Acciai: influenza degli elementi di lega
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Acciai: influenza degli elementi di lega
• Influenza del Nichel (Ni)
Ni = 25-28% perdita proprietà magnetiche
Ni = 36-38% massimi e minimi di diverse proprietà
Ni = 78% massimo permeabilità magnetica
Durante l’elaborazione della colata il Ni non prende
parte ad alcuna reazione, ma viene aggiunto nella
prima parte (bagno effervescente) perché la ferro
lega di Ni contiene H.
Il Ni non forma carburi
Il Ni favorisce la grafitizzazione del C
Diminuiscono T ricottura e tempra
Diminuiscono velocità critiche
Aumenta la penetrazione di tempra
Aumenta la tenacità, a parità di Rm
Non peggiora la deformabilità a freddo ed a caldo
141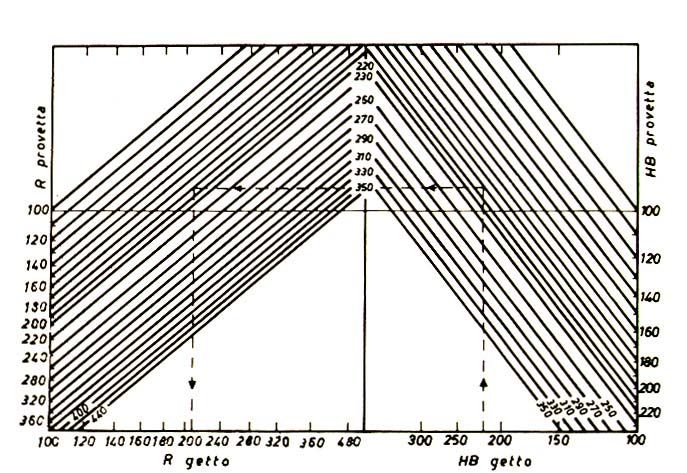
• Influenza del Manganese (Mn)
E’ completamente solubile in tutte le proporzioni.
Ha un comportamento simile al Ni.
Tutti gli acciai contengono un po’ di Mn (viene utilizzato
come disossidante e desolforante , 0.3-0.4%).
Le strutture martensitiche sono troppo fragili
Caratteristiche positive
Diminuisce T ricottura e tempra
Aumenta penetrazione di tempra
Diminuisce v raffreddamento critica e le deformazioni
di tempra
Aumenta la tenacità a parità di Rm
Aumenta Rm (100MPa/1%Mn)
Migliora deformabilità a caldo
Caratteristiche negative
Diminuisce conducibilità termica
Diminuisce deformabilità a freddo
Aumenta la sensibilità al surriscaldo
Diminuisce la lavorabilità per acciai austenitici
Peggioramento proprietà magnetiche ed elettriche
Inconvenienti nella cementazione
142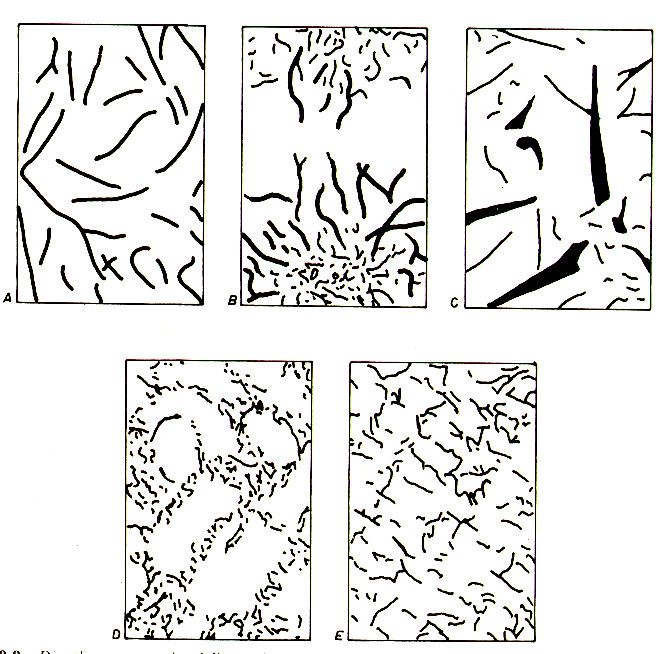
• Influenza del Cobalto (Co)
Non si ossida e può essere aggiunto alla colata in
qualsiasi momento
Aumenta la velocità critica (diminuisce la
penetrazione di tempra)
Favorisce la grafitizzazione
Rende più stabile la martensite
• Influenza del Rame (Cu)
Può essere aggiunto in qualunque momento
Migliora le caratteristiche a caldo
Fino allo 0.25÷0.30% migliora la resistenza alla
corrosione atmosferica
• Influenza dell’Azoto (N)
Aumenta leggermente Rm, A%, Z%
Stabilizza austenite
143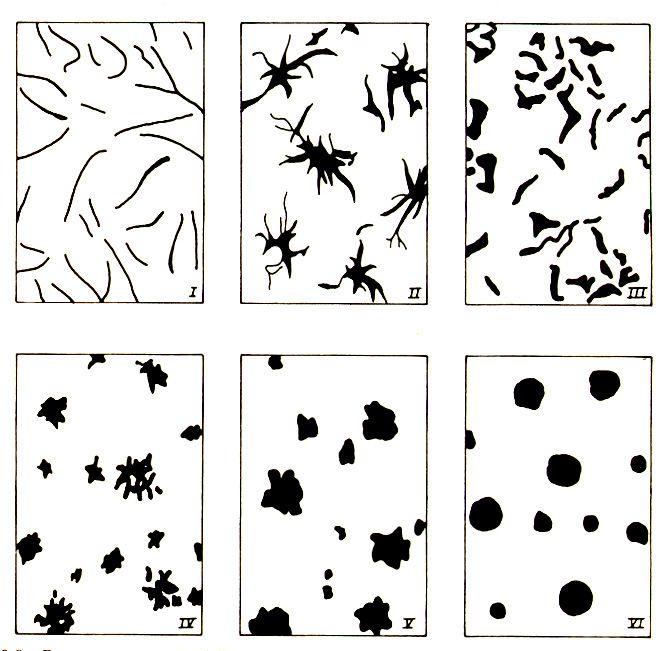
• Influenza dell’Alluminio (Al) Ha un energico effetto disossidante Forma con l’azoto dei nitruri durissimi Conferisce resistenza all’ossidazione a caldo Peggiora la saldabilità • Influenza del Cromo (Cr) Forma carburi stabili Diminuisce la conducibilità termica Finchè la struttura è perlitica, Rm aumenta senza diminuzione di A, Z, K Conferisce stabilità al rinvenimento ala struttura temprata Aumenta la resistenza alla corrosione ed alla ossidazione • Influenza del Titanio (Ti), Tantalio (Ta) e Niobio (Nb) Formano composti intermetallici tipo Fe3Ti, con conseguente indurimento per precipitazione Ti è un forte disossidante Formano carburi 144
• Influenza del Molibdeno (Mo)
Appartiene allo stesso gruppo del Cr e forma
carburi duri e stabili
Può essere aggiunto in qualsiasi momento
Con il 3% si chiude il campo γ, al 10% si
chiude il campo α, oltre si forma Fe3Mo2
Aumenta la temprabilità
Ha un ottimo effetto indurente
Aumenta la stabilità della martensite a T
elevata
Aumenta il limite di fatica e di scorrimento a
caldo
Diminuisce effetto di surriscaldamento
Elimina la fragilità al rinvenimento
• Influenza del Vanadio (V)
Simile al Cr, forma carburi
Potente disossidante
Legandosi con il C, diminuisce la temprabilità
Affina il grano
Aumenta la resistenza a caldo
145
• Influenza del Tungsteno (W) Meno ossidabile del Fe, può essere aggiunto in qualsiasi momento Aumenta temprabilità Notevole effetto indurente Può sostituire (con una % doppia) il Mo Comporta una limitata conducibilità termica • Influenza del Silicio (Si) E’ sempre presente e si parla di acciai al Si per tenori superiori al 1% Aumenta R ed HV mentre K, A, Z diminuiscono Diminuisce la v critica e quindi aumenta la temprabilità Conferisce resistenza agli acidi ed all’ossidazione a caldo Riduce la velocità di diffusione del C (quindi effetto negativo sulla cementazione) Influenza dannosa sulla deformabilità a caldo Sensibilità al surriscaldo (ingrossamento del grano) 146
• Influenza dello Zolfo (S)
A seguito della formazione di un eutettico
bassofondente (988°C) a bordo grano, si ha la
fragilità a caldo dell’acciaio
Ni, Co, Mo formano solfuri con punti di
fusione ancora più bassi
Cr, Zr, Mn formano solfuri a distribuzione
puntuale non dannosa con elevate T di fusione.
Questi solfuri migliorano la lavorabilità a caldo
Peggiora la resilienza, specialmente con
elevato C
Fino allo 0.2% non si hanno peggioramenti
evidenti. Si richiede comunque un tenore
inferiore allo 0.005 ed anche allo 0.003 per
l’elevata tendenza alla segregazione nella parte
centrale del lingotto.
Data la miscibilità praticamente nulla, lo zolfo
da luogo ad inclusioni non metalliche che
diminuiscono il limite di fatica
147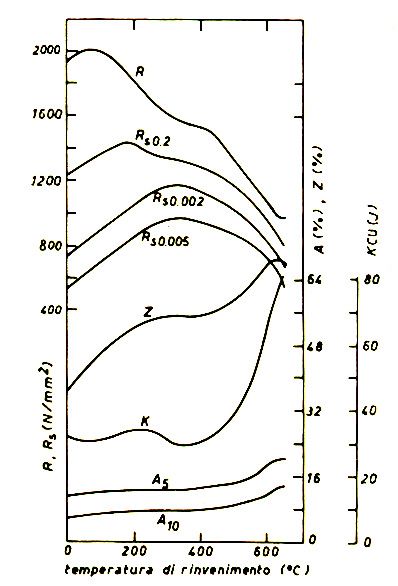
• Influenza del Fosforo (P)
Simile allo S, per P%>0.2% la resilienza
diviene nulla
Il tenore limite è più basso dello 0.2%, in
quanto il P si scioglie anche nell’acciaio
anche allo stato solido.
Per acciai particolarmente tenaci si arriva a
tenori inferiori allo 0.02%
• Influenza dell’ Ossigeno (O)
Peggiora le proprietà meccaniche
Peggiora le proprietà fisiche
Aumenta la sensibilità al surriscaldo
Peggiora la lavorabilità a caldo
Dato che la solubilità dell’O nel Fe è
praticamente nulla, tutto l’ossigeno
contenuto è quello nelle inclusioni non
metalliche
• Influenza dell’Idrogeno (H)
Fa diminuire A, Z, K
Può far formare i “fiocchi” durante il
raffreddamento del pezzo
148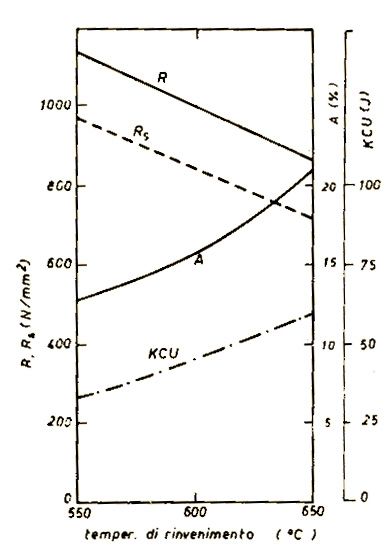
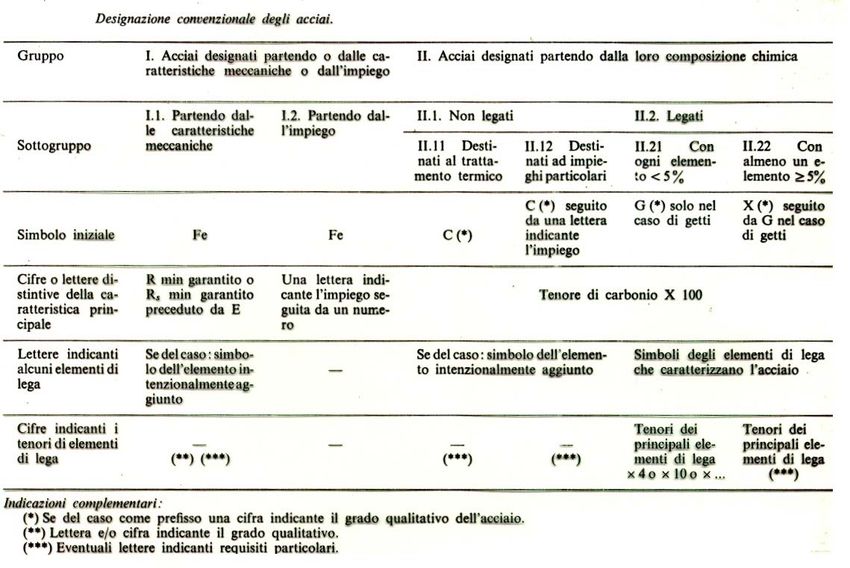
Designazione alfanumerica
(UNI EN 10027 parte 1°)
• Gruppo 1: acciai designati in base al loro
impiego ed alle loro caratteristiche meccaniche o
fisiche;
• Gruppo 2: acciai designati in base alla loro
composizione chimica (suddivisi in quattro
sottogruppi).
Gruppo 1
- un simbolo principale, che indica la caratteristica
meccanica o fisica oppure l’impiego
- un numero pari alla valore minimo della proprietà
meccanica o fisica che deve essere specificata
149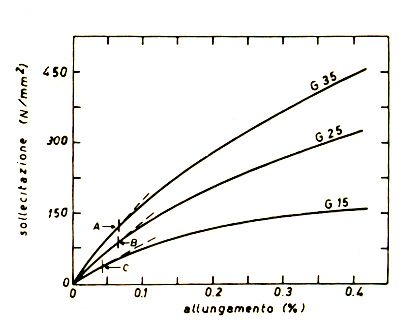
Gruppo 1
Si suddivide in 4 sottogruppi:
- Sottogruppo 1 (%Mn1, tenore complessivo
elementi di lega 5%)
Lettera X
Tenore C moltiplicato 100
Simboli chimici elementi di lega
Tenore elementi di lega
- Sottogruppo 4 (acciai rapidi)
Lettere HS
Tenore dei seguenti elementi: W, Mo, V, Co
150Designazione precedente
(UNI EU 27)
Si possono considerare 5 grandi categorie di acciai
•acciai da costruzione di uso generale;
•acciai speciali da costruzione;
•acciai da utensili;
•acciai per usi particolari;
•acciai inossidabili. 151Acciai da costruzione di uso generale
• Sono posti in opera senza trattamento termico,
al massimo, dopo normalizzazione.
• Si richiede unicamente di possedere un certo
valore minimo di Rs
Ciò può essere ottenuto mediante:
• Affinamento del grano mediante precipitati fini
• Incrudimento per deformazione plastica a freddo
• Rafforzamento per soluzione solida (Mn, Si)
• Rafforzamento per dispersione di precipitati (in
presenza di Nb, Ti, V)
•Presenza di bainite e/o martensite
Per costruzioni saldate, bullonate e chiodate
%Cmax %Pmax %Smax %Nmax
Fe360B 0.19 0.045 0.045 0.009
Fe410D 0.18 0.040 0.040 -
Fe510D 0.20 0.040 0.045 -
Hanno RsSi introducono elementi di lega per aumentare
Rs con una buona resilienza ed accettabile
resistenza alla corrosione atmosferica.
L’incremento del tenore di C è il modo più
semplice per ottenere elevati valori di Rs
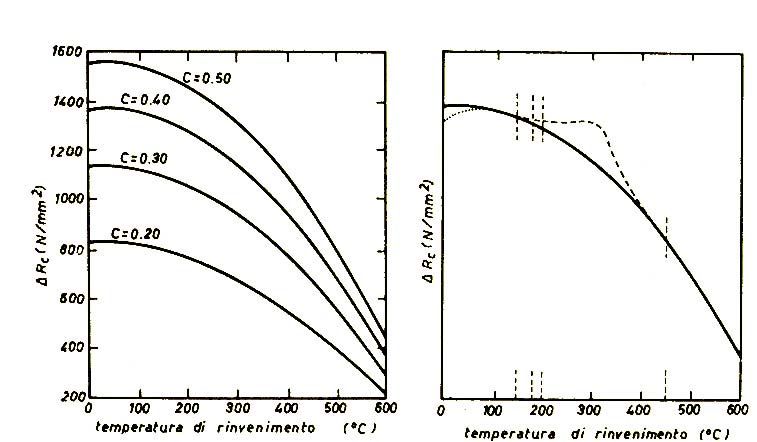
Esistono delle relazioni empiriche che
permettono di correlare la resistenza meccanica
R con la composizione chimica:
R = RFe + ∆RC + Σ∆REl
Influenzato dal Indipendente dal
trattamento termico trattamento termico
153Ad esempio:
R = 300+ n 1000 %C + 100 (%Si -
0.30) + 150 (%Mn-%C)+ 40 %Ni +
150 %Cr + 300 %Mo + 700 %V +
50 %Al
Con:
n=1 Trinv = 600°C
n = 2.3 Trinv = 450°C
n = 3.8 Trinv = 200°C
n=4 Trinv = 150°C
154Altre composizioni chimiche
%C %Mn %Si %Cr %Ni altri
0.22 1.60 0.50 0.30 0.60 V,Mo Norm.
0.20 1.00 0.35 0.35 0.65 V, Mo Bon.
0.12 1.70 0.35 0.30 0.50 Nb,V HSLA
0.12 0.50 0.70 1.25 0.65 Cu Corten
0.19 1.25 0.30 0.65 - V,Cu Corten
%S < 0.02
%P < 0.02
155Acciai speciali da costruzione 0.1
Variazione della resistenza meccanica, per gli acciai speciali da costruzione, al variare di Trinv Si possono considerare in questo gruppo: • acciai da bonifica • acciai da nitrurazione • acciai da cementazione • acciai per molle • acciai autotempranti • acciai speciali per cuscinetti a rotolamento • acciai per funi • acciai per particolari applicazioni • acciai maraging 157
Acciai da bonifica Sono adatti a sopportare sforzi, urti e vibrazioni. I valori massimi degli elementi di lega sono: 0,2
Alcuni acciai da bonifica:
%C %Mn %Cr %Ni %Mo
C25 0.25 0.60 ------ ------ ------
C60 0.60 0.75 ------ ------ ------
41Cr4 0.40 0.65 1.00 ------ ------
36CrMn5 0.35 1.00 1.15 ------ ------
35CrMo4 0.35 0.75 1.00 ------ 0.20
39NiCrMo3 0.39 0.65 0.85 0.85 0.20
30NiCrMo12 0.31MPa 0.65 0.80 2.90
0.45
Proprietà meccaniche (valori minimi di Rm ed Rs
[MPa] e di A% e K [J])
Rm Rs A% K
C25 625 360 19 37.5
C60 905 590 11 -----
41Cr4 1030 735 11 25
36CrMn5 980 685 12 25
35CrMo4 1030 735 11 30
39NiCrMo3 1080 785 11 30
30NiCrMo12 1080 785 14 40
159Acciai da nitrurazione Dopo bonifica, sono sottoposti al trattamento di nitrurazione (50 ore a 525°C). Il Mo viene aggiunto per evitare il problema della fragilità al rinvenimento %C
Acciai da cementazione
Sono sottoposti al trattamento termochimico, seguito
da una tempra ed un rinvenimento a 150°C.
Il tenore di C è basso sia per avere una buona
cementazione, che per avere una elevata tenacità nel
cuore
%C < 0.2
%Mn < 2
%Ni < 5
%Cr < 2
%Mo < 0.5
C Mn Cr Ni Mo
C10 0.1 0.50 - - -
C15 0.15 0.50 - - -
16MnCr5 0.16 1.15 - - -
18CrMo4 0.18 0.75 1.0 - 0.20
12NiCr3 0.12 0.45 0.55 0.65 -
16CrNi4 0.16 0.85 0.95 0.95 -
16NiCrMo2 0.16 0.80 0.50 0.55 0.20
16NiCrMo12 0.16 0.55 0.95 2.95 0.35
161Acciai per molle Si distinguono dagli altri acciai per l’elevato valore di Rs, ottenuto agendo sia sulla composizione chimica che sulla temperatura di rinvenimento (400-450°C invece di 600°C). Nel caso degli acciai non legati si utilizzano tenori di C piuttosto elevati, mentre nel caso degli acciai legati il tenore di C è inferiore, con valori più elevati di Si e Mn. (
Acciai autotempranti Sono quegli acciai che prendono tempra dopo un semplice raffreddamento all’aria. Essi vengono rinvenuti a 200°C. Si ottengono in tale modo delle resistenze elevatissime (2000MPa) con una tenacità soddisfacente. %C+%Ni+%Cr = 5-7 0,3
Acciai speciali per
cuscinetti da rotolamento
Si impiegano acciai ipereutettoidici che, dopo
trattamento di ricottura, assumono struttura globulare
che coincide con la massima lavorabilità e predispone
l’acciaio alla tempra.
%SAcciai per funi Il prodotto è caratterizzato da una elevata resistenza a trazione, resistenza alla torsione, resistenza piegamento, tenacità. Tali caratteristiche sono ottenute con una scelta ottimale della composizione chimica (%C), della deformazione plastica (grado di incrudimento), trattamento termico (patentamento) Normalmente 0.2
Acciai speciali da costruzione per
particolari applicazioni
Si ricordano gli acciai per lavorazioni ad elevata
velocità, con percentuali notevoli di S oppure con
un contenuto non trascurabile di Pb
%C %Mn %Si %S %P
10S22 0.10 0.70 0.30 0.22 0.05
35SMn10 0.35 1.50 0.25 0.10 0.02
35SMnPb 0.35 1.50 0.25 0.10 0.02
166Acciai speciali da costruzione con
elevatissime caratteristiche
Acciai maraging
• Non è necessaria la presenza del C, anzi è
dannosa (%CLa scelta del tenore del Ni è dettata dalle seguenti
considerazioni:
• Se Ni23 si ha della austenite residua non
trasformata
La presenza del Mo e del Ti aumenta
notevolmente l’isteresi della trasformazione α/γ
Si possono ottenere valori di
Rs=1950MPa, con Rm=2000MPa
168Trattamento termico di Maraging
Laminazione
o fucinatura
Solubilizzazione
Riscaldamento
composti
a 820±25°C
intermetallici
Struttura
Raffreddamento in aria
completamente
fino a T ambiente
martensitica
Permanenza a Precipitazione
480±15°C per 3- composti
6h (Maraging) intermetallici
%Ni %Co %Mo %Ti %Al
18Ni200 17-19 8.0-9.0 3.0-3.5 0.15-0.25 0.05-0.15
18Ni300 18-19 8.5-9.5 4.7-5.2 0.50-0.80 0.05-0.15
169Acciai per utensili
Le caratteristiche che, da sole o combinate,
vengono richieste a questi acciai sono:
• Elevata durezza a caldo ed a freddo
• Elevata capacità di taglio
• Insensibilità all’addolcimento per rinvenimento
• Elevata penetrazione di tempra
• Insensibilità alle spaccature per oscillazioni
termiche
• Buona resistenza all’usura
Per ottenere queste proprietà si ricorre a valori
elevati del %C (>0,6) ed all’aggiunta di W, Mo, V,
Cr, Co, Mn, Si
Da ricordare che:
• La temperatura di austenitizzazione >> Ac3, in
modo da solubilizzare i carburi precedentemente
precipitati (rischio ingrossamento grano)
• Durante la tempra i vari elementi di lega
modificano fortemente le curve CCT
• Durante il rinvenimento la durezza aumenta
notevolmente grazie alla precipitazione dei carburi
170Influenza dei vari elementi C (fra 0.25 e 2%): è sempre presente ed è l’elemento più importante per aumentare la durezza, sia per la formazione di martensite che di carburi. Mn (
• Acciai per lavorazioni a freddo
Tali acciai sono caratterizzati da una elevata
durezza a freddo (>55HRC) ma da una bassa
durezza a caldo. Si possono distinguere gli acciai
per utensili al C e gli acciai legati per lavorazione
a freddo.
• Acciai per lavorazioni a caldo (T>300°C)
Sono caratterizzati da una resistenza al
rinvenimento, da una insensibilità
all’ingrossamento del grano e da una buona
conducibilità termica. La loro durezza a
temperatura ambiente è compresa fra 40 e 55 HRC
e resta ad un buon livello a caldo, grazie alla
precipitazione di carburi in forma finemente
dispersa.
172• Acciai rapidi Sono caratterizzati da una durezza molto elevata alla temperatura ambiente (>60HRC) e da una ottima durezza a caldo. Queste proprietà sono ottenute mediante l’aggiunta importante di elementi carburigeni (W, Mo, V) associati al Cr (miglioramento della temprabilità) ed, eventualmente, al Co. Acciai semi rapidi (v. taglio ≅ 15 m/min) %C ≅ 0.8; %Cr ≅ 4; %W ≅ 8; Mo; V Acciai rapidi (v. taglio ≅ 30 m/min) Non si usa Co;il W è spesso sostituito dal Mo Acciai super rapidi (v. taglio ≅ 40 m/min) 0.7
Acciai inossidabili
Sono delle leghe a base di ferro resistenti ad un
gran numero di ambienti corrosivi, in un campo
esteso di temperatura.
L’elemento indispensabile perché un acciaio sia
inossidabile è il Cr che deve essere presente
almeno con un tenore minimo del 12%.
Gli elementi di lega hanno una influenza sulla
struttura di tipo:
ALFAGENO
(come il Cr)
GAMMAGENO
(come il Ni)
174Si può utilizzare il diagramma di Schaeffler (valido per le leghe dopo solidificazione), che permette di determinare la microstruttura dominante, nota la composizione chimica e la velocità di raffreddamento. Nieq = %Ni + 30 %C + 0.5 %Mn Creq = %Cr + %Mo + 1.5 %Si + 0.5 %Nb Questi acciai vengono usualmente classificati in base alla microstruttura e, spesso, viene per essi utilizzata la designazione americana AISI. Serie 400: acciai inossidabili ferritici e martensitici Serie 300: acciai inossidabili austenitici 175
Acciai inossidabili martensitici
(posseggono A3 ed A1)
Sono caratterizzati da una notevole temprabilità e
la loro velocità di raffreddamento critica
corrisponde a quella relativa ad un raffreddamento
in aria
I trattamenti tipici di questi acciai, che vengono
effettuati nei diversi stadi di lavorazione, sono la
ricottura, la tempra ed il rinvenimento.
Per quanto riguarda il rinvenimento:
per TrinvImpiego a basse temperature
Impiego ad elevate temperature
Gli acciai martensitici non vengono impiegati ad
elevata T per non eliminare gli effetti della
bonifica, a parte l’AISI 410 (fino a circa 650°C).
177Acciai inossidabili ferritici
(non hanno A3 ed A1,
e non sono induribili per tempra)
Il rischio maggiore è l’ingrossamento del grano.
Per 400°C< T< 600°C si ha la fragilità al
rinvenimento
per 550°C< T< 850°C si ha la precipitazione di
fase σ
Possono essere sottoposti a ricottura (per
migliorare resistenza meccanica ed alla
corrosione) ed a ricristallizzazione
178Impiego a basse temperature
La temperatura di transizione (piuttosto elevata)
può essere abbassata diminuendo il tenore degli
elementi interstiziali (C+N)
Impiego ad elevate temperature
Gli acciai ferritici hanno una elevata resistenza
all’ossidazione (crescente al crescere della %Cr).
L’AISI 446 può resistere fino a 1100°C
179Acciai inossidabili austenititci
(hanno A3 ed A1 < 20°C)
Sono esposti al pericolo della sensibilizzazione (600-
700°C), che, in determinate condizioni, rende
possibile l’attacco corrosivo intergranulare.
Per ovviare a tale problema si può:
• Diminuire la % di C (fino a 0.02%)
• Aggiungere elementi di lega stabilizzanti (Nb,Ti),
effettuando il trattamento di stabilizzazione (885°C-
2h)
• Effettuare un trattamento di solubilizzazione
(1000°C)
Fra i trattamenti termici si può ricordare anche la
distensione (a 350-450°C) che viene effettuato solo
in taluni casi
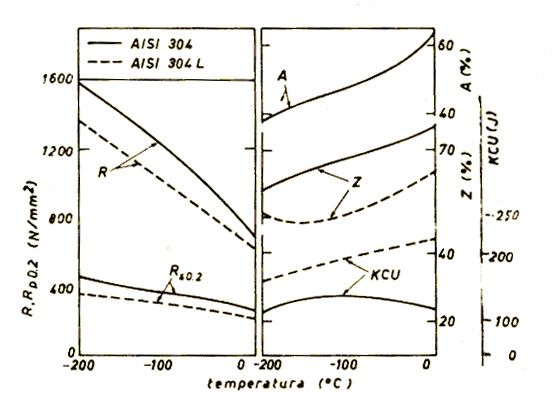
180Impiego a basse temperature
Impiego ad elevate temperature
Si può avere:
• Precipitazione di carburi
• Segregazione fase σ
181Acciai per impieghi a bassa T - fino a 0°C : Acciai al carbonio effervescenti e semicalmati; - fino a –20°C : Acciai al carbonio calmati; - fino a –45°C : Acciai al Mn (≅ 1%) calmati e normalizzati; - fino a –80°C : Acciaio 1.5% Ni normalizzato; - fino a –103°C : Acciaio 3.5% Ni normalizzato e rinvenuto a 620°C; - fino a –196°C : Acciaio 9% Ni sia bonificato che normalizzato e rinvenuto; - fino a –269°C : Acciai inossidabili austenitici. Acciai per impieghi ad elevata T Devono resistere allo scorrimento viscoso ed alla ossidazione - fino a 450°C Acciai al C (%C
Acciaio al 13%Mn (acciaio Hadfield)
X120Mn12
Amagnetico, estremamente tenace, ha una
elevatissima capacità di incrudimento e viene
utilizato quando si prevedono delle sollecitazioni
contemporanee di urti ed abrasione. Ha una
lavorabilità a freddo nulla.
Per %Mn>12 si ottiene austenite stabile a 20°C. La
composizione tipica è:
%C=1.1-1.4 %Mn=11-14 %SiGhise
Sono leghe ferrose che durante la solidificazione
formano, almeno in parte, l’eutettico ledeburitico
Il passaggio dal diagramma metastabile (linee
continue a quello stabile (linee tratteggiate) è
legata alla decomposizione della cementite:
Fe3C → 3 Fe + C
184Nel caso delle ghise, l’influenza dei vari elementi
di lega, oltre a riguardare la microstruttura
(elementi alfageni e gammageni) e la capacità di
formare precipitati (ossidi, carburi, nitruri), deve
considerare anche la capacità di agevolare la
decomposizione della cementite, ovvero il loro
effetto grafitizzante.
Il fenomeno della grafitizzazione dipende:
- dalla velocità di raffreddamento (natura della
parete del getto, grandezza del pezzo), con la
grafitizzazione che viene agevolata da velocità di
raffreddamento basse.
- dalla presenza di elementi grafitizzanti, quali il
Si, o di antigrafitizzanti, quali il Mn.
I tenori negli elementi normali di elaborazione,
Mn, Si, P, sono normalmente più elevati che
negli acciai.
185• Il Si è l’elemento grafitizzante per eccellenza
Il tenore di C corrispondente all’eutettico (Ce)
diminuisce secondo la relazione:
Ce = 4.3 - Si/3.2
• Il Ni ha un effetto grafitizzante 4 volte inferiore
a quello del Si
• Al, Ti, Zr hanno una influenza simile a quella
del Si
• Il Cu è un debole grafitizzante e promuove la
formazione di perlite
• Il Cr promuove la formazione di carburi
• Così pure Mo, V, Mn, W
• Ta stabilizza i carburi
186Influenza della velocità di
raffreddamento sulla microstruttura
Se si considera un tondo di diametro φ crescente, al centro si
avranno velocità di raffreddamento via via sempre minori
187Gli elementi di grafite sono classificati in base a
(UNI3775-73):
• Forma
• Distribuzione
• Dimensione
Forma degli elementi di grafite
I) Lamelle sottili con punte aguzze
II) Noduli con accentuate ramificazioni di lamelle
III)Lamelle spesse con punte arrotondate
IV) Flocculi frastagliati
V) Flocculi compatti
VI) Noduli a contorno circolare, quasi regolare (sferoidi)
188Distribuzione degli elementi di grafite
A) Distribuzione uniforme
B) Rosette non orientate
C) Lamelle non orientate
D) Lamelle in zone interdendritiche
E) Lamelle interdendritiche
189Le ghise sono tradizionalmente classificate nei
seguenti gruppi:
• ghise grigie, così chiamate dal colore scuro
delle superfici di frattura, grazie alla presenza di
carbonio grafitico;
• ghise bianche, così chiamate dal colore chiaro
delle superfici di frattura, per la presenza del
carbonio sotto forma di cementite;
• ghise malleabili, così chiamate per la loro
elevata deformabilità;
• ghise sferoidali, in cui gli elementi di grafite si
trovano sotto forma sferoidale;
• ghise legate, che , grazie ad elevati tenori di
alcuni elementi di lega, sono caratterizzate da
particolari proprietà, come la resistenza al calore
ed alla corrosione.
190Ghise grigie
Sono dette tali dal colore della superficie di frattura
2 < %C < 4.5
1 < %Si < 3
Durante la solidificazione si forma l’eutettico
grafite-cristali γ.
Per ottenere la resistenza di un getto di ghisa
grigia si utilizza il seguente nomogramma
HB provetta
R provetta
HB getto } R getto
191Le curve σ - ε non seguono la legge di Hooke
E è determinata arbitrariamente con delle formule
empiriche oppure con la pendenza fra l’origine ed
un punto corrispondente ad una sollecitazione pari
ad 1/4 Rm
Hanno una buona resistenza all’usura e lavorabilità
(per asportazione di truciolo).
Sopra i 300°C si hanno:
- grafitizzazione e formazione carburi
- processi di ossidazione e corrosione
- trasformazioni allotropiche
192Ghise bianche Il carbonio si trova legato a formare cementite. La ghisa solidifica e raffredda secondo il sistema metastabile. Per ottenerla si possono modificare la composizione chimica oppure la velocità di raffreddamento 2.5 < %C < 3.5 (dipende dalla durezza desiderata) %Si < 0.7 Cr (di solito
Ghise malleabili
Sono ottenute da ghise bianche
Sono caratterizzate da una certa plasticità a freddo
Si ottengono mediante malleabilizzazione
Si possono avere due processi di malleabilizzazione:
• a cuore bianco
• a cuore nero
Ghise malleabili a cuore bianco
Riscaldamento a 900-
1000°C in ambiente
decarburante (Fe2O3) • Grafitizzazione
• Diffusione del C
Permanenza per • Decarburazione superficiale
un tempo
sufficiente (120-
150h)
Raffreddamento a T Piccole sezioni: matrice ferritica
ambiente molto lento Grosse sezioni: matrice perlitica
194Ghise malleabili a cuore nero
Riscaldamento a
950°C in ambiente
neutro • Grafitizzazione
• Diminuzione della solubilità
Permanenza per un del C nella austenite
tempo sufficiente
Raffreddamento a T Matrice prevalentemente
ambiente molto lento ferritica
La grafite che si ottiene
è sotto forma di noduli
di ricottura
195Ghise sferoidali
• La grafite precipita sotto forma di noduli
• Sono duttili
%C = 3.4-4
%Si = 2-3
%Mn = 0.1-0.8
%P < 0.01
%S < 0.02
Gli elementi che permettono la sferoidizzazione
della grafite sono Mg, Ce, Ca, Li, Na, Ba.
196
%Mg residuo = 0.04-0.08Trattamenti termici
• Stabilizzazione (540-600°C): per eliminare
tensioni interne
• Ricottura (850-920°C): per ottenere una struttura
ferritica, per ottenere la massima deformabilità
plastica
• Normalizzazione (900°C): per ottenere struttura
perlitica
• Bonifica
• Tempra superficiale alla fiamma
• Tempra superficiale ad induzione
197Ghise resistenti alla corrosione
%Si > 3 promuove la formazione di una pellicola
superficiale protettiva negli ambienti ossidanti
%Cr < 35 favorisce la formazione di un ossido
protettivo agli ambineti ossidanti
%Ni < 32 migliora la resistenza agli ambienti
riducenti
%Cu < 6 migliora la resistenza all’acido solforico
Rm = 90-130 MPa
Ghise al Si Ghise al Cr Ghise al Ni
%C 0.4-1 2-4 2-3
%Si 14-17 0.5-3 1-2.75
%Mn 0.4-1 0.3-1.5 0.4-1.5
%Ni -Ghise resistenti al calore
• Non si deve avere una eccessiva dilatazione per
grafitizzazione
• La penetrazione dell’ossigeno deve essere
perlomeno limitata
• Si deve avere una buona resistenza alla criccatura
per urto termico
Si, Cr promuovono la formazione di uno strato
protettivo
Ni, Mo aumentano la tenacità ed Rm ad elevata T
Mn, P, Cr, Mo, V riducono dilatazione della ghisa,
in quanto stabilizzano i carburi
Ghisa lamellare Ghisa sferoidale
Al Silicio Al Cromo Al Nickel
%C 2-2.5 2-3Leghe di Alluminio (Al)
L’Al puro è caratterizzato dalle seguenti proprietà:
Rm = 55-90 MPa
Re = 20-50 MPa
HB = 18
E = 66,6 GPa
I prodotti commerciali dell’alluminio sono
tipicamente leghe contenenti Cu, Si Zn, Mg e Mn
1xxx Al di purezza industriale
2xxx Leghe contenenti Cu
3xxx Leghe contenenti Mn
4xxx Leghe contenenti Si
5xxx Leghe contenenti Mg
6xxx Leghe contenenti Mg + Si
7xxx Leghe contenenti Zn
8xxx Altre leghe
200Trattamenti termici leghe Al
• Omogeneizzazione: Sono dei riscaldamenti
effettuati a 450-610°C per 6-48 ore effettuati per
disciogliere tutte le fasi eventualmente precipitate.
• Trattamenti di addolcimento: hanno lo scopo di
addolcire un metallo indurito (p.e. a seguito di
tempra strutturale). Se si tratta di restaurazione
viene effettuata a 200-300°C, mentre se si tratta di
una recristallizzazione si effettua a 300-400°C per
0.5-3 ore
• Tempra di soluzione (o tempra strutturale) +
invecchiamento (naturale o artificiale)
201Leghe di Rame (Cu)
L’Al puro è caratterizzato dalle seguenti proprietà:
Rm = 23-50 MPa
Re = 7-30 MPa
HB = 40
E = 117 GPa
Le leghe più diffuse sono quelle con:
• Zn (ottone)
• Sn (bronzo)
• Si (bronzo al silicio)
• Al (bronzo all’alluminio o cupralluminio
• Ni (cupronichel, monel)
202Saldatura degli acciai
La saldatura dei materiali metallici è un processo
tecnologico che consiste nel fornire continuità
meccanica e metallica a due o più lembi mediante
fusione (e/o pressione) e successiva
solidificazione.
Sorgenti di energia impiegate in saldatura, da
sole o in coppia:
• Elettriche Arco
Plasma
Scintillio
Effetto Joule
Fascio elettronico
• Laser
• Meccaniche Urto
Pressione
Esplosione
Attrito
Ultrasuoni
•Chimiche Fiamma
Reazioni esotermiche
203Tecniche di saldatura
• Saldatura per fusione
Ad elettrodi rivestiti
Ad arco sommerso
Ad arco In atmosfera gassosa
Elettrogas
Plasma
Chimica
{ Gas
Alluminotermica
Fisica
{ Fascio elettronico
Laser
Elettroscoria
• Saldatura per pressione
Elettrica
{ Resistenza
Scintillio
Induzione
Meccanica
{ Esplosione
Attrito
Ultrasuoni
Fuoco { Bollitura 204Rappresentazione tridimensionale di
un cordone di saldatura formato da
una sorgente termica in movimento
v = velocità movimento sorgente (m/s)
W = potenza erogata (kJ/s)
Quantità di energia disponibile per unità di lunghezza
H = W/v (kJ/m)
Rapporto di diluizione
Rd = vol. metallo base fuso/vol. totale zona fusa
2051 Liqu. 4 3 2
1538
1
1394 2
δ
T [°C]
HV
γ
912
3
727
4
α
0.02 0.2 0.77
%C
206Evoluzione della temperatura nel tempo al
crescere della distanza dal cordone di saldatura
207• Zona 1: La temperatura non supera i 600°C circa
• Zona 2: La temperatura è compresa fra 600°C ed
Ac1
• Zona 3: La temperatura è compresa fra Ac1 ed
Ac3
• Zona 4: La temperatura è compresa fra Ac3 e
1100°C circa
• Zona 5: La temperatura è compresa fra 1100 e
1500°C (fusione).
• Zona sotto cordone: nei vari punti del cordone,
per velocità di raffreddamento decrescenti, si
ottengono strutture martensitiche, bainitiche e
ferriito-perlitiche.
208Influenza delle dimensioni del grano
nel metallo base e nella zona di
legame sulla struttura di solidificazione
Possibili difetti macroscopici in una saldatura
testa-testa in ZF o in ZTA
209I principali problemi metallurgici della ZF sono: • Protezione dall’ambiente del bagno metallico • Condizioni di raffreddamento I problemi relativi alla solidificazione sono principalmente tre: • Formazione di strutture dendritiche • Formazione di cavità di ritiro • Inglobamento di particelle non metalliche (ossidi, scorie,…) La composizione del metallo di apporto deve essere simile a quella del metallo base, con le seguenti modifiche: • %C inferiore a quello del metallo base (p.e. 0.1% contro lo 0.2%) • Mo quasi sempre presente perché aumenta di molto la resistenza del giunto senza intaccare la tenacità (0.15-0.75%) • Ni generalmente più alto del metallo base, per le stesse ragioni del Mo • Si, S, P e V ridotti al minimo 210
Lateralmente alla ZF si trova no due ZTA che
possono subire, dopo una parziale oppure totale
austenitizzazione, varie trasformazioni a seconda
dell’apporto termico e della velocità di
raffreddamento
Per la saldabilità di un acciaio si può utilizzare
come parametro il Carbonio equivalente CE:
Ceq = %C + %Mn/6 + (%Cr+%Mo+%V)/5 +
(%Cu+%Ni)/15
• Ceq < 0.4% : non ci sono particolari problemi
metallurgici
• 0.4< Ceq < 0.60 : si prescrive il preriscaldo dei
lembi
• Ceq > 0.60% si prescrivono sia un pre che un
postriscaldo
211Precipitazione di carburi in zona
termicamente alterata
212Corrosione E’ il processo antitetico a quello della metallurgia estrattiva in quanto il metallo tende a riassumere una forma ossidata non dissimile da quella originaria del minerale. Tale processo è caratterizzato da una variazione negativa di energia libera (∆G
Morfologie di corrosione
214Lo schema elementare per introdurre il fenomeno
della corrosione è quello di due metalli diversi a
contatto fra loro e con una soluzione acquosa
Na+ Cl- Na+ Cl-
Ferro Rame
Il metallo meno nobile, in questo caso il ferro, si
ossida secondo la reazione anodica:
Fe = Fe++ + 2e-
Sulla superficie del metallo più nobile (in questo
caso il rame) si verifica una delle due reazioni
catodiche, secondo la presenza o meno di
ossigeno:
Reazione catodica con ossigeno:
1/2 O2 + H2O + 2e- = 2OH-
Reazione catodica senza ossigeno:
2 H2O + 2e- = H2 + 2OH-
215Na+ Cl- Na+ Cl-
OH-
Fe2+
Ferro Rame
anodo catodo
La velocità di corrosione è un parametro che
misura il passaggio di elettroni; nel caso di
corrosione generalizzata, è esprimibile dalla
densità di corrente elettrica (A/m2) che passa tra
catodo ed anodo o dalla variazione di peso
dell’anodo nell’unità di tempo e di superficie
(mg/dm2 giorno) o di perdita di spessore
dell’anodo nell’unità di tempo (mm/anno).
216Serie galvanica dei potenziali in acqua di mare
Platino
Oro
Argento
Titanio
Acciaio inossidabile passivo
Leghe di Ni
Rame
Acciaio inossidabile attivo
Acciaio al carbonio
Alluminio
Zinco
Magnesio
La corrosione si manifesta anche in presenza di
un solo metallo grazie alla formazione sulla
superficie del metallo di microzone anodiche e
catodiche che cambiano di posizione casualmente
nel tempo e nello spazio. Macroscopicamente si
ottiene un attacco corrosivo generalizzato del
metallo.
217Corrosione galvanica Corrosione uniforme
Corrosione localizzata Corr. sotto schermo
Pit crevice
218Metodi di protezione contro la corrosione
• Metodi cinetici: permettono di agire direttamente sulla
velocità di corrosione. In tale categoria possono essere
ricordati:
- l’impiego degli inibitori;
- l’impiego dei rivestimenti;
-in una certa misura, la passivazione anodica, in cui il metallo
viene portato nelle sue condizioni di passivazione, ovvero
riesce a formare uno strato uniforme, sottile, compatto, ed
aderente di ossido superficiale che svolge un ruolo protettivo.
• Metodi termodinamici: essi consistono nel far “funzionare” il
metallo in condizioni di immunità. Si possono citare in tale
categoria:
- la scelta del metallo;
- la protezione catodica, che permette di posizionare il metallo
nella sua zona di immunità.
219Impiego di rivestimenti
Si possono distinguere:
• Rivestimenti metallici, ottenuti per:
- elettrolisi (Zn, Ni, Cr, Cu, Cd, ...)
- immersione (Zn, Sn, Al)
- diffusione di un elemento di lega (Zn, Al)
- placcatura, su prodotti piani durante la laminazione a
caldo (saldatura per diffusione). Sono placcati anche su
acciaio al carbonio: acciai inossidabili, ottone, nickel,
cupro-nickel, rame, ... .
• Rivestimenti non metallici
- pitture, vernici contenenti eventualmente degli inibitori
di corrosione;
- smalti, vetri;
- materie plastiche, gomme;
- fosfatazione;
- ossidazione anodica (Al) oppure chimica (Mg).
220Corrosione degli acciai inossidabili
Gli acciai inossidabili sono così denominati grazie alla loro
caratteristica resistenza alla corrosione, dovuta alla
formazione di un film protettivo passivante legato alla
presenza del Cr. Diversi sono i parametri che influenzano
la resistenza alla corrosione degli acciai inossidabili:
• acidità del mezzo aggressivo (pH);
• tenore in ioni alogenuri (essenzialmente Cl-);
• potere ossidante della soluzione aggressiva;
• temperatura.
Questi acciai hanno una buona resistenza alla corrosione
generalizzata, dipendente dalla loro composizione chimica,
ma risultano sensibili ad alcune forme di corrosione
localizzata:
•Vaiolatura (pitting);
•Corrosione cavernosa;
•Corrosione sotto sforzo;
•Corrosione intergranulare
221Vaiolatura
Affinché si possa avere si debbono verificare
contemporaneamente le tre seguenti condizioni:
•Ambiente ossidante
•Presenza di ioni alogenuri (ad esempio Cl-)
•Metallo passivabile (ad esempio acciaio inossidabile)
Caso tipico è quello di strutture in acciaio inossidabile
austenitico immerse in acqua di mare (ambiente ossidante
contenente ioni Cl-)
Corrosione cavernosa
Attacco corrosivo localizzato in cui fenomeni di idrolisi,
diminuzione del pH e la presenza degli ioni Cl- giocano un
ruolo importante.
Corrosione sotto sforzo
La corrosione sotto sforzo avviene ogni qual volta si hanno
degli sforzi (esterni, residui post-saldatura, dovuti a
trattamenti meccanici o termici ...) in presenza di ambienti
clorurati. Gli acciai inossidabili austenitici subiscono in
queste condizioni una fessurazione transgranulare piuttosto
importante, mentre gli acciai inossidabili ferritici sembrano
essere meno sensibili a questo tipo di corrosione
σ σ
222Corrosione intergranulare
Affinché si abbia questa forma di attacco corrosivo, il
metallo deve subire un processo di sensibilizzazione ovvero
permanere per tempi sufficienti a temperature comprese fra
500 ed 800°C, con conseguente precipitazione a bordo grano
di carburi di Cromo del tipo Cr23C6. Nel caso questa
precipitazione sia molto spinta si può avere una
depassivazione di queste zone, che divengono anodiche al
contatto con il mezzo aggressivo. Un caso tipico è quello
della corrosione intergranulare nelle zone sensibilizzate nel
caso di saldatura di acciai inossidabili
I rimedi sono:
• Solubilizzazione dei carburi precipitati (1000°C);
• Impiego di acciai a basso tenore di C (< 0,02%)
• Aggiunta di elementi tipo Ti, Nb, V, Ta (detti
stabilizzanti) e trattamento di stabilizzazione (permanenza
a 885°C per due ore, quindi raffreddamento in aria) in
modo da far precipitare i carburi degli elementi aggiunti e
NON di cromo.
223Puoi anche leggere