SISTEMA DI COMPRESSIONE DI GAS METANO PER AUTOTRAZIONE
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
SISTEMA DI COMPRESSIONE
CAPITOLO 3
SISTEMA DI COMPRESSIONE DI GAS METANO PER
AUTOTRAZIONE
3.1 Introduzione
Negli anni sono state condotte numerose analisi sulle stazioni di rifornimento a gas naturale.
Si è visto che uno svantaggio legato all’uso del gas naturale come combustibile consiste nel
volume richiesto per stoccare una quantità di gas sufficiente a garantire un’autonomia di
viaggio comparabile a quella degli altri carburanti. Per ottenere ciò, è necessario comprimere il
gas fino alla pressione di circa 250 bar, pressione che risulta molto elevata rispetto a quelle che
usualmente si trovano sulle linee di aspirazione. Inoltre il tempo di rifornimento delle utenze
deve essere comparabile con i tempi impiegati per il rifornimento con gli altri carburanti.
Quindi per ovviare ai due problemi sopra elencati, occorre utilizzare un compressore
multistadio di grande taglia e molto costoso.
Oppure si sono sviluppati sistemi di rifornimento del gas naturale per applicazioni domestiche
o on-board. Questi sistemi sono in grado di rifornire gas naturale alla pressione richiesta, ma
sono caratterizzati da una portata molto bassa e quindi impiegano molto tempo, spesso
un’intera notte, per effettuare il rifornimento [20].
Tra i vari sistemi di rifornimento di gas per autotrazione esistenti, il sistema tradizionale più
utilizzato è costituito da un grande compressore multistadio per comprimere il gas naturale fino
a 250 bar e da uno stoccaggio intermedio per immagazzinare il gas a quella pressione. Durante
il rifornimento, il gas naturale fluisce dallo stoccaggio al serbatoio del veicolo, finché
quest’ultimo non raggiunge la pressione di 220 bar. Dopo il rifornimento, il serbatoio
intermedio viene di nuovo riempito di gas fino alla pressione di 250 bar. Questo sistema è molto
inefficiente perché occorre riempire il serbatoio intermedio sempre ad un’elevatissima
pressione, con evidenti sprechi dal punto di vista energetico.
Per questo è stato ritenuto di interesse sviluppare un innovativo sistema di compressione di gas
metano, in grado di rifornire veicoli CNG fino alle pressioni richieste, ma con contenuti
consumi energetici. Il sistema innovativo è stato confrontato con il sistema tradizionale facendo
riferimento ad un compressore prototipo fatto lavorare in entrambe le configurazioni. In questo
modo, poiché è stata utilizzata la stessa macchina nei due sistemi, è stato possibile evidenziare il
risparmio energetico derivante dalla sola introduzione degli stoccaggi a tre livelli di pressione.
64
SISTEMA DI COMPRESSIONE
3.2 Il compressore tradizionale
Un impianto tradizionale (Figura 3.1) di compressione di metano per autotrazione (CNG)
realizza l’innalzamento della pressione da quella di prelevamento dalla rete (che può variare da
4 a circa 40 bar) sino a circa 250 bar, richiesti per il rifornimento, tramite un compressore
multistadio con interrefrigerazione. Tale sistema comporta la costruzione di un compressore in
grado di garantire una portata che sia correlata alla portata di rifornimento normalmente
richiesta a regime, quindi comporta la costruzione di sistemi di elevate dimensioni. Sono infatti
richiesti compressori pluricilindrici, a semplice o doppio effetto, le cui cilindrate si adeguino
perfettamente alla variazione della densità di una portata che deve mantenersi identica nei
diversi stadi. Tra uno stadio e l’altro è necessario interporre una fase di raffreddamento del
metano compresso per ridurre la temperatura di inizio dello stadio successivo, eliminare
l’aumento di consumo energetico che essa provocherebbe e salvaguardare le parti di tenuta del
compressore. Per operare il raffreddamento, quindi, servono sistemi di elevate dimensioni e
conseguentemente costosi al punto da incidere fortemente sul costo totale di impianto. Essi
infatti raffreddano il gas con l’uso prevalentemente di aria. Inoltre il compressore è sottoposto a
continui avviamenti e fermate in relazione alla portata assorbita dall’utenza (rifornimento di
veicoli). Questo fatto è uno dei principali fattori di possibile perdita di affidabilità e richiede una
progettazione con opportuni sovradimensionamenti.
Le difficoltà di funzionamento di tali sistemi, inoltre, crescono tanto più si innalza la
temperatura ambiente ponendo in crisi il sistema di interrefrigerazione.
In figura 3.1 è riportato lo schema di un impianto tradizionale, dove le tre macchine
rappresentano i tre stadi del compressore interrefrigerato.
Figura 3.1 – Schema impianto tradizionale
Per la presente analisi si consideri un compressore prototipo utilizzato al fine di confrontare sul
campo le prestazioni del sistema tradizionale con il nuovo compressore ad alta efficienza.
65
SISTEMA DI COMPRESSIONE
Il compressore è costituito da due cilindri con le seguenti caratteristiche:
Alesaggio - 37 mm
Corsa - 150 mm
Diametro stelo: 30 mm
Numero di giri: 750 rpm
Il compressore è stato dimensionato per lavorare con pressione in aspirazione pari a 19 bar e
comprime il gas con tre stadi di compressione fino a 250 bar. La portata così elaborata è pari a
circa 105 kg/h. La potenza richiesta dal sistema di compressione è pari a 25 kW.
3.3 Il sistema innovativo
La nuova tipologia di stazione di rifornimento per la compressione di gas metano per
autotrazione è costituita da un compressore alternativo, che opera la compressione in tre fasi
successive per mezzo dello stesso compressore, accumulando il gas compresso in stoccaggi
intermedi a tre livelli di pressione. L’accumulo avviene in pacchi bombole contenuti in grandi
vasche e raffreddati tramite acqua.
La caratteristica innovativa di tale tecnologia risiede nella possibilità di realizzare stazioni di
compressione del metano con un costo di impianto e consumi energetici ridotti rispetto alle
soluzioni tradizionali.
Il progetto si propone di applicare in uno specifico ambito di mercato il brevetto di invenzione
industriale dal titolo "Impianto ad alta efficienza energetica per compressione di metano per
autotrazione" di proprietà di Strategie srl.
Il brevetto sarà la base di un nuovo impianto di erogazione del metano più economico ed
efficiente di quelli attualmente presenti sul mercato. In particolare grazie al nuovo sistema di
compressione si contribuirà ad abbattere i costi di erogazione del CNG, rendendo tale
combustibile sempre più conveniente.
L'interesse verso il metano come combustibile per autotrazione deriva dal fatto che esso rientra
nella categoria dei combustibili a basso impatto ambientale. Il problema dell’inquinamento da
traffico, infatti, impone il passaggio a combustibili idonei al contenimento di produzione di gas
climalteranti e per far questo occorre renderne sempre più economicamente vantaggioso
l’utilizzo. Al fine di incentivare il suddetto impiego del metano è necessario favorire la
diffusione delle stazioni di rifornimento e contenere i costi di compressione, così da garantire
prezzi di vendita competitivi sul mercato.
Il CNG è prodotto a partire dal gas naturale del metanodotto, che viene compresso fino alla
pressione necessaria per l'alimentazione dei veicoli. La particolarità del nuovo impianto risiede
nell’utilizzo di un compressore ad un solo stadio ed adeguati sistemi di accumulo intermedio a
diversa pressione, posti in ambiente raffreddato. La finalità dell’innovazione sta nel risparmio
energetico della compressione per la specifica applicazione di riempimento delle bombole a
66
SISTEMA DI COMPRESSIONE
bordo di veicoli. Al contrario della versione tradizionale non si porta tutta la massa di gas alla
massima pressione necessaria per contenerla in un serbatoio di definito volume. Si opera la
compressione in più fasi intermedie ed a questi livelli si conserva in stoccaggi di capacità
funzione del carico della stazione di rifornimento.
Le peculiarità migliorative rispetto allo stato dell’arte sono il minor costo dell’impianto in virtù
del fatto che si utilizza un compressore più piccolo di quello che servirebbe per l’intero ciclo di
compressione e si elimina l’air-cooler che è sostituito da un gruppo frigorifero tradizionale
funzionante con ciclo inverso a compressione. Sono infatti le bombole a fungere da scambiatori
di calore.
Rispetto alla soluzione tradizionale si ravvisano quindi i seguenti vantaggi:
minor costo dell'impianto a parità di prestazioni;
minori costi di gestione in virtù del minor consumo di energia elettrica per la
compressione
Altre ottimizzazioni si intravedono e saranno oggetto delle fasi di sviluppo della ricerca e
dell’industrializzazione. Esse saranno soprattutto legate alla possibilità di standardizzare la
tipologia d’impianto che in tal modo potrà avvalersi di riduzioni di costo per effetto scala, più
alte di quelle previste nell’analisi dei costi di seguito riportata.
L’innovazione, come anticipato, è stata oggetto di un brevetto di invenzione industriale
depositato il 04/12/2007 ed ora è in itinere l’estensione internazionale verso le aree di maggiore
interesse commerciale.
La tecnologia impiegata è stata studiata per risolvere le criticità delle stazioni di compressione
per CNG, in particolare: il sovradimensionamento del compressore, l’eccessivo numero di
avviamenti di motore/compressore dannoso per l’affidabilità, la scarsa efficienza dello scambio
termico del refrigeratore che porta la macchina a lavorare fuori specifica tecnica in presenza di
climi caldi, la necessità di limitare i costi di gestione dell’impianto, la configurabilità e
standardizzazione dei componenti. Tutte queste problematiche sono legate alla tecnica di
compressione tradizionale che, come descritto in precedenza, realizza l’innalzamento della
pressione da quella di prelevamento dalla rete sino a quella richiesta per il rifornimento, tramite
un compressore multistadio con interrefrigerazione di elevate dimensioni.
Uno schema di impianto tradizionale confrontato con un impianto a basso consumo è mostrato
nella figura seguente.
67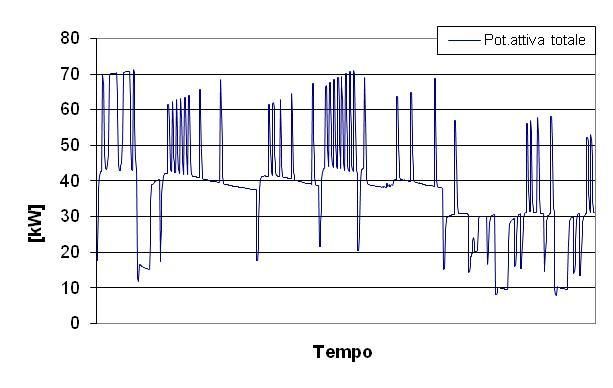
SISTEMA DI COMPRESSIONE
Compressore multistadio
Collegamento
M el C1 C2 C3 alle utenze auto
Alimentazione
Aircoolers
Figura 3.2 – Schema impianto tradizionale e schema impianto innovativo
Il sistema innovativo opera quindi la compressione in tre fasi successive per mezzo dello stesso
compressore accumulando il gas su tre livelli di pressione, in pacchi bombole collocati in un
ambiente raffreddato, provvedendo in tal modo alla interrefrigerazione della carica delle fasi di
compressione successive.
L’alimentazione del gas al compressore avviene tramite una centralina alla pressione di 19 bar e
le pressioni degli stoccaggi di bassa, media e alta pressione variano rispettivamente tra 36-55,
86-105 e 230-250 bar.
L'impianto è stato concepito in modo da essere facilmente standardizzato, infatti al variare della
pressione del gas proveniente dal metanodotto e dalla portata richiesta dall'utenza, è sufficiente
adattare il sistema di stoccaggio con il gruppo frigo ed eventualmente aggiungere un piccolo
compressore iniziale che porti il gas di rete alla pressione di alimentazione di progetto per
l'impianto. La macchina vera e propria rimane inalterata, permettendo di contenere sia i costi di
progettazione, sia i costi di produzione.
Il prototipo del banco prova è costituito dai seguenti elementi:
Compressore
Sistema di stoccaggio gas
Utenza
Organi di controllo
Sistema di misurazione
Quadro elettrico e PLC
Nelle figure 3.3 e 3.4 è possibile vedere il prototipo realizzato presso il banco prova della
G.I.&E. di Porto Recanati.
68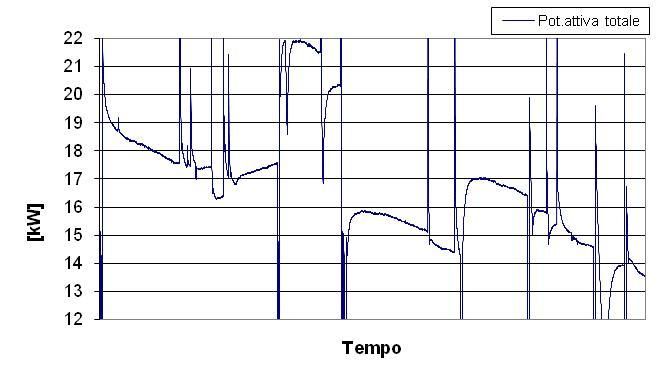
SISTEMA DI COMPRESSIONE
Figura 3.3 – Impianto prototipo di compressione
Figura 3.4 – Vasche di raffreddamento bombole
La novità rappresentata dal sistema di compressione in oggetto, quindi, non consiste tanto
nell'innovazione tecnologica del compressore, quanto soprattutto nella modalità di gestione
dello stesso, permettendo di ottimizzare il funzionamento per limitare la taglia necessaria della
macchina.
69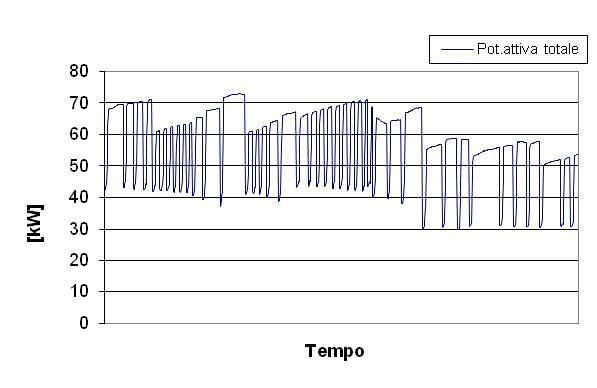
SISTEMA DI COMPRESSIONE
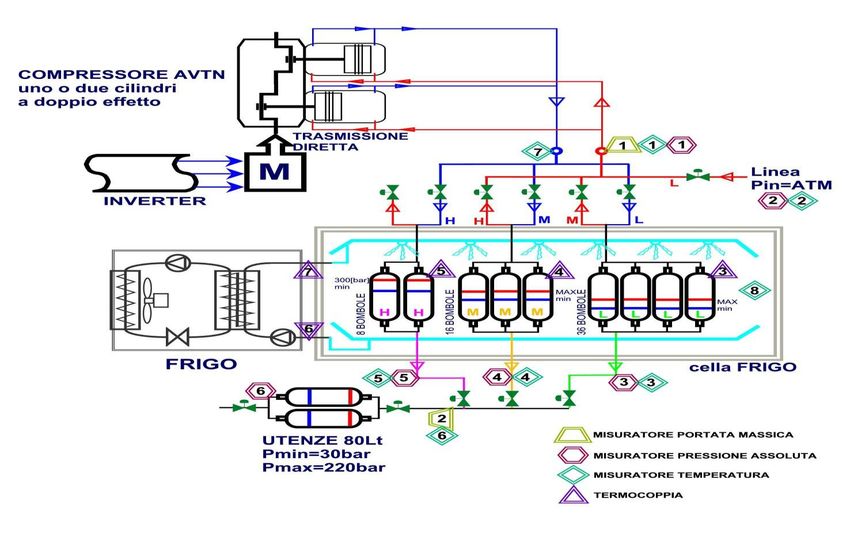
Figura 3.5 – Schema del sistema innovativo di compressione di gas metano per autotrazione
Nei paragrafi successivi si analizzeranno più in dettaglio i componenti del sistema.
In appendice, invece, vengono riportati i grafici relativi alla rielaborazione dei dati raccolti
durante due giorni di prove sperimentali.
3.3.1 Il compressore
Il compressore utilizzato è un compressore alternativo 2AVTN2 con 2 cilindri a doppio effetto
che ha le seguenti caratteristiche:
Alesaggio - 37 mm
Corsa - 150 mm
Volume spazio morto - 2,15 cm3 (andata) e 0,74 cm3 (ritorno)
Diametro stelo - 30 mm
Rpm utilizzato - 750 rpm
Rapporto di compressione utilizzato - 2,87
Cilindrata - 161,2 cm3 (andata) e 55,2 cm3 (ritorno)
Massima pressione di esercizio - 220-270 bar
70
SISTEMA DI COMPRESSIONE
Il compressore è abbinato ad un motore elettrico da 90 kW, che aziona il compressore tramite
una trasmissione di tipo con pulegge e cinghie, per una velocità del compressore pari a 750
rpm.
I cilindri di questo compressore sono full load, in dettaglio comprimono la prima fase nella
parte superiore e la seconda fase nella parte inferiore della macchina.
Infatti questo tipo di macchina è funzionalmente divisa in due parti:
i cilindri, in cui il gas naturale aspirato viene compresso fino alla pressione di
distribuzione
l’incastellatura, in cui è presente il manovellismo che comprende tutti gli organi per la
trasmissione del moto agli stantuffi dei cilindri.
La separazione fra le due parti è realizzata in modo da evitare penetrazioni di gas naturale e
formazione di miscela esplosiva nell’incastellatura. La tenuta del gas naturale verso
l’incastellatura è realizzata con pacchi premistoppa con tenute di tipo flottante che, al contrario
di tenute fisse, consentono la tenuta anche in caso di movimenti non perfettamente rettilinei
dell’asta.
Il cilindri sono raffreddati ad olio, quindi il compressore è completato da un circuito di
lubrificazione olio dei manovellismi. Questo circuito è composto da:
pompa olio
refrigerante olio raffreddato ad aria
filtro olio a cartuccia
valvola di sfioro olio
una serie di strumenti di controllo del circuito
L’olio di lubrificazione utilizzato è il tipo ISO100 (per temperature ambienti superiori a 0°C)
oppure il tipo ISO68 (per temperature ambienti inferiori a 0°C).
La macchina lavora con lo stesso rapporto di compressione su tutti e tre gli stadi e quindi
elabora differenti portate orarie. Le suddette portate sono state misurate attraverso un
misuratore di portata e registrate in continuo. Nei grafici sottostanti vengono evidenziati gli
andamenti di ogni singolo stadio e le medie complessive.
71SISTEMA DI COMPRESSIONE
500
450
400
350
[kg/h] 300
250
200
150
100
50
0
Tempi
Figura 3.6 – Portata del compressore durante il caricamento dello stadio di bassa pressione
Nella bassa pressione si può notare un andamento contrassegnato da continui picchi dovuti al
transitorio di passaggio tra due diversi stoccaggi, come si può vedere dal grafico seguente:
Figura 3.7 – Passaggio stoccaggio media – bassa pressione
In tale grafico è mostrata in rosso la portata, e si nota il ritardo di risposta del misuratore di
portata rispetto all'apertura delle valvole.
Nella media pressione (figura 3.8) l'andamento è lineare decrescente, probabilmente a causa
della diminuzione della differenza di pressione tra lo stoccaggio e la mandata del compressore.
Anche qui si notano dei picchi, però meno evidenti rispetto a quelli che si delineavano durante
il riempimento dello stadio di bassa pressione.
72SISTEMA DI COMPRESSIONE
1200
1000
800
[kg/h]
600
400
200
0
Tempo
Figura 3.8 – Portata del compressore durante il caricamento dello stadio di media pressione
Figura 3.9 – Passaggio stoccaggio alta – media pressione
In figura 3.10 viene mostrato l’andamento della portata del compressore mentre si riempie lo
stoccaggio di alta pressione. Sono presente notevoli picchi negativi, che rappresentano il ritardo
nella risposta.
73SISTEMA DI COMPRESSIONE
1200
1000
800
600
[kg/h]
400
200
0
Tempo
Figura 3.10 – Portata del compressore durante il caricamento dello stadio di alta pressione
In tabella 3.1 si riportano i valori dei risultati delle prove sperimentali, formati da una media dei
valori ottenuti durante l’intero periodo di prova.
Tabella 3.1 – Portata media rilevata
Bassa Pressione Media Pressione Alta Pressione
Portata compressore
45-160 540-600 800-1000
in mandata (kg/h)
Per evidenziare meglio le condizioni di lavoro della macchina sono stati elaborati anche dei
grafici che mostrano l’andamento della temperatura in ingresso ai singoli stoccaggi rispetto a
quella di aspirazione e mandata del compressore stesso.
74SISTEMA DI COMPRESSIONE
100
90 TE100
TE121
80
TE101
70
60
[°C]
50
40
30
20
10
0
Tempo
Figura 3.11 – Temperatura compressore stoccaggio bassa pressione
Il grafico 3.11 mostra l'andamento della temperatura in ingresso allo stoccaggio di bassa
pressione (TE121), rispetto a quella d'aspirazione (TE100) e mandata (TE101) della macchina.
Quando il compressore lavora nella fase si raggiungono circa gli 80 °C, temperatura che è
assimilabile alla temperatura media di fine compressione.
100
90 TE123
80 TE124
70 TE101
60
50
[°C]
40
30
20
10
0
Tempo
Figura 3.12 – Temperatura compressore stoccaggio media pressione
Nel grafico 3.12 si possono notare gli andamenti della temperatura all’uscita dello stoccaggio di
bassa pressione (TE123), cioè l’aspirazione del compressore, quella in mandata del compressore
(TE101) e la temperatura di ingresso nello stoccaggio di media (TE124). L'andamento delle
75SISTEMA DI COMPRESSIONE
temperature sembra asincrono, infatti la temperatura di ingresso dello stoccaggio ha un ritardo
lieve rispetto a quella di mandata del compressore.
100
90 TE126
TE101
80
TE127
70
60
50
[°C]
40
30
20
10
0
Tempo
Figura 3.13– Temperatura compressore stoccaggio alta pressione
Infine, nel grafico 3.13 si possono notare gli andamenti della temperatura all’uscita dello
stoccaggio di media pressione (TE126), cioè l’aspirazione del compressore, quella in mandata
del compressore (TE101) e la temperatura di ingresso nello stoccaggio di alta (TE127).
3.3.2 Il sistema di stoccaggio del gas
Il sistema di stoccaggio dell’impianto di compressione è suddiviso in tre parti: bassa, media ed
alta pressione.
Ogni stoccaggio è contraddistinto da un livello minimo e da uno massimo di pressione, tra cui
oscilla costantemente e che non può mai superare, come specificato nel paragrafo seguente,
dove viene mostrata nel dettaglio la logica di funzionamento del sistema.
In particolare il prototipo sarà contraddistinto dai valori riportati in tabella 3.2.
Tabella 3.2 – Stoccaggi del prototipo
N. bombole Litri Vol tot [m3] P minima [bar] P massima [bar]
Stoccaggio Bassa Pressione 26 80 2,08 37 55
Stoccaggio Media Pressione 32 60 1,92 87 105
Stoccaggio Alta Pressione 18 60 1,08 230 250
Ogni stoccaggio è contenuto in una vasca riempita d’acqua, che ha la funzione di raffreddare le
bombole. Possono essere utilizzati diversi sistemi di raffreddamento per l’acqua delle vasche,
come ad esempio un gruppo frigorifero tradizionale funzionante con ciclo inverso a
76SISTEMA DI COMPRESSIONE
compressione di vapore. In particolare, per il prototipo in questione, è stato impiegato un
circuito aperto con acqua di pozzo a perdere, scelto per la sua semplicità realizzativa. L’acqua
fredda è alimentata dal fondo con un sistema di tubi che ne permette una circolazione
omogenea in ogni parte della vasca. All’interno di ogni stoccaggio il gruppo bombole è
frazionato in due parti tra loro collegate in serie, per massimizzare lo scambio termico. Questo
sistema di raffreddamento permette l’eliminazione dell’air-cooler, utilizzato nei sistemi
tradizionali, e conseguentemente la diminuzione del costo dell’impianto.
Nei grafici 3.14, 3.15 e 3.16 è possibile notare la capacità di raffreddamento del sistema di
vasche, infatti essi riportano l’andamento della temperatura dell’acqua nelle vasche e delle
temperature del gas in ingresso ed in uscita dalle stesse, nell’arco di una giornata lavorativa (8
ore), sulla base delle misure effettuate in campo sul compressore prototipo.
I picchi presenti nei grafici si manifestano quando il compressore lavora nello stadio
corrispondente allo stoccaggio in cui si manifesta l'incremento di temperatura. Si osserva che
questo sistema di raffreddamento ha la condizione di lavoro più critica nello stoccaggio di alta
pressione (Figura 3.16).
Nell’impianto prototipo non c'è un misuratore di portata dedicato al circuito di refrigerazione.
Si possono valutare soltanto:
l'andamento della temperatura dell’acqua delle vasche nel tempo, misurata con
termocoppie a contatto poste sul tubo di ingresso e su quello di uscita dell’acqua
la differenza tra le temperature di ingresso-uscita gas dagli stoccaggi, con termocoppie a
pozzetto.
Occorre tenere presente che i grafici sono stati tracciati per tutto il giorno, mentre il
raffreddamento ha luogo nei momenti in cui vi è flusso di gas nello stoccaggio. Tuttavia è facile
ricavare dal grafico i periodi in cui vi è flusso, a causa della elevata temperatura di ingresso del
gas.
I tre grafici sono sovrapponibili e in tutti e tre si nota facilmente come l'aumento di temperatura
dell'acqua sia minimo, leggermente più marcato quando vi è flusso.
E’ da notare, inoltre, che più o meno a metà del grafico vi è un periodo di tempo in cui la
temperatura di ingresso è circa pari a 48°C, tuttavia tale valore non è da considerarsi veritiero,
poiché corrisponde ad uno stop dell'impianto.
77SISTEMA DI COMPRESSIONE
Figura 3.14 – Raffreddamento stoccaggio di bassa pressione
Figura 3.15 – Raffreddamento stoccaggio di media pressione
78SISTEMA DI COMPRESSIONE
Figura 3.16 – Raffreddamento stoccaggio di alta pressione
Tabella 3.3 – Legenda delle temperatura riportate nei grafici 3.14, 3.15, 3.16
Ingresso acqua Uscita acqua Ingresso gas Uscita gas
Alta pressione TE405 TE406 TE127 TE129
Media pressione TE403 TE404 TE124 TE126
Bassa pressione TE401 TE402 TE121 TE123
Per completare la descrizione del compressore, nei grafici 3.17, 3.18 e 3.19 viene riportata anche
la potenza assorbita dal sistema durante il riempimento dei tre stoccaggi di bassa, media ed alta
pressione.
79SISTEMA DI COMPRESSIONE
Figura 3.17 – Potenza assorbita nel riempimento dello stadio di bassa pressione
Figura 3.18 – Potenza assorbita nel riempimento dello stadio di media pressione
80SISTEMA DI COMPRESSIONE
Figura 3.19 – Potenza assorbita nel riempimento dello stadio di alta pressione
3.3.3 Logica di funzionamento
Il sistema segue una ben precisa logica di riempimento degli stoccaggi. All’inizio tutti e tre gli
stoccaggi sono vuoti.
Si inizia a riempire lo stoccaggio di bassa pressione fino a completamento. Quando il sensore
comunica il raggiungimento di tale situazione, si chiude la valvola di ingresso gas a questo
stoccaggio e se ne aprono altre due: quella di uscita gas dallo stesso stoccaggio di bassa
pressione e quella di ingresso allo stoccaggio di media pressione. Ora il compressore aspira
dallo stoccaggio di bassa pressione e comprime gas nello stoccaggio di media pressione fino al
suo riempimento. Analogo ragionamento vale per lo stoccaggio di alta pressione.
Anche in questo caso, come per il compressore tradizionale, la pressione di aspirazione è pari a
19 bar. Considerato un rapporto di compressione costante ( =2,87), la pressione massima dei
tre stoccaggi varia rispettivamente tra le pressioni di soglia minima e massima: 37-55 bar, 87-105
bar e 230-250 bar.
La logica di riempimento degli stoccaggi, con i relativi livelli di pressione, è stata schematizzata
ed è visibile nello schema a blocchi sottostante (Figura 3.20), mentre in tabella 3.4 è riportata la
legenda dello schema.
Tabella 3.4 – Legenda schema a blocchi
Simbolo Descrizione
POV121 Valvola d’ingresso stoccaggio bassa pressione
POV122 Valvola d’uscita stoccaggio bassa pressione
POV123 Valvola d’ingresso stoccaggio media pressione
POV124 Valvola d’uscita stoccaggio media pressione
81SISTEMA DI COMPRESSIONE
POV125 Valvola d’ingresso stoccaggio alta pressione
A Valvola aperta
C Valvola chiusa
CARICO STOCCAGGI
POV122 → C si
POV121 → A La pressione di STB è
POV124 → C P < 37?
POV123 → C
POV125 → C no
no o
o
POV122 → C si no
La pressione di STB è La pressione di STB è
POV121 → A
37< P < 55? o P >=55?
POV124 → C
POV123 → C
POV125 → C
si
POV122 → A
si POV121 → C
La pressione di STM è
POV124 → C
P < 87? POV123 → A
POV125 → C
no
o
POV122 → A
si POV121 → C
La pressione di STM è POV124 → C
87< P < 105? POV123 → A
POV125 → C
no
o
no La pressione di STM è
no
o P >=105? o
si
si POV122 → C
La pressione di STA è POV121 → C
P =250?
si
Figura 3.20 – Logica di caricamento degli stoccaggi
82SISTEMA DI COMPRESSIONE
Altro elemento fondamentale per completare la descrizione degli stoccaggi, oltre alla loro
configurazione e alla logica di funzionamento, consiste nel tempo che il compressore impiega
nel loro riempimento.
In tabella 3.5 sono riportati i tempi impiegati per il riempimento iniziale degli stoccaggi. Questa
fase, però, durante le prove sperimentali è stata effettuata in più riprese, a causa di varie rotture
ed inefficienze del sistema. Si può dunque solo stimare un tempo medio di riempimento
iniziale.
Tabella 3.5 – Tempo medio di riempimento iniziale degli stoccaggi
Bassa Pressione Media Pressione Alta Pressione Totale
Tempo iniziale caricamento stoccaggi 2 h 21 min 7 sec 2 h 38 min 5 sec 3 h 55 min 78 sec 9h
Come si evince dalla tabella, il tempo di riempimento iniziale è abbastanza lungo, ma per
ovviare a tale inconveniente, questa fase sarà effettuata sempre nell’orario di chiusura della
stazione stessa. Invece, il tempo di riempimento a regime, cioè il tempo con cui il compressore
riporta i singoli stoccaggi alla massima pressione, si attesta sempre attorno ai i 10 minuti.
3.3.4 Le utenze
Il sistema è dotato anche di una precisa logica di caricamento utenze. L’utenza inizia ad essere
caricata dallo stoccaggio di bassa pressione, sino a quando la pressione dello stoccaggio e la
pressione dell'utenza non si equilibrano. Quindi passa ad essere caricata dallo stoccaggio di
media ed infine da quello di alta pressione, che riempie l’utenza fino alla pressione massima di
220 bar. E’ proprio grazie a questo principio, che permette di non comprimere tutta la massa da
rifornire fino alla pressione massima, che si ottiene il risparmio dell’energia di compressione.
L’utenza è simulata da un pacco bombola, costituito da 8 bombole da 50 litri. Il pacco è
frazionato in modo da poter utilizzare ogni bombola singolarmente e poter così simulare
numeri differenti di utenze.
Nella tabella sottostante riportiamo i valori delle portate che il compressore elabora durante il
caricamento delle utenze. I risultati provengono dalle prove sperimentali e rappresentano una
media dei valori ottenuti durante l’intero periodo di prova.
Tabella 3.6 – Portata media del compressore durante il caricamento utenze
Bassa Pressione Media Pressione Alta Pressione
Portata compressore
125 600 1400-1600
verso utenze (kg/h)
83SISTEMA DI COMPRESSIONE
In tabella 3.7, invece, riportiamo i tempi di caricamento utenze rilevati nelle prove sperimentali.
Nella tabella vengono anche mostrate sia la pressione dell’utenza sia quella dei singoli stadi nel
momento in cui inizia il riempimento.
Risulta evidente che il riempimento dell’utenza avviene molto rapidamente, in tempi che
possono eguagliare il rifornimento di un veicolo con qualsiasi altro carburante tradizionale.
Tabella 3.7 – Tempi di caricamento delle utenze
Tempi carico bombole Pressione Utenza BP MP AP
(min) (bar) (bar) (bar) (bar)
1 prova 2,31 2 51 97 239
2 prova 1,02 38 47 95 246
1 utenza
3 prova 0,3 39 48 98 247
4 prova 0,55 31 50 89 245
5 prova 1,8 13 50 96 239
2 utenze
6 prova 2,8 20 44 88 245
7 prova 6,75 12 53 88 242
4 utenze
8 prova 3,04 19 53 108 244
3.4 Logica di controllo
Il controllo di processo per un determinato impianto consiste nel monitoraggio e nel
mantenimento entro certo limiti di parametri caratteristici (portate, temperature, pressioni,
livelli, ecc..). Il controllo ha come scopo il miglioramento delle condizioni di funzionamento e di
sicurezza dell’impianto, quello di assicurare la qualità dei prodotti e di massimizzare il
rendimento.
3. 4.1 Teoria del controllo
Il controllo di base è rappresentato da due tipologie principali di azione, continua (sistema a
controllo PID, Proporzionale–Integrale-Derivativo) o del tipo on/off.
Inoltre il controllo può essere a ciclo aperto o a ciclo chiuso.
Nei controlli a ciclo aperto il controllore agisce sull’input senza conoscere la variabile di output:
84SISTEMA DI COMPRESSIONE
Figura 3.21 – Controllo a ciclo aperto
Nei controlli a ciclo chiuso i controllori ricevono, invece, informazioni relative all’output e, in
funzione di esso, determinano l’azione dell’attuatore per regolare la variabile di input.
E’ questa la tipologia di controllo più semplice e più utilizzata negli impianti di processo.
Figura 3.22 – Controllo a ciclo chiuso
Il controllo a ciclo chiuso ha come scopo quello di mantenere la variabile di output (PV, Process
Variable) ad un valore prefissato (SP, Set Point); le operazioni che il controllo deve compiere ad
ogni passo temporale sono le seguenti:
misurare l’output PV
comprare l’output PV con il valore prefissato SP e misurare l’errore E(t) tra i due valori
fornire l’errore E(t) all’equazione di controllo generale e calcolare la percentuale di
apertura desiderata OP% della valvola di controllo
passare il valore di OP% all’elemento finale di controllo che determina l’input U(t)
L’errore, definito come la differenza tra PV e SP, è diverso a seconda del tipo di azionamento.
Azionamento diretto significa che, se l’output PV aumenta oltre il set point SP, allora OP% e l
avariabile di input devono aumentare anch’esse, e viceversa; in tal caso l’errore è dato da:
E(t) = PV(t) – SP(t) (3.1)
Si ha invece azionamento inverso nel caso in cui, se l’output PV aumenta oltre il set point SP,
allora OP% e la variabile di input devono diminuire, e viceversa; l’errore è dato da:
85SISTEMA DI COMPRESSIONE
E(t) = SP(t) - PV(t) (3.2)
La stabilità di un sistema è un aspetto importantissimo da considerare durante la pianificazione
di uno schema di controllo.
Spesso l’output può presentarsi in forma ondulatoria, a seguito di perturbazioni o cambiamenti
nella variabile di input; tale oscillazione può portare a tre casi:
l’output si riporta a una nuova condizione statica e si stabilizza
l’output continua ad oscillare con ampiezza costante
l’oscillazione dell’output cresce continuamente e diverge da una possibile nuova
condizione statica
E’ fondamentale che la risposta di un controllo a circuito chiuso sia capace di stabilizzarsi: il
comportamento della risposta varia sensibilmente al variare dei parametri di settaggio del
sistema di controllo (velocità dell’attuatore, tipo di risposta, etc..).
Tra le tipologie di controllo base c’è, come già accennato, il controllo digitale on/off che è uno
dei sistemi di controllo e regolazione più semplici: quando la grandezza controllata scende al di
sotto del valore prefissato (set point), l’elemento di controllo viene azionato; quando supera
nuovamente il set point viene spento, e così via.
Una caratteristica del controllo On/Off è che la variabile di processo PV oscilla continuamente
attorno al valore di set point:
PV
OP
Figura 3.23 – Controllo On-Off
86SISTEMA DI COMPRESSIONE
Per far sì che l’elemento di controllo (OP) non stacchi e riattacchi continuamente, a volte non si
fissa un unico valore di set point, bensì un range delimitato da due valori limite, uno inferiore
ed uno superiore, in corrispondenza dei quali il controllo entra in funzione.
Il controllo On/Off può essere utilizzato quando l’oscillazione della variabile di processo attorno
al set point è sufficientemente piccola da non destabilizzare il resto del processo.
Invece quando è necessaria una regolazione più fine (nella quasi totalità delle simulazioni
ingegneristiche), bisogna passare ad un controllo di tipo continuo (continuous o modulating
control), in cui l’elemento di controllo ha la capacità di controllare con continuità la variabile di
processo, regolandosi non solo su posizioni estreme di on/off, ma anche in posizioni intermedie.
Esistono tre tipologie base di controllo continuo:
proporzionale
proporzionale – integrativo
proporzionale – integrativo – derivativo
Controllo proporzionale
Un controllo di tipo proporzionale permette di smorzare le oscillazioni della variabile di
processo viste nel controllo digitale on/off.
In questo caso l’input fornito all’elemento di controllo è dato da [21]:
OP(t) = OPss+ KCE(t) (3.3)
In cui KC rappresenta il guadagno proporzionale (proportional gain).
In questo tipo di controllo il set point viene posto pari al valore corrente della variabile di
processo PV, ad ogni passo temporale: in questo modo l’errore diventa nullo e OPss pari al
valore dell’elemento di controllo PO(t) ad ogni intervallo di tempo.
Tuttavia, una certa differenza tra la PV e il set point SP è sempre presente in questo tipo di
controllo; l’errore infatti sarebbe nullo sole se:
OPss e OP(t) sono costantemente uguali
Kc è infinitamente grande
Tuttavia Kc non può essere aumentato all’infinito, in quanto andrebbe a compromettere la
stabilità del ciclo di controllo.
Figura 3.24 – Controllo continuo proporzionale
87SISTEMA DI COMPRESSIONE
Un controllo di tipo proporzionale è utilizzabile quando si necessita una risposta veloce del
sistema di controllo a seguito di eventuali disturbi nella variabile di ingresso. Quando però un
errore continuo tra PV e SP (offset) non è tollerabile, allora bisogna ricorrere a un controllo di
tipo proporzionale – integrale (PI control) per risolvere il problema.
Controllo proporzionale – integrale
Un controllo proporzionale integrale permette sia di smorzare le oscillazioni della variabile di
processo sia di eliminare l’offset tra questa e il set point.
L’azione integrale del controllore aumenta il periodo naturale dell’oscillazione, e quindi lo
smorzamento avviene in tempi più lunghi, ma così facendo è possibile eliminare l’offset
costante esistente nel P-control:
OP(t) = KCE(t) + (3.4)
in cui Ti rappresenta il tempo necessario all’uscita del controllore OP(t) per compiere l’azione
integrale.
Figura 3.25 – Controllo continuo proporzionale integrale
Il controllo proporzionale integrale combina accuratezza (assenza di offset) e tempi di risposta
relativamente brevi (seppur maggiori rispetto a un controllo esclusivamente proporzionale);
tuttavia l’azione integrale costituisce una forza destabilizzante che può provocare ampie
oscillazioni nel sistema di controllo: maggiore è l’azione integrale più il sistema di controllo
diventa instabile.
Controllo proporzionale integrale derivativo
Un controllo proporzionale integrale derivativo permette di ridurre il periodo naturale
dell’oscillazione e di aumentare quindi la velocità di risposta del sistema di controllo a
eventuali disturbi.
Un PID controller, misurando il cambiamento che avviene nell’errore E(t), riesce infatti ad
anticipare la direzione dell’errore e quindi ad agire su OP% prima che l’errore si manifesti
completamente:
OP(t) = KCE(t) + + KcTD (3.5)
in cui TD rappresenta il tempo necessario all’uscita del controllore OP(t) per compiere l’azione
derivativa.
88SISTEMA DI COMPRESSIONE
In definitiva i PID controller combinano i vantaggi dei controlli proporzionale e proporzionale -
integrale, e nel campo dei sistemi di controllo di base rappresentano una soluzione ottimale.
Figura 3.26 – Controllo continuo proporzionale integrale derivativo
La tabella riassume le diverse tipologie di controllo di base evidenziandone pregi e difetti [22].
Tabella 3.8 – Tipologie di controllo base
89SISTEMA DI COMPRESSIONE
3.4.2 Controlli presenti nell’impianto
L’impianto di compressione del gas metano si basa sull’innalzamento della pressione da quella
di prelevamento della rete fino a circa 250 bar, richiesti per il rifornimento. La compressione
avviene in tre stadi successivi per mezzo dello stesso compressore con accumulo intermedio del
gas in stoccaggi, a differenti pressioni. Per compiere questa compressione non sono necessari
particolari sistemi di controllo del sistema. La logica del sistema deve, però, costantemente
garantire il mantenimento di questi differenti livelli di pressione e il mantenimento delle
condizioni di set point nei punti critici del processo.
I controlli che devono agire sono:
controllo della portata in ingresso: garantire l’ingresso dalla rete di un flusso di metano
che sia il più costante possibile
controllo della pressione in mandata del compressore: per garantire una condizione di
lavoro pari a quella di progetto sono utilizzate valvole on/off per evitare il riflusso
quando si aspira, per esempio, dallo stoccaggio di bassa pressione e si comprime il gas
nello stoccaggio successivo, e così via
controllo del flusso di gas e della relativa pressione in uscita verso le utenze. La
pressione delle utenze non può mai superare i 230 bar come prescritto dalle normative
vigenti.
Per quanto riguarda la fase di avviamento è molto importante la gestione del riempimento
iniziale di tutti e tre gli stoccaggi a differenti pressioni. Questa deve avvenire nel minor tempo
possibile e occorre tener sotto controllo le ripetute accensioni e gli stand-by del compressore.
Infatti il compressore, per ottimizzare il funzionamento del sistema innovativo, dovrebbe
rimanere sempre acceso, ma questo porta ad una sollecitazione massima le valvole che
controllano il flusso, con loro conseguente deterioramento.
La sequenza di avviamento è determinata dalla logica di funzionamento, spiegata nel dettaglio
nel paragrafo successivo, e prevede l’accensione progressiva dei componenti secondo un ordine
stabilito. Innanzitutto viene avviato il motore elettrico che trascina il compressore. Poi inizia il
riempimento dello stoccaggio di bassa pressione, prelevando il gas dalla rete e comprimendolo
fino a 55 bar. A questo punto il compressore aspira metano a 55 bar dal primo stoccaggio e lo
comprime fino a 105 bar nel secondo stoccaggio e così via fino al riempimento completo
dell’ultimo stadio. Il punto cruciale che occorre evidenziare consiste nel fatto che per riempire il
secondo stoccaggio aspirando gas dal primo sono necessari più passaggi, cioè non tutto il
metano contenuto nel primo è sufficiente a riempire il secondo. Quindi il compressore cambia
continuamente sia la pressione di aspirazione sia quella di mandata e conseguentemente le
valvole si aprono e chiudono con una frequenza alquanto elevata. Si comprende che, per
controllare il transitorio di avviamento, è necessario predisporre un codice che gestisca la
sequenza di operazioni tramite il pannello di controllo dell’impianto.
90SISTEMA DI COMPRESSIONE
Sono inoltre predisposti dei sistemi di sicurezza che scattano a protezione del sistema quando
vengono superati i valori massimi di temperatura e pressione ammissibili nei componenti.
Nel paragrafo successivo, dove è riportata la descrizione del P&ID dell’impianto, vengono
mostrati tutti i dispositivi (valvole, sensori, etc..) inseriti per realizzare le operazioni previste
nella logica di funzionamento del sistema.
3.5 Il P&ID dell’impianto di compressione del metano
La stesura del P&ID rappresenta la prima fase della progettazione esecutiva del prototipo
dell’impianto innovativo di compressione del gas metano per autotrazione.
Lo schema P&ID (Process and Instruments Diagram) è il documento che contiene la definizione
esatta e dettagliata del processo, più tutta la strumentazione necessaria al controllo e alla
regolazione delle condizioni di funzionamento di ogni parte dell’impianto. La differenza
rispetto al PFD (Process Flow Diagram) consiste nel fatto che quest’ultimo rappresenta uno
schema di massima del processo, in cui sono indicati i flussi principali e i componenti che
intervengono nella realizzazione del ciclo; i dati contenuti sono di tipo prettamente
termodinamico. Il P&ID, invece, contiene tutte le connessioni tra i vari componenti fisici che
dovranno poi essere realizzate durante la costruzione: fornisce quindi un’idea precisa, anche se
meno schematica ed immediata, dell’andamento dei flussi all’interno dell’impianto. La base per
la costruzione del P&ID è quindi il PFD, a cui si apportano modifiche progressive per renderlo
corrispondente al processo effettivo; successivamente si inseriscono la strumentazione
necessaria e le valvole. Alla fine, questo schema risulta anche piuttosto complesso, data la
grande quantità di informazioni che contiene.
Il risultato è uno schema molto articolato, che nel caso in questione è stato suddiviso in tre
sezioni:
Sezione 1. Sistema di compressione del gas metano
Sezione 2. Sistema di raffreddamento delle bombole
Sezione 3. Circuito di lubrificazione ad olio dei manovellismi
Sezione 1 – Sistema di compressione del gas metano
Questa sezione comprende tutta la parte principale del sistema, in cui il metano è l’unico fluido
circolante. Lo schema rappresenta l’intero processo, partendo dall’aspirazione dal gas dalla rete
fino alla sua distribuzione alle utenze. In particolare, le linee gialle rappresentano l’aspirazione
dalla rete, le linee rosse sono le linee di aspirazione e quelle blu, le linee di mandata del
compressore, mentre le linee fucsia rappresentano le linee di distribuzione alle utenze.
La progettazione del compressore è stata completamente svolta dalla G.I.&E., data l’esperienza
e la specializzazione nel settore. Anche lo schema di processo della macchina, nelle linee di
base, è stato realizzato dalla stessa azienda e poi successivamente integrato nel progetto
complessivo. Come già discusso in precedenza, la macchina opera la compressione in tre fasi
successive per mezzo dello stesso compressore, utilizzando lo stesso rapporto di compressione
in tutte e tre le fasi. Gli ingressi al compressore sono rappresentati dalla linea di aspirazione
91SISTEMA DI COMPRESSIONE
dalla rete, da quella di aspirazione dallo stadio di bassa pressione e dalla linea di aspirazione
dallo stadio di media pressione.
Sezione 2 – Sistema di raffreddamento delle bombole
Questa sezione comprende il sistema di vasche in cui vengono immerse le bombole degli
stoccaggi per essere raffreddate. Lo schema rappresenta il circuito aperto con acqua di pozzo a
perdere, dove l’acqua fredda viene alimentata dal fondo con un sistema di tubi che ne permette
una circolazione omogenea in ogni parte della vasca.
Sezione 3 – Circuito di lubrificazione ad olio dei manovellismi
Questa sezione rappresenta il circuito di lubrificazione olio dei manovellismi, poiché i cilindri
del compressore sono raffreddati ad olio.
Questo circuito è composto da:
pompa olio
refrigerante olio raffreddato ad aria
filtro olio a cartuccia
valvola di sfioro olio
una serie di strumenti di controllo del circuito
L’olio di lubrificazione utilizzato è il tipo ISO100 (per temperature ambienti superiori a 0°C)
oppure il tipo ISO68 (per temperature ambienti inferiori a 0°C).
92SISTEMA DI COMPRESSIONE
Figura 3.27 – Schema P&ID per il sistema di compressione del gas metano
93SISTEMA DI COMPRESSIONE
Figura 3.28 – Schema P&ID per il sistema di raffreddamento bombole
94SISTEMA DI COMPRESSIONE
Figura 3.29 – Schema P&ID per il circuito di lubrificazione ad olio dei manovellismi
95SISTEMA DI COMPRESSIONE
3.6 Sistema di misurazione
Un’altra fondamentale categoria di informazioni contenuta nel P&ID dell’impianto riguarda la
strumentazione utilizzata per monitorare e, se necessario, regolare le condizioni di
funzionamento dell’impianto stesso. I sensori installati controllano alcune grandezze in punti
strategici del sistema e producono un insieme di segnali che devono descrivere, nella maniera
più completa ed univoca possibile, la situazione in tempo reale.
Le grandezze controllate in questo impianto prototipo sono:
Temperatura del gas sia in aspirazione che in mandata del compressore
Temperatura del gas contenuto nelle bombole degli stoccaggi
Temperatura del gas nell’utenza
Temperatura dell’acqua contenuta nelle vasche di raffreddamento
Pressione del gas sia in aspirazione che in mandata del compressore
Pressione del gas contenuto negli stoccaggi
Pressione del gas nell’utenza
Portata del flusso di gas in aspirazione e in mandata del compressore.
Queste grandezze determinano completamente lo stato di funzionamento dell’impianto.
Poiché l’impianto, però, è ancora in fase sperimentale, è necessario acquisire un insieme di dati
sulle condizioni operative reali che sia il più ampio e dettagliato possibile, in modo da poter
confrontare il comportamento di ogni componente con quanto previsto dai calcoli. I misuratori
della varie grandezze sono stati inseriti con lo scopo di poter conoscere temperature, pressioni e
portate in qualsiasi punto dell’impianto e poter così aver più informazioni possibili riguardo il
funzionamento operativo reale dell’impianto da confrontare in seguito con i modelli di
simulazione.
Gli strumenti che si sono collocati sull’impianto prototipo sono:
1 misuratore di portata massico, utilizzato sia per misurare la portata in mandata del
compressore, sia la portata in distribuzione all’utenza. Questo è stato possibile
attraverso un sistema di valvole.
termocoppie a contatto, per misurare la temperatura in ingesso e in uscita dell’acqua
dagli stoccaggi
termocoppie a pozzetto, per misurare la temperatura del gas in ingresso e in uscita dagli
stoccaggi
termocoppie a contatto, per rilevare la temperatura del gas nell’utenza finale
misuratori di pressione posizionati in mandata e aspirazione del compressore, sugli
stoccaggi e sull’utenza.
Il problemi rilevati durante le prove sperimentali riguardanti il sistema di misurazione sono
legati al fatto che il massico, per come è stato realizzato il by-pass, durante la carica utenze può
solamente rilevare la portata in distribuzione a queste, quindi in questi momenti non è mai
96SISTEMA DI COMPRESSIONE
stato possibile rilevare la portata in mandata. Quindi i dati relativi sono stati estrapolati grazie a
simulazioni. Altri problemi sono scaturiti dall’utilizzo di termocoppie a contatto per misurare la
temperatura dell’acqua, che sono risultate di una tipologia non idonea per fornire risultati
precisi.
Di seguito riportiamo una breve descrizione delle caratteristiche degli strumenti utilizzati.
Misuratori di pressione. I sensori di pressione sono comunemente costituiti da tre elementi
comuni: il primo che trasforma la forza o la pressione in uno spostamento; il secondo, che
amplifica e trasmette meccanicamente il segnale di spostamento; il terzo, che trasforma il
segnale meccanico in segnale elettrico. Su tutti questi elementi agisce la temperatura di
esercizio, che causa sia derive di zero, legate alle variazioni dimensionali dei vari componenti
della catena, sia derive di sensibilità, dovute alla dipendenza del modulo di Young dalla
temperatura. Tali effetti devono essere compensati sia attraverso un opportuno posizionamento
del sensore per eliminare la deriva di zero, sia con l’uso di compensatori elettrici per ridurre la
deriva di sensibilità.
Misuratore di portata. Il misuratore di portata installato nell’impianto prototipo è un
misuratore di portata massico Endress Hauser a effetto Coriolis, il cui funzionamento è
mostrato in figura.
Il fluido che scorre con una portata massica di G chilogrammi al secondo passa attraverso una
tubatura a forma di C supportata da due staffe. Il tubo è mantenuto in vibrazione flessionale
stazionaria con un regime sinusoidale (alla sua frequenza propria, tra 50 e 80 Hz, modellandolo
come una mensola) da un sistema elettromagnetico retro azionato. Questo è un sistema di
controllo auto-alimentato che lavora sempre in corrispondenza della frequenza propria della
mensola (e quindi con richiesta di potenza minima) anche quando tale frequenza varia per
effetto della densità del fluido. Questo viene realizzato derivando il segnale del motore, che
fornisce la forza, da un avvolgimento sensibile alla velocità, avvolto sulla medesima struttura su
cui è posto l’avvolgimento del motore (condividono lo stesso nucleo magnetico). L’ampiezza
viene stabilizzata col controllo retro azionato, che confronta la tensione dell’avvolgimento
sensibile (velocità) con un segnale di riferimento imposto. La configurazione meccanica tipo
“diapason” minimizza la forza di vibrazione che si deve fornire al telaio. I misuratori a effetto
Coriolis richiedono che il fluido “senta” una velocità angolare ω il cui vettore sia perpendicolare
alla velocità V del fluido. In questo esempio ω è un movimento oscillatorio prodotto dalla
flessione del tubo a C attorno ai suoi supporti. Per l’analisi semplificata di figura.. ω è trattata
come la rotazione di un corpo rigido attorno ad un asse fisso e la portata del fluido è
rappresentata tramite un’unica velocità V, invece che attraverso un profilo di velocità.
L’accelerazione assoluta di un punto individuato da un vettore ρ, che parte dall’origine
(individuata da un vettore R che esce da un punto di riferimento fisso) di un sistema di
coordinate rotante definito da un vettore di velocità angolare ω, è data da:
97SISTEMA DI COMPRESSIONE
= +ω (ω ρ) + ρ+ r + 2ω r (3.6)
Per il nostro esempio R ≡ 0, quindi =0e r = V. I sensori di movimento del misuratore di
flusso sono sensibili all’angolo di torsione θ; dunque si prendono in considerazione solo quelle
forze di inerzia che causano torsione. Nell’equazione sopra l’unico termine di questo tipo è
l’accelerazione di Coriolis 2ω X V. Un elemento di massa del fluido dM in corrispondenza di ρ
causa una forza d’inerzia di entità pari a (dM)(2ω X V) e direzione opposta a ω X V. Poiché V
cambia segno dal lato destro al lato sinistro del tubo a C, un paio di masse, una posta a destra e
l’altra a sinistra, generano una coppia torsionale d’inerzia dT:
dT = 2(2ω V) (dM)d = 2(2ω V) d (3.7)
T= = 4ωGd = 4LdωG (3.8)
La velocità angolare ω oscilla sinusoidalmente così che la coppia T risulta anch’essa sinusoidale.
Questa agisce da segnale di controllo tendendo a far torcere il tubo a C; poiché la frequenza
propria torsionale del tubo a C è ben sopra questa frequenza d’azionamento allora il sistema
torsionale massa/molla agisce essenzialmente come una molla di rigidezza Ks, permettendo il
calcolo dell’angolo di rotazione θ (torsione) da
Θ= G (3.9)
I trasduttori di spostamento P1 e P2 ( sia di tipo ottico, sia di tipo magnetico) vengono collocati
nei pressi della posizione neutra del tubo. Sono solitamente di tipo on-off, dunque non si usano
sensori proporzionali, e generano un impulso quando la tubatura passa in corrispondenza della
loro posizione. A causa della torsione θ uno dei trasduttori verrà triggerato un intervallo di
tempo Δt più tardi dell’altro. Se la velocità angolare media in questo Δt è ωav allora
Θ= ≈ (3.10)
dove il valore istantaneo ω ≈ ωav, a causa del fatto che il movimento viene rilevato su una
piccola frazione del ciclo totale. Combinando otteniamo
G= (3.11)
che mostra come Δt sia una misura lineare della portata in massa. Nel sistema che si sta
considerando la misurazione di Δt è implementata con uno schema di tipo pulse with modulation,
avvalendosi di un oscillatore digitale dotato di gate che si interfaccia con un contatore up-down.
Viene facilmente ottenuta anche la quantità di fluido transitata su un qualsiasi intervallo di
98SISTEMA DI COMPRESSIONE
tempo attraverso un’integrazione digitale. Questo tipo di misuratore è privo di ostruzioni;
inoltre è essenzialmente insensibile alla viscosità, alla pressione e alla temperatura; può essere
utilizzato con liquidi puliti, schiume e residui, e anche con liquidi contenenti gas. Siccome Δt
viene misurato una volta per ogni ciclo di flessione allora il misuratore è in grado di rispondere
in modo rapido a portate variabili; tuttavia per la misura dalla portata media viene effettuata
una media di differenti cicli, al fine di migliorare l’accuratezza.
Il funzionamento di tale dispositivo parte dalla considerazione che in un sistema di riferimento
uniformemente rotante, un corpo in movimento appare (ad un osservatore nello stesso sistema
di riferimento), come soggetto ad una forza radiale rispetto al movimento del sistema, detta
Forza di Coriolis. Se si fa quindi passare un fluido in un tubo circolare (solitamente a forma di
U) si crea uno spostamento di questo tubo (solitamente mediante vibrazioni indotte) a causa
della forza di Coriolis agente sul tubo stesso. Questo spostamento è proporzionale alla portata
massica, che può così essere misurata.
Qui di seguito è possibile osservare lo schema del massico e le sue specifiche tecniche.
Figura 3.30 – Misuratore di portata massico Endress Hauser a effetto Coriolis
99Puoi anche leggere

















































