Serie BR Impianti per la saldatura longitudinale - Serie BR Longitudinal seamwelders
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Serie BR Impianti per la saldatura longitudinale Serie BR Longitudinal seamwelders

Serie BR - Impianti per la saldatura longitudinale
Serie BR Impianti per la saldatura longitudinale
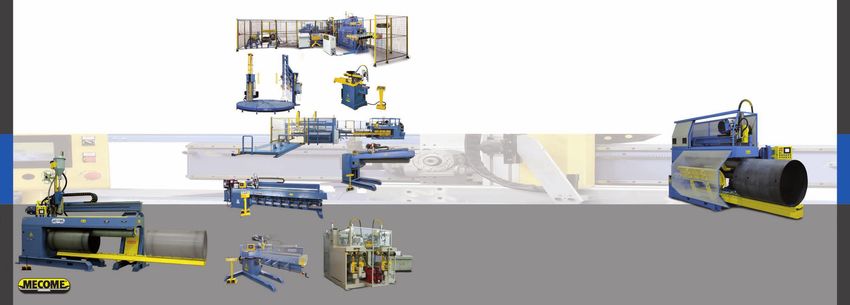
Il banco di bloccaggio della serie BR è realizzato • accosta il lembo anteriore della virola a quello MECOME realizza un'ampia gamma di
per la saldatura longitudinale di virole precedentemente bloccato con l'ausilio della banchi di bloccaggio:
circolari/rettangolari e lamiere piane entrambe battuta di zero laterale e blocca la virola • Saldatura Esterna mod. BR
con giunto testa a testa, spessori da 0,5 mm a attivando con comando a pedale la fila • Saldatura Interna/Piana mod. BRI
10 mm e lunghezze da 500 mm a 6000 mm. Le • Saldatura Combinata mod. BRC
tecnologie di saldatura applicabili sono anteriore di pettini indipendenti. La distanza
MIG/MAG, TIG, PLASMA e ARCO SOMMERSO. tra la parte inferiore della fila di pettini e il • Saldatura Elevabile mod. BRE
La struttura dell'impianto è stata studiata e supporto in lamiera è stata precedentemente • Saldatura Verticale mod. BRV
realizzata con particolare attenzione regolata (quale set-up impianto) tramite due
all'ergonomia e alla praticità d'utilizzo da parte grani in funzione dello spessore al fine di Saldatura esterna, è utilizzato quando si
dell'operatore; lo schermo touchscreen a colori evitare il sormonto tra le due lamiere desidera una saldatura dall'esterno della
del controllo numerico è posto su una consolle • preme il pulsante di start che avvia il ciclo di virola con penetrazione verso l'interno.
regolabile così come i pulsanti dei comandi bi Saldatura interna/piana, è utilizzato per
manuali sono posti di fronte all'operatore, saldatura (discesa torcia, innesco con
eventuale ritardo partenza per favorire la lamiere piane e virole di grande diametro con
permettendo una facile gestione dell'impianto. lunghezze che raggiungono i 6000 mm con
Cuore dell'impianto è il supporto virola creazione del bagno di saldatura, saldatura una saldatura dall'interno della virola e
realizzato in lega di rame al cromo-zirconio che per la lunghezza impostata, spegnimento penetrazione verso l'esterno. Il vantaggio di
conferisce una notevole resistenza all'usura e al dell'arco con evanescenza della corrente da questi impianti è l'assenza di limite nel
contempo consente tramite l'utilizzo dei pettini fermo o in corsa, sollevamento torcia con diametro della virola che si può saldare, se
pressori a comando pneumatico di realizzare rientro alla massima velocità al punto di non le dimensioni dell'edificio all'interno del
l'effetto “chill-shunt” ovvero la capacità di quale si trova l'impianto. In questi impianti il
assorbire e dissipare in maniera uniforme lungo partenza, apertura della fila anteriore e
posteriore di pettini) supporto della virola in rame non è fissato al
il giunto il calore generato dal processo di classico tubo ma bensì ad una rigida
saldatura al fine di eliminare le distorsioni, di • apre il gancio con comando pneumatico bi struttura di base.
garantire una penetrazione uniforme e di manuale e scarica la virola saldata Saldatura combinata, unisce l'ergonomia
controllare il ritiro. Il supporto è inoltre completo L'impianto è gestito dal controllo numerico d'utilizzo della versione esterna per i piccoli
di canali per il passaggio del liquido di con interfaccia operatore touchscreen a colori diametri alla flessibilità della versione
raffreddamento con relativo sensore di flusso e (completo di USB per il per il servizio di interna per quelli grandi. Di solito tale
di cava con immissione del gas di protezione al assistenza remota tramite internet) dal quale versione è offerta con un distanziale che
rovescio per evitare l'ossidazione del bagno di s'impostano i seguenti parametri: viene imbullonato tra la base ed il banco di
saldatura e favorire la piena penetrazione a • Lunghezza di saldatura bloccaggio per consentire di raggiungere con
seconda delle tecnologie di saldatura utilizzate. • Velocità di saldatura saldatura esterna (nel caso di lunghezze utili
Le fasi eseguite dall'operatore sono le seguenti: • Ritardo partenza elevate) il diametro minimo saldabile
• inserisce la virola sopra il supporto in • Evanescenza di fine saldatura dall'interno.
rame con lama di centraggio bassa e • Protezione gassosa al rovescio Saldatura elevabile, è una variazione della
chiude il gancio di supporto ad versione combinata poiché il distanziale da
• Protezione gassosa superiore imbullonare è sostituito con un cilindro
azionamento pneumatico tramite • Saldatura a tratti
comando bi manuale idraulico che consente un'agevole variazione
• Saldatura a tratti in senso opposto della quota di lavoro dal suolo e quindi del
• appoggia il lembo posteriore della virola • Richiamo programmi di saldatura (dove diametro della virola da saldare dall'esterno,
alla lama di centraggio ed alla battuta di previsto dal generatore) restando invariata la caratteristica di
zero laterale fissa sulla sinistra e blocca la • Filo Freddo (velocità, ritardo partenza e ritiro saldatura dall'interno.
virola attivando con comando a pedale la fila filo allo spegnimento dell'arco) Saldatura verticale, è utilizzata
posteriore di pettini indipendenti principalmente nella realizzazione di serbatoi
• Arc Voltage Control (quale secondo asse
• solleva la lama di centraggio ad di grande dimensioni per l'industria
del controllo numerico) mantiene alimentare e vinicola dove il flusso
azionamento pneumatico tramite costante lo stick out della torcia in TIG e
comando bi manuale produttivo prevede una lavorazione della
PLASMA. virola con asse di rotazione verticale
(necessario in quanto lo spessore della
lamiera non supera i 5 mm con diametri che
raggiungono i 4000 mm e all'interno
dello stesso non vi sono strutture
che lo rendono rigido per
consentire una lavorazione in
orizzontale su posizionatori a
rulli). Tale impianto si unisce
di solito a calandre verticali e
successivamente a tavole
rotanti fisse al suolo con
manipolatori per la saldatura
circolare in cornice.
Banco di bloccaggio BRC 3000
Longitudinal seamer BRC 3000
1
Centralina di refrigerazione Filo freddo Pendolatore AVC Sensore tensione arco
Cooling unit Cold wire unit Oscillating unit AVC Arc voltage control unit
Immissione gas protezione inversa Supporto amagnetico Scarpetta protezione gas superiore Supporto inserimento virola regolabile in altezza
Lower emission of protective gas Non-magnetic support Upper emission of protective gas Variable height support for bended sheet insertion
Distanziale per BR/BRC Supporto meccanico per saldatura coni Supporti laterali virola per Svincolo pneumatico supporto
Riser block for BR/BRC Device for cone welding BRC/BRI barra di rame
Lateral ferrule supports for Pneumatic retractable copper bar
BRC/BRI support
Banco di bloccaggio
BR2500 con sollevatore
Longitudinal seamer
BR2500 with lifter
2
Linea automatica produzioni
canne fumarie
Automatic line for chimney
Banco di bloccaggio per
prodotti con giunti ad angolo
Locking bench for
angle joints
Banco di bloccaggio verticale
completo di spazzolatrice
interna/esterna e tavola di
supporto
Vertical seamer with
inner/outer cleaning plant
and table for support
Linea CML con BRAUTO
CML Line with BRAUTO
Banco di bloccaggio BRI 3000
con tecnologia plasma key-hole
Locking bench BRI 3000
plasma key-hole
Banco di bloccaggio BRE 2500
Variable height locking bench BRE 2500
Banco di bloccaggio
doppio in versione auto
Double locking bench
automatic
Banco di bloccaggio
completo di posizioni 0°-90
Locking bench complete 3
with 0°-90° rotationSaldatura Lunghezza utile Diametro minimo Diametro massimo Lunghezza Larghezza Altezza
esterna di saldatura A virola mm virola mm B totale mm C totale mm D totale mm E Peso kg
External Usable welding Minimum rolled sheet Maximum rolled sheet Total length Total width Total height Weight in Kg
weld length A diameter in mm diameter in mm B in mm C in mm D in mm E
A B B C D E
BR 500 515 70 800 2000 800 1850 1040
BR 600 618 70 800 2100 800 1850 1100
BR 1000 1030 80 800 2500 800 1850 1280
BR 1100 1133 100 800 2600 800 1850 1350
BR 1300 1339 120 800 2800 800 1850 1500
BR 1500 1545 130 800 3000 800 1850 2000
BR 2000 2060 160 1100** 3500 950 2100 2450
BR 2500 2575 180 1100** 4000 950 2100 2900
BR 3000 3090 250 1100** 4700 1000 2250 5300
** Diametro incrementabile con l'utilizzo del distanziale vedi pg. 02 - Increase the diameter with the riser block see pg. 02
Saldatura Lunghezza Diametro minimo Diametro massimo Diametro minimo Diametro massimo Lunghezza Altezza
utile di virola saldatura virola saldatura virola saldatura virola saldatura x larghezza Peso kg
esterna/interna saldatura interna mm interna mm esterna mm esterna mm totale mm totale mm
Minimum Maximum Minimum Maximum Weight
External/internal Usable diameter of rolled diameter of rolled diameter of rolled diameter of rolled Length Total height
welding sheet for internal sheet for internal sheet for external sheet for external x width in Kg
weld length Total in mm in mm
welding in mm welding in mm welding in mm welding in mm
A B B C C DxE F
BRC 1500 1545 1100 130 3000x800 Dipende dal 2100
A seconda A seconda diametro della
BRC 2000 2060 1100 160 3500x800 virola per la 2380
BRC 2500 2575 1100 delle esigenze 180 delle esigenze 4000x950 saldatura esterna 2900
BRC 3000 3090 1100 250 4700x1000 5300
BRC 3500 3605 1100 Depending on 300 Depending on Depending on
5000x1000 diameter of
5900
BRC 4000 4120 1300 requirements 350 requirements 5500x1000 6300
rolled sheet for
BRC 5000 5150 1300 460 6000x1000 external welding 7200
Saldatura Lunghezza utile Diametro Diametro Lunghezza Larghezza Altezza
minimo massimo
interna di saldatura virola mm virola mm totale mm totale mm totale mm Peso kg
Internal Usable welding Minimum rolled Maximum rolled Total length Total width Total height Weight in Kg
weld length sheet diameter sheet diameter in mm in mm in mm
in mm in mm
A B B C D E
BRI 1500 1545 1100 3400 800 1150 2100
BRI 2000 2060 1100 A seconda 3900 1000 1150 2380
BRI 2500 2575 1200 delle esigenze 4200 1000 1650 2900
BRI 3000 3090 1200 4900 1000 1650 5300
BRI 3500 3605 1200 Depending on 5400 1050 1800 5900
BRI 4000 4120 1200 requirements 5900 1050 1800 6300
BRI 5000 5150 1300 7000 1100 1800 7200
4Impianti per la saldatura longitudinale serie BR AUTO
Questo impianto rappresenta un importante (allineamento longitudinale e trasversale, poter lavorare con l'impianto.
passo avanti nella tecnica associata alla bloccaggio e saldatura) sono effettuate in Un importante caratteristica del banco di
saldatura longitudinale di corpi cilindrici o di automatico tramite una serie di dispositivi bloccaggio serie BR AUTO di MECOME è
altre geometrie, in particolare per le aziende meccanici ad azionamento idraulico controllati l'assenza di tempo di set-up per il cambio di
che richiedono un elevato volume di in posizione dal PLC del Controllo Numerico. produzione al variare del diametro, della
produzione associato ad una minima presenza Durante queste fasi l'operatore è libero di lunghezza o dello spessore della virola. Tale
dell'operatore. caricare/scaricare un altro impianto similare o vantaggio è dovuto al controllo in posizione,
Il banco di bloccaggio automatico nasce da una di preparare una virola per la saldatura tramite encoder, dei 5 assi che movimentano
evoluzione tecnica di quello standard a seguito (calandratura) oppure di eseguirne altre legate l'impianto:
dell'implementazione di sistemi meccanici per al ciclo produttivo del prodotto finale. Asse X movimento longitudinale del
il carico, l'allineamento, il bloccaggio e la Al termine del ciclo di saldatura, l'impianto carrello di saldatura
saldatura di virole. rilascia la virola per lo scarico manuale e si Asse Y movimento di elevazione del
resetta automaticamente per un nuovo ciclo di sollevatore
Vantaggi lavoro. Asse Alfa movimento radiale di chiusura
Il ciclo di lavoro di questa tipologia d'impianto I banchi di bloccaggio automatici MECOME pressore destro
richiede da parte dell'operatore la sola sono progettati tenendo in conto la sicurezza di Asse Beta movimento radiale di chiusura
introduzione della virola che è supportata sia chi vi lavora in primis e l'intuitività dei comandi pressore sinistro
inferiormente che lateralmente. al fine di consentire, dopo un training di circa 2 AsseGamma movimento longitudinale della
Da questo momento in poi tutte la fasi ore, anche ad un operatore non specializzato di battuta di zero
Anche per questa serie di banchi di bloccaggio
Banco di bloccaggio BR 2000 auto automatici sono disponibili diversi accessori in
Longitudinal seamer BR 2000 auto grado di aumentare la performance
dell'impianto ed il collegamento USB per il
servizio di assistenza remota tramite internet.
Longitudinal seamwelder series BR AUTO
This plant represents an important step From this point, the cycle phases are personnel.
forward the techniques associated with the completely automatic, the alignment and An important feature of MECOME automatic
seam welding of cylindrical and other regular closing of the weld seam is carried out using seam welders is the ability to rapidly change
shaped parts, for companies requiring high special hydraulic devices controlled in from one size ferrule (diameter / length) to
volume seam welding out put coupled with position by the PLC of the Numerical Control. another. This is achieved simply by calling up
minimal operator intervention. This is followed by a full automatic, the appropriate welding schedule held in the
The MECOME range of automatic seam preprogrammed welding cycle. During the N.C. memory due to the control in position
welders is based upon standard products with welding cycle, the operator is free to with encoder of the following 5 axis:
the addition of a number of features to load/unload a second seam welder or to Axis X longitudinal welding carriage
enhance the loading, alignement, clamping prepare parts for the next operation. Axis Y lifter raisable movement
and welding of the part. At the end of the welding cycle, the seam Axis Alfa radial movement of right clamp
welder automatically releases the welded part Axis Beta radial movement of left clamp
Benefits and resets itself for the next cycle. Axis Gamma longitudinal movement of zero
To operate the machine, the operator simply MECOME automatic seam welders are reference point.
pushes the ferrule on to the mandrel, it is designed with safety in mind and, following a A wide range of accessories is available to
guided by guide rails on the sides and on the short period of training (2 hours), can enhance the performance of automatic seam
bottom. normally be operated by semi-skilled welders. 5Series BR - Longitudinal welding systems Series BR longitudinal welding systems
BR longitudinal seamers are designed for • the operator approaches the front External longitudinal seamer is used
butt welding of circular/rectangular ferrule edge to the one already blocked by where it is desidered to weld from the
ferrule or flat sheet with a thickness from the help of the rear stop and blocks it by the ouside of the ferrule with penetration bead
0,5 mm up to 10 mm and lenght from 500 front pneumatic clamping system by foot in the inside
mm up to 6000 mm. The welding pedal. The distance between the clamping Internal longitudinal seamer is designed
technologies suitable are MIG/MAG, WIG, system and the copper bar can be adjusted for application where the diameter of the
PLASMA and SAW. (as a plant set-up) to prevent the riding-up ferrule to be welded is large. It doesn't
The structure of the seamer is designed of the front edge over the back one employ a conventional support; instead, it
and built for operator 's ergonomics; the • the operator presses the cycle button and is fitted with a sturdy base structure on
color touchscreen display of the numerical the welding cycle starts (lower the torch, which the insert holder and the copper
control in installed on a moveable console start the arc, weld the ferrule, stop the arc, support are mounted. The advantage of
while the buttons for the bi-manual raise the torch coming back to the starting this design is that there is virtually no limit
control are placed in front of the operator, point at maximum speed, opening the front to the diameter of the ferrule that can be
for an easy plant management. and rear clamping system welded. The only limitations are the size
The heart of the system is the ferrule/sheet • the operator opens the hook and unloads and facilities of the building in which the
sheet support, made of a copper alloy for the welded ferrule seamwelder is situated.
the maximum wear resistance and at the The longitudinal seamer is ccontrolled by Combination longitudinal seamer is
same time due to the pneumatic clamping N.C. with colors touchscreen display able to designed to join the ergonomic feature of
system realizes the “chill-shunt” effect
manage the following parameters: the external one for small diameters and
that is the capacity to absorb and dissipate
along the joint the welding heating input • welding lenght the flexibility of the internal one for big
to reduce distortion, to guarantee the • welding speed diameters. Combination longitudinal
penetration and to control the burnbacks. • start carriage delay seamer is supplied with a removeable riser
The ferrule/sheet copper support is • welding fading end which increases the diameter ferrule that
complete of channels for coolant liquid • back-up protection can be welded underneath the tabletop to
with flux sensor (optional) and backup • upper protection be able to reach with the external welding
protective gas to avoid the oxidation of • spot welding (in case of high useable length) the
the welding pool and guarantee the full • opposite spot welding minimal welding inner diameter.
penetration. • welding program selection Elevating longitudinal seamer is
The sequence of operations is : • cold wire (speed, start delay, wire retract at essentially a variation of the combination
• with the aligning blade in lowered welding end) model. Instead of a fixed height riser, the
position, the operator slides the ferrule • Arc Voltage Control (as a second N.C. axle) tabletop and copper support on this model
over the copper support and closes the only for WIG/PLASMA are mounted on support columns on which
pneumatic hook The range of MECOME welding seamer is they can be moved up and down.
• the operator leans the back ferrule edge manily composed by: Movement is effected using a hydraulic
on the blade and on the rear stop to lock • External seamer mod. BR cylinder with special fail-safe valves to
it by back pneumatic clamping system • Internal seamer mod. BRI ensure that the unit remains firmly in
by foot pedal • Combination seamer mod. BRC position, even in the even of power failure.
• the operator raises the blade by • Elevating seamer mod. BRE Vertical longitudinal seamer is mainly
pneumatic control • Vertical seamer mod. BRV designed ferrules with big diameters and
small thickness (wine/food storage tanks)
so that the production flow requires the
axis of the ferrule in vertical position also
for the circular welding (thickness of 5 mm
maximum with diameter up to 3000 mm).
Usually this plant is connected with
vertical bending machine and flat table
position with column-booms
Banco di bloccaggio
BR2000 con sollevatore
Longitudinal seamer
BR2000 with lifter
6Rivenditore - Dealer
Mecome si riserva di apportare le modifiche che riterrà opportune senza alcun preavviso - Mecome reserves the right to make any appropriate modifications without prior notice. 12/12
TRK PL TRP
Posizionatori a tavola Posizionatori a tavola Posizionatori a tavola
rotante serie leggera rotante serie lreggera rotante serie pesante
Lightweight turntable Heavy duty turntable
Lightweight turntable
positioners positioners
positioners
PR MAB AUTOMAZIONI
Posizionatori a rulli Manipolatori a bandiera Impianti speciali
Roller positioners Welding booms Special systems
ROBOTS
Isole robotizzate
Stand-alone robotic plants
Impianti Automatici di saldatura
Via Fornace IIa Strada - 35010 ARSEGO (Padova) Italy
Tel. +39 049 9330425 - Fax +39 049 9330434
www.mecome.it e-mail: info@mecome.it
p 01Puoi anche leggere