GEFRAN -SIEI SOLUZIONI APPLICATIVE - FNDI
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

GEFRAN – SIEI
SOLUZIONI APPLICATIVE
1
LAVORAZIONE PLASTICA
2
ESTRUSIONE
3
ESTRUSIONE
• Gli Estrusori vengono oggi realizzati sia con motori in corrente continua
che in corrente alternata (fino a 630KW). Per ragioni di spazio, anche nel
caso di utilizzo di motori asincroni , si sceglie comunemente l’esecuzione
con motore quadro.
• Sull’Estrusore può essere semplicemente controllata la Velocità della Vite,
oppure può essere regolata la Pressione della plastica nella camera.
Tutti i nostri drive, sia per motori in C.C. che per motori in C.A, sono in
grado di gestire l’impostazione e il controllo della pressione misurata
tramite un trasduttore esterno.
4
ESTRUSIONE
CONTROLLO PRESSIONE DI UN ESTRUSORE
CON REGOLATORE PID INTEGRATO
NEL DRIVE
5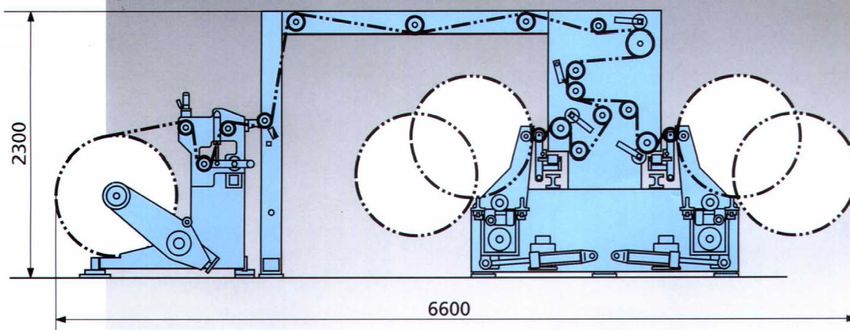
LINEE PRODUZIONE FILM
IN PIANO E IN BOLLA
6
LINEE FILM
• Le linee Film vengono generalmente realizzate con motori in
corrente alternata anche se è possibile trovare ancora
motorizzazioni in C.C.
• La velocità di produzione dipende dalla tipologia di linea e in
genere può andare da 20 a 200m/min.
Non si tratta comunque di macchine ove è richiesta un’alta
dinamica, è però necessario garantire una buona stabilità della
velocità dei motori.
• I sistemi di regolazione comunemente usati sono:
- Regolatore PID per controllo Celle di carico
- Regolatore PID per controllo Ballerini
- Servodiametro per regolazione del tiro sugli avvolgitori
7
LAVORAZIONE FILM PLASTICO
(Taglierina)
8
LAVORAZIONE FILM PLASTICO
(Taglierina)
9
Taglierina film plastico
10LAVORAZIONE FILM PLASTICO: (Taglierina)
• Controllo dello Svolgitore con ballerino e funzione PID interna ai
drive serie AVy / XVyA.
• Controllo degli Avvolgitori con azionamenti Brushless per
assicurare una regolazione ottimale del tiro sul film (evitando quindi
la scarsa precisione di coppia caratteristica dei motori asincroni).
• Risparmio energetico mediante utilizzo di un DC Bus comune ed
impiego di una singola unità di frenatura serie BUy
11STAMPAGGIO:
PRESSE AD INIEZIONE
12PRESSE ad INIEZIONE
“Macchina Oleodinamica”
• Controllo in velocità della Pompa e della Vite
13PRESSE AD INIEZIONE: Macchina Oleodinamica
• Comando del motore asincrono sulla Vite e sul motore Pompa
Olio con inverter serie AVy / AGy.
• Utilizzo di inverter raffreddati ad acqua serie AVY ….-WH con
conseguente risparmio di spazio e minore dissipazione di calore nel
quadro elettrico (il cooler è sempre già presente per l’acqua di
raffreddamento degli stampi).
• Rispetto alla macchina tradizionale si riscontrano:
riduzione della rumorosità,
consumo energetico inferiore del 20…30%)
14STAMPAGGIO:
PRESSE AD INIEZIONE
15PRESSE ad INIEZIONE: “Macchina Elettrica”
• Comando elettrico indipendente di trafila, stampo ed espulsione con
l’impiego di 4 servoazionamenti brushless serie XVy.
• Alta Dinamica
• Ottimizzazione dei cicli di apertura e chiusura
• Controllo in velocità e posizione dei motori di Estrusione / Iniezione
• Controllo di posizione movimentazione Stampo e Espulsore
16Soffiatrice Automatica
Il materiale plastico viene Estruso attraverso un regolatore
Parison che ne definisce lo spessore. Il tubetto di materiale
che si ottiene (Parison) viene chiuso nello Stampo.
A tal punto il Carro sposta lo Stampo sotto l’Ugello che forza
aria ad alta pressione nella sua cavità. Così facendo il
materiale plastico prende la forma dello Stampo.
17La macchina è equipaggiata con:
PLC, sistema di Supervisione e I/O remoti
Servoazionamenti Brushless serie XVy con motori SBM per il
comando di Stampo, Carro, Ugello e Parison
Inverter XVyA per il comando degli Estrusori
CANBus
18TESSILE: ESTRUSIONE FIBRE
SINTETICHE
Motore Estrusore
(AGy)
Pompe di Filatura
(AGy)
19TESSILE: LAVORAZIONE
FIBRE SINTETICHE
20TESSILE: LAVORAZIONE FIBRE SINTETICHE
21TESSILE: FIBRE SINTETICHE
STIROORDITOIO
• Controllo completo linea con motori asincroni e inverter serie XVyA
• Asse elettrico integrato nei drive per il controllo delle Sezioni di
Stiro – Comunicazione veloce sincrona fra i drive tramite Fast Link
• Controllo avvolgitore tramite il regolatore PID integrato nei
drive. Velocità linea fino a 1000m/min.
• Impostazione parametri di linea tramite comunicazione CANbus
22STAMPA FILM PLASTICO:
FLESSOGRAFICA
23FLESSOGRAFICA
24FLESSOGRAFICA
• Controllo della macchina con motorizzazioni AC e inverter
vettoriali serie XVyA
• Retroazione da encoder Sinusoidali con campionamento in ampiezza
per ottenere una risoluzione sul giro = 1024 x 214
• Asse elettrico con generazione dell’Encoder Master Virtuale e
Sincronizzazione Task delle schede di regolazione dei drive. (funzione
opzionale da scaricare nel drive)
Trasmissione dati Encoder Virtuale via Fast-Link su doppino telefonico
fino a 115cm (oltre su fibra ottica).
• Controllo avvolgitori a cambio automatico con ballerino e
regolatore PID integrato nel drive XVy
25Encoder digitale incrementale
K1
__
K1
K2
__
K2
K0
__
K0
• Utilizzando un encoder di tipo tradizionale il singolo impulso può
essere campionato tenendo in considerazione i 4 fronti letti sui canali
A e B. La risoluzione massima del sistema dipenderà quindi da:
N°imp/giro * 4
• Con un encoder da 1024 imp/giro è possibile quindi ottenere una
risoluzione sul giro pari a: 1024 * 4 = 4096ppr
26Encoder Sinusoidale
• Utilizzando un encoder di tipo sinusoidale, la singola sinusoide
viene campionata in ampiezza con un A/D a 14 bit.
• Con un encoder da 1024 inp/giro è quindi possibile ottenere una
risoluzione sul giro pari a: 1024 x 214 = 16777216ppr
27TESSILE
28LAVORAZIONE FILATI:
IMBOZZIMATRICE
29IMBOZZIMATRICE
VELOCITA’ LINEA 0..150m/min
Acc 0..100% = 15s
Dec 100%..0 = 15s
Stop 100%..0 = 4s
Marna1 In Marna1 Out Marna2 In Marna2 Out Banco Cernite Insubbiamento Φmin = 150mm
200..1000N 200..1000N 200..1000N 200..1000N 500..5000N 500..5000N Φmax = 1250mm
Sensore
Cella di carico 0..10V
Cella di carico 0..10V
Cella di carico 0..10V
Cella di carico 0..10V
Cella di carico 0..10V
Cella di carico 0..10V
di diametro
Motore Motore Motore Motore Motore Motore
0...10V
Calandra Spremitore Calandra Spremitore Asciugante Testa di
Avvolgitore
E M1 E M2 E M3 E M4 E M5 raccolta M6 E
Motore
M7 E
EXP-FO
AVY-2075 AVY-2075 AVY-2075 AVY-2075 AVY-2075 AVY-2075 EXP-FI
encoder master
Velocità di linea
Set di tiro
Set di tiro
Set di tiro
Analog out 1
Set di tiro
Analog out 2
(da PLC)
(da PLC)
(da PLC)
(da PLC)
AVY-2075
Ripetizione
Set di tiro
(da PLC)
(da PLC)
Set di tiro
(da PLC)
Velocità di linea
30IMBOZZIMATRICE
31IMBOZZIMATRICE
• Comando completo linea tramite inverter vettoriale AVy
• Monitoraggio e regolazione della tensione del filato sulle Marne,
Essicatoio e Avvolgitore con impiego di celle di carico e regolatore
PID interno al drive
• Risparmio energetico mediante utilizzo di un Bus DC comune
(tramite alimentatore AC/DC tipo SM32) ed impiego di singola
unità di frenatura (tipo BUy)
• Impostazioni dei parametri di velocità e tiro mediante
ProfiBus - Canbus
32FILATOIO
331 2 3 4 5 6 7 8 9
RING SPINNING FRAME FOR:
A
A
WOLLEN SPINNING SYSTEM
SEMI-WORSTED SPINNING SYSTEM
WORSTED SPINNING SYSTEM
B
B
M DRAFT ROLL
FEEDING ROLL
MOTOR FALSE TWIST
M
MOTOR
M DRAFT ROLL
C
C
OUTPUT ROLL
MOTOR
SPINNING HEAD
FILATOIO
ANTIBULLON
D
D
RING
SPINDLES SPINDLES
MOTOR
M
E
E
Mod.
Nr. Spinning.cdr
Index
Author: Page Over
Date:
8
9
6
7
5
4
3
2
1
34FILATOIO: Powerloss Function
35FILATOIO
• Motorizzazioni Fusi e Falsa Torsione equipaggiate con inverter
AVy
• Cilindraia Alimentazione e Cilindraia Uscita equipaggiate con
inverter XVy e motori Brushless
• Asse elettrico ad alte prestazioni (chiusura anello a 250micros)
integrato negli inverter XVy per il controllo delle Cilindraie.
• Controllo arresto sincronizzato della macchina anche in caso di
mancanza di rete tramite funzione “Powerloss stop control”
integrata negli inverter serie AVY
36LAVORAZIONE METALLI
37TAGLIO LAMIERA
38TAGLIO LONGITUDINALE (SLITTER)
39E
M
SVOLGITORE
Coppia
Velocità angolare
Tiro
M
Velocità
di linea
E
E
GRUPPO DI TAGLIO
Φ coltelli inf.
M
Velocità
di linea
Coppia
Φ coltelli sup.
ANSA
M
Velocità
di linea
E
BRIGLIA DI TIRO
E
Tiro
TAGLIO LONGITUDINALE (SLITTER)
M
Velocità
di linea
E
Tiro
M
AVVOLGITORE
Velocità
40
di lineaTAGLIO LONGITUDINALE (SLITTER)
• Gli Slitter vengono realizzati sia con motorizzazioni in continua
con convertitori CA/CC serie TPD32 che in alternata con inverter
serie AVy/XVyA
• Il controllo degli avvolgitori e svolgitori viene effettuato
utilizzando la funzione servodiametro o il regolatore PID interno
ai drive.
• Gruppo di taglio controllato mediante funzione DROOP interna
ai drive in modo da ottenere una corretta ripartizione del carico
fra i motori e un taglio senza eccessiva usura dei coltelli.
41TAGLIO TRASVERSALE LAMIERA
(FEEDER)
42TAGLIO TRASVERSALE LAMIERA (FEEDER)
“Feeder” può essere facilmente tradotto in Italiano
come “Alimentatore”.
E’ il controllo che viene utilizzato su qualsiasi sistema
di alimentazione che preveda una fase di posizionamento
del materiale che deve essere lavorato.
La lavorazione successiva può essere il taglio, la
saldatura, lo stampaggio, la stampa ……..
43TAGLIO TRASVERSALE LAMIERA (FEEDER)
44Profilo di velocità del FEEDER
45TAGLIO TRASVERSALE LAMIERA (FEEDER)
46TAGLIO TRASVERSALE (FEEDER)
• I Traini Cesoia, seppur spesso inseriti in linee con motorizzazioni
in C.C., vengono normalmente realizzati con motori Asincroni ad
alta dinamica e talvolta anche con Brushless
• Il controllo di spazio del Traino Cesoia è stato realizzato come
applicazione opzionale da scaricare nel drive XVy / XVyA.
• I parametri di macchina (lunghezza di taglio, numeri di pezzi,
errore di taglio) e il monitor delle variabili di lavoro (velocità,
corrente, misura di spazio …. ) vengono impostati/ letti via linea
Profibus oppure utilizzando una semplice HMI via Modbus
47TAGLIO TRASVERSALE LAMIERA
(CESOIA VOLANTE)
48TAGLIO TRASVERSALE LAMIERA: (CESOIA VOLANTE)
La “Cesoia Volante” o “Lineare” viene utilizzata quando è
necessario tagliare spezzoni di qualsiasi materiale senza
arresti della linea.
Il taglio viene effettuato tramite una Lama montata su
sistema mobile “Carro” che, partendo generalmente da
fermo, si sincronizza in velocità e posizione con il
materiale da tagliare.
Tale applicazione è caratterizzata da un’alta dinamica e
conseguentemente vengono utilizzati motori in CA o Brushless
e drive “servo”.
49TAGLIO TRASVERSALE LAMIERA: (CESOIA VOLANTE)
50TAGLIO TRASVERSALE LAMIERA
(CESOIA VOLANTE)
51TAGLIO TRASVERSALE LAMIERA
(CESOIA VOLANTE)
• Il Carro delle Cesoie Volanti viene attualmente equipaggiato con
motori AC o Brushless e servoazionamenti serie XVyA (XVy).
•Il software applicativo della Cesoia Volante piò essere scaricato
nei drive dall’utente utilizzando il Configuratore standard
E@syDrive.
• I motori della Spianatrice e della Raddrizzatrice vengono
controllati attraverso uno specifico regolatore di velocità e tiro (su
scheda opzionale APC200) dipendentemente dallo sforzo di
deformazione sulla lamiera.
52TAGLIO TUBI E TONDINO
CESOIA VOLANTE CON SEGA CIRCOLARE
53PRODUZIONE TUBI IN ACCIAIO
PROFILATRICE E CESOIA VOLANTE
54FILO METALLICO: TRAFILE
55FILO METALLICO: TRAFILE
56FILO METALLICO:TRAFILE
• Le Trafile sono normalmente equipaggiate con motori AC,
vengono comunque effettuati revamping con motorizzazioni
DC.
• Sia i drive serie AVy che i TPD32 possono avere un
software speciale per il controllo delle Trafile.
57Grazie!
58Puoi anche leggere