Deformazione Plastica Lavorabilità alle macchine utensili - EURE INOX srl
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Deformazione Plastica Lavorabilità alle macchine utensili
Che cosa sono le dislocazioni? Difetti di linea presenti nei metalli Vi sono due tipi di dislocazioni: a vite e a spigolo Densità delle dislocazioni in una lega non deformata plasticamente = 106/cm2
Tipi di dislocazioni: “a spigolo”
Dislocazione a spigolo
Tipi di dislocazioni: a vite
Screw
Edge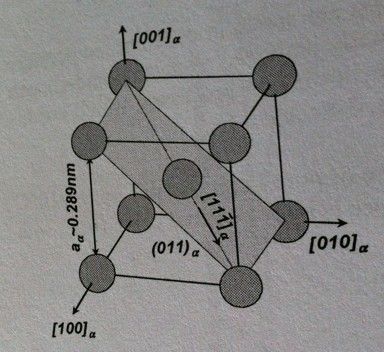
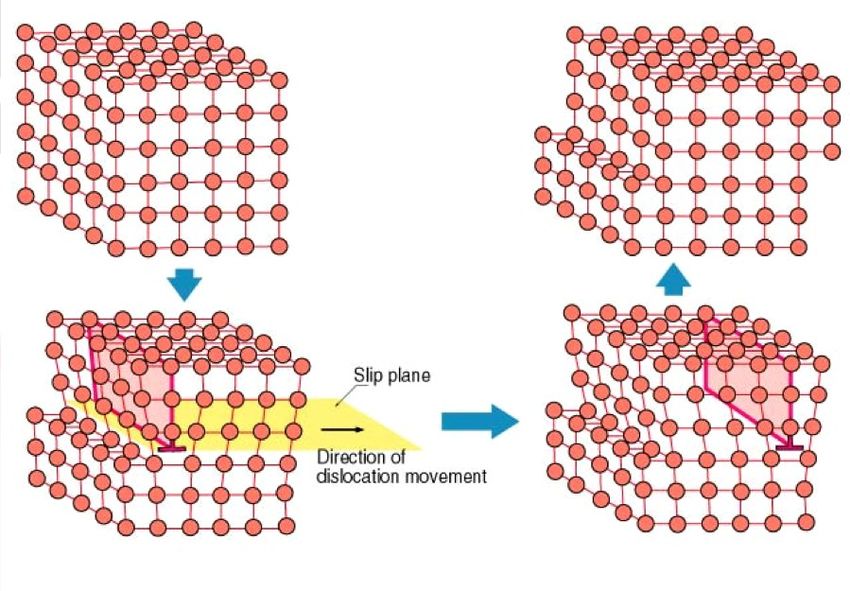
Movimento delle dislocazioni deformazione plastica Note: Dislocations normally move under a shear stress
Il movimento delle dislocazioni
Campi di sforzo intorno alle
dislocazioniRespingimento ed attrazione delle dislocazioni
Modalità di deformazione Scorrimento (Slip) Geminazione (Twinning) Formazione delle bande di scorrimento (Shear band formation)
Scorrimento (Slip) Le dislocazioni si muovono lungo alcune particolari direzioni (slip direction) e piani cristallografici (slip planes). La combinazione di direzioni e piani di scorrimento prende il nome di sistema di scorrimento (sliding system).
Sistemi di scorrimento
I piani e le direzioni di scorrimento sono quelli
a maggiore densità atomica
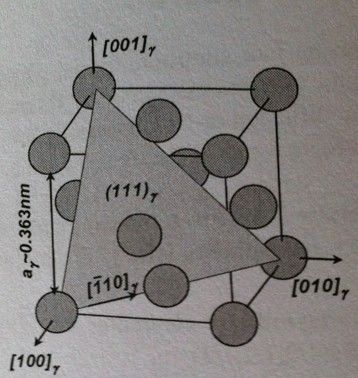
(caso dell’austenite)
Recall for fcc close-packed planes are {111}
Close-packed directions areI sistemi di scorrimento Ferrite Austenite
Sistemi di scorrimento
Sistema Piano di Direzione di Numero Sistemi attivi
cristallino scorrimento scorrimento totale dei indipendenti
sistemi
presenti
fcc {111} 12 5
hcp {0001} 3 2/3
bcc {110} 48 2
{100}Interazione tra le dislocazioni
Positive Positive
Repulsion
Positive Negative
Attraction
&
AnnihilationMoltiplicazione delle dislocazioni L’incrudimento è il risultato dell’interazione fra dislocazioni dello stesso segno Il medesimo meccanismo porta alla generazione di un numero via via maggiore di dislocazioni (Franck Reed Mechanism).
Geminazione (Twinning) Consentono di raggiungere elevati incrudimenti del materiale senza in presenza di significative duttilità degli acciai.
Geminazione
Mechanical martensite / Martensite meccanica
AISI 304
a)10% cold reduction / riduzione a freddo
b)40% cold reduction / riduzione a freddo
c)50% cold reduction /riduzione a freddoFormazione delle bande di scorrimento Deformazione limitata e non omogenea Deformazioni localizzate molto pronunciate ~1 or 100% Si verificano sotto l’azione di elevati tassi di deformazione Sono associate a fenomeni di instabilità (riscaldamenti adiabatici localizzati, ecc.)
La ricristallizzazione statica
Se si mantiene una temperatura pari a circa la metà di
quella di fusione si può notare una trasformazione della
struttura del materiale, in cui i grani precedentemente
deformati vengono sostituiti da nuovi grani che
nucleano e si accrescono.Recupero e Ricristallizzazione Il recovery avviene senza modifiche dei bordi di grano
AISI 304
Attacco elettrochimico in acido ossalico
Diverse riduzioni a freddo
A_5% B_10%C_15%D_30%AISI 304 attaccato in acido ossalico
A_incrudito al 20% e riscaldato per 5min a
B_750°C C_950°C D_1000°C E_1050°C F_1300°C
A D
B E
C FRafforzamento Blocco delle dislocazioni
Metodi di rafforzamentoDeformazione a freddo e incrudimento Temperatura di deformazione pari 0.4Tm (K). La densità di dislocazioni sale da 106/cm2 a 1010- 12 /cm2. L’alta densità delle dislocazioni provoca un forte incremento nell’interazione delle dislocazioni.
Trafilatura
Trafilatura – filiera e riduzione
Trafila
Coefficiente di ridondanzaRafforzamento per soluzione solida Interazione tra campi di sforzo delle dislocazioni ed altomi presenti nella soluzione solida.
Affinamento del grano Grani fini conferiscono maggiore resistenza allo scorrimento. Grani più fini aumentano il numero di bordi grano per unità di volume. I bordi grano agiscono come barriere al movimento delle dislocazioni.
La lavorabilità alle macchine utensili
La lavorabilità Criteri 1) Misura del tempo di vita utile dell’utensile. L’inconveniente di questo metodo di valutazione è la dipendenza della prestazione dalla del materiale costituente l’utensile. 2) Forse sull’utensile ed assorvìbimento di potenza. All’aumentare dell’energia specifica assorbita diminuisce la lavorabilità del materiale. 3) Metodo della finitura superficiale.
La lavorabilità Valutazione della lavorabilità American Iron and Steel Institute (AISI) ha detreminato la lavorabilità per molti materiali attarverso delle prove di tornitura eseguite a velocità pari a 180 piedi al minuto. E’ stato arbitrariamente assegnato un valore del 100% di lavorabilità ad un acciaio B1112 con 160HB di. Materiali che restituiscono valori superiori al 100% sono più facili da lavorare, mentre quelli che restituiscono un valore inferiore sono più difficoltosi da lavorare alle macchine utensili. Indice di Lavorabilità= Velocità di lavorazione che porta a 60 minuti di vita dell’utensile / velocità del metallo standard che induce 60 minuti di vita dell’utensile L’acciaio B1112 porta ad una vita dell’utensile di 60 minuti ad una velocità di 100 piedi al minuto. E’ chiaro che deve utilizzato il medesimo utensile.
Tornitura 38
Fresatura, foratuta 39
Forze sul tagliente
Meccanismo di formazione del
truciolo
Schema di taglio ortogonale
Il truciolo si genera
attraverso un processo di
scorrimento lungo regioni
ristrette che si estendono
dalla zona del tagliente
fino alla superficie
esterna secondo l’angoloAzione dell’utensile ed angolo di taglio
Distribuzione del calore
Tipi di truciolo
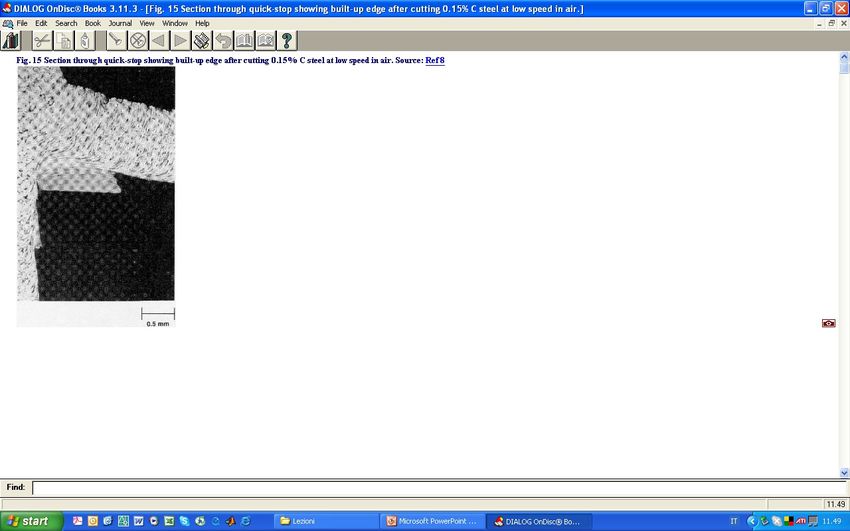
Truciolo continuo Truciolo con tagliente di
riporto
Built Up Edge)
Truciolo
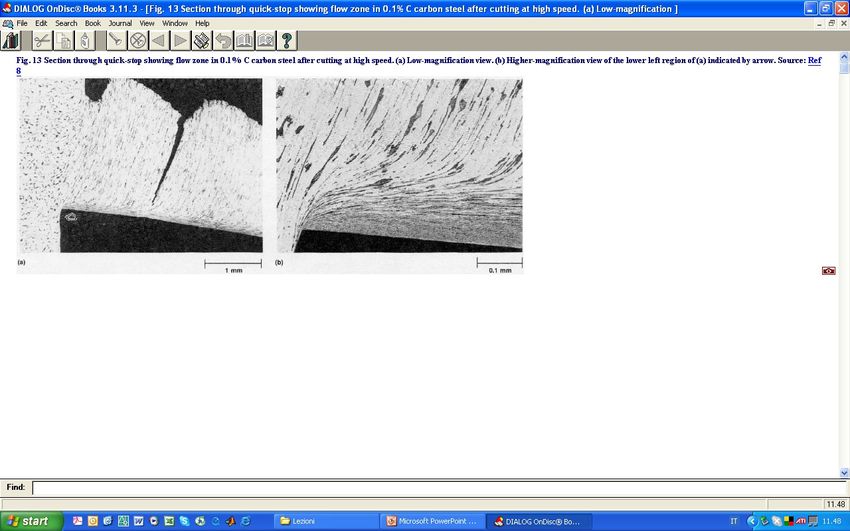
segmentatoTipi di truciolo
Truciolo ottenuto con alte velocità di
taglio
Truciolo ottenuto con base velocità di
taglioFinitura superficiale
Truciolo continuo • Tipico dei metalli duttili lavorati correttamente • Finiture superficiali buone con basse forze di taglio • Difficile allontanare il truciolo dalla zona utensile pezzo (sull’utensile si monta un rompitruciolo)
Truciolo discontinuo • Tipico dei metalli fragili • Buone caratteristiche di finitura con basse forze di taglio e limitato consumo dell’utensile
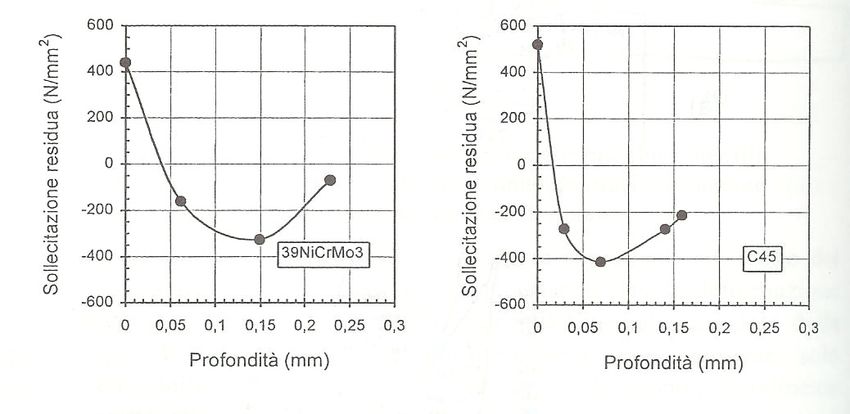
Truciolo con tagliente di riporto • Si ha la presenza di materiale asportato sulla faccia dell’utensile • Questo riporto copre l’area di contatto tra truciolo e utensile • Dà scarsa finitura superficiale • L’utensile subisce un’intensa usura • La superficie lavorata è fortemente incrudita • Si possono introdurre tensioni residue notevoli
Truciolo con tagliente di riporto Si hanno deformazioni plastiche ed elastiche differenziate nello spessore molto elevate e forti riscaldamenti locali che risultano in tensioni residue
Fattori che influenzano la formazione del truciolo • Composizione chimica • Microstruttura e trattamenti termici • Inclusioni non metalliche • Caratteristiche meccaniche e fisiche
Composizione chimica
Elementi che possono portare a fenomeni indesiderati.
In molti acciai inossidabili alcuni di questi elementi chimici
sono comunque indispensabili (es. Cr, Ni, Mo ecc.)
1. Elementi che formano fasi molto dure (Cr, W, Mo, V).
2. Elementi che rendono difficoltoso il distacco del truciolo
(Ni e Mn)
3. Elementi disossidanti che formano particelle fini e ossidi
abrasivi (Si e Al)Composizione chimica
Acciai a lavorabilità migliorata contenenti S, Pb, P, Se,
Ca,Te.
Possono rimanere completamente insolubili nell’acciaio
(Pb) oppure possono formare inclusioni non metalliche
(S)
Acciai contenenti zolfo:
S = 0.08-0.13% ma anche fino a
0.35%Composizione chimica Acciai a lavorabilità migliorata usati per la produzione di pezzi in cui le lavorazioni di asportazione sono onerose. 1.Riducono costi e tempi 2.Riducono l’usura dell’utensile 3.Hanno un’azione lubrificante 4.Ritardano la formazione del tagliente di riporto
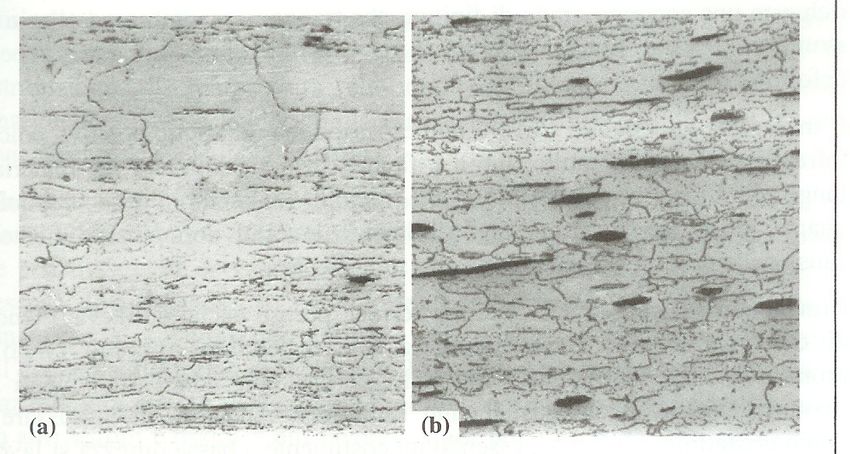
Composizione chimica Inclusioni MnS AISI 430 con (a) 0.002%S e (b) 0.34%S
Alliganti per incrementare la lavorabilità AISI 303 / AISI 430F S AISI 430 F/AISI 416/AISI 420F/AISI 303Se Se AISI 416 P Si sono sperimentate recentemente dai giapponesi anche aggiunte in boro (fino a 160ppm) per la produzione di AISI 304.
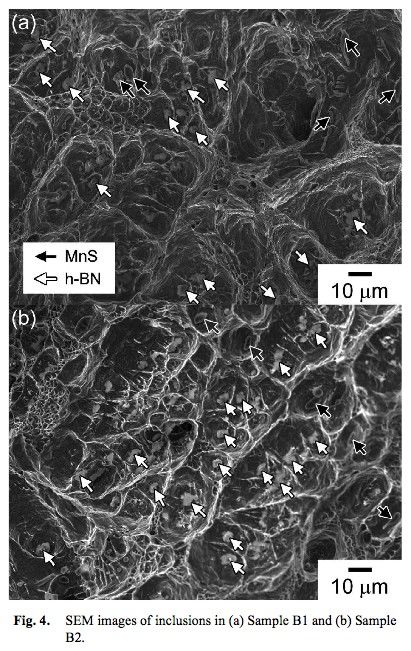
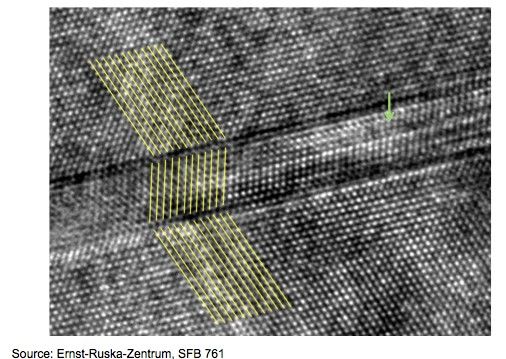
Lavorabilità con utilizzo di B e N in acciai austenitici
MnS e BN
esagonale
individuati nella
matrice di acciaio
austeniticoForze di taglio
Velocità ed angolo di taglio nelle differenti condizioni di prova
Forma del truciolo
Rilievi sulla forma del truciolo
Puoi anche leggere