Tecnologie per la modifica chimico-strutturale di superfici solide - Democenter
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Tecnologie per la modifica chimico-
strutturale di superfici solide
Case Study – I trattamenti superficiali e il cromo esavalente
Luca Lusvarghi
luca.lusvarghi@unimore.it
SHORT MASTER - Tecnologie avanzate per la surface engineering di materiali di interesse industriale – 19 e 26 maggio 2016
1 Cr(VI): UTILIZZI PER INGENGERIA DELLE SUPERFICI
In Europa, nel 2013, sono state utilizzate quasi 10 kT CrO3: 60% cromatura a spessore, 30% cromatura decorativa, 10% altri utilizzi
EFFETTO BARRIERA
CROMATURA DURA ANTI-USURA & -CORROSIONE
10 – 500 µm
A SPESSORE
Presenza di Cr6+ nel
Il mercato annuale della cromatura
a spessore, sebbene le fonti non bagno di processo ma
siano del tutto univoche, è di circa non nel prodotto finito
3 miliardi di €.
EFFETTO
CROMATURA Bright Ni ESTETICO
DECORATIVA
Opaque Ni Presenza di Cr6+ nel
bagno di processo ma
non nel prodotto finito
Organic layer
PASSIVAZIONE DELLE (paint)
CONVERSION
SUPERFICI COATING
(CROMATAZIONE) Al alloy
EFFETTO BARRIERA +
CAPACITÀ DI AUTO-RIPARAZIONE (IONI CrO42-)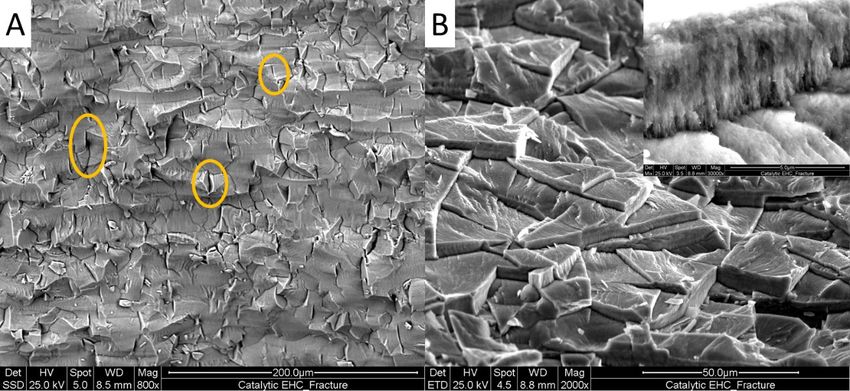
1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA
L’anidride cromica (CrO3) e gli acidi da questa formati in soluzione acquosa sono notoriamente
pericolosi per la salute e per l’ambiente.
Ciò sta portando a crescenti restrizioni normative su tutti i suoi usi industriali
CLASSIFICAZIONE DI PERICOLOSITÀ DEL CrO3
Secondo il «Regolamento (CE) n. 1272/2008, relativo alla classificazione, all'etichettatura e
all'imballaggio delle sostanze e delle miscele» (direttiva CLP)
Solidi comburenti (Categoria 1), H271
Tossicità acuta, Orale (Categoria 3), H301
Tossicità acuta, Inalazione (Categoria 2), H330
Tossicità acuta, Dermico (Categoria 3), H311
Corrosione cutanea (Categoria 1A), H314
Sensibilizzazione delle vie respiratorie (Categoria 1), H334
Sensibilizzazione cutanea (Categoria 1), H317
Mutagenicità delle cellule germinali (Categoria 1B), H340
Cancerogenicità (Categoria 1A), H350
Tossicità per la riproduzione (Categoria 2), H361f
Tossicità specifica per organi bersaglio - esposizione ripetuta (Categoria 1), H372
Tossicità acuto per l'ambiente acquatico (Categoria 1), H400
Tossicità cronica per l'ambiente acquatico (Categoria 1), H410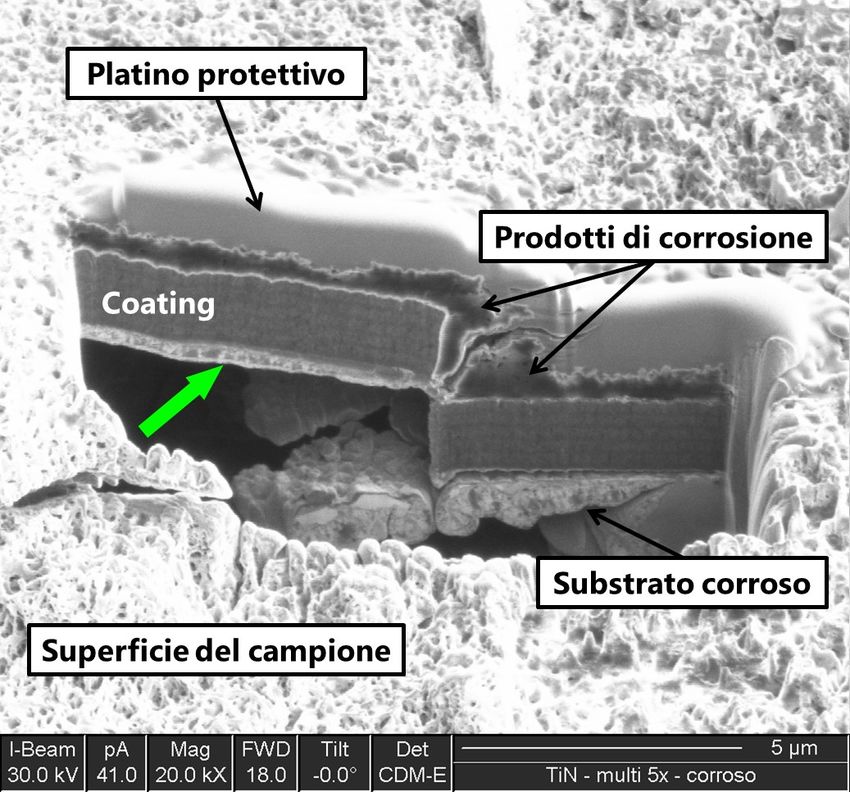
1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei prodotti finiti 1) DIRETTIVA 2000/53/CE relativa ai veicoli fuori uso «è opportuno proibire, in particolare, l'impiego di piombo, mercurio, cadmio e cromo esavalente. Tali metalli pesanti dovrebbero essere impiegati soltanto in determinate applicazioni, indicate in un elenco da riesaminare periodicamente» 2) DIRETTIVA 2002/95/CE sulla restrizione dell'uso di determinate sostanze pericolose nelle apparecchiature elettriche ed elettroniche 3) REGOLAMENTO (CE) N. 1907/2006 concernente la registrazione, la valutazione, l'autorizzazione e la restrizione delle sostanze chimiche (REACH), che istituisce un'agenzia europea per le sostanze chimiche ALLEGATO XVII - RESTRIZIONI IN MATERIA DI FABBRICAZIONE, IMMISSIONE SUL MERCATO E USO DI TALUNE SOSTANZE, MISCELE E ARTICOLI PERICOLOSI «Sostanze […] classificate come cancerogene di categoria 1A o 1B o cancerogene di categoria 1 o 2»: «Non sono ammessi l’immissione sul mercato o l’uso: come sostanze, come componenti di altre sostanze, o nelle miscele, per la vendita al pubblico quando la concentrazione singola nella sostanza o nella miscela è pari o superiore al pertinente limite di concentrazione specifico indicato nell’allegato VI, parte 3, del regolamento (CE) n. 1272/2008, o alla pertinente concentrazione specificata nella direttiva 1999/45/CE [0.1% NDR], qualora nella parte 3 dell’allegato VI del regolamento (CE) n. 1272/2008 non sia indicato nessun limite di concentrazione specifico.
1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei processi produttivi Direttiva 96/61/CE sulla prevenzione e la riduzione integrate dell'inquinamento (nota come direttiva IPPC) Principi fondanti: (1) Approccio integrato (2) “Migliore tecnica disponibile (best available technique)” (3) Flessibilità (4) Partecipazione pubblica La direttiva ha un effetto diretto sulla cromatura decorativa, perché una “migliore tecnologia disponibile”, la cromatura decorativa a bagni di Cr(III), è già industrialmente disponibile. La direttiva consente di mantenere una tecnologia esistente, anche in presenza di una «migliore tecnologia disponibile», se questa non soddisfa tutti i requisiti tecnici. La cromatura da Cr(VI) e quella da Cr(III) producono effetti estetici non equivalenti: quest'argomento viene utilizzato per giustificare la prosecuzione nell’utilizzo di impianti decorativi a base di bagni di Cr(VI)

1 1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei processi produttivi REGOLAMENTO (CE) N. 1907/2006 concernente la registrazione, la valutazione, l'autorizzazione e la restrizione delle sostanze chimiche (REACH), che istituisce un'agenzia europea per le sostanze chimiche + REGOLAMENTO (UE) N. 348/2013 (17 Aprile 2013) recante modifica dell’allegato XIV del regolamento (CE) n. 1907/2006 Relativamente alle sostanze chimiche usate in quantità >1 Tonn/anno, per le quali si applicano le disposizioni della normativa REACH, «un fabbricante, importatore o utilizzatore a valle si astiene dall'immettere sul mercato una sostanza destinata ad un determinato uso e dall'utilizzarla egli stesso se tale sostanza è inclusa nell'allegato XIV» entro una «data di scadenza» (sunset date) specificata nell’allegato stesso, a meno che non sia stata ottenuta un’autorizzazione alla continuazione d’uso dietro presentazione di una domanda, entro una specificata data limite. L’autorizzazione può essere richiesta dal fabbricante, importatore o utilizzatore stesso, da un utilizzatore situato immediatamente a valle nella catena di approvvigionamento, oppure «gli utilizzatori a valle possono utilizzare una sostanza […] purché l'uso sia conforme alle condizioni previste da un'autorizzazione rilasciata per tale uso ad un attore situato a monte della catena d'approvvigionamento». L’autorizzazione deve includere un’analisi della pericolosità e dei rischi, un’analisi comparativa delle conseguenze socio-economiche, e un’analisi delle alternative.

1 1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei processi produttivi REGOLAMENTO (CE) N. 1907/2006 concernente la registrazione, la valutazione, l'autorizzazione e la restrizione delle sostanze chimiche (REACH), che istituisce un'agenzia europea per le sostanze chimiche + REGOLAMENTO (UE) N. 348/2013 (17 Aprile 2013) recante modifica dell’allegato XIV del regolamento (CE) n. 1907/2006 Esiste inoltre un’esenzione «dall'obbligo di autorizzazione, a condizione che il rischio [per specifici usi di una sostanza] sia adeguatamente controllato, in base alla vigente normativa comunitaria specifica che impone prescrizioni minime per l'uso della sostanza connesse alla protezione della salute umana o alla tutela dell'ambiente». Mentre la normativa USA impone limiti specifici all’esposizione da Cr(VI) nel luogo di lavoro, non esiste una normativa europea armonizzata in tale ambito, quindi quest’esenzione non è applicabile al CrO3. Esistono limiti specifici solo secondo alcune normative nazionali, la più restrittiva delle quali è quella francese, che prevede un limite di esposizione da Cr(VI) di 1 μg/m3 (TWA). https://echa.europa.eu/documents/10162/13632/intermediates_en.pdf

1 1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei processi produttivi REGOLAMENTO (CE) N. 1907/2006 concernente la registrazione, la valutazione, l'autorizzazione e la restrizione delle sostanze chimiche (REACH), che istituisce un'agenzia europea per le sostanze chimiche + REGOLAMENTO (UE) N. 348/2013 (17 Aprile 2013) recante modifica dell’allegato XIV del regolamento (CE) n. 1907/2006 Il CrO3 e gli acidi e oligomeri da questo generati sono stati inclusi nell’allegato XIV, con sunset date prevista per il 21/09/2017. Entro il termine ultimo del 21/03/2016 sono state presentate varie richieste di autorizzazione. Oltre a richieste di singoli utilizzatori (spesso ditte di grandi dimensioni: Bosch, Federal Mogul, Praxair, Nexter), i principali importatori e utilizzatori EU di CrO3, riuniti nel consorzio «CTAC» (Chromium trioxide authorisation consortium), hanno preparato 5 richieste di autorizzazione che coprono tutti gli usi principali, fra cui la cromatura decorativa e a spessore, la cromatazione e l’uso per anodizzazione in ambito aeronautico, ecc. http://echa.europa.eu/addressing-chemicals-of-concern/authorisation/applications-for-authorisation echa.europa.eu/addressing-chemicals-of-concern/authorisation/applications-for-authorisation-previous-consultations La valutazione di queste richieste è tuttora in corso e l’EChA non ha ancora comunicato decisioni.

1
1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA
Negli USA, l’agenzia per la sicurezza e la salute sul lavoro (occupational safety and health
administration - OSHA) ha imposto un limite di esposizione dal Cr(VI) in ambiente industriale
pari a 5.0 μg/m3, con una soglia d’intervento (action level) di 2.5 μg/m3.
La normativa non si applica alla sola cromatura, ma a qualsiasi processo industriale.
L’agenzia per la protezione dell’ambiente (Environmental Protection Agency - EPA) ha inoltre
fissato limiti specifici di emissione di Cr(VI) da bagni di cromatura:
- 0.015 mg/m3 per bagni già esistenti, di piccole dimensioni (< 60 M Amp-hr/year)
- 0.011 mg/m3 per bagni già esistenti, di grandi dimensioni (≥ 60 M Amp-hr/year)
- 0.006 mg/m3 per qualsiasi bagno di nuova costruzione
National Center For Environmental Research – U.S. ENVIRONMENTAL PROTECTION AGENCY
EPA Contract Number: EPD06053
Previous market studies and completed hard chrome alternatives work had projected that
carbide thermal spray technology would replace 70 percent of chrome plating in aerospace and
25 percent of all other chrome plating operations by 2011, based on an $8 per pound cost for
tungsten carbide (WC) from China and on OSHA adopting a low permissible exposure limit
(PEL) of 1 μg/m3 . Unfortunately, WC prices have increased—not decreased—in the face of
increasing demand, and the final OSHA ruling was 5 μg/m3. This level can be met with much
lower investment than the feared 1 μg/m3 limit. These two facts reduce the economic viability
and hence market penetration of hard chrome alternatives.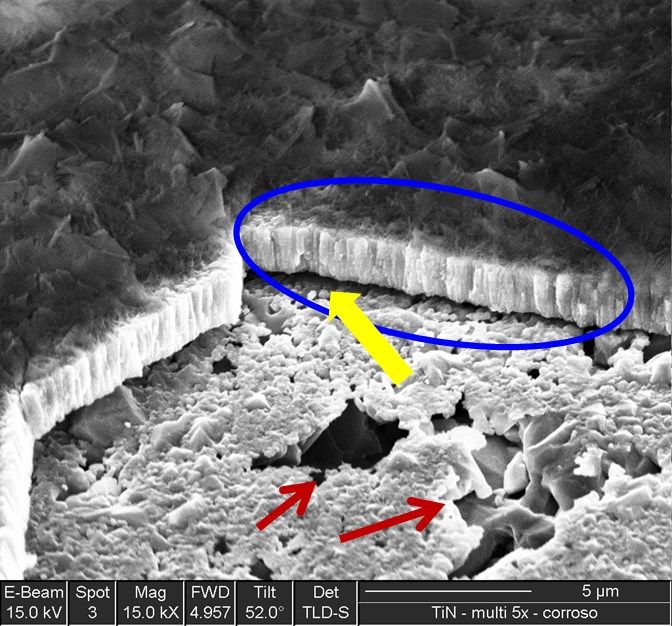
Cromatura a spessore
2
2 PROPRIETÀ DELLA CROMATURA A SPESSORE
OVERVIEW scheme of EHC process
- silver glance cathode (-)
exhaust
- temperature resistance up to 400 °C
anode (+) fixture
- hardness: 900 - 1’100 HV
(macrohardness 65 - 70 HRC / 55 - 60 HRC)
- good abrasion resistance H2 bubbles
workpiece
- coating thickness: 50 - 1000 µm
electrolyte
- easy to grind and polish/finish
- high surface quality (smooth, low Rz, Ra)
Me2+ + 2e- --> Me
- low friction coefficient (2H+ + 2e- --> 2H)
- low wettability(however
microcracks can serve as lubricant reservoir)
- low adhesion to other materialsLA CROMATURA DECORATIVA DA Cr(VI)
e-
Reazione di deposizione
Cr2O7=
Cr2O7-2 + 14H+ + 12e- 2Cro + 7H2O
H+ Reazioni “parassita”
H2 2H+ + 2e- H2
SO4=
Cr2O7-2 + 14H+ + 6e- 2Cr+3 + 7H2O
OSSERVAZIONE: la reazione parassita
componente da rivestire dell’idrogeno arriva a consumare fino al
80-90% della corrente elettrica fornita
per il processo di cromatura. Notevoli
Da una soluzione contenente solo acido cromico
quantità di gas si formano presso il
(indipendentemente dalla sua concentrazione, catodo
dalla temperatura e dalla densità di corrente) OSSERVAZIONE: la formazione di Cr3+
NON è possibile ottenere depositi di cromo. viene invece controllata dalle reazioni
all’anodoLA CROMATURA DECORATIVA DA Cr(VI): “I CATALIZZATORI”
Introducendo in una soluzione acquosa di acido cromico quantità via via crescenti di acido solforico, si ottiene una
cromatura sempre più accettabile per aspetto estetico, penetrazione, assenza di bruciature, velocità di deposizione,
etc. Si ha, quindi, un miglioramento globale delle prestazioni del bagno di cromo, che raggiunge il suo punto di massimo
quando la concentrazione di acido solforico è pari all'1% della concentrazione dell'acido cromico. Se si continua ad
aumentare la concentrazione dell’acido solforico, le prestazioni del bagno tendono progressivamente a peggiorare
fino ad arrivare ad una totale assenza di deposizione di cromo. L’H2SO4 quindi promuove la riduzione del cromo senza
partecipare alla reazione, agendo come catalizzatore di elettrodeposizione. Ci sono altri “catalizzatori”, come gli ioni
cloruro (Cl-), fluoruro (F-) e fluosilicato (SiF62-), ma risultano molto più aggressivi per i componenti da cromare. Sono
stati raggiunti risultati eccellenti con i bagni “a catalizzatori misti” a base di solfati e fluoruri.
rapporto di concentrazione
Una spiegazione
proposta è la acido cromico/acido solforico
formazione di un
complesso con gli
ioni solfato tale che:
1) lo ione dicromato
forma il complesso
con il solfato
2) Cr6+ Cr3+
3) idrolisi acida
4) Cr2+ Cr0
OSSERVAZIONE:
sono gli ioni solfato
ad agire posso
aggiungere anche
solfato di sodioEFFICIENZA – 20%
EFFICIENZA – 30%
LA CROMATURA
A SPESSORE:
TIPI DI BAGNO
Relatively recently an organic
acid radical in the form
of alkene-sulfonic acid [e.g.,
methane disulfonic acid,
CH2(SO3H)2, or one of its alkali
metal salts] has been
successfully included in the high-
efficiency etch-free,
(HEEF) formulation introduced
by Atotech, Inc. (USA)2
2 PROPRIETÀ DELLA CROMATURA A SPESSORE
SUPERFICIE E SEZIONE SUPERFICI DI FRATTURA
5 µm
50 µm I riporti in Cr duro a spessore sono densi, con una
struttura cristallina molto fine costituita da grani colonnari
di α-Cr (c.c.c.) di dimensione 10 – 100 nm, con una tipica
orientazione preferenziale secondo la direzione {111}.
I riporti hanno una struttura lamellare a causa del
periodico interrompersi e riavviarsi del processo di
nucleazione e crescita.
50 µm
Essi sono microcriccati a causa delle tensioni residue
trattive sviluppate in accrescimento (fino a 1 GPa), ma le
microcricche hanno estensione limitata e non
50 µm
attraversano lo spessore di riporti di almeno 100 μm2
2 PROPRIETÀ DELLA CROMATURA A SPESSORE
PROFILI DI TENSIOI RESIDUE EFFICIENZA CATODICA
J. Pina, A. Dias, M. François, J.L. Lebrun, Surf. Coat. Technol. 96 (1997) 148
Le tensioni residue sono dovute principalmente alla
incorporazione di H nel rivestimento, dovuta alla reazione
“parassita” H+ → H0. Solo2
2 PROPRIETÀ DELLA CROMATURA A SPESSORE
RESISTENZA A FATICA DI COMPONENTI CROMATI
H.J.C. Voorwald, R. Padilha, M.Y.P. Costa, W.L. Pigatin, M.O.H. Cioffi, Int. J. Fatigue 29(4) (2007) 695
A causa della microcriccatura e delle tensioni residue
trattive, i riporti in cromo a spessore causano un
decremento della resistenza a fatica di componenti (in
acciaio) rivestiti.
Test di flessione rotante mostrano la formazione di
cricche di fatica all’interno dello strato di cromatura e la
loro successiva propagazione all’interno del substrato.
Il problema può essere mitigato da uno strato
intermedio di Ni chimico, grazie alla sua maggiore
duttilità e alle sue tensioni residue compressive. W.A. González-Hermosilla, D. Chicot, J. Lesage, J.G. La Barbera-Sosa, I.C. Gruescu,
M.H. Staia, E.S. Puchi-Cabrera, Mater. Sci. Eng. A 527(24-25) (2010) 65512
2 PROPRIETÀ DELLA CROMATURA A SPESSORE
CAMPI DI APPLICAZIONE
• Steli pneumatici e oleodinamici
• Carrelli d’atterraggio
• Valvole, tenute e altri elementi per pompe
e impianti idraulici
• Componenti automotive
• Rulli (stampa, cartiera, acciaieria, …)
• Industria della plastica (stampi, viti di
estrusione, …)
• Industria mineraria
• Oil & gas (valvole, …)
• Componentistica varia per machine
automatiche (packaging, food & beverage,
tessile, …)3 3 TECNOLOGIE ALTERNATIVE - Elettrodeposizione da bagni di Cr(III) - Deposizione chimica («electroless») di Ni(P) / Ni(B) - Elettrodeposizione di Co(P) nanocristallino - Termospruzzatura (HVOF / HVAF) - Altri processi di termospruzzatura (e.g. plasma spray) - Deposizione sotto vuoto da fase vapore (PVD / CVD) - Trattamenti termochimici degli acciai (nitrurazione, nitrocarburazione/carbonitrurazione, post-ossidazione, ecc…)
OSSERVAZIONE: benché più complessa da
gestire, la deposizione da corrente pulsata
può portare ai seguenti vantaggi:
1) maggiore concentrazione di specie
metallica da ridurre presso il catodo
2) maggiore purezza del rivestimento
perché le specie “estranee” hanno >
tempo di migrare in soluzione
ELETTRODEPOSIZIONE 3) maggior energia libera per gli ioni da
CON CORRENTE PULSATA ridurre maggiore nucleazione e
densità del filmELETTRODEPOSIZIONE PULSATA – RIVESTIMENTI NANOSTRUTTURATI
nano Co
poli Ni
NANO
MICRO
Il prodotto
nano Ni commerciale
BREVETTATO
della Integran
Technologies
(USA)
è a base Co-P:
•raffinamento
estremo del
grano
• presenza di P
+ trattamento
termico3 3 ALTERNATIVE – n-Co(P) Processo brevettato dalla Integran Technologies (Canada) col nome commerciale di Nanovate™. U. Erb, M.A. El-Sherik, US Patent 5,352,266 Disponibile solo su licenza dalla ditta sviluppatrice Durezza limitata (
3 3 ALTERNATIVE – n-Co(P) Processo brevettato dalla Integran Technologies (Canada) col nome commerciale di Nanovate™. U. Erb, M.A. El-Sherik, US Patent 5,352,266 Disponibile solo su licenza dalla ditta sviluppatrice Durezza limitata (
4
4 ALTERNATIVE – TERMOSPRUZZATURA
PROCESSI DI PRINCIPALE INTERESSE PER LA SOSTITUZIONE DELLA CROMATURA GALVANICA
High Velocity Air-Fuel (HVAF) High Velocity Oxygen-Fuel (HVOF)
Tecnologia di recente sviluppo
Tecnologia consolidata
Basse temperature di fiamma T (≤1500-1600°C)
Maggiori temperature di fiamma (≤3100 °C)
Prevenzione dell’alterazione termica del
materiale spruzzato Alterazioni termiche modeste ma presenti
Deposizione principalmente tramite flusso Deposizione di materiale fuso o semi-fuso
plastico (allo stato solido) (flusso plastico e flusso viscoso compresenti)4
4 ALTERNATIVE – TERMOSPRUZZATURA
LIMITI
- Tecnologia non adatta a depositare bassi spessori (4
4 ALTERNATIVE – TERMOSPRUZZATURA
LIMITI
- Tecnologia non adatta a depositare bassi spessori ( Maggiori costi di lavorazione
- Le condizioni di lavorazione devono essere
mantenute sotto controllo per evitare di indurre
difetti (cricche, …) in rivestimenti particolarmente
duri
N.Ben Salah, Producibility testing on WC-CoCr HVOF coating for landing gears application:
surface finishing, Héroux Devtek Material Report HM-010, 20034 4 TERMOSPRUZZATURA - MATERIALI - WC-Co - WC-Co-Cr - Cr3C2-NiCr - WC-NiCrBSi - WC-(W,Cr)2C-Ni - WC-FeCrAl - Leghe a base Ni (NiCrBSi, Inconel, …) - Leghe a base Co (Tribaloy, Stellite) - Leghe a base Fe
4
4 TERMOSPRUZZATURA: RESISTENZA A USURA
TEST DI USURA PER STRISCIAMENTO (BALL-ON-DISK, ASTM G99)
Controparte: Al2O3, Ø=6 mm
Carico = 10 N
Distanza = 5000 m, Velocità = 0.10 m/s
Cromatura HVOF WC-Co
2.5 mm 350 μm
La maggior resistenza a usura, sia
per abrasione, sia per strisciamento,
è forse il vantaggio più significativo
dei rivestimenti termospruzzati (in
materiale cermet), e può consentire
un significativo prolungamento della
vita di esercizio del componente
rivestito, compensando così il
maggior costo del processo di
profondità: 110 μm ricoprimento, causato dall’elevato
costo delle materie prime e dal
profondità: 0.4 μm consumo di gas.4
4 TERMOSPRUZZATURA: RESISTENZA A USURA
HYDRAULIC SEAL TESTING
Banco prova
Schema del banco prova
Simulazioni a banco prova delle prestazioni di tenute
striscianti, riportate nella letteratura scientifica,
indicano minor danneggiamento del riporto e
minori perdite idrauliche con pistoni rivestiti in WC-
CoCr rispetto a pistoni cromati
B.D. Sartwell et al., Validation of HVOF Thermal Spray Coatings as a Replacement for
Hard Chrome Plating on Hydraulic/Pneumatic Actuators, NRL Report WP-0038-FR, 2006
Advances in Surface Engineering – Hard Chromium Replacement by Thermal Spray Coatings4
4 TERMOSPRUZZATURA: RESISTENZA A FATICA
HVOF
Cromatura
A. Agüero, F. Camón, J. García de Blas, J.C. del Hoyo, R. Muelas, A. Santaballa, S. Ulargui, M.P. Nascimento, R.C. Souza, I.M. Miguel, W.L. Pigatin, H.J.C Voorwald, Surf.
P. Vallés, J. Therm. Spray Technol. 20(6) (2011) 1292 Coat. Technol. 138(2-3) (2001) 113
M.P. Nascimento, R.C. Souza, I.M. Miguel, W.L. Pigatin, H.J.C Voorwald, Surf. Coat. Technol. 138 (2001) 113 W.A. González-Hermosilla, et al.,Mater. Sci. Eng. A 527
(2010) 65514
4 TERMOSPRUZZATURA: RESISTENZA A CORROSIONE
TEST DI POLARIZZAZIONE ELETTROCHIMICA IN HCl 0.1M
Thin EHC Thick EHC Cromature troppo sottili non sono
protettive (cricche passanti) e causano
forte corrosione galvanica di substrati
in acciaio. Cromature
sufficientemente spesse (≥100 μm)
sono invece molto protettive.
I riporti termospruzzati presentano
spesso delle porosità interconnesse,
costitute da percorsi interlamellari
5 µm 50 µm spesso non identificabili con
G. Bolelli, R. Giovanardi, L. Lusvarghi, T. Manfredini, Corr. Sci. 489(11) (2006) 3375 un’analisi metallografica
Cr3C2-NiCr HVOF – non corroso Cr3C2-NiCr HVOF - corroso
Image courtesy of Dr. H. Koivuluoto, TUT4
4 TERMOSPRUZZATURA: RESISTENZA A CORROSIONE
TEST CORRODKOTE (ASTM B380) – 100 ore
Possibili soluzioni al problema
della porosità interconnessa:
WC-CoCr HVOF non sigillato
WC-CoCr HVOF sigillato
1) Sigillatura
= impregnazione delle porosità
aperte, ad es. con resine, cere o
soluzioni di precursori inorganici
(es.: fosfati di Al).
La qualità della sigillatura può
variare fortemente da fornitore a
fornitore.
WC-CoCr HVOF non sigillato WC-CoCr HVOF sigillato
La porosità aperta non è
interamente eliminata ma ridotta
a livelli sufficientemente bassi da
ridurre la penetrazione degli
agenti corrosivi entro livelli
accettabili
La ricerca scientifica su questo
specifico argomento è scarsa,
l’operazione assomiglia a
un’«arte».4
4 TERMOSPRUZZATURA: RESISTENZA A CORROSIONE
TEST DI POLARIZZAZIONE ELETTROCHIMICA IN HCl 0.1M
Possibili soluzioni al problema della
Thin EHC Thick EHC porosità interconnessa:
2) Processo HVAF
Grazie all’elevatissima velocità
d’impatto delle particelle, i
rivestimenti HVAF, specie in materiale
cermet, se depositati in condizioni
ottimali, risultano densi e privi di
5 µm 50 µm
porosità interconnesse
G. Bolelli, R. Giovanardi, L. Lusvarghi, T. Manfredini, Corr. Sci. 489(11) (2006) 3375
Cr3C2-NiCr HVAF non corroso Cr3C2-NiCr HVAF - corroso4
4 TERMOSPRUZZATURA: RESISTENZA A CORROSIONE
TEST DI POLARIZZAZIONE ELETTROCHIMICA IN HCl 0.1M
Possibili soluzioni al problema della
Thin EHC Thick EHC porosità interconnessa:
2) Processo HVAF
Grazie all’elevatissima velocità
d’impatto delle particelle, i
rivestimenti HVAF, specie in materiale
cermet, se depositati in condizioni
ottimali, risultano densi e privi di
5 µm 50 µm
porosità interconnesse
G. Bolelli, R. Giovanardi, L. Lusvarghi, T. Manfredini, Corr. Sci. 489(11) (2006) 3375
Cr3C2-NiCrHVAF
WC-CoCr HVAFnon corroso Cr
WC-CoCr
3C2-NiCrHVAF
HVAF- -corroso
detailCromatura decorativa
2
1 CROMATURA DECORATIVA DA Cr(VI): processo
Cr(VI) Etching dei substrati plastici
Attivazione (PdCl2 e SnCl2)
Pretrattamenti
(specifici per substrati in plastica, ABS)
Electroless Ni
Ramatura
Nichelatura (bright, semibright, satin) Processo principale
(sequenza di diversi coating galvanici, selezionati in
Nichelatura (microcracks/microporous)
base alla finitura desiderata)
Cr(VI) Cromatura (spessori inferiori a 0.5 μm)
Risciacqui e asciugatura Post-trattamenti
Bright e semi-bright Ni differiscono per potenziale
e contenuto di S (diverso rapporto solfati/cloruri
nel bagno) quindi hanno diversa resistenza a
corrosione (semi-bright non ha S e resiste meglio)2
1 CROMATURA DECORATIVA DA Cr(VI): proprietà
- Resistenza a corrosione
- Resistenza ad agenti chimici
(detergenti, H2O2, HClO, ecc..)
- Resistenza ad usura e abrasione
(elevata durezza e basso coeff. attrito) Struttura microcriccata (incrementa resistenza a
corrosione); spesso viene indotta anche struttura
- Basso rilascio di Ni microporosa.
(< 0,5 μg/cm2 a settimana per contatto pelle)
- Resistenza a luce solare e UV
- Resistenza a cicli termici e calore
- Elevata adesione
- Proprietà estetiche (brillante, tonalità azzurra)
Coefficienti di attrito di diverse coppie metallo/metallo,
N. V. Mandich and D.L. Snyder, Modern
Electroplating 5th ed., Wiley, New Jersey (2010)3
2 TECNOLOGIE ALTERNATIVE
- Elettrodeposizione da bagni di Cr(III)
Alternative più
- Elettrodeposizione di leghe alternative promettenti
- Rivestimenti PVD
- Rivestimenti CVD
- Nichelatura (chimica o galvanica, anche multistrato) Alternative
- Rivestimenti DLC valide per
- Anodizzazione decorativa (variazione substrato) applicazioni
- Acciai inossidabili (variazione substrato) specifiche
- VerniciLE TECNICHE PVD (Physical Vapour Deposition) & CVD (Chemical Vapour Deposition)
La Deposizione Chimica in Fase di Vapore La Deposizione Fisica in Fase di Vapore (PVD)
(CVD) è un processo in cui un composto raggruppa un famiglia di processi in fase vapore ed è
volatile del materiale da depositare viene utilizzato per descrivere varie tecniche per
fatto reagire con altri gas per produrre un depositare film sottili attraverso la condensazione
su varie superfici del materiale vaporizzato da
solido non volatile che si deposita
materiali solidi (“target”, “catodi”) implica
atomisticamente su un substrato, che in l’estrazione del materiale da un solido in forma di
pratica catalizza la reazione ed è riscaldato atomi o molecole e la loro condensazione e
alla temperatura ottimale affinchè la reazione nucleazione su un substrato.
avvenga in modo ottimale. • Il materiale vaporizzato può consistere anche di ioni
• Spesso vengono fatti reagire chimicamente con un
REAGENTI (gas) reazione chimica e gas o più gas introdotti in camera di deposizione
condensazione del RIVESTIMENTO (solido) (“PVD reattivo”).
Evaporazione da un TARGET (solido)
condensazione del RIVESTIMENTO (solido)
50μmLE TECNICHE PVD (Physical Vapour Deposition) & CVD (Chemical Vapour Deposition)
Nelle tecniche CVD, la difficoltà consiste nel far giungere i gas precursori in modo uniforme sulla superficie
del campione se il componente è alla giusta temperatura di reazione e il flusso è uniforme, ogni parte
della sua superficie raggiunta dai gas verrà rivestita in modo uniforme. NON è una tecnica a linea di vista.
Nelle tecniche PVD, il materiale in forma di vapore estratto dal target solido viaggia idealmente in linea
retta o, al più può subire, deviazioni dovuti a scattering (diffusione) con altre specie atomiche allo stato di
vapore. SI TRATTA di una tecnica a linea di vista.
CVD PVD
TARGET
GAS PRECURSORI
substrato
vL g L3T
Re ; Grt
2
• ρ = densità del gas; v = velocità; L =
dimensione del reattore; η = viscosità
• g = accelerazione di gravità; β = CTE
volumetrico; T = differenza tra la
Tsuperficiale (=> substrato) – Tcamera
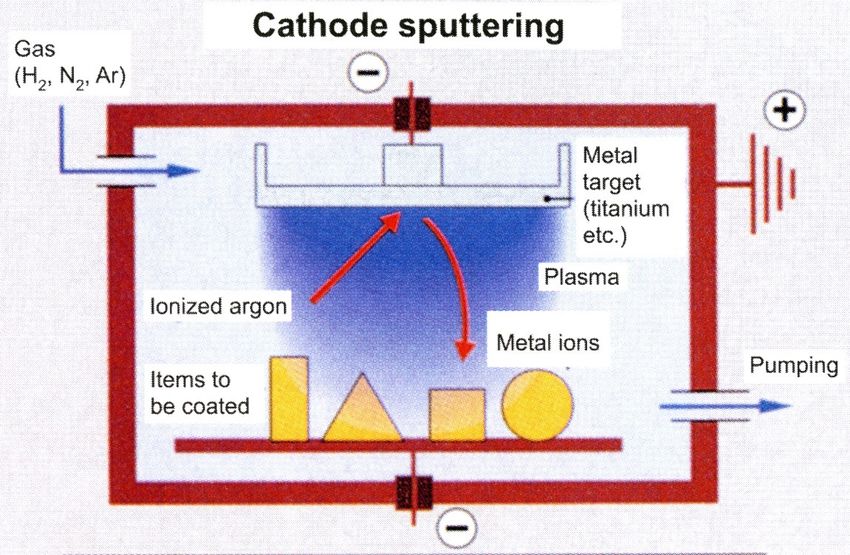
streamlines & isotermeEVAPORAZIONE TECNICHE PVD SPUTTERING
I processi di deposizione PVD per I processi di deposizione PVD per sputtering
evaporazione sono quelli nei quali il consistono in un processo non-termico, dove
materiale del target subisce un passaggio in gli atomi in superficie del “target” (la fonte
fase di vapore per via termica. In molte del materiale) sono fisicamente espulsi dalla
applicazioni industriali, il riscaldamento è superficie solida attraverso il trasferimento
generalmente ottenuto via resistenze di quantità di moto causato dall’urto con
elettriche (“vacuum evaporation”), arco particelle, che generalmente consistono in
catodico (“cathodic arc evaporation”) o ioni accelerati di un gas allo stato di plasma.
fascio elettronico (“electron beam- PVD). La Si distinguono nei casi di “sputtering” (es.: il
“fonte” del materiale che passa in stato di metalizzatore dei campioni da analizzare al
vapore è anche detta “thermal vaporization SEM) e “magnetron sputtering”, i più usati
source” o “catodo” nel caso della in applicazioni industriali.
evaporazione ad arco. Es.: evaporazione reattiva (magnetron) sputtering
Es.: evaporazione reattiva – velocità di deposizione ~ 0.3 μm/h
ad arco catodico – velocità
di deposizione ~ 0.6μm/h
Ar+TECNICHE PVD
La deposizione per evaporazione ad arco catodico è una tecnica che sfrutta la vaporizzazione della superficie
di un elettrodo (usualmente il catodo) in condizioni di scarica ad arco. Esse consistono in una corrente
elettrica provocata in una situazione di alta corrente-basso voltaggio attraverso un gas o i vapori
dell’elettrodo stesso. La tipica corrente d’arco è tra i 40 e i 100A.
La maggior parte del materiale è evaporato termicamente dal catodo, ma in parte è espulso in condizioni
di gocce (“droplets”) fuse o particelle solide.
Un’alta percentuale degli atomi vaporizzati sono allo stato di ioni.
droplet
Droplet
Vuoto
filmTECNICHE PVD POLARIZZAZIONE DEL SUBSTRATO (magnetron sputtering): ~ qualche centinaio di V POTENZA INSTALLATA: 10 – 100 kW
3
4 ALTERNATIVE – PVD
Applicazione di SINGOLI STRATI PVD
Per questa categoria di rivestimenti possono essere considerati
riporti PVD di Cr, CrN, CrC, TiAlN, tutti dotati di tonalità di
colore vicine al grigio (variabili dal grigio-argento del Cr e del
CrN fino al grigio-antracite del TiAlN) oppure, sacrificando
l’aspetto estetico, riporti PVD di TiN, ZrN e ZrCN, che hanno
tonalità vicine al giallo (dal giallo dorato di TiN e ZrCN fino al
giallo ottone del ZrN). Escludendo il Cr, tutti gli altri
rivestimenti PVD elencati presentano proprietà meccaniche
(resistenza ad usura e durezza) superiori a quelle del cromo
galvanico decorativo.
SUBSTRATO (metallo o plastica)
confronto fra le proprietà meccaniche di alcuni rivestimenti PVD e quelle di un
tradizionale cromo galvanico esavalente (depositi con spessori di 0.5 μm applicati su
un substrato di alluminio nichelato)
Vasta gamma colori, anche se diversi da quello
del cromo galvanico decorativo3
4 ALTERNATIVE – PVD
Applicazione di MULTI-STRATI organici/PVD
La seconda categoria di rivestimenti applica il PVD all’interno di
un multistrato che generalmente è strutturato secondo la
seguente sequenza (a partire dal substrato):
- Primer (organico)
- PVD
- Top-coat (organico o «ibrido»)
Questo tipo di rivestimento multistrato è particolarmente
utilizzato per substrati plastici, dove è fondamentale il primer
organico per compensare le irregolarità della plastica (ottenuta
per stampaggio ad iniezione) e fornire un fondo estremamente
liscio e adatto alla successiva deposizione PVD, per massimizzarne
la resa estetica; il top-coat va a bloccare il sottile strato PVD che, a
trattamento finito, si ritroverà protetto all’interno di un sandwich
trasparente. Entrambi i rivestimenti organici (primer e top-coat)
sono in genere sistemi che reticolano per irraggiamento UV.
Questo sistema appare già piuttosto diffuso a livello commerciale, ePVTM proposto da Oerlikon
come testimoniano le numerose aziende che propongono
trattamenti di questo tipo (soprattutto per applicazioni
automotive e per sanitari) sia per substrati plastici che per
substrati metallici (es. cerchi in lega delle automobili).3
4 ALTERNATIVE – PVD
Applicazione di MULTI-STRATI organici/PVD
Punti di forza
- resa estetica (aspetto brillante)
- resistenza a corrosione e rilascio
- rivestimenti flessibili
- intera paletta di colori PVD disponibile
Problemi
- limitata resistenza ad alte T
- limitata resistenza ad usura (comunque antigraffio)
- diversa percezione al tatto3
4 ALTERNATIVE – PVD
Solitamente la resistenza a corrosione di tali rivestimenti è ulteriormente garantita dal supporto di nichel
galvanico applicato come base, anche se questa prassi (tipica in applicazioni decorative) può portare a
problemi di rilascio di nichel qualora il rivestimento PVD non sia in grado di garantire un perfetto isolamento
fra nichel e ambiente. Oppure, nel caso dei layer organici, dalla capacità protettiva degli strati protettivi.
I rivestimenti PVD sono resistenti alla I rivestimenti PVD proteggono corrosione ?
corrosione ?
SI - Solitamente, i rivestimenti PVD
«decorativi» a base nitruri, carburi o
carbonitruri, sono resistenti anche ai cloruri.
Sono attaccati in pratica dai fluoruri o HF.
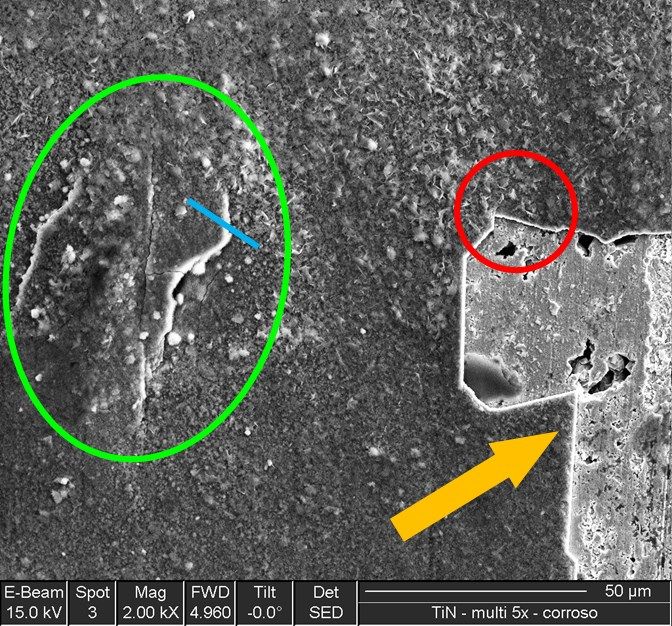
DIFETTO LOCALE =>
CORROSIONE «SOTTO SCHERMO»
SPESSO NO – La soluzione aggressiva spesso
percola sotto il rivestimento, in particolare
se sottile, e il substrato corrodendosi scalza
il rivestimento.3
4 ALTERNATIVE – PVD
multistrato a base TiN o CrN film non danneggiato
su ottone
zona di delaminazione
zona di percolazione del rivestimento causa
locale della soluzione pressione dei prodotti
di corrosioneGRAZIE PER L’ATTENZIONE
Luca Lusvarghi
luca.lusvarghi@unimore.it
SHORT MASTER - Tecnologie avanzate per la surface engineering di materiali di interesse industriale – 19 e 26 maggio 20161 1 PERICOLOSITÀ DEL Cr(VI) E NORMATIVA Direttive europee relative all’utilizzo del Cr(VI) nei processi produttivi REGOLAMENTO (CE) N. 1907/2006 concernente la registrazione, la valutazione, l'autorizzazione e la restrizione delle sostanze chimiche (REACH), che istituisce un'agenzia europea per le sostanze chimiche + REGOLAMENTO (UE) N. 348/2013 (17 Aprile 2013) recante modifica dell’allegato XIV del regolamento (CE) n. 1907/2006 Da notare che il regolamento REACH definisce «sostanza intermedia: una sostanza fabbricata, consumata o utilizzata per essere trasformata, mediante un processo chimico, in un'altra sostanza», e a queste si applica una serie di semplificazioni ed esenzioni, fra cui l’esenzione dall’autorizzazione (e, analogamente, la quantità di una sostanza utilizzata come intermedio non dovrebbe essere considerata nel calcolo della diffusione della sostanza ai fini della classificazione come SVHC per eventuale inclusione nell’allegato XIV). Tuttavia, secondo le linee-guida della EChA, non possono essere considerate sostanze intermedie quelle il cui scopo principale non sia la sintesi di una diversa sostanza, ma l’ottenimento di un prodotto finito e/o il conferimento di specifiche caratteristiche. Si indica esplicitamente il trattamento di superficie come un caso di non-applicabilità della definizione di «intermedio», e si esemplifica l’elettrodeposizione dei metalli come un caso in cui il reagente non può essere considerato «intermedio» perché la sua finalità non è la sintesi di una sostanza, ma è parte integrante del processo produttivo di un articolo finito. https://echa.europa.eu/documents/10162/13632/intermediates_en.pdf
3 3 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III) I composti di Cr(III) non presentano la stessa pericolosità di quelli a base di Cr(VI), a in particolare non risultano avere effetti cancerogeni CrCl3·6H2O è la materia prima più frequentemente utilizzata per questi bagni. Frasi di rischio secondo le schede di sicurezza dei fornitori: H302 Nocivo se ingerito. PROBLEMA: formazione di complessi anionici stabili per interazione con l’acqua (olazione) La stabilità di questi complessi impedisce di fatto la scarica degli ioni Cr3+ al catodo, bloccando il processo e/o compromettendo la qualità del riporto finale Ricerca sull’utilizzo di additivi (acido formico, urea, ecc…) che impediscano l’olazione, formando composti differenti, da cui la riduzione del Cr3+ sia possibile con buona efficienza Necessità di controllare strettamente il pH del bagno con tamponi per evitare l’olazione Necessità di utilizzare anodi in materiale opportuno per prevenire la formazione di Cr6+ nel bagno Necessità di operare in regime di corrente pulsata
3 3 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III) I composti di Cr(III) non presentano la stessa pericolosità di quelli a base di Cr(VI), a in particolare non risultano avere effetti cancerogeni Composizioni già adatte all’impiego industriale per cromatura decorativa (spessori
3
3 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III)
Produttori industriali stanno sviluppando e qualificando la tecnologia.
Un progetto di ricerca USA finanziato dall’EPA è allo stadio di prove sul campo in componenti
idraulici
MICROGRAFIE CICLO IN CORRENTE PULSATA
T. Hall, M. Inman, E.J. Taylor, Functional Trivalent Chromium: Hexavalent Chromium
Replacement Validation Program, 2013 CTMA Annual Partners Meeting
http://www.ncms.org/wp-content/NCMS_files/CTMA/2013CTMAPartnersMeeting/Faraday.pdf
“Trivalent chrome … in recent years has been shown to
produce a satisfactory chromium wear coating. While
M. Inman, Validation of Functional Trivalent Chromium Plating Process – Phase
much work has been undertaken to develop a viable hard II, NCMS-CTMA Symposium 2012, http://www.ncms.org/wp-
trivalent chrome coating … such efforts were stymied by content/NCMS_files/CTMA/Symposium2012/Track2/1600Inman.pdf
difficulties in making the coatings thick enough for practical
wear applications. Most of the problems appear to have
been worked out, and … a fully commercially viable hard
trivalent chrome wear coating will provide serious
competition to conventional hexavalent hard chrome,
thermal spray, and other chrome alternatives”
Thermal Spray Wear Coatings Find Growing Markets and Greater Competition, Spraytime 20(1) (2013) 1-73
3 ALTERNATIVE – Ni CHIMICO
Ni-P / Ni-B
Proprietà Ni-P / Ni-B Cromatura
T.T. @400 °C
≈550–600 (medio-alto P) 900–1100 (medio-alto P)
Durezza (HV0.3) 850 – 1100
≈700 (basso P, B) ≈900 (basso P, B)
Spessori (μm) 1000
Tensioni residue (MPa) -20 ÷ +20 N/A +200 ÷ +800
Tasso di usura [mm3/(Nm)]:
10-3 ÷ 10-4 10-5 ÷ 10-6 10-4 ÷ 10-5
ball-on-disk contro Al2O3
Tasso di usura [mm3/(Nm)]:
10-3 ÷ 10-4NICHEL CHIMICO
La resistenza alla corrosione dei rivestimenti Ni-P dipende dalla loro
composizione.
la maggior parte dei rivestimenti si pasivano naturalmente e sono
molto resistenti agli attacchi nella maggior parte degli ambienti.
però il loro grado di passivazione e di resistenza alla corrosione sono
fortemente dipendenti dal contenuto in P:
• i rivestimenti che contengono più del 10% di P sono più resistenti
all’attacco che quelli con basso contenuto di P in ambienti neutri o
acidi.
• I rivestimenti con basso contenuto di P (3-4%) sono più resistenti ad precipitati Ni P
3
ambiente fortemente alcalini che quelli con maggior contenuto
i rivestimenti possono arrivare a contenere anche una bassa
percentuale di altre sostanze contenute nel bagno, come gli stabilizzanti matrice di nichel
(Pb, Sn, Cd, etc..), e vedere decrescere notevolmente la loro resistenza a
corrosione a causa della loro presenza.
La resistenza alla corrosione dei rivestimenti Ni-P
dipende dal trattamento termico
Una delle principali variabili che influiscono sulla resistenza alla
corrosione dei rivestimenti Ni-P è il trattamento termico post-processo.
• una volta trattati termicamente a T > 220°C, le particelle di Ni3P
iniziano a formarsi, riducendo la quantità di fosforo nel materiale e
questo riduce la resistenza a corrosione del coating.
• le particelle creano delle celle galvaniche di corrosione, contribuendo
ulteriormente alla corrosione del rivestimento.
• indurendosi, il deposito subisce un fenomeno di ritiro, che può
indurre cricche nel rivestimento ed esporre il substrato all’attacco
corrosivoCONCLUSIONI
- La necessità di sostituire la cromatura a spessore può essere determinata da due fattori
RAGIONI TECNICHE ESIGENZE E IMPOSIZIONI NORMATIVE
I limiti della cromatura includono una durezza Restrizioni sul processo, sull’uso della materia
e una resistenza all’usura buone ma non prima, e necessità di trattamento dei reflui,
elevatissime, tensioni residue trattive, difficoltà dovute alla pericolosità del CrO3
nel raggiungere spessori ≥1mm per ripristino Possibile aumento dei costi di processo
dimensionale, … Restrizioni normative presenti e future
- La cromatura, nonostante i limiti sopra citati, offre una combinazione quasi unica di
caratteristiche tecniche ed economiche
Protezione antiusura, ottima barriera anticorrosione, lavorabilità, basso costo di produzione
Trova numerosissime e diversificate applicazioni a un ampio ambito di settori industriali
È pressoché impossibile poter sostituire tutte le applicazioni della cromatura a spessore con
un unico materiale e/o processo
Almeno in alcune applicazioni, la cromatura a spessore continuerà ad essere utilizzata, a
meno che non si arrivi a un completo bando a livello normativoCONCLUSIONI
- Tecnicamente, i processi di termospruzzatura, soprattutto quelli caratterizzati da alta energia
cinetica delle particelle (HVOF / HVAF), sono buoni candidati per la sostituzione della
cromatura in un buon numero di applicazioni, soprattutto a superfici esterne
Possibilità di trovare un’ottimale combinazione
materiale/processo per diverse applicazioni
Versatilità della T.S.
Necessità di uno studio dedicato per individuare la soluzione
ottimale in ciascuna applicazione
- L’impatto ambientale e la pericolosità della T.S. sono inferiori a quelli della cromatura a
spessore (ma non assenti)
- Un’analisi dei costi dev’essere fatta caso per caso
La termospruzzatura può avere il vantaggio di una maggior produttività, ma il processo è in
genere (molto) più costoso per il costo dell’attrezzatura, dei materiali, dei gas di processo
La termospruzzatura è economicamente poco competitiva (ma tecnicamente possibile)
soprattutto su componenti piccoli e/o geometricamente complessi
Il beneficio derivante dall’estensione della vita utile di un componente grazie alla maggior
resistenza all’usura (per strisciamento e per abrasione) dei rivestimenti termospruzzati è un
fattore importante nell’analisi complessiva dei costiCONCLUSIONI - La protezione anticorrosione (effetto barriera) può essere un limite per i rivestimenti T.S. Anche rivestimenti apparentemente densi a un’analisi metallografica possono contenere porosità interconnessa La qualità di riporti con identica composizione chimica dipende da un’ampia serie di fattori Risultati anche molto differenti possono essere ottenuti con riporti da fornitori diversi Eseguire prove accelerate di corrosione è il modo più sicuro per verificarne la presenza - Lo sviluppo di nuovi processi di T.S. (es.: HVAF) sta portando a maggiori garanzie di ottenere riporti densi in maniera più ripetibile e affidabile Processi elettrochimici ed electroless sono altre valide alternative alla cromatura, almeno per determinate applicazioni, ma in diversi casi è possibile che siano affetti da simili problematiche di sicurezza e di restrizioni normative (presenti o future) La sviluppo della cromatura da Cr(III) può costituire un importante progresso verso nuove alternative alla cromatura a spessore da Cr(VI)
3
2 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III)
PROBLEMI LEGATI ALL’IMPIEGO DI SOLUZIONI DI Cr(III)
3+
Formazione del complesso di coordinazione [Cr(H2O)6]3+
pur avendo bassa stabilità termodinamica, limita dal punto di Cr
vista cinetico il processo di elettrodeposizione del cromo;
Il processo di riduzione del Cr3+ a Cr0 ha un potenziale di riduzione
standard E0 = – 0.74V, molto più negativo rispetto al potenziale di
riduzione dell’idrogeno dell’acqua:
2H2O + 2e- → H2(g) + 2OH- E0 = – 0.12V (pH = 2)
reazione parassita: basso rendimento faradico
La reazione parassita determina un notevole aumento del pH in
prossimità del catodo: a pH > 4.5 il complesso [Cr(H2O)6]3+ da luogo ad
una serie di reazioni che portano alla formazione di polimeri ad alto PM:
olazione = precipitazione di polimeri ad alto PM3
2 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III)
POSSIBILI SOLUZIONI PER DEPOSITARE CROMO DA Cr(III)
- Impiego di complessanti specifici (molecole organiche)
con questa strategia si evita la formazione dell’esa-acquoione formando complessi più
stabili con leganti organici specifici (acido ossalico - ossalati, acido malonico -
malonati, acido formico - formiati, urea, glicina)
- Impiego di soluzioni non acquose (liquidi ionici)
con questa strategia si evita l’impiego di acqua eliminando sia i problemi di
formazione di esa-acquoioni sia le reazioni parassite che basificano localmente il
catodo; i liquidi ionici sono gli unico solventi alternativi all’acqua che non presentano
problemi di infiammabilità ed elevata volatilità.3
2 ALTERNATIVE – ELETTRODEPOSIZIONE DA Cr(III)
IMPIEGO di COMPLESSANTI SPECIFICI
La cromatura decorativa galvanica basata sull’impiego di cromo III è stata commercializzata già a
partire dalla metà degli anni ‘70 come alternativa ai processi basati sul cromo VI [D.L. Snyder, Metal Finishing 110
(2012), 14].
Nonostante da allora ci sia stato un continuo sviluppo nella sperimentazione di diversi complessanti
specifici per il Cr III, che ha portato a numerose modifiche nella composizione dei bagni, è possibile
identificare le seguenti peculiarità del processo (rimaste immutate):
1) Maggior efficienza del processo (il Cr3+ necessita di soli 3e- per ridursi a Cr0)
2) All’anodo può formarsi Cr(VI) (necessari accorgimenti per evitare questo)
3) Formulazioni bagni a base di:
- fonte di Cr(III) (solfato o cloruro)
- agente complessante (spesso chiamato catalizzatore)
- sostanze per controllo pH ed evitare olazione (acido borico)
- sali per incremento conducibilità (elettroliti di supporto)
- agenti bagnanti (tensioattivi)
4) Bagni meno tolleranti alle impurità metalliche che si accumulano
(in quanto possono legarsi con i complessanti e possono ridursi al catodo variando il colore del cromo)PLASMA
PLASMA Nel momento in cui le collisioni elettroni-particelle pesanti diventano più frequenti, allora gli elettroni trasferiscono energia più rapidamente e tutte le specie raggiungono la stessa temperatura, tanto che I plasma con alte densità di particelle cariche e gas sono spesso descritti come “termici”.
PLASMA
PECVD
PECVD
eV
• In un campo elettrico ad alta frequenza, i gas sono
ionizzati in elettroni e ioni. Gli elettroni, con la loro
massa estremamente piccola, sono velocemente
accelerati ad energie equivalenti a 5000K o più alte.
• Gli ioni più pesanti, con la loro inerzia molto
maggiore, non possono reagire ai rapidi cambi
della direzione del campo. Come conseguenza, la
loro temperatura e quella del plasma rimane bassa,
al contrario di quella degli elettroni.
• Gli elettroni ad alta energia collidono con le
molecole del gas con la conseguente dissociazione e
generazione di specie chimiche molto reattive e
l’attivazione delle reazioni chimiche.
• i gas che costituiscono il plasma sono I gas
precursori (nessun gas inerte come nello sputtering)DLC (DIAMOND-LIKE CARBON) FILMS
DLC è il nome comunemente usato per rivestimenti duri a base carbonio, che hanno proprietà meccaniche,
ottiche, elettriche e chimiche simili a quelle del diamante naturale, ma che non possiedono una struttura
cristallina dominante sono di natura amorfa e consistono in una miscela di strutture a base di legami
carbonio sp2 e sp3 (clusters tipo grafite legati sp2 in una matrice amorfa tipo diamante legata sp3)
• sputtered a-C (:H) = hydrogen-free amorphous
carbon coating (prodotto via sputtering)
• ta-C = tetrahedral hydrogen-free amorphous
carbon coating (prodotto via sputtering)
• ta-C:H = hydrogenated tetrahedral amorphous
carbon coating (prodotto via Plasma Enhanced
Chemical Vapor Deposition, PECVD – alta densità di
plasma)
• a-C:H = hydrogenated amorphous carbon coating
(prodotto via Plasma Enhanced Chemical Vapor
Deposition, PECVD)
Nota: hydrogen-free
• a-C:Me = metal hydrogen-free amorphous carbon
coating
Un rivestimento DLC è solitamente prodotto
• precursori gassosi, idrocarburi e idrogeno, con tecnica PECVD, con substrato caricato
negativamente (bias); temperature molto basse, fino a 100°C
• sia da target solidi, solitamente via (magnetron) sputtering da target di grafite; temperature
sempre limitate (es.: DLC dopato W, ca. 200°C)controparte in allumina
OSSERVAZIONE 1: il meccanismo proposto per spiegare il basso COF
riguarda la capacità del rivestimento di trasferire detrito d’usura
composto da fini particelle («grafitizzazione»), che agiscono da
lubrificante solido
OSSERVAZIONE 2: l’energia degli ioni che bombardano la superficie del
rivestimento (le specie cariche positivamente all’interno del plasma)
contribuisce alla formazione di legami sp3 e all’aumento degli stress
compressivi
OSSERVAZIONE 3: l’adesione di un rivestimento DLC è quasi sempre
aumentata tramite la deposizione di uno o più interlayer (es.: Cr-CrN-
CrCN-CrC (via PVD)) il Cr è affine al metallo, poi si fanno crescere
strati che sono via, via affini al DLC)
DLC
OSSERVAZIONE 4: gli stress compressivi
sono solitamente benefici, ma nei film «metal» DLC
sottili spesso possono risultare troppo alti
portando a fragilità. E’ stato dimostrato acciaio C40
che «il drogaggio» di DLC con metalli (es.:
Cr via PVD mentre cresce il DLC) limita
questi stress, a scapito della durezza.APPLICAZIONI DELLE TECNICHE CVD E’ possibile depositare quarzo sintetico trasparente sulla superficie di manufatti metallici o polimerici, con proprietà simili a quelli del quarzo naturale, via PECVD. La formazione del film avviene ad una temperatura prossima a quella ambiente e impiega come reagenti di processo ossigeno e un gas (organico) precursore del silicio (solitamente, esametildisilossano). l’ancoraggio tra film e superficie da trattare è assicurata dall’eccitazione che il manufatto subisce durante il processo di deposizione (bombardamento ioni Ar+) e dagli spessori relativamente bassi che si vanno a depositare: da qualche decina di nanometri fino a qualche micrometro. è possibile depositare un rivestimento con caratteristiche più simili ad un quarzo o ad un silicone, variando i parametri di processo; in particolare, la pressione parziale dell’ossigeno ha l’effetto più evidente maggiore è la pressione parziale dell’ossigeno rispetto al gas precursore del silicio più sarà simile al quarzo
Puoi anche leggere