Linea di prodotti wetcast per la produzione di elementi di pozzetti - CPi worldwide
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

05-Pipes_060-073_it.qxp_Layout 1 17.01.20 10:40 Seite 68
TUBI IN CALCESTRUZZO
Quadra, Contamine sur Arve, Francia
Linea di prodotti wetcast per la produzione
di elementi di pozzetti
La società Urvoy, costituita nel 1946 da René Urvoy, dal lità di adattarli ai manufatti prodotti (anelli per pozzetti, coni
1994 fa parte del Gruppo Quéguiner. È specializzata nella per pozzetti, pozzetti di controllo e lastre di passaggio), alle
produzione di manufatti per opere edili pubbliche e lo relative dimensioni (1 m di diametro, altezza da 300 a 1.200
smaltimento delle acque reflue, produce e vende ogni mm) e alle relative caratteristiche di produzione (il disarmo
anno oltre 65.000 t di prodotti: tubi in calcestruzzo armato, dei coni e degli anelli per pozzetti avviene tramite apertura
pozzetti e sistemi di drenaggio. I prodotti di Urvoy sono idraulica degli stampi; le lastre di passaggio e i fondi dei poz-
certificati secondo la norma NF. Dal collaudo delle materie zetti vengono disarmati voltando lo stampo).
prime ai prodotti finiti, Urvoy esegue controlli dimensionali,
controlli geometrici, prove di resistenza e tenuta. Urvoy Per offrire al cliente la possibilità di immedesimarsi piena-
produce sia prodotti standard sia prodotti personalizzati e mente nella sua futura fabbrica e di confermare a priori l’er-
la progettazione viene effettuata dal proprio ufficio tecnico, gonomia e l’accessibilità di ogni singola postazione di lavoro
per adattarli alle esigenze del rispettivo progetto. al fine di eseguire gli interventi di manutenzione, il collaudo
della nuova unità di produzione è stato eseguito mediante si-
Urvoy ha commissionato al fornitore di impianti Quadra la mulazione 3D e virtual reality.
progettazione e lo sviluppo di una nuova linea per la produ- L’unità di produzione è costituita dai seguenti componenti:
zione di manufatti per lo smaltimento delle acque reflue in uno scaffalatore automatizzato, un dispositivo per riempire
calcestruzzo autocompattante. automaticamente gli stampi, un impianto di trasporto degli
In fase di progettazione e sviluppo del processo di produ- stampi, un portale per il disarmo e l’impilamento dei manu-
zione e dell’impianto è stata prestata attenzione alla possibi- fatti, uno scarico dei manufatti sui pallet.
Layout dell'impianto
68 C&PI – Calcestruzzo & Prefabbricazione International – 1 | 2020 www.cpi-worldwide.com
05-Pipes_060-073_it.qxp_Layout 1 17.01.20 11:09 Seite 69
CPT
TUBI IN CALCESTRUZZO
Riempimento degli stampi
Il calcestruzzo viene trasportato mediante pompa dalla tramoggia di raccolta che
si trova sotto il miscelatore fino alla tramoggia di dosaggio. Per garantire un flusso
costante e continuo del calcestruzzo durante il riempimento degli stampi, il livello
worldwide
del calcestruzzo nella tramoggia di dosaggio viene misurato tramite sonda. La tra- CONSTRUCTION PRINTING TECHNOLOGY
moggia di dosaggio viene svuotata tramite una valvola che può essere aperta o
chiusa dall’operatore. Il tubo di uscita flessibile di 200 mm di diametro può passare
in modo facile e mirato sopra il rivestimento dello stampo. La tramoggia di raccolta The trade magazine for 3D printing
è fissata su un telaio mobile, per poter modificare l’altezza e posizionare la tramog- in concrete
gia il più vicino possibile allo stampo. Durante il riempimento la tramoggia si muove
in due direzioni, per distribuire omogeneamente il calcestruzzo nello stampo. Il li- Completed projects
vello di calcestruzzo nello stampo viene misurato tramite un sensore laser, in modo Experiences of the pioneers
che l’operatore possa controllare in qualsiasi momento se la quantità di calcestruzzo Technological developments
che si trova nello stampo corrisponde alle raccomandazioni di produzione stabilite Scientific results
a priori per ciascun gruppo di prodotti. Application areas
Visions of the future
La stazione di riempimento è dotata di paranco a catene elettrico integrato nel di- and much more
spositivo di dosaggio che consente di muovere i dispositivi di foggiatura del cono
per pozzetti. Questi ultimi vengono sollevati nello stampo durante il riempimento
del calcestruzzo e a conclusione dell’operazione di getto vengono riabbassati nello
stampo.
To the newsletter:
www.cpt-worldwide.com
Riempimento degli stampi On registering for the newsletter,
you will receive the first available issue
without obligation and free of charge
www.cpi-worldwide.com C&PI – Calcestruzzo & Prefabbricazione International – 1 | 2020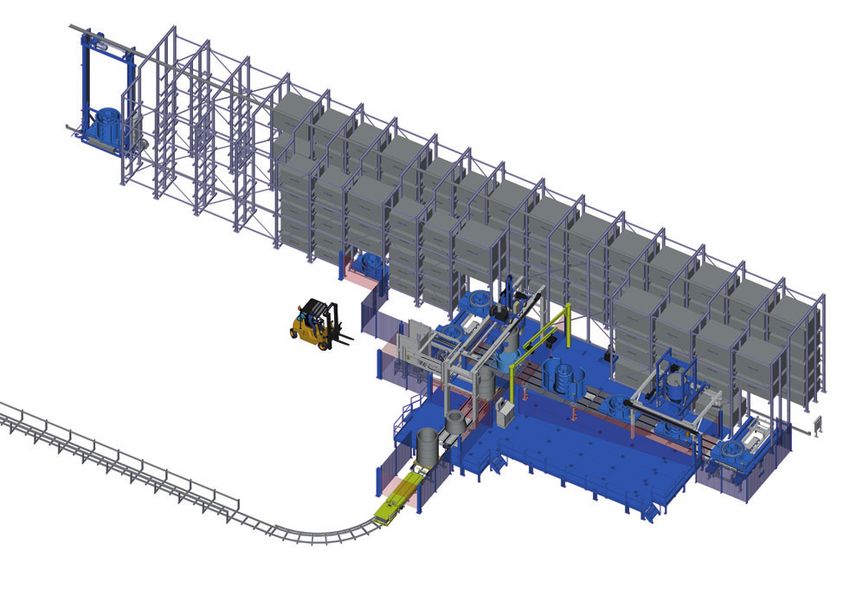
05-Pipes_060-073_it.qxp_Layout 1 17.01.20 10:40 Seite 70
TUBI IN CALCESTRUZZO
Movimentazione degli stampi
Dopo averli riempiti, gli stampi vengono trasportati alla sta-
zione successiva da un trasportatore e portati nella camera di
essiccazione da uno scaffalatore. Lo scaffalatore si muove tra-
mite rotaie che scorrono sul pavimento ed è dotato di forca
telescopica che gli consente di collocare gli stampi nelle ca-
mere di essiccazione/estrarli da dette camere e depositarli
sull’apposito trasportatore o prelevarli da quest’ultimo.
I movimenti di traslazione e sollevamento dello scaffalatore e
quelli della forca telescopica vengono gestiti da convertitori
di frequenza. Il movimento di sollevamento è supportato
anche da un motoriduttore.
Sui 31 scaffali delle camere di essiccazione si possono depo-
sitare oltre 100 stampi di sette diverse dimensioni (dimensioni
degli stampi: 1.800 x 1.500 mm oppure 2.200 x 1.500 mm,
600 - 1.500 mm di altezza). Nello strutturare le camere di es-
siccazione si è prestata attenzione a poter riempire in modo
ottimale gli scaffali in base all’altezza degli stampi. La linea di produzione è alimentata da deposito provvisorio
Per le camere di essiccazione esiste un software di gestione in cui possono essere depositati fino a 20 pallet.
che rileva il numero di riferimento degli stampi in funzione
della loro posizione e della data e dell’ora del riempimento
con il calcestruzzo. Poiché è necessario voltare lo stampo nel disarmare i fondi
dei pozzetti e le lastre di passaggio, il dispositivo di presa ese-
Portale per disarmare e pallettizzare i prodotti gue un movimento oscillatorio di 180°. Gli anelli e coni per
pozzetti vengono gettati negli stampi con apertura idraulica.
Dopo l’essiccazione nelle rispettive camere, gli stampi ven- Per il disarmo, l’operatore aziona prima il sistema idraulico
gono di nuovo prelevati dallo scaffalatore, collocati sul tra- tramite il quale vengono aperti gli stampi.
sportatore e tramite quest’ultimo riportati alla linea di produ- Dopo aver aperto gli stampi, un dispositivo di presa elettrico
zione. In seguito gli stampi vengono trasportati alla stazione prende il manufatto dal trasportatore e lo sposta alla stazione
di disarmo/impilaggio tramite il trasportatore. di pallettizzazione. Normalmente il dispositivo di presa fun-
In questa stazione il disarmo è del tutto automatico, a se- ziona in automatico, ma l’operatore può assumere il controllo
conda del prodotto voltando o aprendo idraulicamente gli tramite un pulsante di comando che si trova sul banco di co-
stampi. mando.
Dopo il disarmo i manufatti vengono impilati sui pallet. La
linea di produzione è alimentata da un deposito provvisorio
di pallet in cui possono essere depositati fino a 20 pallet. Un
sistema di trasporto porta un pallet alla stazione di impilaggio
e porta via il pallet carico.
I pallet con i prodotti finiti vengono portati fuori dall’edificio
con un carrello multi-forche dotato di azionamento elettrico
comandato da un convertitore di frequenza e depositati su
una rampa di 20 m di lunghezza. Questa soluzione ha il van-
taggio che si possono depositare automaticamente circa
quindici pallet al di fuori dell’edificio di produzione. Lo stoc-
caggio intermedio automatico garantisce una maggiore fles-
sibilità a livello organizzativo e aumenta l’efficienza per quanto
riguarda la produttività, in quanto i pallet con i prodotti finiti
possono essere portati via dall’impianto di produzione per
circa un’ora, senza che sull’area debba essere immediata-
mente disponibile un carrello elevatore a forche per le suc-
cessive operazioni di movimentazione.
Non appena lo stampo è vuoto, viene portato nel punto in cui
l’operatore svolge le operazioni di preparazione: pulizia e
Gli anelli e coni per pozzetti vengono gettati negli stampi oliatura dello stampo, preparazione e applicazione dei gra-
con apertura idraulica. Per il disarmo, l’operatore aziona il dini, accessori e giunti di separazione. Successivamente lo
sistema idraulico e si aprono gli stampi. stampo è pronto per essere utilizzato in un nuovo ciclo di pro-
70 C&PI – Calcestruzzo & Prefabbricazione International – 1 | 2020 www.cpi-worldwide.com
05-Pipes_060-073_it.qxp_Layout 1 17.01.20 10:40 Seite 71
TUBI IN CALCESTRUZZO
Un carrello multi-forche trasporta i pallet con i prodotti finiti fuori dall’edificio, dove vengono messi allineati su una rampa
di stoccaggio lunga 20 metri.
duzione e viene trasportato alla fase successiva, alla stazione Postazioni di lavoro ergonomiche e funzionali
di riempimento. Nelle macchine automatiche è inserito un
programma sviluppato appositamente che stampa in auto- Un punto importante nello strutturare e sviluppare la linea di
matico una targhettina con la quale l’elemento in calcestruzzo produzione è stato quello di migliorare le condizioni di lavoro
viene identificato l’elemento e dotato di data di produzione. garantendo più comfort e sicurezza agli operatori.
WOC
Las Vegas, Stati Uniti
Impianti chiavi in mano & 4-7 Febbraio 2020
Stand N°770
Sistema di movimentazione
secondo lo stato dell’arte
e
uttor ICCX
Costr ese Warsaw, Polonia
c
Fran 12-14 Febbraio 2020
Stand N°4
Macchina wetcast
& di prefabbricazione
ICON
Salt Lake City
Stati Uniti
21-22 Febbraio 2020
CONCRETE SHOW
Birmingham,
Regno Unito
25-26 Marzo 2020
QUADRA -
40 route de Findrol - 74130 Contamine-sur-Arve
Tel. +33 (0)4 50 03 92 21
info@quadra-concrete.com
www.quadra-concrete.com
www.cpi-worldwide.com C&PI – Calcestruzzo & Prefabbricazione International – 1 | 2020 71
05-Pipes_060-073_it.qxp_Layout 1 17.01.20 10:40 Seite 72
TUBI IN CALCESTRUZZO
tutto l’impianto. Grazie a questo modo di procedere, è stato
possibile definire a priori tutte le caratteristiche strutturali.
Inoltre, in questo modo è stato possibile strutturare in modo
ottimale il processo di produzione e l’impianto per quanto ri-
guarda ergonomia, funzionalità ed efficienza.
Il cliente Urvoy oggi dispone di un’interfaccia utente collegata
all’impianto, ergonomica e gestibile con diverse apparecchia-
ture. Tale interfaccia utente consente di accedere in tempo
reale a tutti i dati di produzione e alle raccomandazioni di ma-
nutenzione. Grazie ai dati raccolti, analizzati e raggruppati
(grafici, dashboard), il cliente tramite l’interfaccia utente ot-
tiene in tempo reale un chiaro quadro dei cicli di produzione
passati e in corso con un solo colpo d’occhio. Oggi la traccia-
bilità completa del processo di produzione è uno strumento
indispensabile per misurare e ottimizzare la performance
degli impianti di produzione. Grazie al sistema di allarme in-
tegrato, le anomalie vengono segnalate tempestivamente,
pertanto l’efficienza è garantita anche per quanto riguarda la
manutenzione dell’impianto. 왎
La piattaforma di lavoro consente all’operatore di svolgere
gli eventuali lavori sull’impianto in modo semplice e in
presenza di condizioni sicure, grazie alle fotocellule presenti.
Con l’inserimento di gru orientabili per movimentare gli
stampi durante il riempimento e dopo il disarmo si garantisce
che non sia necessario alcun intervento manuale per movi-
mentare carichi pesanti.
La piattaforma di lavoro consente agli operatori di accedere
in modo semplice e sicuro all’impianto, grazie alla presenza
di fotocellule. L’operatore può attraversare la linea di produ-
zione e camminare lungo la stessa. Gli operatori incaricati di
eseguire gli interventi di preparazione possono pulire como-
damente gli stampi in presenza di condizioni sicure, provve-
dere all’oliatura e all’applicazione dei gradini (accesso diretto,
libertà di movimento intorno agli stampi ecc.).
ALTRE INFORMAZIONI
La piattaforma di lavoro dotata di griglia è collocata sopra due
trasportatori di rifiuti che raccolgono i rifiuti sotto la stazione
di disarmo e sotto il trasportatore degli stampi.
Conclusione Urvoy
BP 16, 22140 Begard, Francia
Il nuovo impianto, che è stato strutturato e sviluppato in fun- T +33 (0) 296452110, F +33 (0) 296451718
zione di tutti i requisiti di produzione del cliente, raggiunge urvoy@urvoy.fr, www.urvoy.eu
un notevole tasso di produzione (dai 15 ai 20 stampi all’ora).
La società Quadra, che nell’industria della trasformazione
gode una buona reputazione come costruttore di impianti, ha
dato nuovamente dimostrazione del suo spirito innovativo e
della continua evoluzione ricorrendo alla virtual reality nella
ricerca di nuove soluzioni per la produzione. Quadra
40, route de Findrol
Per la riuscita dell’attuazione di una complessa soluzione tec- 74130 Contamine-sur-Arve, Francia
nica quanto questa è stata molto importante ricorrere a nuove T +33 450039221, F +33 450036997
tecnologie come la simulazione 3D e il collaudo virtuale di info@quadra-concrete.com, www.quadra-concrete.com
72 C&PI – Calcestruzzo & Prefabbricazione International – 1 | 2020 www.cpi-worldwide.com




Puoi anche leggere