Laboratorio Biomasse e Biotecnologie per l'Energia - Processi innovativi per la produzione di biocarburanti avanzati - Unindustria
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Processi innovativi per la produzione
di biocarburanti avanzati
Vito Pignatelli, Giulia Massini
Laboratorio Biomasse e Biotecnologie
per l’Energia
Innovazione tecnologica per la competitività:
l’Atlante ENEA
Roma, Unindustria, 29 Ottobre 2015
1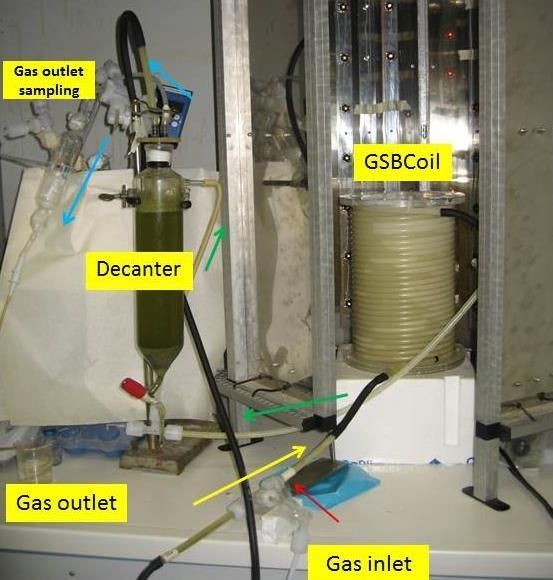
I biocarburanti avanzati e l’Atlante dell’Innovazione
Per quel che riguarda l’Atlante dell’Innovazione dell’ENEA, il tema
dei biocarburanti avanzati ricade nell’ambito del Cluster “Chimica
Verde”, e le attività, svolte dal Laboratorio Biomasse e Biotecnologie
per L’Energia, sono riportate nelle schede:
• PROCESSI INNOVATIVI DI PRODUZIONE DI BIOGAS A
DOPPIO STADIO
• PRODUZIONE DI BIOCARBURANTI E CHEMICALS CON
VALORIZZAZIONE DEL GLICEROLO
2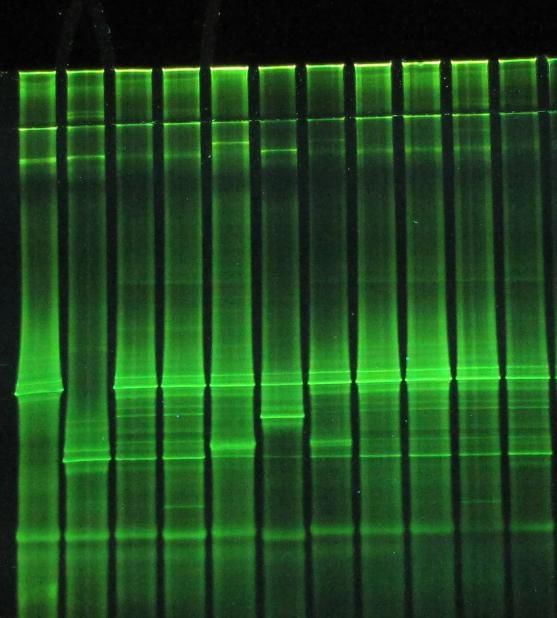
Schede dell’Atlante dell’Innovazione
3
I biocarburanti avanzati e la ricerca ENEA
Le attività svolte dal Laboratorio Biomasse e Biotecnologie per
l’Energia dell’ENEA riguardano in particolare:
• Lo sviluppo di processi e tecnologie innovativi per la filiera del Biogas
ottenuto dal processo di Digestione Anaerobica (3 brevetti): configurazione
di processo in bifase per l’incremento della produttività e del contenuto in
metano nel biogas; Clean up biologico del biogas; trattamento del digestato
• Lo sviluppo di processi innovativi per la produzione di biocarburanti -
idrogeno ed etanolo - mediante la fermentazione anaerobica del glicerolo,
sottoprodotto dell’industria del biodiesel (1 brevetto)
In entrambe i casi (biometano prodotto dalla digestione anaerobica di
biomasse residuali e biocarburanti derivati dal glicerolo) i prodotti finali sono a
tutti gli effetti da considerarsi come biocarburanti avanzati
4
La Direttiva CE n. 28/2009 (23 aprile 2009) sulla
promozione delle fonti rinnovabili
Obiettivi da raggiungere per il 2020:
• Ridurre le emissioni di CO2 del 20% rispetto ai livelli del 1990
• Incrementare del 20% l’efficienza negli usi finali dell’energia rispetto ai
livelli attuali (Comunicazione CE del 19.10.2006 “Piano d’azione per
l’efficienza energetica: concretizzare le potenzialità”)
• Promuovere le Fonti di Energie Rinnovabili (FER) con un obiettivo
vincolante del 20% sul totale dei consumi energetici della UE, con valori
diversi per i diversi paesi (per l’Italia il 17%) e del 10%, per ciascun
paese membro, dei consumi nel settore dei trasporti terrestri
• Stabilire uno stretto collegamento tra lo sviluppo della produzione di
energia da FER e l’aumento dell’efficienza energetica
Direttiva recepita dall’Italia con il Decreto Legislativo
n. 28 del 3 marzo 2011
5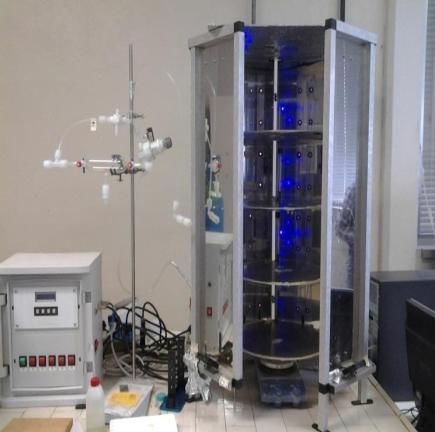
Il futuro dei biocarburanti: la sfida della sostenibilità
• L’obiettivo del 10% di sostituzione dei combustibili fossili con
energia rinnovabile nel settore dei trasporti può essere raggiunto
con i biocarburanti, l’idrogeno e l’elettricità da fonti
rinnovabili
• Per poter essere considerati ai fini dell’assolvimento dell’obbligo di
sostituzione dei combustibili fossili nel settore dei trasporti o del
raggiungimento della quota stabilita di uso di energia rinnovabile,
biocarburanti e bioliquidi devono dimostrare il rispetto di criteri di
sostenibilità
• Biocarburanti e bioliquidi non devono essere prodotti su terreni ad
alto livello di biodiversità. Nel calcolo delle emissioni di gas ad
effetto serra (GHG) saranno considerate anche le emissioni
causate dal cambiamento dell’uso del suolo
6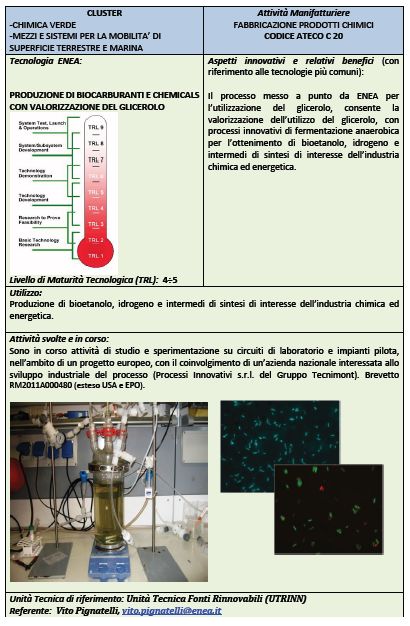
I biocarburanti avanzati
• Il Decreto del 10 ottobre 2014 del Ministero dello Sviluppo Economico,
stabilisce le quote obbligatorie di immissione al consumo dei biocarburanti
per gli anni 2015-2022 e introduce, a partire dal 2018, una quota
obbligatoria di biocarburanti avanzati
• Per biocarburanti avanzati si intendono tutti quelli prodotti da scarti e
residui agricoli ed agroindustriali, biomasse lignocellulosiche - anche da
colture dedicate - alghe e colture di microalghe, con l’eccezione del
biodiesel ottenuto da oli alimentari esausti e grassi animali non
commestibili
• Questa definizione corrisponde sostanzialmente a quella comunemente
accettata per i biocarburanti di seconda generazione, che contano il
doppio del loro valore energetico reale ai fini dell’assolvimento degli
obblighi di immissione al consumo da parte dei distributori di carburanti per
autotrazione
7
Immissione al consumo di biocarburanti nel settore
dei trasporti in Italia previste per gli anni 2015-2022
% obbligatoria
% immissione
Anno biocarburanti
biocarburanti
avanzati
2015 5,0
2016 5,5
2017 6,5
2018 7,5 1,2
2019 9,0 1,2
2020 10,0 1,6
2021 10,0 1,6
2022 10,0 2,0
Fonte: Ministero dello Sviluppo Economico, D.M. 10 ottobre 2014
8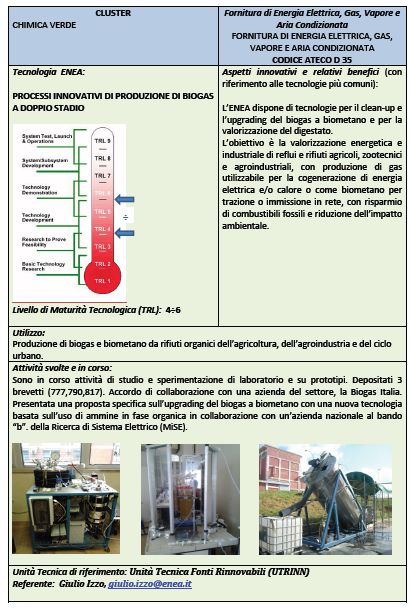
Veicoli a gas naturale in alcuni paesi UE (giugno/luglio
2013)
1.000.000 N. veicoli
900.000
823.000
800.000
700.000
600.000
500.000
400.000
300.000
200.000
96.349
100.000 61.623 44.322
13.538 28.218
0
Bulgaria Francia Germania Italia Svezia (**) Altri (***)
(*)
(*) dati aggiornati a maggio 2013
(**) dati aggiornati a dicembre 2012
(***) Paesi con più di 1.000 veicoli, nell’ordine: Austria, Paesi Bassi, Ungheria, Spagna,
Polonia, Finlandia (maggio 2013), Slovacchia
Elaborazione su dati Natural Gas Vehicle Association - NGVA Europe, 2014 9
Processi innovativi di produzione di biogas a doppio
stadio
1) ENEA-CRA Brevetto numero PCT/IB2014/059942
Digestione anaerobica a doppio stadio:
innovazione di processo e di configurazione
di impianto
• Ottimizzazione statistica della composizione del
substrato (effluenti zootecnici, scotta, e glicerolo)
per indirizzare il processo
• Separazione delle fasi con produzione separata di
idrogeno e metano
• Condizioni di pressione subatmosferiche al primo
stadio
• Ricircolo parziale dell’ idrogeno al secondo stadio
• Condizioni di mesofilia
10Linee di ricerca: processi innovativi di produzione di
biogas a doppio stadio
• Autonomia energetica delle aziende latto-casearie: la scotta
•Trattamento dei reflui zootecnici: scarti ad alto contenuto in fibre
•Valorizzazione energetica degli scarti ad elevato contenuto di fenoli della filiera olearia
•Selezione di inoculi microbici esplorando la biodiversità funzionale di pool microbici
presenti in ecosistemi naturali e/o negli scarti
•Studio e monitoraggio della composizione e della funzionalità delle comunità
microbiche durante i diversi stadi del processo di digestione anaerobica e desolforazione
biologica del biogas
11Autonomia energetica delle aziende latto-casearie: la
scotta
Bioraffinerie (IEA): trasformazione sostenibile di biomassa in uno
spettro di prodotti per il mercato e per l’energia
“Da un processo lineare ad uno ciclico”
SCARTO RISORSA
pH 5,9-6,2
Lattosio (g/l) 6-55
VS (g/L) 45-54
COD tot (g/L) 74-85
Proteine (g/L) 0,45-0,90
Costi di smaltimento per la
• Ciclizzazione dei processi produttivi
Formaggi Boccea s.r.l.: fino • Smaltimento autonomo dei rifiuti
a 4,6 euro per t di refluo • Autonomia energetica
prodotto (produzione media • Ritorno economico
annua…) 12La scotta: caratteristiche dell’impianto CSTR (Continuos
Stirred Tank Reactor)
Inoculo I stadio:
sedimenti marino-costieri o liquame
Inoculo II stadio:
liquame (20%)+ scotta (10g/l lattosio).
FM
Primo stadio:
Volume di lavoro: 10 L GC
PC Torcia
HRT: 12-24-48 h Analisi
T: 37 °C
pH: 5-5,5
Secondo stadio:
Volume di lavoro: 51 L
HRT: 7,5-15 d
T: 37 °C Pompa Feedstock Primo Pompa Secondo stadio Digestato
pH: 6,8–7,8 peristaltica Stadio peristaltica
13La scotta: risultati della sperimentazione
M1 (10 g/l lattosio); HRT CH4 = 7,5 giorni; OLR CH4 = 0.67gVS/L reattore * d
B1 (10 g/l lattosio); HRTH2 = 24h; HRTCH4 = 7,5 d; OLRH2 = 1,33gVS/L; OLRCH4 = 0.67gVS/L reattore* d
B2_H2 (10 g/l lattosio); HRTH2 = 12h; HRTCH4 = 7,5 d; OLRH2 = 1,33gVS/L OLRCH4 = 0.67 gVS/L reattore * d
Parametri di
M1 B1 B2_H2
processo
Flusso H2
- - 3,91 ± 0,50 Vantaggi del bistadio:
(NL/d)
Flusso 12,2 ± • Incremento della resa
9,59 ± 0,54 11.6 ± 0,44
CH4(NL/d) 0,64 energetica anche in assenza di
H2 (%) - - 39,2 ± 2,0 produzione di H2 (B1)
66,8 ± • Incremento della percentuale
CH4 (%) 56,3 ± 0,65 58,7 ± 1,2 di CH4 nel biogas
2,75
Resa (NLH2*gVS- • Gestione e controllo del
1) - - 0,115 ± 0,02
processo sul primo reattore
Resa 0,28 ± 0.36 ± • Produzione di una miscela
0,34 ± 0,13
(NLCH4*gVS-1) 0,016 0,02 arricchita di H2 (idrometano)
KJ tot/g VS 8,86 11,4 12,0
H2 (%) CH4 (%) CO2 (%)
Miscela
11,1 ± 4,33 43 ± 7,3 44,7 ± 3,12
B2_H2
14Trattamento dei reflui zootecnici: scarti ad alto
contenuto in fibre
Utilizzando funghi ruminali: Ecosistema ruminale
si incrementa l’idrolisi di biopolimeri resistenti
si evitano pretrattamenti costosi e complessi dei substrati
Ciclo vitale dei funghi ruminali
doc01626820150929105532
Utilizzando funghi ruminali (FR)
in associazione con un pool
microbico fermentante (F210):
Aumenta la quantità di CH4
prodotta da paglie del 68%
Si incrementa la percentuale di
CH4 nel biogas del 5%
inoltre
Si abbattono i metaboliti nel
digestato
15Conclusioni e possibili applicazioni
L’inoculo con Funghi ruminali + idrogeno produttori F210 incrementa la produzione di metano
confermando l’importanza della cooperazione tra gruppi funzionali di microorganismi
• Ceppi di Funghi Ruminali e Pool Microbici Selezionati possono essere
utilizzati per:
incrementare l’efficienza della Digestione Anaerobica
accelerare la fase di avviamento dei reattori
il recupero del processo in caso di malfunzionamenti o fallimenti
• A differenti produzioni di CH4 corrispondono differenti composizioni della guild di
metanogeni acetotrofi
• La dominanza di specifiche componenti microbiche esprime la risultante dei
parametri di processo
16Selezione degli inoculi e caratterizzazione delle
comunità microbiche con tecniche di biologia molecolare
• Selezione di inoculi microbici esplorando la biodiversità
dei microrganismi presenti in natura
• Studio e monitoraggio della composizione e della
funzionalità delle comunità microbiche durante i diversi
stadi del processo di digestione anaerobica e
desolforazione biologica del biogas
• Costruzione di librerie genomiche del gene 16S rRNA
• Elettroforesi con gradiente denaturante (DGGE)
• Analisi dei frammenti di restrizione del DNA ribosomiale
amplificato (ARDRA)
• Fluorescenza con ibridizzazione “in situ” (FISH)
17Individuazione di parametri microbiologici per il controllo
del processo di DA
L’efficienza del processo di DA si basa sulle interazioni sinergiche tra
popolazioni microbiche appartenenti ai diversi gruppi funzionali
Mediante la tecnica non colturale FISH è possibile rilevare
le componenti microbiche metabolicamente attive: ogni
colorazione evidenzia uno specifico gruppo
Micrografie relative alla comunità microbica attiva
nello stadio a CH4 dell’impianto pilota ENEA
• in rosso batteri del dominio degli Archea (sonda Arch
915);
• in verde batteri del dominio degli Eubacteria (sonde
EUB 338, I,II, III);
• in azzurro batteri della famiglia delle
Enterobacteriaceae (sonda EBAC), appartenenti al
dominio degli Eubacteria
Sovrapposizione delle immagini ottenute per uno stesso campo del microscopio
18Individuazione di parametri microbiologici per il controllo
del processo di DA: un esempio sperimentale
Indispensabili per far procedere la DA sono: idrolitici acidogeni acetotrofi metanogeni
Analisi di comunità:
1) Eubatteri vs Archaea metanogeni
Analisi Guild di metanogeni acetotrofi:
2) Methanosaeta vs Methanosarcina
Funghi Ruminali F210 Funghi Ruminali + F210 Funghi Ruminali F210 Funghi Ruminali + F210
INIZIO PRODUZIONE CH4
Solo Methanosaeta
Specialisti obbligati nell’uso dell’acetato
Alta affinità per il substrato
FINE PRODUZIONE CH4
Anche Methanosarcina
Generalisti nell’uso dell’acetato. In base
alla disponibilità possono utilizzare
anche metanolo, metilammine e H2
19Filiera del biogas: valorizzazione del digestato
2) Brevetto ENEA - Università di Roma La Sapienza n. RM2013A000477
Ottimizzazione di un processo innovativo per la
valorizzazione del digestato
“Procedimento di rimozione e recupero dell’azoto
ammoniacale totale, stabilizzazione e miglioramento delle
caratteristiche di filtrabilità di un digestato anaerobico,
mediante utilizzo di ozono”.
Peculiarità:
• Recupero dell’azoto
• Processo a Temperatura Ambiente
• Esclusione dei processi biologici di
nitrificazione e denitrificazione
mgO3/gTS
• Assenza di emissione di gas clima-
m alteranti (N2O)
20
gFiliera del biogas: upgrading del biogas a biometano
• Raffinazione del biogas (55-65% in metano) o gas da discarica (45% in
metano) per ottenere biometano (≥95% in metano, zolfo totale < 150
mg/m3)
• Generalmente il processo avviene in due stadi successivi:
Rimozione tracce Rimozione
Biogas di altri gas e Biometano
della CO2
contaminanti (*)
(*) silossani,
I punti critici del processo sono i
consumi energetici e la presenza
di componenti che possono dare
origine a fenomeni di corrosione idrogeno solforato, ammoniaca,
acqua, azoto, polveri
21Abbattimento dell’H2S tramite fotosintesi anossigenica
3) Richiesta di brevetto ENEA n. RM2015A000082
2nH2S + nCO2 + hν → 2nS0 + n(CH2O) + nH2O
ulteriore ossidazione a SO42- in condizioni di eccesso di illuminazione e/o poca disponibilità di H2S
Chlorobium limicola
• I LED consentono di utilizzare le lunghezze d’onda specifiche riducendo i
costi di illuminazione
• I LED che emettono a 770 nm consentono di
ottenere valori di efficienza maggiori con un
minore incremento in batterioclorofilla. Non si
evidenziano effetti sinergici 33Clean-up biologico: fotobioreattore a LED GSBCoil
Dati tecnici
• spirale tubolare di Teflon®-PFA
• pompa peristaltica: HRT di 10-15 min
• Volume Coil: 0,7 l
• Volume decanter:0,8 l
• l’irradianza: 0,5 W m-2
• Monitoraggio di tutti i composti dello
zolfo per evidenziare efficienza del
sistema
• Analisi molecolari mediante Denaturing
Gradient Gel Electrophoresis (DGGE)
per verificare la purezza e la stabilità
dell’inoculo in condizioni di non sterilità
E’ stato testato in due condizioni sperimentali
• Biogas sintetico: 2.000 ppm di H2S 70 ml min-1
• Biogas DA: 400 ppm di H2S circa 50 ml min-1
23Clean-up biologico: biogas reale 400 ppm di H2S
IN OUT Biogas Flow LED %
500
Biogas flow ml/min; LED %
400 100
80
H2S ppm
300
60
200
40
100
20
0 0
2 6 21 23 48 50 70 72 94 97 98 100 124 243 245 265 285 289 290 291 291 293 358
h
Alimentando il fotobioreattore con biogas a 400 ppm con 0,38 W/m2 di
illuminazione si ottiene il clean-up del 100%, con alcune oscillazioni tra 89 e
98%. Il sistema risponde come previsto alle variazioni di flusso di biogas in
entrata e di irradianza
24Produzione di biocarburanti e chemicals con valorizzazione
del glicerolo
Consumi percentuali dei diversi biocarburanti nei Paesi
dell’Unione Europea (2014)
Olio Biometano
vegetale 0,95%
0,23%
Bioetanolo
19,10%
Biodiesel
79,72%
Elaborazione su dati EurObserv’ER - Biofuels Barometer 2015 25Bioconversione del glicerolo in biocarburanti e
chemicals
4) Brevetto RM2011A000480 (esteso USA e EPO)
• Processo messo a punto da ENEA per la
valorizzazione del glicerolo: si basa sulla
fermentazione anaerobica da parte di un consorzio
microbico selezionato per la produzione di
bioetanolo, idrogeno ed intermedi di sintesi di
interesse dell’industria chimica utilizzando il
glicerolo come unica fonte di carbonio
• Sono in corso attività di studio e
sperimentazione su circuiti di
laboratorio nell’ambito del Progetto
Europeo GRAIL, che prevede lo scaling
up su impianto pilota, con il
coinvolgimento di un’impresa nazionale
interessata allo sviluppo industriale del
processo (Processi Innovativi s.r.l. del
Gruppo Technimont)
26Bioconversione del glicerolo in biocarburanti e
chemicals: attività di ricerca ENEA
Condizioni sperimentali
Fermentazione fed-batch in condizioni di non sterilità
(volume di lavoro 1L)
• Glicerolo Ital Bi Oil: 20 g/l – 40g/l – 60g/l – 80g/l
• Inoculo GCL: 10% (v/v)
• pH iniziale: ≈ 8.0
• Agitazione: 120 rpm
• Temperatura: 37°C
• Mezzo di coltura: minimal medium
Obiettivo: incrementare la
conversione del glicerolo, Target produzione
massimizzando la produzione etanolo: ≈ 40 g/L
di idrogeno ed etanolo
27Caratterizzazione con DGGE delle comunità di Klebsiella
ed E. coli al termine delle fermentazioni in fed-batch
1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5 6 7 8 9 10 11 1= klebsiella community
2= E.coli community
3= activated GCL
4= 20_1
5= 20_2
6= 20_pH
7= 40_1
8= 40_2
9= 60
10= 80
11= activated GCL
Le comunità di Klebsiella ed Escherichia (idrogeno ed etanolo produttori) si
mantengono stabili per l’intera durata delle fermentazioni fed-batch conservando il
polimorfismo tipico delle loro strutture.
Nella prova 20_pH è stata identificata una nuova banda appartenente al genere
Clostridium, non presente nell’inoculo originario
28Bioconversione del glicerolo in biocarburanti e
chemicals: work in progress
• Origine del Clostridium
• Analisi dell’inibizione da etanolo sulla crescita dei batteri dell’inoculo GCL con un
modello cinetico
• Valutazione degli effetti del controllo del pH dopo l’alimentazione del bioreattore
• Ottimizzazione della produzione di idrogeno ed etanolo con un processo di
fermentazione in continuo (20 g/L e 40 g/L di glicerolo ITB)
29Grazie per l’attenzione
Vito Pignatelli, Elena De Luca, Floriana Fiocchetti,
Giulia Massini, Silvia Rosa, Antonella Signorini
Laboratorio Biomasse e Biotecnologie per l’Energia
ENEA - Dipartimento Tecnologie Energetiche
Divisione Bioenergia, Bioraffineria e Chimica Verde
C.R. Casaccia - Via Anguillarese, 301
00123 S.M. di Galeria, Roma
e-mail: vito.pignatelli@enea.itPuoi anche leggere

















































