Gestione della commessa in Honda Italia - Ing. Antonio Fantinelli
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Gestione della commessa in Honda Italia
Ing. Antonio Fantinelli
1
Agenda
Presentazione della Honda Italia
Organizzazione, prodotti, sedi e stabilimenti
Gestione della commessa in Honda Italia
Organizzazione stabilimento
Assegnazione commessa
Large Schedule
Flussogramma del lavoro
Esempio di caso concreto di flusso di lavoro improprio
Il “Cameriere Project”
La tracciabilità
Criteri di classificazione
RFID Attivo e Passivo
Esempio di un caso concreto
Question time
2
Presentazione della Honda Italia
Honda Italia, stabilimento di Atessa (CH)
3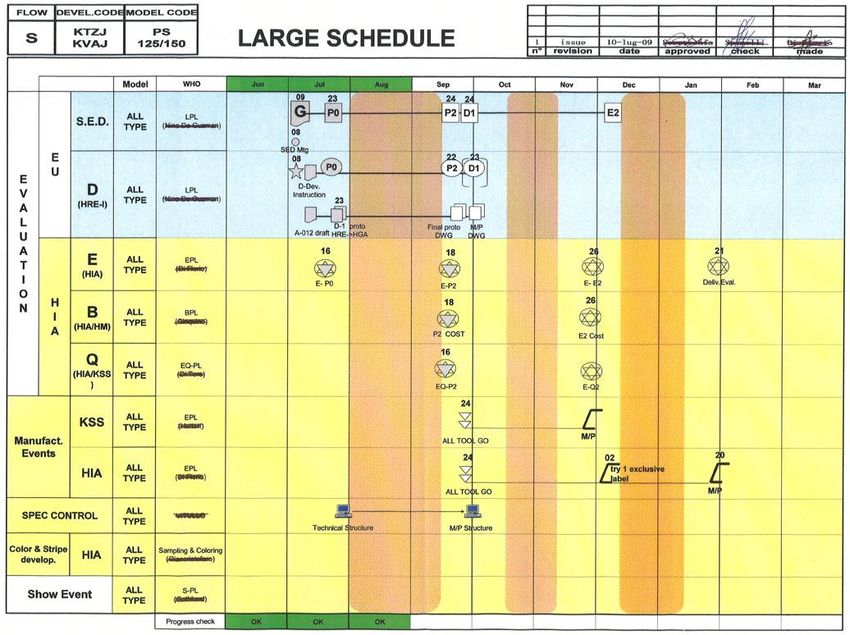
Presentazione della Honda Italia
Associates
Jap Local TTL
HII HONDA ITALIA INDUSTRIALE S.p.A.
HLC.IT Associates :
HIR ROMA OFFICE 3 62 65
55
HIA ATESSA FACTORY 12 693 705 VERONA - Local 1043
HAI - Japanese 40
HIB BOLOGNA OFFICE 0 1 1
HIB 70
15 756 771
1 Gttl 1.083
BOLOGNA
HAI HONDA AUTOMOBILI ITALIA S.p.A.
HIA FACTORY
VERONA OFFICE 1 69 CIAP
1 69 70 82 ATESSA 705
Cerratina
ROMA
HEM HONDA EUROPE MOTORCYCLE HLC.IT
HIR 6
ROMA OFFICE 10 22 65
10 22 32
HEM
HRE-R
32 PPC
HRE-R HONDA R&D EUROPE ITALY 67
9
ROMA OFFICE 13 54 67
13 54 67
EURO-QIC
CIAP CIAP (Joint-venture with YAMADA ss ) 7
BOLOGNA FACTORY 1 81
1 81 82
HLC HONDA LOGISTIC CENTRE ITALY
POSITION IN HONDA
VERONA WAREHOUSE 0 55 European Business
CERRATINA WAREHOUSE 0 6 CAR ( HME ) - HAI
0 61 61 P/E ( HEPE ) - HII
S/P ( HE ) - HII , HLC.IT
Bologna, 8 Marzo 2010 M/C HEM- HII -HRE-CIAP 4
40 1043 1.083
Presentazione della Honda Italia
5
Presentazione della Honda Italia
6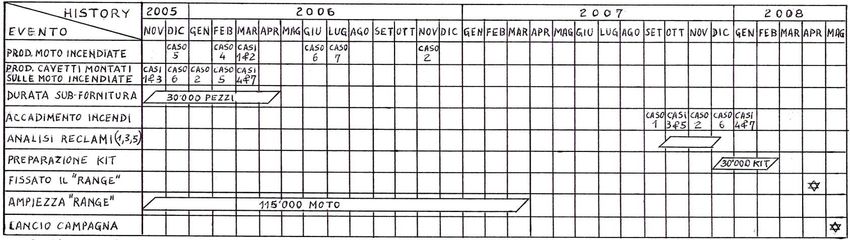
Presentazione della Honda Italia
7
Presentazione della Honda Italia
8
Presentazione della Honda Italia
Export 80 Ki
Production
countries 39% 61%
Models
export domestic
Hornet 600
CBF600/S (ABS) PORTUGAL
CBF500 (ABS) SPAIN
@ 125/150 FRANCE
HIA Production
SH 125/150 GERMANY
Engines
Dylan 125/150 SWITZERLAND
Pantheon 125/150 BELGIUM GCV 135/160
Foresight 250 ENGLAND GC 135/160
Jazz 250 NETHERLAND
AUSTRIA
EURO DISTRIBUTOR
9
Gestione della commessa in HIA
Gestione della commessa in HIA
Organizzazione dello stabilimento
Assegnazione della commessa
Large Schedule
Flussogramma del lavoro
Punto di criticità del flussogramma del lavoro
Esempio di un caso concreto di flusso di lavoro
improprio
10Gestione della commessa in HIA
Committente
Honda Motor Co. Ltd. (HM)
Japan
S.E.D. Office
Honda Italia (HIA) Honda Spagna (MH) Honda India (HFI) Honda Brazil (HDA)
Atessa Barcelona New Delhi Managua
• Honda Motor assegna ad uno stabilimento Honda nel mondo un nuovo modello da produrre.
• La decisione viene presa da S.E.D. Office (Sales, Engineering, Design) in Giappone.
• L’assegnazione tiene conto delle indagini dell’ufficio Marketing, che ha l’Head Office in
Giappone e proprie emanazioni in tutti i paesi in cui esiste uno stabilimento oppure un
distributore Honda.
11Gestione della commessa in HIA
Criterio di assegnazione
Honda Italia (HIA) Honda Spagna (MH) Honda India (HFI) Honda Brazil (HDA)
Atessa Barcelona New Delhi Managua
• Scooter fino a 300cc. • Moto stradali 125cc. • Scooter 50/100cc. • Moto stradali 125/250cc.
(Commuter) (First entrance bikes) (Low price-range) (Business bikes)
• Moto stradali 600/1000cc. • Moto enduro medie
(Fun & Tourer bikes) (On/Off bikes)
• Moto trial
L’assegnazione avviene in base a:
• Tipologia di prodotto
• Capacità produttiva dello stabilimento in funzione del target fissato dal comitato S.E.D.
12Gestione della commessa in HIA
Incontro con lo stabilimento assegnatario
Come Dove Quando Chi vi partecipa Input
Riunione M-1 Giappone 15 mesi prima Direttore R&D Definire quanti
Si discute al dell’inizio della Direttore di produzione Mother Factory
2) stampi servono per
cospetto del produzione Direttore “International Purchasing
fare la “Carrozzeria”
prototipo Office” (HM) in plastica
approntato da Direttore Qualità Mother Factory
Metodi di produzione
R&D1) in HIA
HIA Tracciabilità
(NON e-mail o EPL EQPL SPL Fissare i target
video- “Q.C.D.”3)
conferenza) Gli stampisti più importanti in base alla Definire la “Large
capacità e velocità (in genere 2 o 3) Schedule”4)
1) R&D significa “Research & Development”. È l’ufficio tecnico di progettazione di tutti i modelli Honda. È un’entità unica e
distaccata dagli stabilimenti, infatti nessuno stabilimento Honda nel mondo ha un ufficio tecnico di progettazione.
2) Mother Factory: è lo stabilimento in Giappone dove è stato prodotto o è attualmente in produzione un modello con le
specifiche il più vicino possibile a quelle del modello da sviluppare; tale modello viene denominato “base model”.
3) Q.C.D.: Quality, Cost, Delivery - sono i parametri di valutazione della prestazione .
4) Large Schedule: fissa la tempistica generale del progetto. Le date sono tassative.
• Lo scopo principale della riunione è la condivisione degli obiettivi tra HM e lo stabilimento.
• Lo stabilimento deve presentarsi alla riunione con uno studio preliminare di fattibilità.
13Gestione della commessa in HIA
14Gestione della commessa in HIA
Criteri di definizione del target dei parametri Q.C.D.
Quality Cost Delivery
Analizzare i seguenti indicatori del Analizzare i seguenti indicatori del A prescindere dal base model, si
“base model”: “base model”: definisce:
Q.tà garanzie pagate Profitto
1. 1. 1. Quando si vogliono riceve i lotti di
Q.tà moto sotto garanzia Q.tà moto prodotte
produzione
Q.tà particolari N.G. arrivati in linea 2. La quantità di ciascun lotto
2. 2. Costo produzione (Plan vs.
Totale particolari entrati Result) 3. Modalità di imballaggio
Costo garanzie pagate
3. 4. Politica della tracciabilità
Costo dell'apparato qualità
3. Cost-down (analisi del “progress
Analizzare significa capire le cause status” del localization plan) Criterio
del “gap”, se c’è, tra target e 1. 2. 3. 4.
risultato, per ciascun indicatore. Localization plan: progetto Just- Minimo Cameriere Tracciare
Il criterio è quello di eliminare (sempre aperto) di far produrre un in- stock di project* almeno i
almeno le prime 2 o 3 cause particolare dove costa meno, a time sicurezza particolari
(dipende dal peso di ciascuna parità di qualità. Con “local” si in HS e HA*
intende tutto ciò che non è funzione
causa, determinato dal diagramma del lead-
di Pareto) prima dell’inizio prodotto in Giappone. time del
produzione. fornitore
• Tutti i 3 parametri vengono sempre valutati congiuntamente.
• Anche il ricevimento dei particolari nel termine previsto è “qualità totale”.
15Gestione della commessa in HIA
Organizzazione stabilimento HIA Honda Logistic
Center - HLC Europa
Gent (Belgio)
Direzione Generale
Direzione Personale Direzione Amm. Direzione Direzione HLC Italia
e Finanze Produzione Q.C.D. Block Atessa
• Ambiente e sicurezza • Imballaggio
• Programmazione Prod. Q C D
• Stoccaggio
• Lavorazioni Mecc. • Spedizione
• Nuovi modelli (EPL) • Buyers parti moto • Import procurement
• Fonderia
• Controllo qualità • Buyers mat. Grezzi • Local procurement
• Saldatura
• EQ ( Al / Fe / Plastica ) • Gestione magazzino
• Verniciatura
• QIC • Ufficio tecnico • Rifornimento linee
• Linea Assy Motori Moto
• QMS • Gestione rifiuti
• Linea Assy Motori Power
• Prototipi e show
• Linea Assy Telai
• Manutenzione
• Contabilità Ind.le • EQ = Engineering Quality: si occupa dei test sulla moto e di omologazione.
• Tempi e metodi • QIC = Quality Improvement Center: si occupa dell’analisi dei reclami in garanzia,
dell’individuazione della causa e dell’applicazione della contromisura.
• QMS = Quality Management System: si occupa dell’emanazione e gestione delle
procedure per il mantenimento della certificazione ISO:9000.
• Questa organizzazione si riferisce solamente allo stabilimento di Atessa.
• A Roma vi sono gli uffici vendita, assistenza, marketing, training al personale tecnico dei
concessionari, pubbliche relazioni, gestione attività sportive, pubblicità e la Presidenza.
16Gestione della commessa in HIA
17Gestione della commessa in HIA
Punto critico nel flussogramma del lavoro
Evento EP
1. Risoluzione dei problemi avuti al PP1
2. Analisi dei “quality pending items” elencati su apposito modulo
Compiti dell’ufficio
controllo qualità 3. Visita ai fornitori
4. Verifica dei dati di controllo delle maschere, dei flussogrammi di
processo e c.q. di processo
Punto critico perchè si scontrano due scuole di pensiero:
Quella di HIA Quella del fornitore
Nella fase EP i particolari del PP2 devono Costruire i particolari del PP2 con un processo “temporaneo”.
essere costruiti con il processo finale, dal Motivi:
punto di vista delle “4M”: 1. Se vi saranno ulteriori modifiche di disegno c’è il rischio
Man, Method, Machine, Material di dover buttare stampi o attrezzature
2. È molto oneroso fermare la produzione del vecchio
Motivo: altrimenti i risultati dei test di durata particolare per produrre in condizioni di processo finale
sulla moto non sarebbero credibili al 100% i pochi esemplari del PP2
• L’esperienza ha dimostrato più volte che il danno arrecato nel seguire la via del fornitore è di
parecchio superiore a quello che si sarebbe speso nel seguire la via HIA.
• Nonostante l’esperienza insegni, questa fase rimane critica per la riluttanza di molti fornitori.
18Gestione della commessa in HIA
Esempio di caso concreto di flusso di lavoro improprio
Fatto: reclamo dal mercato per rottura del
cavalletto principale, modello SH 125
19Gestione della commessa in HIA
Esempio di caso concreto di flusso di lavoro improprio
Fatto: reclamo dal mercato per rottura del
cavalletto principale, modello SH 125
Analisi
Analisi del pezzo reclamato Analisi dei pezzi PP1/PP2/PP3
1. Il cordone di saldatura non aveva unito i due 1. Il cordone di saldatura aveva unito
pezzi. perfettamente i due pezzi.
2. Distanza tra i due pezzi: 2. Distanza tra i due pezzi:
Disegno 2,5mm - Part 5mm. Disegno 2,5mm - Part 5mm.
Indagine sul processo di costruzione
Processo
Flussogramma di processo Processo PP1/PP2/PP3 Maschera di controllo
in Prod.
Man No Man O X Manuale
X Saldato con maschera Non prevedeva un
Method By Robot O riscontro per la distanza
di controllo
tra i due pezzi da
Machine Robot matricola N. ___ O X Saldatrice saldare.
Material FeP52 O O
20Gestione della commessa in HIA
Esempio di caso concreto di flusso di lavoro improprio
Causa
Fatto 1˚ Why 2˚ Why 3˚ Why 4˚ Why 5˚ Why
Rottura per Perchè il robot Perchè i due Perchè non Perchè Perchè non
saldatura non ha unito i pezzi erano ad controllata la maschera di verificata
difettosa due pezzi una distanza > distanza controllo
spec. (troppa impropria
per il robot)
I particolari del PP1/PP2/PP3 non si erano rotti perchè il saldatore aveva riempito manualmente di saldatura
la distanza tra i due pezzi.
Contromisura Effetti
1. Modifica dello stampo di imbutitura del 1. Lancio di una campagna di richiamo.
fazzoletto di rinforzo.
2. Interruzione produzione per il tempo
2. Applicazione di un riscontro nella maschera necessario all’introduzione delle
di controllo del fazzoletto per la verifica contromisure.
della quota 2,5mm.
• Costo della campagna di richiamo: circa 300.000 €
• Costo del cambio di produzione rispetto al programmato: circa 50.000 €
• Costo se si fossero costruiti i pezzi TRY col processo finale: circa 10.000 €
21Il “Cameriere Project”
Progetto avviato nel 2009
Si prefigge di rivoluzionare l’attuale sistema
di rifornimento linee assy telaio
Il nome trae ispirazione dai due diversi modi di
organizzare un ricevimento:
a) Il commensale si alza per andare a prendere il cibo al
buffet
b) Il commensale resta seduto e viene servito dal
cameriere
22Il “Cameriere Project”
In concreto:
Attuale sistema Nuovo sistema
“Buffet system” “Cameriere system”
L’operatore di linea, per esempio l’addetto al montaggio ammortizzatori, deve: 1. L’operatore preleva il
1. Girarsi per prelevare il pezzo da una cassa alle sue spalle; particolare che trova
2. Sfilare l’imballo del pezzo (in genere una cuffia in Polipol); su un piatto che
transita davanti a lui,
3. Buttare in un raccoglitore l’imballo appena tolto; portato da una catena
4. Girarsi verso la linea per procedere al montaggio; sospesa.
5. Assistere il mulettista quando viene a portare la cassa successiva e
togliere quella vuota.
Tali operazioni riguardano sia l’operatore del lato destro che quello del lato
sinistro.
Il tutto mentre la linea avanza a velocità di circa 2m/minuto (250 moto per
turno)
Target: portare lo “Straight Pass Ratio” di linea dall’attuale 40% ad almeno il 90%.
Lo S.P.R. indica il numero delle moto che non subisce alcuna riparazione dopo l’uscita dalla linea.
• Lo studio ha dimostrato che l’investimento viene recuperato in 1 anno di produzione (sulla
base di 130.000 moto/anno).
• La riparazione delle moto è gestita da una ditta esterna.
• Lo scenario è quello dell’operatore di linea assunto stagionalmente a tempo determinato.
23La Tracciabilità
La Tracciabilità
Definizione e sistemi adottati
Criterio di classificazione dei pezzi
RFID Attivo
Localizzazione in tempo reale
Posizionamento sulla linea 2
Successione delle operazioni
Variante del sistema: RFID Passivo
Differenze fra RFID Attivo e Passivo
Esempio di un caso concreto per un sistema di
tracciabilità il più preciso possibile
24La Tracciabilità
È stata applicata in HIA a fine maggio 2009.
Il sistema scelto è denominato RFId (“Radio
Frequency Identification”).
L’applicazione è graduale e limitata ai soli
particolari contraddistinti dalla sigla HS, HA
oppure HB. La sigla è riportata sul cartiglio
del disegno.
Particolari HS
entro Luglio 2009
Particolari HA
entro Dicembre 2009
Particolari HB
entro Marzo 2010
25La Tracciabilità
Criterio di classificazione HS - HA - HB
HS HA HB
Quei particolari la cui Quei particolari la cui Quei particolari la cui
perdita di funzionalità perdita di funzionalità perdita di
pregiudica la sicurezza pregiudica la sicurezza funzionamento non
di guida e si manifesta di guida, ma il pregiudica la sicurezza
all’improvviso senza conducente può di guida ed il
segnali premonitori percepire dei segnali conducente è in grado di
premonitori (quali raggiungere un posto di
rumore anomalo, soccorso (concessionario
vibrazioni anomale, etc.) od officina)
Applicazione
Entro Luglio 2009 Entro Dicembre 2009 Entro Marzo 2010
26La Tracciabilità
RTLS: sistema di localizzazione in tempo reale
RTLS System
Dati inizializzazione VIN
Dati di localizzazione
Sensor Sensor Sensor Sensor
Stazione
marcatura telai UWB TAGs
UWB TAGs UWB TAGs
27La Tracciabilità
Line 2
Cell Layout - Posizione dei sensori
2 celle, ognuna contiene 6 sensori
- Sensor cell
- Sensor
28La Tracciabilità
photo 1
photo 2
photo 1 photo 2
29La Tracciabilità
RFID Tag/Label
2
RFID Printer 3
VIN Stamping 1
1. Stamping machine stamps VIN on the motorcycle chassis
and sends the VIN to RFID System
2. RFID System writes the VIN on a tag
The Operator get the VIN tag and puts it on the bottom of motorcycle chassis
3. The UWB system gets the information about the new VIN and starts the tracking
30La Tracciabilità
2
Tag Alert system
(1st component)
1. The motorcycle arrives at critical parts assembly location.
The UWB system tracks the position of the motorcycle setting the the assembly zone
2. The Operator gets the part to assembly.
If it is the first part, the Operator removes the attached UWB tag and put it on the motorbike
3. The UWB System creates associations between the Tag of the Parts and the VIN.
If operation OK, the RFID System sets on the green light.
The Operator assemblies the parts on the motorcycle
The motorcycle can proceed on the assembly line.
31La Tracciabilità
Successione delle operazioni
Nella 1˚ postazione della linea Assy telaio, l’operatore addetto alla
punzonatura del numero di telaio (VIN) attiva con il computer un sensore
che emette segnali radio ed ha in memoria il VIN.
Lo stesso operatore prende una scatolina in PVC, vi inserisce il sensore e
lo aggancia al telaio.
Nelle postazioni successive, nelle scatole dei particolari di cui si vuole
tenere tracciabilità (HS, HA, HB) l’operatore troverà un sensore già
attivato dal magazziniere e lo inserisce nella scatolina suddetta.
Il magazziniere avrà inserito nel sensore semplicemente un numero di
identificazione lotto che il fornitore avrà apposto sui contenitori (se
anch’esso ha implementato un sistema di tracciabilità) oppure le
informazioni dalla bolla di accompagnamento merce.
Naturalmente i sensori emettono segnali radio con la stessa frequenza, e
quindi si scambiano le informazioni reciprocamente: il 1˚ sensore
acquisisce le informazioni sui lotti merce e gli altri acquisiscono il VIN. Si è
così creato il legame tra VIN e lotti, che viene memorizzato nella rete
aziendale.
A fine linea i sensori vengono raccolti, smemorizzati e riutilizzati.
Il sistema è costato circa 800.000 €.
32La Tracciabilità
RFID-Attivo
Postazione Identificazione lotto Scatola con
stampigliatura VIN Forcelle anteriori diversi tag
33La Tracciabilità
Variante del sistema
Il sistema descritto è stato adottato finora solo sulla linea maxi-moto.
Sulla linea scooter è stata adottata una variante, denominata RFID-Passivo.
La denominazione è dovuta al fatto che non vi sono sensori che emettono
frequenze radio, e quindi non è necessario installare le antenne lungo la
catena: i sensori vengono sostituiti da badges magnetici.
Il motivo della scelta è prettamente di natura economica: la crisi del settore
automotive era già in atto.
Nella 1˚ postazione l’operatore addetto alla punzonatura del VIN inserisce
tramite computer il VIN stesso in un badge e lo mette nella scatolina che
aggancia al telaio.
Nelle postazioni successive gli operatori troveranno dei badge (anziché dei
sensori) già attivati dai magazzinieri (analogamente al RFID-Attivo).
L’ultimo operatore di linea sgancia la scatolina e ne versa il contenuto in
un lettore che “legge” i badge e riversa l’informazione nella rete aziendale.
In questa fase si crea il legame tra VIN e lotti.
I badge vengono raccolti e riutilizzati.
Questo sistema è costato circa 15.000 €.
34La Tracciabilità
Differenza fra RFID-Attivo e RFID-Passivo
RFID-Attivo RFID-Passivo
RTLS possibile RTLS non possibile
Tracciabilità One-by-One Tracciabilità Lot-by-Lot
Definizione di lotto per HIA
Cambio modello
Cambio paese di destinazione
Cambio turno
35La Tracciabilità
RFID-Passivo
Postazione Identificazione lotto Link VIN-lotto
stampigliatura VIN tramite badge tramite lettura badge
36La Tracciabilità
Esempio di un caso concreto che ha indotto HIA ad introdurre
un sistema di tracciabilità il più preciso possibile
Fatto: il cliente, fermo al semaforo, viene avvisato da un pedone
che sta uscendo del fumo da sotto la sella; alzata la sella, il
cliente vede delle lingue di fuoco provenire da sotto il vano casco.
Nonostante il pronto intervento con un estintore di un vicino
benzinaio, la moto è andata distrutta in tutta l’area centrale.
Caso n. 1 - Totale casi: 7 - Modello: SH150i - Luogo: Roma -
Data: Set. 2007
Analisi
L’analisi accerta che il fuoco si è Crimpatura difettosa Crimpatura corretta
originato nella crimpatura difettosa
del cavetto tra alternatore e
cablaggio principale.
La crimpatura è l’operazione di
aggraffatura dei fili di rame con il
terminale.
Maker layout:
Fornitore Alternatore Cavetto
Mitsuba O
Sub-fornitore O
37La Tracciabilità
Logica di giudizio della crimpatura
Connettore Crimpatura difettosa Crimpatura corretta
Nell’esempio riportato la crimpatura è da giudicare difettosa per
l’eccessiva intercapedine tra i trefoli
tanta aria = poca conducibilità = aumento temperatura
Anche l’estremo opposto (trefoli eccessivamente schiacciati) è da
giudicare difettosa per la deformazione dei trefoli stessi
tanta superficie = tanta resistenza = aumento temperatura
38La Tracciabilità
Esempio di un caso concreto che ha indotto HIA ad introdurre
un sistema di tracciabilità il più preciso possibile
• Il grande problema sono le moto dei casi 2-6-7, prodotte dopo la cessazione della sub-
fornitura ma aventi i cavetti difettosi prodotti dal sub-fornitore stesso.
• Fino a quando si è protratta questa situazione?
39La Tracciabilità
Esempio di un caso concreto che ha indotto HIA ad introdurre
un sistema di tracciabilità il più preciso possibile
Con il termine range si intende da/a numero di telaio coinvolti dalla
campagna di richiamo; infatti quando succede anche solo 1 caso di
incendio, la regola Honda è di lanciare la campagna di richiamo.
In questo caso non si era in grado di stabilire il range da richiamare; è
stato deciso di richiamare le moto prodotte fino a tutto marzo 2007, solo in
base a considerazioni sull’ingresso e sul prelievo dal magazzino.
In conclusione, a fronte di un quantitativo di pezzi potenzialmente difettosi
pari a 30.000 pezzi, sono state richiamate 115.000 moto.
Costo della campagna di richiamo: circa 1.500.000 € (costo RFID: 800.000 €).
40Question Time
Grazie per l’attenzione
Ing. Antonio Fantinelli
antonio.fantinelli@gmail.com
41Puoi anche leggere