DIGITALIZZAZIONE DELLA CONOSCENZA DI PROCESSO, VERSO UN DIGITAL PRODUCTION MANAGER (DIPMA)
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Digitalizzazione della conoscenza di processo,
verso un Digital Production Manager (DiPMa)
Approccio metodologico all’integrazione dei dati di produzione
M.Sc. Francesco Sortino (PhD Candidate – R&D engineer), Prof. Massimiliano
Annoni (Politecnico di Milano) - francesco.sortino@celadagroup.com
Tematiche: Digitalizzazione, Produzione
R.F. Celada viene fondata nel 1938 da Riccardo e Francesco Celada, con lo scopo di
acquisire rappresentanze per la vendita di macchine utensili. Nel periodo di ripresa
economica dell’Italia, Giovanni Celada entra in azienda prendendone rapidamente le
redini. Con lui nasce anche l’esigenza di rivolgersi all’estero, verso nuovi mercati, per
cercare la rappresentanza di case costruttrici di macchine utensili tecnologicamente
avanzate. Durante gli anni 70, il successo spinge l’azienda a coprire il territorio nazionale
in modo più capillare con l’apertura di filiali a Torino, Firenze, Brescia e Bologna. Agli inizi
degli anni 80, con l’ingresso di Guido Celada, l’azienda decide di inserire nel portafoglio
prodotti le macchine delle aziende giapponesi Okuma e Sodick con le quali vengono presi
i primi accordi commerciali. Il decennio successivo conferma il successo di Celada con il
trasferimento nella sede di Cologno Monzese. Pochi anni dopo l’azienda si espande oltre
confine: nel 1994 nasce Celada France, seguita nel 2008 dall’inaugurazione di Celada
Middle East per proseguire poi con le aperture di nuove filiali in Svizzera, Slovenia,
Croazia e Serbia. Inoltre, nel 2015, Celada France diventa rappresentate in esclusiva del
marchio Okuma anche in Francia. La capacità di adeguarsi al mondo che cambia,
l’affidabilità, l’innovazione, e il mantenimento di alti standard qualitativi hanno tracciato
le tappe di un viaggio che dura da oltre 80 anni.
Ad oggi il gruppo conta più di 300 dipendenti nelle sei filiali distribuite in area EMEA, una
dimensione complessiva delle sedi di 20.000 metri quadri, volume di vendita superiore
alle 1.000 macchine utensili/anno, 150 tecnici specializzati ed oltre 15.000 ricambi
presenti a stock nei nostri magazzini.
In ambito industria 4.0 l’azienda ha iniziato la propria trasformazione digitale assieme ai
propri clienti, ponendo le fondamenta delle imprese del futuro fornendo macchine in
grado di soddisfare le esigenze di digitalizzazione. Ad oggi il gruppo vanta collaborazioni
dirette con i leader di mercato in ambito ERP/MES, e continua a supportare le più
importanti società di gestione informatica della produzione. R.F. Celada non si
accontenta di raggiungere un risultato accettabile, ma è sempre alla ricerca della miglior
soluzione ed anche per questo collabora con il Politecnico di Milano nell’ambito di progetti
legati ai processi ibridi e smart manufacturing, utilizzo dei dati di produzione, progetti
europei Horizon 2020 ed è partner fondatore del Competence Center MADE.
Il dipartimento Innovazione si occupa di ricercare, proporre e sviluppare tecnologie e
metodi per il miglioramento continuo dei processi produttivi. Nell’ambito di una
collaborazione a tre parti tramite un progetto di PhD Executive, che coinvolge l’azienda
Téchne di Erba, leader di mercato nel settore Oil&Gas, e il Politecnico di Milano, è stato
sviluppato un sistema in grado di replicare l’esperienza di apprendimento maturata dagli
operatori attivi su macchine utensili a controllo numerico.
1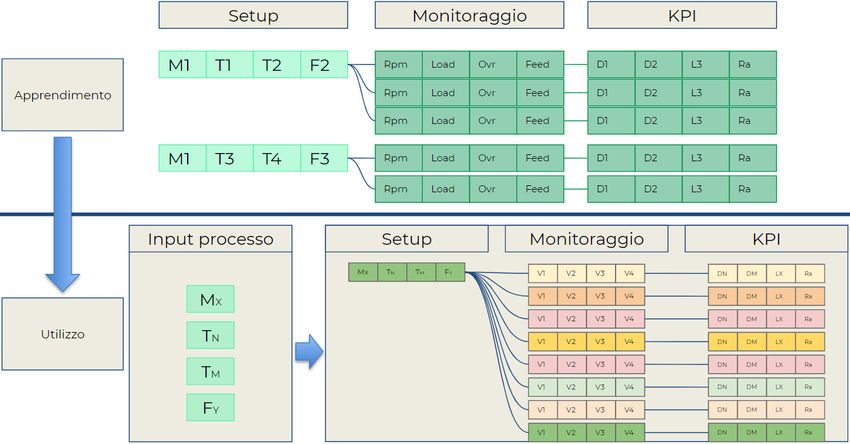
ILLUSTRAZIONE DEL PROBLEMA
Il contesto industriale italiano è stato caratterizzato negli ultimi anni da una forte spinta
verso la digitalizzazione dei processi produttivi, anche grazie ai precedenti vantaggi
fiscali del piano "Industria 4.0", poi trasformato in "Impresa 4.0". In questo ambito,
l’interconnessione dei macchinari è uno dei requisiti fondamentali richiesti per ricevere i
benefici fiscali. Il collegamento di macchine e sistemi gestionali è quindi diventato uno
scenario comune per le industrie del territorio, indipendentemente dalle loro dimensioni,
per recuperare i dati di produzione dal processo produttivo.
Questo lavoro di ricerca, sponsorizzato da R.F. Celada SpA e sviluppato in collaborazione
con il Politecnico di Milano nell'ambito di un programma di dottorato executive, si
concentra sul miglioramento della fase di avvio produzione nel caso di lotti discreti
attraverso l'utilizzo dei dati di lavorazione generati durante il processo produttivo da
macchine utensili a controllo numerico.
CONTESTO SCIENTIFICO
Ad oggi alcune applicazioni basate sull’utilizzo dei dati di processo sono già presenti in
letteratura e sul mercato; queste vanno dai semplici sistemi di monitoraggio a fini di
consulenza, all'integrazione diretta con piattaforme ERP (Enterprise Resource Planning) o
MES (Manufacturing Execution System).
A livello del processo produttivo, integrazioni basate sull’utilizzo dei dati generati dai
macchinari sono attualmente possibili combinando virtualmente l'ambiente fisico del
processo con le sue logiche operative/gestionali a controllo dei parametri fisici, creando
così architetture comunemente identificate come Cyber Physical Systems (CPS).
Nonostante il crescente interesse per questi argomenti sia in campo scientifico che
industriale, le applicazioni in grado di migliorare o suggerire parametri di processo basati
su dati raccolti da produzioni precedenti sono ancora confinate nell'ambito della ricerca
scientifica. Inoltre, i CPS sono praticamente irrealizzabili per le piccole e medie imprese
(PMI) a causa dei loro costi operativi, ed all’alto livello di competenze estese necessarie
per l'effettiva implementazione ed uso.
Grazie al forte interesse nell’argomento, sono stati sviluppati vari protocolli di scambio
dati per macchine a controllo numerico, ed è quindi diventato possibile rilevare l'output
di processo dai sistemi di produzione in modo continuo e rigoroso, raccogliendo
parametri di processo come avanzamento, giri al minuto, contatori di produzione,
identificativi di comesse, e molti altri dati che, una volta riportati in un database comune,
possono costituire una base di conoscenza per la storicizzazione dei parametri di
processo utilizzati. Data la prevalenza delle PMI, spesso non strutturate per
implementare in modo efficace queste tecnologie, poche o nessuna di queste aziende
sfruttano a pieno l'uso dei dati di produzione per l'ottimizzazione dei processi produttivi.
Solo in tempi recenti i Cyber Physical Systems (CPS) sono stati applicati direttamente ai
processi di produzione [1], spesso ribattezzati come Cyber Physical Production Systems
(CPPS) [2]. Mentre molti produttori di macchine utensili avevano già applicato e
integrato soluzioni basate sull'interazione tra dati di campo e caratteristiche della
macchina utensile per ottimizzare la produzione in corso [3] [4] [5], l'uso dei dati di
produzione per la storicizzazione dell’esperienza produttiva deve ancora essere
investigato. A seguito di una ricerca dello stato dell'arte per studi già esistenti in
letteratura ed applicazioni industriali sul mercato, un raggruppamento di utilizzo dei dati
può essere proposto nella seguente divisione:
2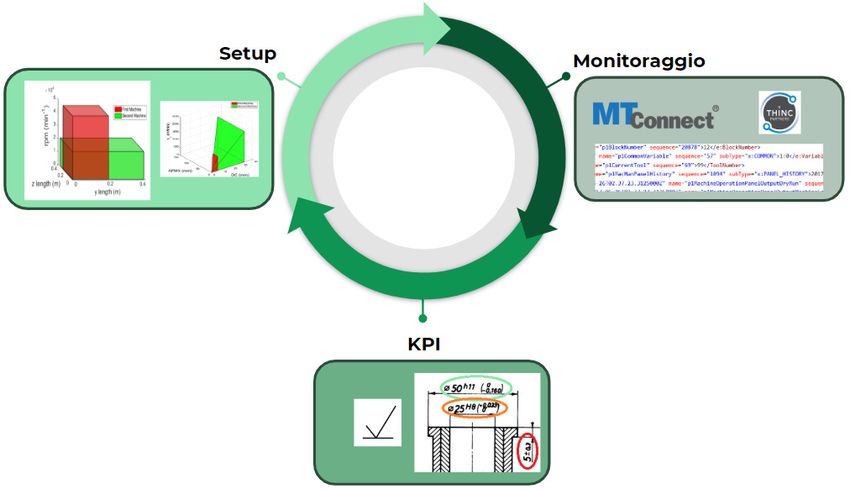
Figura 1 - Cluster di utilizzo per dati di produzione presenti in letteratura e soluzioni
commerciali
Le interfacce in tempo reale ed il monitoraggio dell'avanzamento lavori sono stati i primi
fronti di sviluppo per l'uso dei dati di produzione e ancora oggi sono di grande interesse
nel campo dell'integrazione con sistemi MES e controllo avanzamento ordini [6, 7, 8, 9].
La manutenzione, predittiva e preventiva [10, 11, 12], è stata studiata sfruttando i dati
di processo provenienti dai sensori applicati ai singoli componenti funzionali degli
impianti, per usi simili sono stati studiati anche servizi di assistenza ed operatività
remota [13]. Per applicazioni legate alla pianificazione delle risorse [16, 17] sono
attualmente in studio e proposizione soluzioni commerciali per l'uso di dati di processo al
fine di integrare il livello produttivo con piattaforme ERP e logistiche. Quando si
considera l'uso di dati di processo per migliorare la produzione, è possibile trovare
diverse soluzioni nell'ambito dei controlli adattivi [3,4,5], ma se si considera l'uso di
questi dati per definire e avviare un nuovo processo, nessuna vera applicazione è stata
ad oggi proposta. Solo pochi lavori di ricerca hanno accennato a questo uso [14, 15], ma
nessuna reale implementazione di questo concetto, nemmeno nella produzione
industriale, è stata effettivamente pubblicata.
SCOPO DI PROGETTO
Questo lavoro si pone l’obiettivo di migliorare le fasi di avvio per nuove produzioni
discrete tramite l’utilizzo dei dati di produzione generati da macchine utensili a controllo
numerico.
L'avvio di una nuova produzione, nel contesto delle PMI attive nelle produzioni per lotti
medio / piccoli, subisce una prima fase di transizione consistente in prove ed errori per la
messa a punto dei parametri di processo. Questa prima fase ha un notevole impatto sul
costo finale dei prodotti, soprattutto nel caso di produzioni discontinue e scarsamente
ripetitive. Pertanto, diventa molto importante definire i corretti parametri di processo nel
più breve tempo possibile. Tale operazione è spesso riferita alla conoscenza di processo
acquisita dall'operatore macchina.
Una risposta formale a questa richiesta può provenire dall’utilizzo di software Computer
Aided Manufacturing (CAM), tutt’oggi però utilizzati principalmente nel caso di prodotti
3
completamente nuovi o da azienda in cui è presente un ufficio tecnico in grado di coprire
tutte le singole esigenze produttive. Non è questa una situazione frequente nella gamma
di aziende considerate, e nella quasi totalità dei casi i parametri di processo sono definiti
direttamente dall'operatore che lavora sulla macchina grazie all'esperienza maturata
negli anni. In questo contesto, la figura dell'operatore è centrale in quanto diventa
detentrice della conoscenza del processo e deve ricordare le prestazioni produttive su
varie macchine al variare di parametri come materiali, strumenti e prodotti, al fine di
definire al meglio i parametri di processo da utilizzare per le nuove produzioni.
Questo studio parte dalla razionalizzazione di un modello informativo orientato alla
definizione di nuovi processi produttivi. Per fare ciò, l'architettura sviluppata richiede la
definizione di condizioni al contorno per identificare il tipo di produzione, quindi monitora
i parametri di processo attraverso diversi standard di mercato e protocolli open source,
validando infine la produzione sulla base della misurazione di Key Performance Indicator
(KPI) sul prodotto al termine delle lavorazioni registrate.
DESCRIZIONE DELLA SOLUZIONE
Al fine di utilizzare i dati di produzione esposti durante le lavorazioni, per replicare
l'esperienza di apprendimento degli operatori, è stato inizialmente necessario definire
un'architettura che potesse essere distribuita parallelamente al flusso di produzione.
Questo ha richiesto una modellazione dei flussi di processo relativi all'avvio della
produzione, come attualmente in essere in alcune società manifatturiere coinvolte per
l’analisi.
In questo contatto, sono stati analizzati metodi per la definizione di nuove produzioni ed
è stata ottenuta una struttura formale dei processi decisionali che regolano l'avvio di una
nuova produzione. Va sottolineato che molte delle società coinvolte non possono essere
rappresentate nella definizione di PMI, a causa della loro struttura multinazionale.
Questa indagine ha però verificato che i metodi di lavoro sono principalmente gli stessi,
dimostrando che il processo di avvio produzione è indipendente dalle dimensioni
dell'azienda, fintanto che la produzione considerata rimane discreta e su piccoli lotti. Una
struttura dell'architettura di sistema è stata quindi identificata, suddivisa nelle tre aree di
processo seguenti:
● Setup
Definizione dei vincoli di produzione: materiale, geometrie, utensili, fissaggi, ....
● Monitoraggio
Raccolta dei dati dal campo: avanzamento, velocità di rotazione, override, carico,
offset dell'usura, ...
● KPI
Validazione del prodotto finale: misurazione di quote, rugosità, vincoli geometrici,
peso, ...
4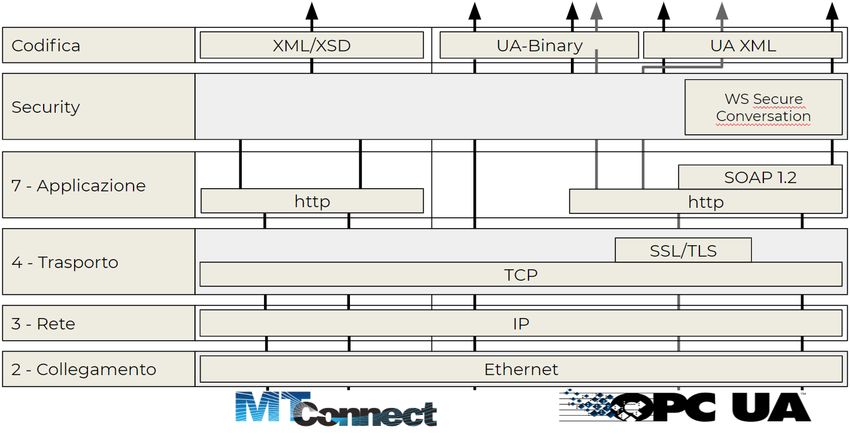
Figura 2 - Rappresentazione grafica architettura piattaforma DiPMa
Al fine di rendere il prodotto scalabile e realmente implementabile in siti produttivi reali, i
singoli componenti sono stati sviluppati come servizi Web. Ciò consente di distribuirli
ampiamente tra i vari reparti coinvolti nella produzione. Lo sviluppo di questi moduli si è
quindi concentrato sulla componente più critica dell'architettura, ovvero la funzione di
monitoraggio.
TECNOLOGIE DI RACCOLTA DATI
Attualmente i principali protocolli per lo scambio dati, resi disponibili dai produttori di
macchine utensili, sono:
● OPC UA;
● MTConnect;
● MQTT.
L'analisi di questi è servita per valutare funzionalità, specifiche di comunicazione,
strutture dati e facilità di implementazione su parchi macchine variegati. Il primo
protocollo selezionato per l'implementazione sulla piattaforma DiPMa è MTConnect
(ANSI/MTC1.4-2018), grazie all’architettura basata su output XML e data-items
indipendenti dalle specifiche dei costruttori. Grazie alla sua adozione su larga scala,
avviata nel 2013, un’ampia quantità di risorse open sono disponibili online (es. Github,
Sourceforge). La prima marca di macchine utensili selezionata per questo studio è
Okuma, grazie alla presenza di librerie API (Application Program Interface) già integrate
per consentire integrazioni di basso livello (per controlli numerici realizzati dal 2013 in
poi), nonché la piena conformità nativa del controllo con il protocollo MTConnect. Come
ulteriore punto a favore del protocollo, si dovrebbe considerare che i tag del protocollo
MTConnect sono comuni tra i diversi produttori di utensili, mentre OPC UA e MQTT non
hanno metodi predefiniti per richiamare le variabili di processo trasversali, aumentando il
5grado di complessità per ulteriori integrazioni con macchine diverse in un'officina
diversificata.
Figura 3 - Rappresentazione dei protocolli MTConnect e OPC-UA secondo modello OSI
(ISO 7498)
RISULTATI OTTENUTI
Attraverso la raccolta dei dati di produzione, setup e KPI, la piattaforma DiPMa è in
grado di replicare l'apprendimento esperienziale dei processi produttivi al fine di ridurre i
tempi di setup per nuove produzioni.
La soluzione è suddivisa in tre moduli indipendenti configurabili come webserver e
quindi scalabili orizzontalmente senza complicazioni di infrastruttura, per rendere
facilmente implementabile la piattaforma anche nel caso di PMI.
L’utilizzo della piattaforma si può dividere in una prima fase di apprendimento, ed una
conseguente fase di utilizzo dei dati.
- Apprendimento:
Ogni riga del database di lavorazioni viene inizializzata alla raccolta dei dati di
configurazione del processo (macchina utensile, fissaggi, utensili, …), questa
viene successivamente collegata ai dataset di lavorazione raccolti dal
monitoraggio delle macchine utensili utilizzate per la produzione, ed infine
validata grazie alla misurazione di parametri indicatori della qualità (KPI) dei
componenti prodotti.
- Utilizzo:
Confrontando i parametri di processo stimati dagli operatori per nuove produzioni
con quanto registrato e validato dalla piattaforma DiPMa è possibile ottenere
un’indicazione sulla previsione di risultato attendibile per le macchine ed
attrezzature considerate.
Sulla base dell’input operatore, il sistema permette di evidenziare parametri / processi
simili eseguiti in passato con relativi KPI di prodotto, al fine di confrontare il nuovo
processo con quanto già realizzato, consentendo all'operatore di avere un supporto per
la definizione di nuovi cicli di lavoro.
6Figura 4 - Schematica di utilizzo piattaforma DiPMa
Una prima installazione reale della piattaforma DiPMa è in fase di implementazione
presso l’azienda Téchne srl© di Erba (Como), leader mondiale nel settore Oil&Gas. La
compatibilità dei moduli presentati verrà ulteriormente estesa ad un più ampio
portafoglio di marchi a partire dalle serie Fanuc 0i / 30i / 31i / 32i dotate di librerie Focas
(API), per poi coprire anche i controlli Siemens, Heidenhain e Mitsubishi. Verranno
esaminate macchine legacy, considerando anche l'obiettivo principale di implementare
una soluzione standard al problema della raccolta dei dati di processo.
BENEFICI OTTENUTI
Il primo beneficio derivante dall’utilizzo della piattaforma DiPMa è dato dalla diminuzione
dei tempi di setup ed avvio produzione derivanti dalla selezione guidata dei parametri di
lavoro proposti all’operatore nella creazione di nuovi componenti. Se in passato la
definizione era lasciata all’esperienza dell’operatore, oggi questa può essere sintetizzata
in un modello dati in grado di essere analizzato tramite una semplice interfaccia che
consente all’operatore di verificare quale set di parametri ed attrezzaggi ha fornito un
risultato migliore, diventando quindi base di definizione per i parametri di nuovi prodotti.
Inoltre grazie alla raccolta dati, che avviene in modo continuo senza richiedere
interventi da parte dell’operatore, è possibile mappare i cicli produttivi per ogni prodotto,
abilitando la creazione di un dataset identificativo per ogni prodotto realizzato. Si può
quindi estrarre dal database della piattaforma un riepilogo dei parametri di lavoro
monitorati durante la produzione, ad ulteriore certificazione del processo utilizzato.
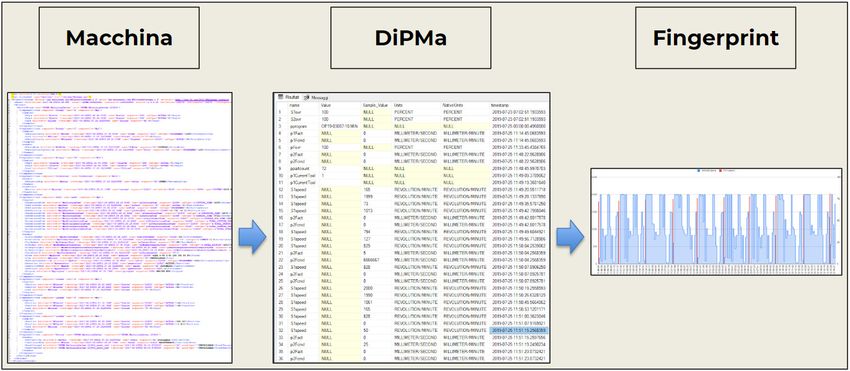
7Figura 5 - Esportazione report di processo (fingerprint). Da sinistra a destra: Dati esposti
dalla macchina via MTConnect, Database DiPMa, grafico parametri.
Considerando sempre la fase di avvio produzione, la piattaforma DiPMa può essere
utilizzata anche per la simulazione di capabilities produttive, verificando i KPI riscontrati
su produzioni passate per componenti uguali. Può infatti accadere che la medesima
produzione, realizzata su macchine differenti, possa riportare a qualità e risultati diversi.
Grazie alla verifica dei KPI misurati su macchine equivalenti è infatti possibile verificare
quale macchinario potrà risultare nella qualità (i.e. KPI) migliore.
Il tracciamento degli utensili attivi in produzione può, infine, servire per misurare il reale
tempo di lavorazione per utensili condivisi su macchine differenti, verificando i dati di
catalogo in modo oggettivo e consentendo di effettuare comparazioni su durata e qualità
ottenuta a fine lavorazione.
7. LIMITAZIONI DELLA SOLUZIONE
Allo stato attuale, la definizione dei dati di setup richiede la compilazione manuale di
un’interfaccia esposta a bordo macchina risultando in un impegno, seppur minimo, del
tempo operatore. Grazie all’utilizzo di sensoristica applicabile sulle macchine potrà essere
possibile in futuro leggere automaticamente i dati relativi ad identificativi di attrezzature
e macchinari.
L’utilizzo del protocollo MTConnect in risposta a chiamate di tipo current consente di
estrarre dalla macchina l’equivalente di una fotografia degli ultimi parametri macchina
variati. Il campionamento di questi stati ad intervalli regolari permette al sistema di
tracciare la produzione. Questo campionamento, seppur infittibile fino a 700 ms, può
risultare in alcuni errori di aliasing dati dalla frequenza di campionamento troppo lenta
rispetto alla reale variazione dei parametri monitorati.
8Figura 6 – Esempio di rilevazione parametri via richieste current.
Una soluzione per questa problematica consiste nell’utilizzo di chiamate di tipo sample,
in cui l’Agent MTConnect presente in macchina può restituire la serie di variazioni
registrate all’interno dell’intervallo di campionamento. Grazie all’implementazione di
questa differente metodologia di raccolta dati, prevista nel breve periodo, problematiche
di aliasing saranno ridotte, se non definitivamente eliminate
Figura 7 – Esempio di rilevazione parametri via richieste sample.
POTENZIALI AREE APPLICATIVE E DI SVILUPPO
Oltre a quanto anticipato nelle sezioni precedenti, ovvero la verifica dei parametri di
processo su nuove produzioni, la valutazione a priori delle capabilities di produzione, la
certificazione di prodotti e processi così come la valutazione oggettiva delle durate
9utensili, la piattaforma DiPMa può avere ulteriori aree di sviluppo nell’area della definizione di processi complessi. Concatenando validazioni di parametri al fine di ottimizzare il valore dei KPI misurati con il numero di macchine considerate per la produzione è infatti possibile prevedere uno sviluppo dell’architettura verso la simulazione non più di singole lavorazioni, ma di catene di produzione. Questo potrà consentire un’ulteriore simulazione di capabilities per il parco installato ed abilitare verifiche di miglioramento del parco installato sull’ingresso di nuovi macchinari, suggerendo tecnologie o aree di lavoro richieste per poter considerare produzioni non realizzabili con il parco storicizzato nella piattaforma. RIFERIMENTI BIBLIOGRAFICI [1] Yang Lu, (2017) Industry 4.0: A survey on technologies, applications and open research issues, Journal of Industrial Information Integration, Volume 6, Pages 1-10, ISSN 2452-414X. 10.1016/j.jii.2017.04.005. [2] Monostori, L. et al. (2016) Cyber-physical systems in manufacturing. CIRP Annals - Manufacturing Technology. 65. 621–641. 10.1016/j.cirp.2016.06.005. [3] Fanuc Factory Automation (2011) iAdaptS, adaptive control solution [4] Okuma America Corporation, (2013) CAS, Collision Avoidance System [5] Okuma America Corporation, (2015) ServoNavi, optimized servo control [6] Edrington, B., Zhao, B., Hansel, A., Mori, M., Fujishima, M. "Machine monitoring system based on MTConnect technology". (2014) Procedia CIRP, 22 (1), pp. 92-97. doi: 10.1016/j.procir.2014.07.148 [7] Álvares A. J., Santos de Oliveira L. E., Ferreira J. C. E., (2018) "Development of a Cyber-Physical framework for monitoring and teleoperation of a CNC lathe based on MTconnect and OPC protocols". International Journal of Computer Integrated Manufacturing, 31:11, 1049-1066, DOI: 10.1080/0951192X.2018.1493232 [8] Fallah, S.M., Wolny, S., Wimmer, M. (2016) "Towards model-integrated service- oriented manufacturing execution system" International Workshop on Cyber-Physical Production Systems, CPPS 2016 7483917 [9] Rafal Cupek, Adam Ziebinski, Marek Drewniak & Marcin Fojcik (2019) Knowledge integration via the fusion of the data models used in automotive production systems, Enterprise Information Systems, 13:7-8, 1094-1119, DOI: 10.1080/17517575.2018.1489563 [10] Lin, Y.-L., Lin, C.-C., Chiu, H.-S. "Developing a cloud virtual maintenance system for machine tools management". (2015) Proceedings of the 11th EAI International Conference on Heterogeneous Networking for Quality, Reliability, Security and Robustness, QSHINE 2015, art. no. 7332595, pp. 358-364. doi: 10.4108/eai.19-8- 2015.2261333 [11] Cachada A., Barbosa., et al. (2019) "Using Internet of Things Technologies for an Efficient Data Collection in Maintenance 4.0". Proceedings - 2019 IEEE International Conference on Industrial Cyber Physical Systems, ICPS 2019 May 2019, Article number 8780217, Pages 113-118 [12] Carvalho T. P. , Soares F. A. A. M. N., Vita R., et al. (2019) "A systematic literature review of machine learning methods applied to predictive maintenance" Computers & Industrial Engineering, Volume 137,https://doi.org/10.1016/j.cie.2019.106024 [13] Al Sunny S. M., Liu F. X, Shahriar R. M. (2018) "Remote Monitoring and Online Testing of Machine Tools for Fault Diagnosis and Maintenance Using MTComm in a Cyber-Physical Manufacturing Cloud" EEE International Conference on Cloud Computing, CLOUD Volume 2018-July, 7 September 2018, Article number 8457842, Pages 532-539 10
[14] Paolo Parenti, Francesco Cacciatore, Andrea Ratti, Massimiliano Annoni (2018) A graphical method for performance mapping of machines and milling tools, Procedia Manufacturing, Volume 26, Pages 1500- 1508, ISSN 2351-9789, https://doi.org/10.1016/j.promfg.2018.07.089 [15] Sandvik Coromant, (2018) CoroPlus MachiningInsights [16] Lecture Notes in Computer Science (including subseries Lecture Notes in Artificial Intelligence and Lecture Notes in Bioinformatics) Volume 10349 LNCS, 2017, Pages 120- 131 [17] Laxmi, A.R., Mishra, A. (2018) "RFID based Logistic Management System using Internet of Things (IoT)" Proceedings of the 2nd International Conference on Electronics, Communication and Aerospace Technology, ICECA 2018 26 September 2018, Article number 8474721, Pages 5 11
Puoi anche leggere

















































