IL SISTEMA DI TRATTAMENTO REFOLO PER LA PRODUZIONE DI CSS (COMBUSTIBILI SOLIDI SECONDARI)
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
IL SISTEMA DI TRATTAMENTO REFOLO PER LA PRODUZIONE DI CSS
(COMBUSTIBILI SOLIDI SECONDARI)
Premessa
La tecnologia REFOLO è, un processo a basso impatto ambientale, un sistema innovativo, economico
e flessibile per il trattamento di rifiuti indifferenziati. REFOLO si basa sull’impiego di energia
meccanica per ottenere la micronizzazione del rifiuto, secondo uno schema brevettato da Reale
Mario e collaudato dal CNR. E’ ben noto che una conversione del rifiuto in combustibile è
vantaggiosa per l’economia e l’ambiente solo se si aumenta il potere calorifico del prodotto e si
eliminano i residui tossici. Al di là delle dichiarazioni di intenti e delle normative europee o nazionali
che “fissano” criteri di bontà del combustibile indicati dalla Norma UNI -CEN 15359.
Il MICRONIZZATORE REFOLO
L’esperienza di oltre un decennio nella macinazione con mulini ad alta energia ci ha consentito
di realizzare un sistema di macinazione semplice e nello stesso tempo innovativo, basato sul
principio dell’attrizione e dell'urto. Il normale REFOLO è una macchina concettualmente
semplice: la macinazione avviene mediante sfere di acciaio accelerate e scagliate sul materiale.
Il movimento delle sfere è dato da una serie di palette di acciaio coassiali alla giara di macinazione,
le quali sono a loro volta mosse da un albero collegato esternamente ad un motore elettrico. Un
inverter permette di controllare lo spunto e il numero di giri delle palette e quindi di conoscere
esattamente la quantità di energia impressa dalle palette alle sfere e da queste al materiale. Il
sistema di attrizione deve il suo nome al movimento che il materiale fa all’interno del mulino. Nel
sistema REFOLO le particelle, insieme alle sfere, vengono ad assumere un movimento dal centro
verso la periferia della giara di macinazione, dove subiscono una decelerazione e l’urto delle sfere.
Tali urti raggiungono valori molto elevati, che sono stati normalmente valutati mediante calcolo. Il
più semplice modello che si può applicare al sistema è il seguente:
- una sfera di massa 4 g viene lanciata dalla paletta (analogo ad un lancio con mazza da golf),
mediante un impulso della durata stimata di 0.04 secondi ad una velocità X e colpisce la
superficie della giara, ad una distanza di 20 cm, con una forza d’urto F.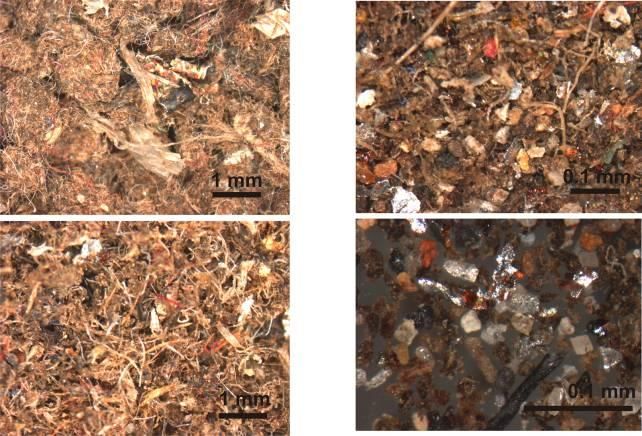
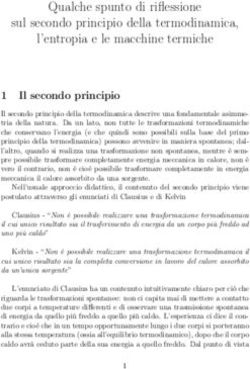
- La fisica ci dice che tali grandezze sono legate secondo la relazione: F = m*V/t dove m è la massa della sfera, V è la velocità impressa, t è la durata dell’impulso in secondi. Possiamo ipotizzare una durata dell’impatto pari a 0.01 s. Dato che le palette della girante interna ruotano ad una velocità di 700 RPM, cioè circa 12 giri/sec, ed essendo la giara di diametro D= 0.4 m, le palette coprono ogni secondo la distanza di D* moltiplicata per il numero di giri/s, pari a 1.26 m X 12 = 15.07 m/s. Dato che le sfere non potranno avere una velocità maggiore delle palette che le accelerano, si può ipotizzare che la velocità iniziale delle sfere sia più o meno la stessa, intorno ai 15 m/s. Quindi, la forza con la quale collidono è pari a 1.51 N. Dato che l’area di impatto della sfera è di 0.1 mm2, pari a 0.001 cm2, la pressione di impatto sarà di 1.51/0.001 = 1510 kg/cm2. Per verificare se tali pressioni sono realmente raggiunte, abbiamo utilizzato, per la prima volta in assoluto, un sistema di analisi diretta delle pressioni, tramite l’impiego di uno speciale film della Sensor Products, il quale viene “impresso” dall’urto con colori che sono proporzionali all’intensità dell’urto. Per queste analisi sono stati usati film a sensibilità adatta a pressioni alte e super alte (fino a 300 Mpa – 3000 kg/cm2). In figura 1 è visibile il film appena sviluppato, mentre nelle successive sono visibili alcuni particolari con annesse le scale che indicano le pressioni raggiunte di punta. Figura 2: Schema di massima del mulino REFOLO
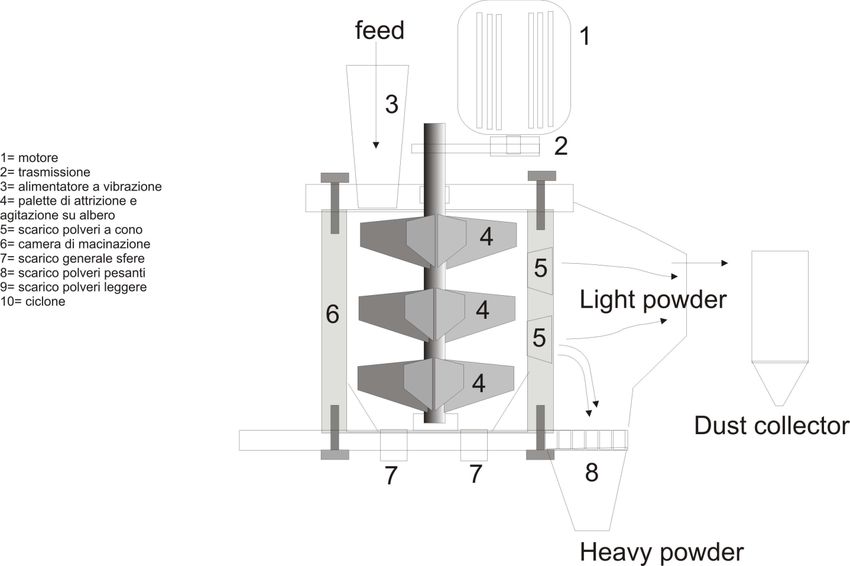
Figura 3: Immagine interna dei colpi dovuti ai corpi macinanti; si osservi l’aumento di densità di colpi verso la parte bassa della giara, le tracce lasciate dal passaggio delle palette e le tracce dei fori di uscita del materiale; le bande meno intense laterali sono dovute alla presenza di scotch per l’adesione del film. La freccia indica il senso di rotazione delle palette
Figura 4 : Analisi delle pressioni in una zona limitrofa alla parte alta della giara; la scala è espressa in Mpa Figura 5: Analisi delle pressioni in corrispondenza delle finestre di uscita delle polveri; la scala in Mpa Si noti che le pressioni misurate sono molto simili a quelle calcolate, con punte massime di 160 Mpa, molto vicine ai 151 Mpa calcolati (1510 kg/cm2). E’ anche interessante notare che la forma degli impatti è omogenea, con una netta tendenza ad essere circolare, cioè l’azione di impatto mostra un angolo di incidenza molto alto, prossimo ai 90°, mentre sono pochi gli eventi che mostrano tracce allungate e da questa considerazione risulta evidente che l’azione di attrito è estremamente ridotta. Si può ritenere con ragionevole certezza che la velocità massima delle sfere, a mulino vuoto, raggiunga la velocità delle palette. Con il materiale interposto, viceversa, la velocità diminuisce e tale diminuzione sarà funzione della quantità di materiale interposto. Con una velocità di rotazione di 1000 RPM, la velocità di impatto delle sfere sarà di 21 m/s, con una forza d’impatto di 2.1 N, che corrisponde ad una pressione di 210 Mpa (2100 kg/cm2).
PROCESSO REFOLO Processo di micronizzazione per urto e attrito, cuore del sistema, si basa sull’utilizzo dello stress da urto e attrito, provocato da un mulino a corpi eccentrici, chiamato “reattore meccanochimico”. Nel reattore meccanochimico un movimento eccentrico ne accelera le masse macinanti molto più di quanto accade nei mulini tradizionali, quale ad esempio i mulini a sfere; questi mulini agiscono per urto, mentre un mulino per meccanochimica agisce per urto e secondariamente per attrito: le masse macinanti sono scagliate ad elevata velocità sul materiale che viene sottoposto ad un’azione di compressione e di taglio. La somma delle azioni meccaniche imposte diffonde nel materiale una grandissima quantità di difetti strutturali, che, sui materiali determina la progressiva e irrecuperabile distruzione della struttura a livello molecolare, determinando la formazione di nanostrutture, con proprietà molto particolari. La massa macinante assicura pressioni di taglio con intensità di svariate migliaia di atmosfere. La conseguenza dell’urto e attrito sulle particelle di legno, carta, plastica e materiali organici, secchi o bagnati che siano, determina la “delaminazione” del prodotto in particelle molto piccole, secche e, nel caso dei polimeri o della cellulosa, la perdita quasi totale della struttura: ciò permette di aumentare il rendimento di “crackizzazione”, cioè di rottura delle macromolecole in molecole più semplici ed una più facile pirolisi. Nel processo REFOLO le masse macinanti provocano diversi fenomeni concomitanti: l’acqua contenuta nelle particelle viene espulsa per effetto “strizzamento”, sotto forma di vapore (effetto di dewatering); la particelle secca, divenuta più fragile, si sbriciola in frammenti minuti (effetto di riduzione dimensionale), mentre la pressione elevatissima sulle particelle riduce progressivamente la carica batterica disposta sul prodotto (effetto di sterilizzazione). Se all’interno delle particelle sono contenute materie inerti, si determina un’ulteriore separazione di queste, che vanno ad occupare la porzione più sottile del prodotto di macinazione. Il prodotto di macinazione viene portato in un secondo sistema di separazione dove viene tagliata la coda granulometrica più sottile, che contiene ancora molti inerti e metalli Non ferrosi residuali,. Il materiale finale avrà un potere calorifico notevole (13- 18) MJ/kg . La frazione inerte, eliminata durante le varie fasi, è costituita da una minuscola porzione di materiale organico e una gran parte di inorganico. Il processo di micronizzazione avviene attraverso l’impiego di un processo estremamente semplice (figura 5). Il rifiuto in testa all’impianto viene dapprima aperto e subisce una separazione magnetica dei materiali ferrosi, per essere sottoposto poi ad una separazione con eddy current dei metalli non ferrosi. Il rifiuto viene immesso in un sistema di triturazione
durante il quale il rifiuto viene ridotto in dimensioni di cm 4-6 circa , per essere avviato in un
sistema di schiacciamento a rulli, con il quale il rifiuto perde gran parte di frammenti
cementizi, inerti e vetrosi che vengono separati per caduta su un vaglio vibrante. Il rifiuto
separato dalle parti inerti, viene successivamente micronizzato dal mulino REFOLO, che lavora a
velocità estremamente elevate e che permette un’azione macinante per urto e attrito sul
prodotto. Il risultato è la macinazione ultrafine del rifiuto, con dimensioni di granulo molto
piccole, da 500 di micron. Il prodotto viene nuovamente deferrizzato con un separatore a
campo intenso. In questo modo anche le frazioni che sono state rilasciate dagli stessi mulini
possono facilmente essere eliminate. Infine, a chiusura del ciclo, il rifiuto viene vagliato per
essere separato delle componenti più grossolane e delle componenti più pesanti, costituite
dalle tracce metalliche non ferrose, dai cluster di granuli umidi salini e dalle eventuali frazioni
inerti presenti. Il prodotto che ne deriva risulta estremamente povero in metalli, sali di alogeni
ed è arricchito da un elevato potere calorifico, nel rispetto dei limiti indicati nella norma UNI -
CEC 15359. Nella tabella si osservino le rese di trattamento di un rifiuto proveniente dalla
biostabilizzazione ( Prove eseguite presso l’area ricerca del CNR di Montelibretti RM), e
dall’impianto sperimentale del Comune di Roccaraso .
Tabella 1: Rifiuto da biostabilizzazione dopo il trattamento: bilancio di massa (dati di contenuto d’acqua, inerti,
ferrosi e non ferrosi ricavati da analisi dirette sul materiale tal quale, durante la campagna di test nell’area
ricerca del CNR di Montelibretti
Tal quale Inerti (I vaglio) Met. Ferrosi Met. non Inerti II CSS Acqua
ferrosi Vaglio
kg kg kg kg kg kg
1000 20 3 2 75 550 350
Tabella 2: Rifiuto indifferenziato dopo il trattamento: bilancio di massa (dati di contenuto d’acqua, inerti, ferrosi
e non ferrosi ricavati da analisi dirette sul materiale tal quale, durante la campagna di test nell’area
sperimentale del Comune di Roccaraso
Tal quale Inerti (I vaglio) Met. Ferrosi *Met. non Inerti II CSS Acqua
ferrosi taglio
kg kg kg kg kg kg
1000 20 15 85 329,8 540
*g.200 Plastiche Contenente PVC
* Non installatoPer ottenere questi valori è necessario passare il rifiuto attraverso una serie di stadi di raffinazione che sono per la maggior parte di tipo meccanico, cioè impiegano processi a freddo. Il processo prevede - un primo stadio di frantumazione grossolana - una prima separazione dei metalli ferrosi (I selezione); - un primo stadio di separazione dei metalli non ferrosi mediante induzione di correnti parassite; - un secondo stadio di frantumazione a 4 -5 cm. - un sistema di macinazione a rulli per la separazione delle parti inerti; - un sistema di vagliatura ( sottovaglio inerte); - uno stadio di micronizzazione; - un secondo stadio di separazione dei metalli non ferrosi mediante induzione di correnti parassite; - un terzo stadio di separazione a mezzo sistema di vagliatura;
Figura 5: schema a blocchi
Rifiuto tal quale Triturazione
grossolana
Separazione Ferrosi Metalli Ferrosi
Separazione Non
Metalli Non Ferrosi
Ferrosi
Triturazione a
cm 4-6
Sistema di
Cilindraie
Vagliatura Inerti
REFOLO
Separazione Non Inerti
Ferrosi
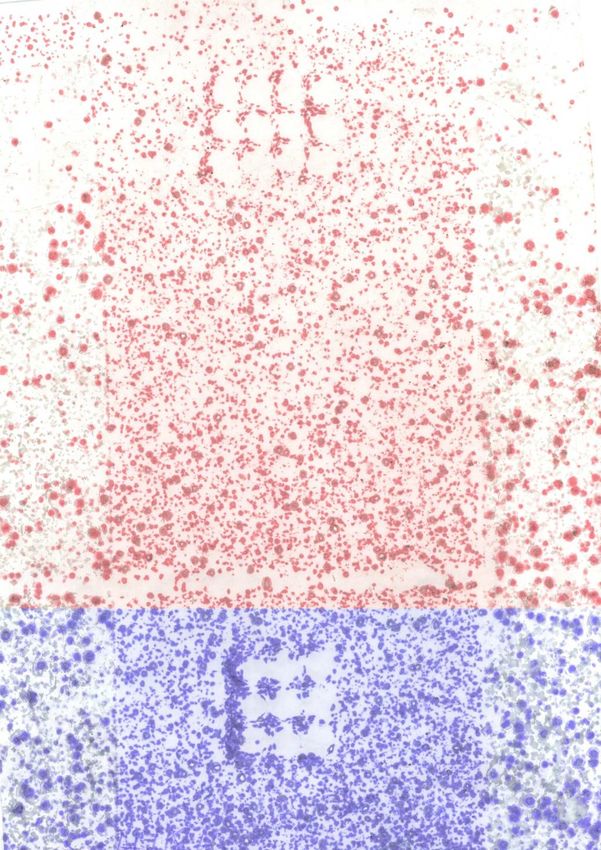
CSS Vagliatura Metalli Non FerrosiFigura 6: differenze in termini di materiali presenti nelle varie classi granulometriche del rifiuto pretrattato; a sinistra la frazione selezionata come CSS, a destra la frazione ricca di inerti messa a dimora Il CSS prodotto dalla seconda vagliatura è visibile nella microfoto a sinistra della figura 6; è composto da fibre cellulosiche, frammenti di plastica (PET, PMMA, PS) senza polimeri alogenati. La frazione inerte contenente metalli e proveniente dalla seconda vagliatura è visibile nella stessa figura 2, sul lato destro. Si osservino i granuli lucenti di alluminio, provenienti dalle carte metallizzate e i granuli chiari di vetro e di silicati.
Nuovi scenari di gestione mediante la tecnologia REFOLO
Tramite tecnologie come REFOLO o altre similari a basso impatto ambientale, di piccolo taglio e
soprattutto non invasive e costose quali l’incenerimento, è possibile ipotizzare scenari di
gestione ben diversi da quelli attuali. Secondo la nostra visione, forse utopistica, è auspicabile
dotare le singole comunità (i piccoli Paesi, le piccole Città, i quartieri o le circoscrizioni) di
impianti di trattamento di piccolo taglio, a basso impatto ambientale, che trattino ciò che viene
giornalmente prodotto come rifiuto e che ridiano alla comunità un ricavo utile in termini di
materie prime o di risparmio energetico, piuttosto che costringere i paesi e le città ad aderire a
patti societari che impongono tariffe e metodi di smaltimento senza vie alternative.
Piccoli impianti per ciascuna comunità, anche sotto al livello stradale, smaltirebbero la
spazzatura o la sola frazione secca della spazzatura in modo “on demand”, senza avere
emissioni odorose, rumore o polveri in aria e riducendo il traffico di camion e veicoli adibiti al
trasporto dei rifiuti verso i “megacentri” di smaltimento.
Il combustibile da REFOLO non è esplosivo, non avrebbe emissioni in atmosfera di gas o
composti volatili ed è esente da cloro e metalli perché eliminati in fase di preparazione.
Il combustibile prodotto da tali microimpianti verrebbe così utilizzato (in quota parte 30%) in
impianti di valorizzazione energetica (Impianti a Biomasse Ibridi), centrali elettriche
policombustibili e centrali di gassificazione che possono produrre notevoli quantità di energia,
Lo schema accennato ha i seguenti vantaggi:
- sfrutta piattaforme e strutture di raccolta già esistenti, non modifica la filiera della raccolta,
ma permette di razionalizzare l’offerta di trattamento e di evitare pericolosi ingolfamenti di
rifiuti per problemi di chiusura o fermo impianto
- riduce il volume dei materiali del 70% in volume e del 50% in peso ,e ne permette una
gestione migliore dal punto di vista dell’impatto ambientale, eliminando le cariche batteriche
e gli odori
- l’impianto riduce a zero le emissioni in atmosfera, se si esclude il vapore acqueo.
Comune di Roccaraso Il Direttore Tecnico
Ing. Nicolino D’amico Mario RealeConsumo energetico a tonnellata.
frantumazione grossolana Kw/ton. 20
Separazione dei metalli ferrosi (I selezione); Kw/ton. 8
Stadio di separazione dei metalli non ferrosi; Kw/ton. 8
Frantumazione a 4 -5 cm. Kw/ton. 22
Macinazione a rulli per la separazione delle parti inerti; Kw/ton. 10
Sistema di Vagliatura; Kw/ton. 10
Micronizzatore Refolo Kw/ton. 20
Stadio di separazione dei metalli non ferrosi Kw/ton. 8
Sistema di Vagliatura; Kw/ton. 10
Sistema di Aspirazione Kw/ton 18
Kw/ToT. 131Puoi anche leggere