Calcestruzzi rinforzati con fibre di PET
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Calcestruzzi rinforzati con fibre di PET Sperimentazioni sull’impiego delle fibre di PET provenienti dalla raccolta differenziata nella produzione di conglomerati Enrico Genova, ingegnere edile - architetto Salvatore Lo Presti, professore associato (Facoltà di Ingegneria, Università degli Studi di Palermo) Angelo Mulone, GEOLAB s.r.l CALCESTRUZZI E SOSTENIBILITÀ La riduzione delle emissioni di CO2 in atmosfera, il contenimento del consumo di risorse naturali, il riciclaggio dei rifiuti sono oggi riconosciuti come obiettivi fondamentali per tutti i settori produttivi. Per quello delle costruzioni e dunque anche per la produzione di calcestruzzi, il cui consumo a livello mondiale è secondo soltanto a quello dell’acqua [43], una maggior sostenibilità non può prescindere dal progettare e realizzare opere che siano durevoli. Eppure attualmente circa un terzo della produzione di calcestruzzi è destinata alla riparazione e sostituzione di strutture esistenti (non di rado di recente costruzione)[23]. Il quadro normativo europeo è fortemente orientato all’impiego di materiali da costruzione che rispondano alle esigenze di durabilità, sostenibilità e compatibilità ambientale. Per rendere più sostenibile la produzione dei calcestruzzi è quindi necessario adoperare materiali e tecnologie che consentano di ridurre il consumo di risorse, la produzione di rifiuti e le emissioni di sostanze inquinanti e gas serra in atmosfera [41]. In quest’ottica molte ricerche e applicazioni riguardano sia i cementi sia gli aggregati. La produzione di una tonnellata di cemento Portland comporta un consumo energetico considerevole, che in relazione alla tipologia di processo adottata può essere contenuta fra 2.900 e 3.300 MJ/t di clinker [2, 45]. La riduzione dei consumi energetici è stata possibile grazie all’introduzione negli ultimi decenni [30] di diverse innovazioni nel processo produttivo, che consentono anche di contenere le emissioni di CO2 in atmosfera: modificando le tecniche di macinazione del clinker (che assorbe circa due terzi del fabbisogno di energia elettrica della produzione di cemento), adoperando combustibili alternativi o adottando tecniche di cattura e stoccaggio del biossido di carbonio (CCS, Carbone Capture and Storage). Per ridurre ulteriormente l’emissione di biossido di carbonio specifica di una tonnellata di clinker è opportuno: rendere più efficiente l’uso del cemento attraverso una corretta progettazione dei conglomerati (da questo punto di vista rivestono un ruolo importante gli additivi superfluidificanti) [1, 5, 20]; accrescere l’impiego di cementi speciali ottenuti da clinker alternativi al Portland (cementi belitici e cementi a base di solfoalluminati di calcio); soprattutto sostituire parte del clinker con aggiunte minerali e incrementare l’utilizzo dei cementi di miscela (nel 2010 per la frazione di clinker presente nel cemento, o clinker factor, CF, è stato stimato un valore medio mondiale di 0,77 contro lo 0,85 del 2003) [30]. giugno 13 1
L’impiego di aggiunte minerali consente di riciclare rifiuti altrimenti destinate a discarica, riduce il calore d’idratazione del cemento, migliora la microstruttura del calcestruzzo e ne accresce la resistenza chimica nei confronti di molti agenti aggressivi. La cenere volante, in particolare, è indicata da alcuni autori [20] come il futuro principale sostituto del clinker, dal momento che la sua considerevole produzione, stimata in cinquecento milioni di tonnellate nel 2006 [43], la rende una risorsa di ampia disponibilità. Gli aggregati costituiscono in genere il 70-80% del volume del calcestruzzo, pertanto il contenimento del loro utilizzo ridurrebbe in modo considerevole non solo le attività estrattive ma anche il volume dei rifiuti da demolizione. Molti studi e applicazioni riguardano l’impiego di aggregati derivanti dal riciclo di calcestruzzi dismessi [1, 4, 23, 44]. Inoltre negli ultimi due decenni si sono moltiplicate le ricerche su aggregati artificiali ricavati da rifiuti solidi di vario tipo; alcuni sono ottenuti dal riciclo di rifiuti di vetro, da materiali di scarto delle acciaierie, dalle scorie (opportunamente vagliate e private di sostanze nocive) del processo di termovalorizzazione dei rifiuti solidi urbani. La maggior parte degli studi riguarda l’utilizzo di rifiuti plastici come la gomma di pneumatici e i rifiuti di poliuretano espanso, ma anche del densificato poliolefinico, adoperati principalmente nella produzione di massetti alleggeriti. IL RICICLAGGIO DEL PET NELLA PRODUZIONE DI CALCESTRUZZI Dati statistici Secondo i dati pubblicati da PlasticsEurope [28], la produzione mondiale di materiali plastici è cresciuta nel 2011 rispetto al 2010 del 3,7 % (10 milioni di tonnellate), raggiungendo circa 280 milioni di tonnellate nel 2011. Un quinto di questa produzione è concentrato in Europa (Unione Europea, Svizzera, Norvegia), dove la domanda di materiali plastici riguarda principalmente il settore degli imballaggi (39,4%), seguito da quello delle costruzioni (20,5%). I sei materiali plastici più diffusi sul mercato sono il polietilene, il polipropilene, il polivinilcloruro, il polistirene, il polietilentereftalato e il poliuretano. Questi coprono insieme circa l’80% dell’intera domanda europea di materiali plastici, il 6,5% della quale è costituita da PET. Secondo le associazioni PETCORE (PET Containers Recycling Europe) ed EuPR (European Plastics Recyclers) [26, 27] nel 2011 in Europa sono state raccolte per avviarle al riciclo più di 1,59 milioni di tonnellate di PET, il 9,4% in più del 2010, con una raccolta pari al 51% delle bottiglie immesse sul mercato. Del PET riciclato dalle bottiglie il 50% è stato adoperato per nuovi imballaggi, il 39% per produrre fibre per imbottiture, tessuti e non tessuti. Nel “Rapporto sulla Gestione 2012” [3] il COREPLA indica per l’Italia l’immissione al consumo di 2.052 kton d’imballaggi, quantità leggermente inferiore rispetto al 2011 (2.071 kton), ma comunque molto rilevante. Di queste 2.052 Kton il 22,1% è costituito da imballaggi (prevalentemente rigidi) in PET. Nell’ambito del consumo domestico (1.321 delle 2.053 kton) il 23,4 % è costituito da contenitori per liquidi. La produzione d’imballaggi in PET contribuisce in modo considerevole ad aggravare il problema delle discariche, soprattutto in scarsità o assenza di una raccolta differenziata dei rifiuti; il problema appare ancora più grave se si pensa alle centinaia di anni necessarie perché l’ambiente smaltisca tali imballaggi. In quest’ottica s’inseriscono le ricerche condotte sul riciclaggio del polietilentereftalato nell’industria del calcestruzzo, in forma di aggregato leggero strutturale e non strutturale (l’invenzione di S. Lo Presti dell’aggregato leggero di PET, coperta da brevetto internazionale [15], è stata insignita nel 2007 della medaglia di bronzo al 35ème Salon International des Inventions des Techniques et Produits Nouveux di Ginevra) [11, 12, 17, 18, 21, 22] e di fibre di rinforzo per calcestruzzi [8, 19, 29, 31]. giugno 13 2
Stato dell’arte della ricerca Le ricerche sui calcestruzzi rinforzati con fibre di PET riciclato [8, 19, 29, 31], avviate da S. Lo Presti nel 2001 e sfociate nel 2003 in un brevetto nazionale [14], sono state condotte su fibre di varie caratteristiche geometriche, ottenute sia filando prodotti di riciclo del PET [19], sia dal semplice taglio di bottiglie di PET usate [29, 31]. In base ai risultati conseguiti la ricerca è stata indirizzata su questa seconda strada, che favorisce anche una maggior sostenibilità della produzione, essendo le fibre ottenute direttamente dalle bottiglie, senza passaggi intermedi oltre alla pulitura e al taglio; in questo filone di ricerca s’inseriscono anche i recenti studi di Pereira de Oliveira et al. (2011) [25]; J.-H.J. Kim et al. (2008) [9], S.B. Kim et al. (2010) [10] e Won J.-P. et al. (2010) [42] adoperano fibre tagliate da nastri ottenuti dal riciclaggio di bottiglie di PET. Alcuni studi sono stati condotti su fibre ottenute per estrusione da granuli (pellets) di PET ricavati dal trattamento delle bottiglie (Ochi et al., 2007) [24] o per estrusione di ritagli (flakes) di bottiglie (Fraternali et al., 2011) [6]. Nella letteratura scientifica la maggior parte delle ricerche sull’impiego del polietilentereftalato nella produzione di calcestruzzi riguarda il riciclaggio del PET nella produzione di calcestruzzi polimerici. OBIETTIVI E METODO DELLA RICERCA La sperimentazione qui esposta mira a valutare l’interazione fra conglomerati cementizi e fibre di PET ottenute per semplice taglio di contenitori per bevande usati. A tal fine è stata valutata la resistenza a compressione di calcestruzzi con differenti contenuti di fibre di PET; è stata anche indagata la durabilità di queste ultime se esposte in un ambiente fortemente basico (qual è la soluzione acquosa che permea la matrice cementizia) ad alte temperature, condizioni queste che potrebbero presentarsi in alcune applicazioni, ad esempio in una pavimentazione esterna esposta all’irraggiamento solare. Gli studi disponibili in letteratura indicano una buona collaborazione meccanica tra calcestruzzi e fibre di PET di varie caratteristiche geometriche [6, 9, 10, 24, 25]. Per quanto concerne la durabilità delle fibre in ambiente fortemente basico, secondo Ochi et al. [24] fibre di PET immerse per 120 ore a 60 ± 2°C in una soluzione ottenuta dissolvendo 10 g di NaOH in 1 dm3 di acqua distillata (soluzione 0,25 M di NaOH) mantengono pressoché inalterata la propria resistenza a trazione. Del resto un buon comportamento delle fibre di PET in ambiente alcalino è indicata anche da Silva et al. [42]. Invece Won et al. [42] rilevano una forte alterazione della superficie delle fibre immerse per 120 giorni in una soluzione a pH 12,6 (ottenuta con 0,16 % di Ca(OH)2, 1 % di NaOH e 1,4 % di KOH), alterazione secondo gli autori già evidente al trentesimo giorno. Non è tuttavia specificata la temperatura di prova. giugno 13 3
Materiali adoperati Caratteristiche delle fibre di PET adoperate Le fibre di PET impiegate nella presente sperimentazione sono ottenute, secondo un procedimento brevettato [13], da contenitori per bevande usati che, privati delle parti più difficilmente lavorabili (fondo e collo), sono tagliati in fogli. Attraverso l’azione di strappo esercitata da tenditori agenti in senso opposto, questi fogli sono ridotti in fibre della larghezza costante di 2,2 mm e di lunghezza variabile fra 35 e 50 mm. Lo spessore è quello della bottiglia d’origine, variabile fra 0,12 e 0,26 mm, con un valore medio di 0,17 mm. L’azione di strappo produce ai bordi della fibra un sistema abbastanza regolare di dentelli ugualmente orientati, che accresce l’adesione alla matrice cementizia. Figura 1. Fibre di polietilentereftalato (PET) ottenute da contenitori per bevande usati e adoperate nella sperimentazione qui esposta Figura 2. Strappo del foglio di PET effettuato da tenditori agenti in senso opposto Assumendo rettangolare la sezione trasversale della fibra, il diametro equivalente ha un valore medio di 0,69 mm e il rapporto d’aspetto risulta compreso quindi fra 51 (per le fibre lunghe 35 mm) e 72 (per quelle lunghe 50 mm) [40]. Attraverso un picnometro a gas è stata misurata la massa volumica del PET costituente le fibre, pari a 1,46 kg/dm3. giugno 13 4
Materiali adoperati per il confezionamento delle miscele
È stato adoperato un cemento di tipo Portland al calcare (CEM II/A-LL), di classe di resistenza
42,5 R. Gli aggregati, di frantumazione, sono caratterizzati da dimensioni d/D (in mm) di 0/4
(sabbia), 5,6/11,2 e 10/20 (aggregati grossi) [32]. La massa volumica è di 2,80 kg/dm3 per la
sabbia, 2,79 kg/dm3 per gli aggregati grossi [35]. Delle tre miscele la prima (NFR) è priva di
fibre di PET, la seconda (FR1) le contiene nella misura di 4,5 kg/m3 (3,1% in volume) e la
terza (FR2) nella misura di 6,0 kg/m3 (4,1% in volume).
Miscela NFR Miscela FR1 Miscela FR2
Cem II/A-LL 42,5 R 350 kg/m3 Cem II/A-LL 42,5 R 350 kg/m3 Cem II/A-LL 42,5 R 350 kg/m3
Acqua 172 kg/m3 Acqua 172 kg/m3 Acqua 172 kg/m3
Add. superfluid. (1,0%) 3,5 kg/m3 Add. superfluid. (1,0%) 3,5 kg/m3 Add. superfluid. (1,0%) 3,5 kg/m3
Pietrisco 10/20 573 kg/m3 Pietrisco 10/20 568 kg/m3 Pietrisco 10/20 567 kg/m3
Pietrisco 5,6/11,2 191 kg/m3 Pietrisco 5,6/11,2 190 kg/m3 Pietrisco 5,6/11,2 190 kg/m3
Sabbia 0/4 1151 kg/m3 Sabbia 0/4 1131 kg/m3 Sabbia 0/4 1123 kg/m3
Fibre di PET 0 kg/m3 Fibre di PET 4,5 kg/m3 Fibre di PET 6,0 kg/m3
Resistenza a compressione dei calcestruzzi rinforzati con fibre di PET
Per ogni miscela sono stati confezionati in cubiere in PVC dieci provini cubici (di spigolo lungo
100 mm o 150 mm), dei quali due sottoposti a prova di rottura per compressione dopo tre
giorni di maturazione, due dopo sette giorni e sei dopo ventotto giorni [36, 37]. Le prove sono
state eseguite con una pressa Controls (3000 kN) motorizzata con servocomando per il
controllo del gradiente di carico, di classe di precisione 1.
Durabilità delle fibre di PET in ambiente fortemente basico
Sono stati preparati tre campioni, costituiti ciascuno da cinquanta fibre delle caratteristiche
geometriche prima descritte (“fibre corte”), otto fibre aventi la stessa sezione trasversale ma
lunghe da 165 mm a 240 mm (“fibre lunghe”), cinque ritagli di bottiglia delle dimensioni di 25
x 25 ÷ 35 mm. Un campione è stato immerso in soluzione acquosa 0,103 M di NaOH (4,12 g di
NaOH in 1.000 ml di soluzione; pH di calcolo 13, pH misurato 12,6), un secondo in acqua
distillata, il terzo in soluzione 1,75 M di NaOH (70 g di NaOH in 1.000 ml di soluzione).
Quest’ultima soluzione, che riproduce condizioni non riscontrabili usualmente in esercizio,
non è stata adoperata per simulare condizioni di degrado avanzato delle fibre (per le quali si è
impiegata la soluzione a concentrazione 0,103 M di NaOH), ma per comprendere la
vulnerabilità delle fibre di PET in ambienti a concentrazione di alcali molto elevata.
I tre recipienti contenenti le soluzioni sono stati posti per tredici giorni in stufa alla
temperatura costante di 65°C. Dopo tre, sette, dieci e tredici giorni sono state eseguite (con
una bilancia della tolleranza di 0,1 mg) misure di peso di tutti gli elementi costituenti i
campioni (fibre “corte”, fibre “lunghe” e ritagli) e le fibre sono state osservate al microscopio
elettronico a scansione (SEM). Inoltre rispettando le stesse cadenze temporali le fibre
“lunghe” sono state prelevate a coppie e sottoposte a prova di rottura per trazione
adoperando una macchina Galdabini “Micro 2500”.
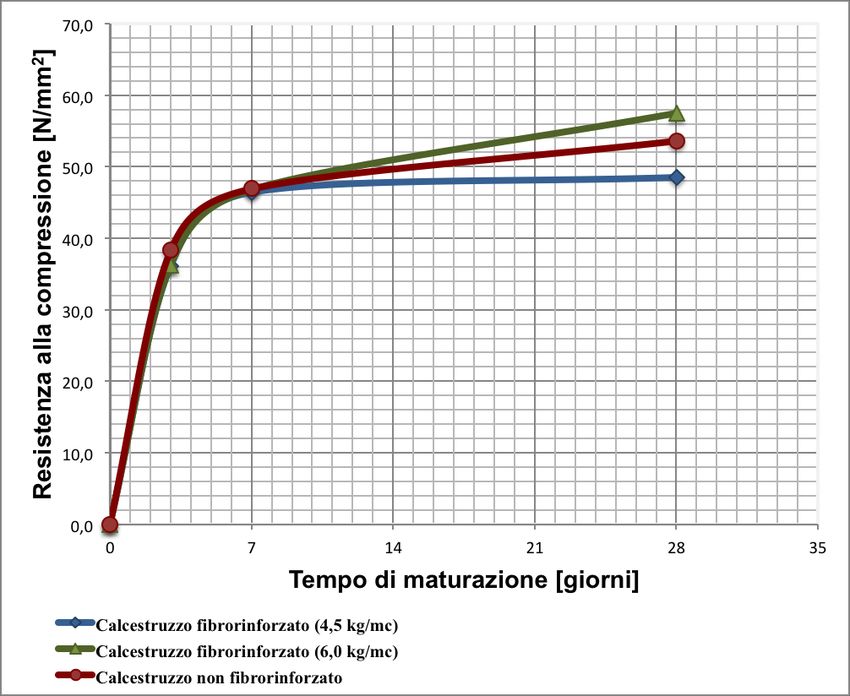
giugno 13 5RISULTATI DELLA RICERCA Risultati delle prove meccaniche I campioni di calcestruzzo non fibrorinforzato (miscela NFR) hanno fornito valori medi di resistenza a compressione di 38,3 N/mm2 a tre giorni, 47,0 N/mm2 a sette giorni e 53,7 N/mm2 a ventotto giorni di maturazione. Per i campioni con contenuto in fibre di 4,5 kg/m 3 (miscela FR1) i valori medi di resistenza a compressione sono di 36,1 N/mm2 a tre giorni, 46,4 N/mm2 a sette giorni e 48,5 N/mm2 a ventotto giorni. Infine sui campioni con contenuto di fibre di 6,0 kg/m3 (miscela FR2) è stata rilevata una resistenza media a compressione di 36,2 N/mm2 a tre giorni, 46,8 N/mm2 a sette giorni e 57,5 N/mm2 a ventotto giorni di maturazione. Figura 3. Il diagramma confronta l’andamento nel tempo della resistenza a compressione delle tre miscele. Le curve sono costruite sulla base dei valori medi di resistenza meccanica a compressione dopo tre, sette e ventotto giorni di maturazione. Dunque la resistenza meccanica a compressione, leggermente maggiore dopo tre giorni di maturazione per la miscela NFR e con differenze trascurabili fra le tre miscele dopo sette giorni, assume il suo massimo valore medio a ventotto giorni per la miscela FR2 e il minimo per la FR1, sottolineando una sostanziale indifferenza all’aggiunta delle fibre. Per ciascuna miscela sono stati confezionati quattro provini prismatici (di dimensioni 100x100x400 cm per le miscele NFR e FR1 e 150x150x600 cm per la miscela FR2) successivamente sottoposti a prova di rottura per flessione con applicazione del carico per giugno 13 6
mezzo di due rulli, impiegando una macchina di prova oleodinamica Galdabini tipo “CTM 60”
[38, 39]. La prova è stata condotta su una coppia di provini (per ciascuna miscela) dopo sette
giorni di maturazione e sulla seconda dopo ventotto giorni. Queste preliminari esperienze sul
comportamento a flessione richiedono certamente il conforto di un numero maggiore di prove
(data la maggior dispersione che affligge le prove di rottura del calcestruzzo a flessione
rispetto alle prove a compressione), ma sono comunque indicative dell’influenza non
trascurabile delle fibre di PET nel comportamento post-fessurativo di tipo degradante dei
calcestruzzi rinforzati. Miscela 2CF/2 con 6.0 kg/m3 di fibre
40000
35000
30000
Carico [N]
25000
20000
15000
10000
5000
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13
I nflessione [mm]
Figura 4. Diagramma carico-inflessione di un provino prismatico (dimensioni 150x150x600 mm) confezionato
con la miscela FR2 e sottoposto a prova di rottura per flessione dopo sette giorni di maturazione. La
resistenza a flessione ultima è di 4,2 N/mm2
Miscela 2CF/3 con 6.0 kg/m3 di fibre
50000
45000
40000
35000
Carico [N]
30000
25000
20000
15000
10000
5000
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13
I nflessione [mm]
Figura 5. Diagramma carico-inflessione di un provino prismatico (dimensioni 150x150x600 mm) confezionato
con la miscela FR2 e sottoposto a prova di rottura per flessione dopo ventotto giorni di maturazione. La
resistenza a flessione ultima è di 5,8 N/mm2
giugno 13 7Durabilità delle fibre di PET Sono state rilevate una sensibile perdita di peso delle fibre “corte” immerse in soluzione a concentrazione 1,75 M di NaOH (-42 % rispetto al valore originario) e una riduzione di spessore di circa un terzo dopo tredici giorni. Le misure condotte sulle fibre immerse in acqua distillata e su quelle in soluzione 0,103 M di NaOH mostrano invece variazioni trascurabili del peso, contenute entro la tolleranza della bilancia adoperata (0,1 mg). Risultati analoghi si sono registrati per le fibre “lunghe” e i ritagli facenti parte di ciascun campione. Su fibre “lunghe” non soggette a condizioni di prova sono stati misurati valori medi di 4.180 N/mm2 per il modulo elastico e 107 N/mm2 per la resistenza a trazione. Rispetto a queste, le fibre “lunghe” immerse in soluzione 1,75 M di NaOH hanno mostrato un decadimento delle prestazioni meccaniche (con una riduzione del 20% del modulo elastico e del 57 % della resistenza a trazione dopo tredici giorni). Per i campioni in acqua distillata e in soluzione 0,103 M di NaOH si sono rilevate riduzioni del tutto simili di modulo elastico (-12 % in entrambi i casi) e di resistenza a trazione (-18% per le fibre in acqua distillata e -16 % per quelle in soluzione 0,103 M di NaOH) rispetto alle fibre non trattate. Nelle fibre in soluzione 0,103 M di NaOH soltanto la deformazione a rottura ha mostrato, a partire dal decimo giorno d’esposizione, una riduzione più accentuata rispetto a quelle in acqua distillata [7]. Infine sulle fibre in soluzione 1,75 M di NaOH si evidenzia un’alterazione macroscopica della superficie, che già dopo tre giorni di esposizione si presenta opaca e mostra una riduzione della dentellatura di bordo. Le fibre degli altri due campioni non mostrano neanche dopo tredici giorni alcuna differenza d’aspetto né fra loro né con le fibre non soggette alle condizioni di prova, come confermano le osservazioni al microscopio elettronico a scansione (SEM). Figura 6. Immagini al microscopio elettronico a scansione di fibre non soggette alle condizioni di prova giugno 13 8
Figura 7. Immagini al microscopio elettronico a scansione di fibre immerse per tredici giorni a 65 °C in acqua distillata Figura 8. Immagini al microscopio elettronico a scansione di fibre immerse per tredici giorni a 65 °C in soluzione acquosa a concentrazione 0,103 M di NaOH giugno 13 9
Figura 9. Immagini al microscopio elettronico a scansione di fibre immerse per tredici giorni a 65 °C in soluzione acquosa a concentrazione 1,75 M di NaOH Figura 10. Confronto tra le mmagini al microscopio elettronico a scansione di fibre immerse per tredici giorni a 65 °C in soluzione acquosa a concentrazione 0,103 M di NaOH (a sinistra) e a 1,75 M di NaOH (a destra) CONCLUSIONI L’esperienza condotta studia l’interazione fra calcestruzzo e fibre di PET ottenute dal semplice taglio di contenitori per bevande usati. Sono state valutate sia l’influenza che differenti dosaggi di fibre possono avere sulle prestazioni meccaniche del calcestruzzo sia la durabilità delle fibre di PET in un ambiente fortemente alcalino (qual è la soluzione che permea la matrice cementizia). Le prove di resistenza a compressione condotte su campioni cubici hanno evidenziato, in accordo con i risultati di altre ricerche sperimentate su fibre di PET di differente geometria, una buona collaborazione con la matrice cementizia, la cui resistenza non risulta inficiata dall’aggiunta delle fibre. Ciò sembra indicare, con il conforto delle misure di massa volumica giugno 13 10
dei provini, che il sistema dei dentelli di bordo non favorisce un maggior intrappolamento d’aria nella matrice cementizia, che ne risulterebbe indebolita. Le fibre di PET sono degradate (- 42 % di peso, - 20 % di modulo elastico, - 57 % di resistenza a trazione) dall’esposizione a 65°C per tredici giorni ad una soluzione 1,75 M di NaOH, ma questo ambiente non può a parere degli autori ritenersi rappresentativo di uno stadio molto avanzato di degrado delle fibre nel calcestruzzo, in quanto riproduce condizioni praticamente non riscontrabili nelle reali condizioni di esercizio. Già le fibre immerse in soluzione 0,103 M di NaOH sono soggette a condizioni molto gravose, sia per la continuità dell’esposizione ad alta temperatura sia per la maggior facilità di trasporto delle macromolecole polimeriche nella soluzione di prova rispetto a quella che permea la matrice cementizia. Rispetto alle fibre immerse nelle stesse condizioni di tempo (tredici giorni) e temperatura (65°C) in acqua distillata, le fibre in soluzione 0,103 M di NaOH hanno mostrato una maggior tendenza a ridurre la deformazione a rottura superato il decimo giorno di esposizione; invece le riduzioni rispetto alle fibre non trattate dei valori di modulo elastico (- 12 % per entrambi i campioni) e di resistenza a trazione (- 18 % per le fibre in acqua distillata, - 16 % per quelle in soluzione 0,103 M di NaOH) sono del tutto paragonabili e quindi ascrivibili all’esposizione ad alta temperatura più che alla basicità della soluzione. È opportuno ricercare nuove conferme dei risultati riportati, incrementando il numero dei campioni sottoposti a rottura per compressione e soprattutto indagando l’influenza delle fibre sul comportamento a flessione delle fibre; i primi risultati ottenuti, di cui si è data notizia in queste pagine, sembrano mostrare una buona azione di cucitura delle fibre, come evidenzia l’elevata deformazione a rottura dei campioni sottoposti a prova. Tuttavia è necessario svolgere un numero maggiore di prove, soprattutto se si considera la maggior dispersione dei risultati che le prove di rottura a flessione del calcestruzzo hanno rispetto a quelle a compressione. Per quanto concerne la sostenibilità delle fibre è opportuno approfondire l’esperienza esponendo le fibre alle condizioni di prova per un tempo maggiore ed eseguendo le prove di rottura a flessione su fibre di lunghezza standard (35 ÷ 50 mm), in modo da contenere la dispersione dei risultati per effetto della minor probabilità che le operazioni di produzione producano un indebolimento localizzato della sezione. I risultati dell’esperienza qui riportata sono comunque indicativi di una buona collaborazione fra calcestruzzo e fibre di PET; l’esperienza sulla durabilità delle fibre, come già detto, riproduce condizioni più severe rispetto a quelle che comunemente potrebbero presentarsi in esercizio. Inoltre le fibre, che hanno un’influenza non trascurabile sul comportamento post- fessurativo del conglomerato a flessione, non ne inficiano la resistenza a compressione. RINGRAZIAMENTI Si ringrazia il personale del laboratorio GEOLAB s.r.l. di Carini (Palermo), presso il quale la sperimentazione è stata condotta. Si rivolge un ringraziamento particolare al dott. Francesco Giannici per il prezioso aiuto dato nell’indagine sul comportamento delle fibre di PET in ambiente fortemente basico. giugno 13 11
BIBLIOGRAFIA
[1] Collepardi, M., Collepardi, S. e Troli, R. Progresso sostenibile nelle costruzioni in calcestruzzo. Enco Journal,
30 (2005): 7-10.
[2] Commissione Europea. Best Available Techniques (BAT) Reference Document for the Production of Cement,
Lime and Magnesium Oxide. 2013. .
[3] COREPLA. Relazione sulla Gestione 2012. .
[4] Corinaldesi, V. Recupero e riutilizzo di materiali da demolizione: Aspetti Tecnico-Economici. Enco Journal,
20 (2002). .
[5] Damineli, B.L., Kemeid, F.M., Aguiar, P.S. e John, V.M. Measuring the eco-efficiency of cement use. Cement
and Concrete Composites, 32 (2010): 555-562.
[6] Fraternali, F., Ciancia, V., Chechile, R., Rizzano, G., Feo, L. e Incarnato, L. Experimental study of the thermo-
mechanical properties of recycled PET fiber-reinforced concrete. Composite Structures, 93 (2011): 2368-2374.
[7] Genova, E., Lo Presti, S. e Mulone, A. Durabilità, in ambiente fortemente basico, delle fibre di PET
provenienti dalla raccolta differenziata. Enco Journal, 56 (2012): 18-23.
[8] Genova, E. Calcestruzzi innovativi ad alta resistenza meccanica e fibrorinforzati. Sperimentazioni di laboratorio.
Tesi di laurea in Ingegneria Edile-Architettura, Università degli Studi di Palermo, a.a. 2010-2011.
[9] Kim, J.-H.J., Park, C.-G., Lee, S.-W., Lee, S.-W. e Won, J.-P. Effects of the geometry of recycled PET fiber
reinforcement on shrinkage cracking of cement-based composites. Composites: Part B, 39 (2008): 442-450.
[10] Kim, S.B., Yi, H.Y., Kim, J.-H.J. e Song, Y.-C. Material and structural performance evaluation of recycled PET
fiber reinforced concrete. Cement and Concrete Composites, 32 (2010): 232-240.
[11] La Guardia, M., Martorana, A. e Rosi, D. Volume I - Esperienze di laboratorio su calcestruzzi con aggregato
leggero di PET resistente alle alte temperature. Tesi di laurea in Ingegneria Edile-Architettura, Università
degli studi di Palermo, a.a. 2010-2011.
[12] La Guardia, M., Martorana, A. e Rosi, D. Volume II - Malte cementizie innovative con aggregati di plastica
riciclata. Tesi di laurea in Ingegneria Edile-Architettura, Università degli studi di Palermo, a.a. 2010-2011.
[13] Lo Presti, S. Brevetto depositato in data 17 maggio 2012 con n. MI2012A000859.
[14] Lo Presti, S. Brevetto depositato in data 21 novembre 2003 con domanda n. PA2003A000030 e rilasciato in
data 19 settembre 2008 con n. 0001347490.
[15] - Lo Presti, S. e Martines, E. Brevetto depositato in data 11 settembre 2002 con domanda n.
PA2002A000016 e rilasciato in data 07 marzo 2006 con n. 0001332599 (Italia);
- Lo Presti, S. - brevetto n. 1537168 (Europa) rilasciato il 25/11/2009; brevetto n. 4851087 (Giappone)
rilasciato il 28/10/2011; brevetto n. 2.498.661 (Canada) rilasciato il 20/12/2011;.
[16] Lo Presti, S. I calcestruzzi innovativi per la durabilità. In: Marino, R (a cura di), La durabilità delle strutture.
Calcestruzzo e normativa, Calcestruzzi Italcementi Group, Bergamo, 2007.
[17] Lo Presti, S. e Martines, E. Bottiglie e calcestruzzi: Contributo ad uno sviluppo sostenibile. Enco Journal, 22
(2003). .
[18] Lo Presti, S., Martines, E. e Mulone, A. From recycled plastic bottles to new building materials. In: Atti del
seminario internazionale “Two-day international seminar on Sustainable Development in Cement and
Concrete Industries”. Milano, 17-18 ottobre 2003.
[19] Macaluso, P. Calcestruzzi fibrorinforzati con materiale di risulta del riciclaggio di PET. Tesi di Laurea in
Ingegneria Edile, Università degli Studi di Palermo, a.a. 2001-2002.
[20] Malhotra, V.M. Cemento Portland ed emissioni di gas serra durante la sua produzione. Enco Journal, 49
(2010): 10-14.
[21] Martines, E. Esperienze di laboratorio sui calcestruzzi alleggeriti con aggregato proveniente dal riciclaggio
del “PET”. Tesi di laurea in Ingegneria Edile, Università degli studi di Palermo, a.a. 2001-2002.
[22] Mazzone, A. Aggregato leggero di PET. Resistenza al fuoco ed altre esperienze di laboratorio. Tesi di laurea in
Ingegneria Edile, Università degli studi di Palermo, a.a. 2005-2006.
[23] Moriconi, G. Sostenibilità ed innovazione nell’industria del calcestruzzo. Enco Journal, 54 (2011): 10-13.
[24] Ochi, T., Okubo, S. e Fukui, K. Development of recycled PET fiber and its application as concrete-reinforcing
fiber. Cement and Concrete Composites, 29 (2007): 448-455.
[25] Pereira de Oliveira, L.A. e Castro-Gomes, J.P. Physical and mechanical behaviour of recycled PET fibre
reinforced mortar. Construction and Building Materials, 25 (2011): 1712-1717.
[26] Petcore. PET Profile. Nota informative di Petcore sul polietilene tereftalato. Issue 4 (luglio 2012).
.
[27] Petcore e EuPR. Report 13 luglio 2012. .
giugno 13 12[28] PlasticsEurope. Plastica - I fatti del 2012. Un’analisi della produzione, domanda e recupero delle materie
plastiche in Europa nel 2011. .
[29] Saracino, G. Analisi dei risultati sperimentali di prove di laboratorio su calcestruzzo rinforzato con fibre di
PET ottenute dal semplice taglio delle bottiglie. Tesi di laurea in Ingegneria Edile. Università degli studi di
Palermo, a.a. 2006-2007.
[30] Schneider, M., Romer, M., Tschudin, M. e Bolio, H. Sustainable cement production - present and future.
Cement and Concrete Research, 41 (2011): 642-650.
[31] Sortino, G. Calcestruzzi speciali: fiber reinforced concrete. Tesi di laurea in Ingegneria Edile-Architettura,
Università degli studi di Palermo, a.a. 2010-2011.
[32] UNI 933-1:2012. Prove per determinare le caratteristiche geometriche degli aggregati - Parte 1:
Determinazione della distribuzione granulometrica - Analisi granulometrica per setacciatura.
[33] UNI 11104:2004. Calcestruzzo - Specificazione, prestazione, produzione e conformità - Istruzioni
complementari per l’applicazione della EN 206-1.
[34] UNI EN 206-1:2006. Calcestruzzo - Parte 1: Specificazione, prestazione, produzione e conformità.
[35] UNI EN 1097-6:2008. Prove per determinare le proprietà meccaniche e fisiche degli aggregati - Parte 6:
Determinazione della massa volumica dei granuli e dell’assorbimento d’acqua.
[36] UNI EN 12390-1:2010. Prova sul calcestruzzo indurito - Forma, dimensioni ed altri requisiti per provini e
per casseforme.
[37] UNI EN 12390-3:2009. Prove sul calcestruzzo indurito - Parte 3: Resistenza alla compressione dei provini.
[38] UNI EN 12390-5:2009. Prove sul calcestruzzo indurito - Parte 5: Resistenza a flessione dei provini.
[39] UNI EN 14488-3:2006. Prove su calcestruzzo proiettato - Parte 3: Resistenze alla flessione (di primo picco,
ultima e residua) di provini prismatici di calcestruzzo rinforzato con fibre.
[40] UNI EN 14889-2:2006. Fibre per calcestruzzo - Parte 2: Fibre polimeriche - Definizioni, specificazioni e
conformità.
[41] Valenti, G. Leganti idraulici per calcestruzzi eco-compatibili e cementi innovativi a base di solfoalluminato
di calcio. Enco Journal, 50 (2010): 14-19.
[42] Won, J.-P., Jang, C.-I., Lee, S.-W., Lee, S.-J. e Kim, H.-Y. Long-term performance of recycled PET fibre-
reinforced cement composites. Construction and Building Materials, 24 (2010): 660-665.
[43] World Business Council for Sustainable Development e International Energy Agency. Cement Technology
Roadmap 2009 – Carbon emissions reductions up to 2050. .
[44] World Business Council for Sustainable Development. The Cement Sustainability Initiative - Recycling Concrete.
.
[45] 2013/163/UE: Decisione di esecuzione della Commissione, del 26 marzo 2013, che stabilisce le conclusioni
sulle migliori tecniche disponibili (BAT) per il cemento, la calce e l’ossido di magnesio, ai sensi della
direttiva 2010/75/UE del Parlamento europeo e del Consiglio relativa alle emissioni industriali. Gazzetta
ufficiale dell’Unione europea del 9 aprile 2013.
giugno 13 13Puoi anche leggere