant. Here is Press capacity
con l’impianto. Qui si trovano anche il monitoraggio del in real time, Re-run planning as well.
carico pressa attuale e la pianificazione dei re-run.
.
pianificazione della produzione
Production plannig
9
DASHBOARD
Lo studio dei dati nel database e le potenti funzioni The study of data in the database and the powerful
sviluppate sono pienamente automatizzate e consentono functions developed are fully automated and allow
ai produttori di utilizzare i dati aziendali per migliorare manufacturers to use company data to improve all
tutti gli aspetti della produzione: ad esempio definire la aspects of production: for example, defining planning,
programmazione, pianificare la manutenzione, scovare i planning maintenance, finding stress factors in processes,
fattori di stress nei processi, captare le criticità e quindi capturing the criticalities and therefore act quickly with
agire rapidamente con interventi mirati, mantenere la targeted interventions, maintaining the quality of the
qualità del prodotti e, in definitiva, soddisfare i clienti. products and, ultimately, satisfying the customers.
10 analisi dati produzione
Production data analysisINTEGRATION WITH ERP
ECN/ press 1
IES
Interface press 2
ECN/
Database IES
Orders / Die Recipes press 1 press 3
ECN/
IES
press 2
press 4
ECN/
press 3 IES
press 4 press x
ECN/
IES
press x
press x
ECN/
press x IES
EIS / SAP
(other ERP)
Process Data / Production Data press 1
press 2
press 3
press 4
press x
press x
I sistemi SAI possiedono le caratteristiche di The modularity, the homogeneity and the
modularità, omogeneità e di flessibilità: requisiti flexible adaptation of SAI systems to the plant
fondamentali per l’adattamento alla struttura structures are features of primary importance
dell’impianto e per l’integrazione con i sistemi ERP. in favor of ERP system integration.
Extrusion Press Line X Extrusion Press Line 2 Extrusion Press Line 1
Handling PLC Press PLC Furnace PLC Handling PLC Press PLC Furnace PLC
ECN ECN
& &
Packing Stacker IES Packing Stacker IES
NETWORK
Die Shop Management
SERVER
DATABASE
L’interfaccia permette alle diverse linee di Data directly related to the scheduled planning are sent
produzione di ricevere direttamente i dati relativi to the appropriate production lines and the manager
al planning schedulato e al gestionale / ERP di station / ERP acquires production data in real time.
acquisire i dati di produzione in tempo reale. The work orders move through the
Gli ordini di lavoro si muovono da stazione a stazione. system from station to station.
flusso di dati sicuro e costante
safe and constant data flow
11IES & IES PLUS
IES e IES PLUS sono attualmente gli strumenti più Currently the leading extrusion technology- IES
avanzati nella tecnologia dell’estrusione: garantiscono and IES PLUS guarantee increased production
significativi aumenti di produzione (media del 12% (average of 12% in standard conditions) and adopt
in condizioni standard) e adottano ottime soluzioni optimal solutions for profile temperature managing
per il controllo della temperatura del profilo during extrusion with tricky dies, respecting and
durante estrusioni con matrici difficili, rispettando adapting its functions for each production line.
ed adeguandosi ad ogni linea di produzione.
IES - ISOTHERMAL EXTRUSION S.A.I.
Temperatura Profilo Principali
Target Profile Temperature variabili durante
Profile Temperature
l’estrusione
standard.
.
Main process
values during
460° C Billet Temperature without IES standard
extrusion
450° C Billet Temperature with IES
Break Through Time with IES
Principali
Pressione variabili durante
Pressure l’estrusione con
Break Through Time le regolazioni
without IES automatiche
di IES.
.
Main process
values during
extrusion with
Velocità automatic
adjustment
Speed made by IES
Extrusion
Time Gain
0 Extrusion Time with IES TIME
Extrusion Time without IES
• Andamento della temperatura del profilo • Constant profile temperature
costante (Estrusione Isotermica) (Isothermal extrusion)
• Ottimizzazione della pressione di • Automatic optimization of Peak
picco e il tempo di breakthrough Pressure and Break Through Time
• Aumento velocità di estrusione • Increase of Extrusion Speed
• Riduzione del tempo di estrusione • Reduction of Extrusion Time
• Minore temperatura di estrusione billetta • Lower extrusion temperature of the billet
IES e IES PLUS possono essere integrati in ogni IES and IES PLUS can be integrated with
tipo di impianto grazie alla facile installazione ed al every plant, thanks to the ease installation
semplice uso, senza necessità di fermo macchina. and simple usage, without press stop.
IES e IES PLUS si interfacciano perfettamente con gli IES and IES PLUS interface seamlessly with the customer’s
equipaggiamenti esistenti del cliente, contribuendo a existing equipment helping to maximize the production
massimizzare il risultato della produzione e i livelli rate and quality levels by using the best press features.
di qualità utilizzando al meglio le risorse della pressa.
12 Estrusione Isotermica
Isothermal ExtrusionL’uso di IES e IES PLUS permette di raggiungere e The use of IES and IES PLUS allow to achieve and
mantenere una costante qualità del prodotto gestendo maintain a constant product quality by managing
il set point della temperatura della billetta all’uscita the set point of the temperature of the billet at the
del forno e la velocità di estrusione della pressa e exit of the oven and the extrusion speed of the press
di incrementare sensibilmente la produzione. and to significantly increase the production.
Lo scopo dell’estrusione isotermica è ottenere e mantenere The aim of the isothermal extrusion is to obtain and
per tutta l’estrusione un’elevata qualità costante del profilo maintain throughout the extrusion a high constant quality
estruso, aumentare la produzione, ridurre gli scarti. of the extruded profile, increase production, reduce waste.
SHOWCASE
Manual vs. Automatic During an Order
°C °F
550 1020
Average Profile
Temperature
1010
540
1000
990
530
980
520 970
960
510 950 Manual Mode Automatic Mode
940
500
930
920
490
910
Average Billet
480 900
Temperature
890
470 880
870
460
860
850
450
840 100
440 830 95
820 90
430 810 85
Time (Sec.)
Extrusion
800 80
420
790 75
780 70
410
770 65
400 760 60
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Billet
Profile Set Point Temp Profile Temp from Sensor Billet Set Point Temp Billet Temp - T/C Billet Temp from Sensor Extrusion Time
Confronto di un’estrusione di una matrice in condizioni Comparing the extrusion of a die in standard
normali e con l’utilizzo di IES in automatico. conditions and using IES automatically.
In Manuale, senza controlli attivi, il forno restituisce In Manual, without active controls, the oven returns
la billetta 6 molto calda. billet 6 very hot. The high temperature allows a faster
L’alta temperatura permette un’estrusione più veloce, extrusion, but penalizes the quality: the high temperature
ma penalizza la qualità: il picco alto di temperatura peak is reflected on the profile, generating waste.
si riflette sul profilo, generando scarto. In Automatic, with IES activated, the oven sends
In Automatico, con IES attivato, il forno manda la billetta billet 14 with a temperature higher than normal,
14 con una temperatura più alta del normale, IES reagisce IES reacts immediately by slowing down the
immediatamente rallentando l’estrusione e mantenendo extrusion and maintaining the temperature of the
la temperatura del profilo estruso prossima alla extruded profile close to the temperature of the
temperatura del set, salvaguardando la qualità del profilo. set, safeguarding the quality of the profile.
Alla fine dei test comparativi, IES in automatico riduce il At the end of the comparative tests, IES automatically
tempo di estrusione del 17%, mantenendo l’alto standard reduces the extrusion time by 17%, maintaining the
di qualità richiesto, riducendo gli scarti e reagendo required high quality standard, reducing waste and
attivamente agli scompensi peculiari di questo impianto. actively reacting to the peculiar imbalances of this plant.
Performance Uniche con il sistema IES
Unequalled performance with IES System
13La gestione degli ordini e l’estrusione isotermica si Order management and isothermal extrusion
incontrano in IES PLUS. Fondato su un unico database melt in IES PLUS. Based on a single SQL
SQL, IES PLUS tiene traccia di tutti i dati relativi alla database, IES PLUS keeps track of all data
produzione, quindi alla matrice, e dell’ordine associato. relating to production, therefore to the die,
La programmazione della produzione, le ricette and its associated order. Production planning,
matrice, e la tracciabilità dell’ordine sono ciò che die recipes, and order traceability are what
lo distingue da IES nella sua versione standard. distinguish IES PLUS from IES standard version.
Calcolo resa kg/h Productivity kg/h
per billetta for billet
e per ordine and for order
14 matrici ordini con ies plus
dies and orders with IES PLUSMASSIMIZZAZIONE MAXIMIZE
BREAKTHROUGH, BREAKTHROUGH,
Pressure Quality
Limits Problems QUALITÀ,E PRODUTTIVITÀ QUALITY, &
PROFITABILITY
•Incremento Velocità Pressa 10-20%. •Increase Press
•Miglioramento della qualità del Speed 10-20%.
prodotto con una migliore qualità •Improve product quality
superficiale, diminuzione dei with better surface
difetti e riduzione degli scarti. finish, fewer defects,
•Performance più rilevanti con and reduced scrap.
qualsiasi operatore grazie ad •More consistent press
una ripetibilità dell’utilizzo dei performance with each
Resolve migliori parametri di lavoro operator running to Best
s
(Best Practice Standard).
ature
Process Practices Standards.
Bottlenecks
mper
CONTROLLO CLOSED LOOP
file Te
CLOSED LOOP CONTROL
& Pro
Ottimizza automaticamente Automatically optimizes
la temperatura della billetta billet feed temperatures
Closed Loop e del profilo all’uscita della and profile temperatures
peed
Control with pressa per aumentare la at the exit of the press
Optimized Recipes
sion S
velocità e assicurare l’alta to increase speeds and
qualità del prodotto. assure high quality.
Extru
Closed Loop Control with Default Recipes REPORT DI DETAILED
PROCESSO E PROCESS AND
PRODUZIONE PRODUCTION
Manual Control with Focus on Throughput Dettagliati per Reports enable
supportare tecnici engineering and
e manager nelle management to make
Manual Control with Focus on Quality decisioni per il informed decisions about
miglioramento process improvements.
di processo.
Simplified Extrusion Limit Diagram
Esempio di Report • Sample of Report
closed loop
15CONTROLLO AUTOMATICO TEMPERATURA
BILLETTAAUTO BILLET TEMPERATURE CONTROL
Offset per la temperatura nella zona finale del Temperature offset applied to the final zone
Forno Billette. Per forni con riscaldo conico sono a of the Billet Furnace. Two temperature offset
disposizione due correzioni (una per la testa e una adjustments are available for furnaces with tapered
per la coda). heating capabilities (front and rear billet).
CONTROLLO AUTOMATICO VELOCITÀ ESTRUSIONE
DINAMICAAUTO DYNAMIC EXTRUSION SPEED CONTROL
Offset calcolato per la velocità in modo da mantenere Continuous calculation and application of a percent
la temperatura ottimale all’uscita della pressa e change (offset) to the press speed in order to maintain the
la applica di continuo mentre la pressa lavora. optimal press exit temperature during the extrusion
of a billet.
CONTROLLO AUTOMATICO VELOCITÀ STEP (BILLETTA PER BILLETTA)
AUTO STEP SPEED CONTROL (BILLET PER BILLET)
Offset ottimale calcolato applicato alla Learned percent change (offset) applied to the
velocità iniziale della pressa all’utilizzo di una starting speed for the next billet on the same die.
billetta con lo stesso codice matrice.
In modo manuale,
la pressa lavora con
gli stessi controlli
di oggi, mentre in
modo automatico,
IES applica continui
aggiustamenti.
In manual mode,
the press operates
with the same
controls that are
used today, while in
automatic mode IES
makes continuous
adjustments.
L’operatore può scegliere in ogni momento The operator can choose at any moment the type of
il tipo di gestione dell’estrusione per poter management of extrusion to make the best of the
sfruttare al meglio la potenza della pressa. power of the press. It results into a better energy
Il risultato finale si traduce in una migliore gestione management with considerable savings, increased speed
energetica con notevoli risparmi, aumento della velocità of production and hence of productivity and a significant
di produzione e quindi di produttività e un sensibile appreciation of the quality of the extruded profiles.
apprezzamento della qualità del materiale estruso. If included, die cooling with liquid nitrogen is managed here.
Dove è presente, il raffreddamento delle
matrici con azoto liquido viene gestito qui.
16 controlli automatici
automatic controlsLIQUID NITROGEN
MANAGEMENT
GESTIONE AZOTO LIQUIDO
Il Raffreddamento delle Matrici The function of Die Cooling managed
con l’azoto liquido migliora decisamente le with liquid nitrogen is a unique feature to
performance nel processo di estrusione. improve extrusion performance.
Il flusso di azoto liquido gestito The liquid nitrogen flow controlled by the
opportunamente dal sistema IES IES system gives important benefits: speed
assegna importanti benefici: aumento della increasing by 30%, significant saving of nitrogen
velocità del 30%, sensibile risparmio di azoto compared to traditional regulation systems
rispetto ai sistemi tradizionali di regolazione (about 40%) and 20% die life extension.
(circa il 40%) e un prolungamento della vita IES automatically regulates the amount of liquid
matrice del 20%. IES regola automaticamente nitrogen to be used depending on the production
la quantità di azoto da utilizzare in funzione in progress and optimizes pressure, speed and
della produzione in corso e ottimizza pressione, temperature in continuous closed loop.
velocità e temperatura in closed loop continuo.
600 Actual profile temperature
Set point profile temperature
500
400
Actual extrusion pressure
300 Set-point ram speed
Liquid nitrogen
200 Profile speed
100
0
TEST RESULT
Alloy: 6086L 30% SPEED INCREASING
Profile Type: Tube 35 mm diameter
3 mm thickness
Speed
40% NITROGEN SAVING
Standard Value from 13 to 15 m/mm
With Liquid Nitrogen 26 m/mm 20% DIE LIFE EXTENSION
Managed by IES
17BILLET TEMPERATURE CONTROL (REAR)
-18°C
Configurazione completa BILLET TEMPERATURE
CONTROL (FRONT)
-10°C
di esempio del sistema GAS
454°C
IES con le rilevazioni delle I.E.S. TPC Società Automazione Industriale
temperature del profilo OPERATOR CONSOLE
all’uscita della pressa,
alla billetta e al quench e BILLET FURNACE
SHEAR
COOLING
REGULATION
segnalazione degli offset
di velocità e temperatura, EXTRUSION SPEED CONTROL
oltre che regolazioni per il 62% 62%
250°C
quench e per l’azoto liquido. 55% 200 bar 20 mm
542°C
PULLER
Example of complete
configuration of IES with
the readings of billet, quench PRESS COOLING SYSTEM
and profile temperature at NITROGEN 34%
the exit of the press, the
signal for the speed and
temperature offsets, as
well as adjustments for the
quench and liquid nitrogen.
EXPRESS
DIE COOLING
La gestione del flusso The management
dell’azoto liquido of the flow of liquid
in funzione della nitrogen according to
temperatura del profilo profiles temperature
e del target desiderato. and its set. A simple
Un sistema semplice and intuitive system,
ed intuitivo, di facile easy to install and
installazione e gestione, manage, for a
per un primo approccio first approach to
al raffreddamento delle die cooling with
matrici con l’azoto liquido. liquid nitrogen.
Viene coinvolta solo la Only the cryogenic
valvola proporzionale proportional valve
criogenica, mentre is involved, while
nessuna correzione viene no correction is
applicata all’impianto. applied to the plant.
18ISOSPEED
NESSUN FERMO IMPIANTO NO PRESS STOP REQUIRED
FACILMENTE INTEGRABILE SU IMPIANTI ESISTENTI
EASY TO INTEGRATE IN EXISTING PLANTS
VALUES
PROFILE TEMPERATURE WITH ISOSPEED
EXTRUSION SPEED WITH ISOSPEED
SPEED SET
MAIN RAM POSITION
TIME MAIN RAM PRESSURE
ISOSPEED
OPTIMAL PROFILE TEMPERATURE OIL PUMPS
PROFILE TEMPERATURE W/O ISOSPEED
PROFILE TEMPERATURE WITH ISOSPEED
OPTIMAL EXTRUSION SPEED
EXTRUSION SPEED W/O ISOSPEED
EXTRUSION SPEED WITH ISOSPEED
IL SISTEMA ISOSPEED ISOSPEED SYSTEM
Durante la fase di estrusione la velocità del During extrusion the operator sets the ram speed.
cilindro principale viene impostata dall’operatore. Speed may vary depending upon the pressure
La velocità può subire variazioni in funzione inside the cylinder and potential oil leakage from
della pressione presente nel cilindro e da the hydraulic circuit, which will affect the profile
trafilamenti di olio del circuito idraulico. Questi speed and productivity.
fattori influenzano la velocità finale del profilo con
cause negative sul risultato della produttività.
Durante l’inizio dell’estrusione, per effetto del Initial extrusion speed and productivity are
maggior attrito della billetta nel contenitore, la reduced due to billet friction within the container.
velocità di estrusione tende ad essere inferiore
con il risultato di una perdita di produzione.
Al contrario, verso la fine dell’estrusione la velocità At the end of extrusion, speed increases and
tende ad aumentare e superare il valore desiderato con outranges the set: profile temperature increases
l’effetto di un’ incontrollata crescita della temperatura dramatically and it results in a substandard product.
del profilo, quindi un prodotto di scarsa qualità.
Il controllo Isospeed modifica in modo automatico e Isospeed automatically controls the oil
continuativo la portata di olio da inviare al cilindro feed to the cylinder ensuring constant
in modo da mantenere quanto più possibile costante speed during the extrusion process.
la velocità durante tutta la fase di estrusione.
Isospeed può essere installato su tutte le presse Isospeed can be easily integrated
siano esse gestite da relè o plc, con semplici to all presses,including presses
istruzioni dal personale interno di manutenzione. managed by a PLC or by relays.
19SCANNER
Una corretta lettura della temperatura
del profilo è importante per il controllo
del processo di estrusione. Per le matrici
già in uso, al cambio matrice lo scanner
muove automaticamente il sensore
alla posizione salvata durante l’ultima
estrusione di quella specifica matrice,
usando i parametri salvati nelle ricette.
Con una nuova matrice, lo scanner si
posiziona a 45 gradi e valuta la temperatura
ed emissività letti. Nel caso il segnale non
dovesse rientrare nei parametri di lettura
accettati dal sistema, o se per qualsiasi
motivo il segnale dovesse interrompersi, lo
scanner inizia automaticamente la ricerca di
una nuova posizione che soddisfi i requisiti
necessari (temperatura ed emissività).
A fine estrusione il valore della posizione
viene salvato, con tutti gli altri parametri,
nella ricetta della matrice e resi disponibili
per il riutilizzo successivo della matrice.
A reliable reading of profile temperature is
important for the control of the extrusion
process. For dies already in use, at die change,
scanner moves sensor automatically to the
saved position during the last extrusion of
that specific die, using the parameters stored
in the recipes. With a new die, the scanner
moves to 45 degrees and evaluates the
temperature and emissivity. If the signal is not
within the accepted range by the system, or
if for any reason the signal is interrupted, the
scanner will automatically begin searching
for a new location that meets the necessary
requirements (temperature and emissivity). At
the end of extrusion the position value is saved,
with all other parameters, in die recipe and is
available for next extrusion with the same die.
20 posizionamento ottimale del sensore
optimal sensor positioningL’ampia gamma di versioni
disponibili asseconda una
vasta tipologia di impiego: la
scansione copre un’area di 30°,
50° o 90° in 6 o 30 secondi.
The wide range of versions
available supports a large
range of uses: the scan
covers an area of 30°, 50 °
or 90 ° in 6 or 30 seconds.
Lo scanner può
essere gestito
autonomamente
da IES,
oppure gestito
separatamente
in automatico
o manuale con
un kit dedicato.
The scanner
is managed
automatically by
IES, or handled
separately in
automatic or
manual mode with
a dedicated kit.
QUENCH RATE
Puntamento del sensore e
scansione automatica del
profilo per la selezione del
miglior punto di lettura
all’uscita della pressa e
dopo il quench. Calcolo
automatico dell’indice di
raffreddamento.
Automatic scan for correct
profile reading at press
exit and after quench.
Automatic calculation
of quench rate.
21BUTT-END
FALL DETECTOR
RILEVATORE DI CADUTA FONDELLO
Strumento pensato per la rilevazione della caduta del Sensor created for the butt-end fall detection once cut
fondello una volta che è stato tagliato dalla cesoia. by the shear. Its small size allows an easy installation
Ha un ingombro minimo, è facilmente installabile su tutti on every press without any modifications.
i tipi di impianti e non necessita di nessuna modifica.
Il RILEVATORE DI CADUTA FONDELLO è un The BUTT-END FALL DETECTOR is sensitive
piccolo dispositivo temporizzato dotato di to vibrations. When the sensor detect the butt-
un sensore particolarmente sensibile alle end fall, the built-in relay closes its contact.
vibrazioni causate dalla caduta del fondello.
Il segnale generato dalla caduta del fondello può essere
usato per diversi scopi: per fermare la chiusura del The contact closure from butt-end fall can be used
contenitore, oppure per rilevare l’effettiva caduta del for stopping closure of the container or, as control of
pezzo di billetta scartata alla cesoia LOGS (HOT SHEAR). real billet scrap fall at LOGS shear (HOT SHEAR).
cesoia
main shear
matrice
die
fondello sensore
butt-end sensor
condotto
way out
convogliatore fondelli
butt-end conveyor
22SERVICES
PRESALES
CONSULENZA CONSULTING
Pianificazione dettagliata con il cliente Detailed planning with the customer
della progettualità e condivisione of the project and sharing of
della strategia di installazione. the installation strategy.
PERSONALIZZAZIONE CUSTOMIZATION
Creazione di pacchetti di servizi Creation of ad hoc service
ad hoc per soddisfare le esigenze packages to match the specific
specifiche di ogni impianto. needs of each plant.
PAYBACK PAYBACK
Calcolo del ritorno di investimento Calcolo del ritorno di investimento
(per IES e IES PLUS). (per IES e IES PLUS).
TRADUZIONE TRANSLATION
I sistemi vengono forniti nella lingua The systems are provided in the local
locale e in inglese per facilitarne language and in English to facilitate their
l’utilizzo e mantenere gli standard di use and maintain safety standards.
sicurezza. La traduzione viene adattata The translation is adapted to each
ad ogni installazione per utilizzare installation to adopt the most
i termini più appropriati in uso. appropriate terms in use.
AFTERSALES
TRAINING OPERATORE OPERATOR TRAINING
Istruzione del personale per l’utilizzo Teaching operators to use the
delle funzionalità del sistema installato features of the installed system
e per l’ottimizzazione dei risultati. and to optimize the results.
TUTORAGGIO TUTORING
2 mesi di collegamento remoto 2 months of remote connection
e monitoraggio giornaliero and daily monitoring
dopo l’installazione. after installation.
ASSISTENZA GRATUITA FREE ASSISTANCE
Per i primi 6 mesi dall’installazione è Free remote assistance is provided for
prevista l’assistenza remota gratuita. the first 6 months after installation.
Sono disponibili pacchetti orari di Additional remote assistance
assistenza remota aggiuntiva. time packages are available.
CONNESSIONE REMOTA REMOTE CONNECTION
Riduce drasticamente i tempi di Drastically reduces technical
intervento tecnico e di fermo macchina. intervention and downtime. It
Permette inoltre l’abbattimento also allows the reduction of costs
dei costi per intervento in loco. for on-site intervention.
vantaggi esclusivi
extra benefits
23via A. Carpi, 40
25080 Molinetto di Mazzano - (Brescia) - Italy
Società Automazione Industriale PH. / FAX +39.030.2120944 - sai@sai-automation.com
VALENTIN STEFANOVIĆ S.M.A.C. CONSULTING
PH. +39.386.40775776 PH. +39.030.611646
export@sai-automation.com info@smac-consulting.com
REPRESENTATIVE FOR REPRESENTATIVE FOR
Czech Republic, Slovakia, Russian Federation,
Croatia, Bosnia, Herzegovina, Belarus and Ukraine.
Serbia, Montenegro, Albania,
Poland, Hungary, Romania,
Bulgaria and Turkey.Puoi anche leggere