TECNICHE DI LAVORAZIONE DEI MATERIALI - Modulo: Tecniche di lavorazione dei materiali - UF 15 - its maker
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Modulo: Tecniche di lavorazione dei materiali - UF 15
DISPENSE DELLE LEZIONI DI
TECNICHE DI LAVORAZIONE DEI MATERIALI
Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Le tecniche di fonderia sfruttano il passaggio di stato, da solido a liquido, che avviene alla «temperatura di fusione»; questa è una proprietà fisica del metallo. Infatti ogni metallo, allo stato puro, è caratterizzato da un ben determinato punto di fusione, caratteristica comune ai materiali cristallini; tale situazione non si riscontra nei materiali amorfi, come il vetro e la maggior parte delle materie plastiche, per questi infatti non esiste un vero e proprio punto di fusione ma un intervallo di rammollimento, al di sopra del quale il materiale può essere considerato liquido. Tutti i metalli alla temperatura ambiente sono solidi (tranne il mercurio), alcuni di essi hanno elevata temperatura di fusione, il che ne consente l’utilizzo come solidi anche con temperature elevate, per cui alcuni metalli trovano applicazione in quei casi in cui occorre resistenza meccanica associata a resistenza alle temperature elevate. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura
1.1 La fonderia dei metalli
Elemento
Temperature di fusione di alcuni metalli, nonché di alcuni Tf [°C]
chimico
non metalli, utilizzati in fonderia. Alluminio 660
Argento 961
Alcuni metalli possono essere considerati Carbonio 3.499
«bassofondenti», come lo stagno ed il piombo, altri come Ferro 1.536
il tungsteno hanno temperatura di fusione molto elevata, Magnesio 650
per cui risultano difficilmente lavorabili con le tecniche Molibdeno 2.610
Nichel 1.455
della fonderia.
Piombo 327
In realtà le temperature di fusione dei metalli puri hanno Rame 1.083
importanza relativa, in quanto nella tecnica sono sempre Silicio 1.410
Stagno 232
utilizzate le «leghe», cioè un miscuglio di due o più
Titanio 1.668
elementi che reagiscono chimicamente fra loro. Tungsteno 3.422
A seconda del numero di componenti si utilizza il termine Zinco 420
di lega binaria, ternaria, quaternaria o complessa.
Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari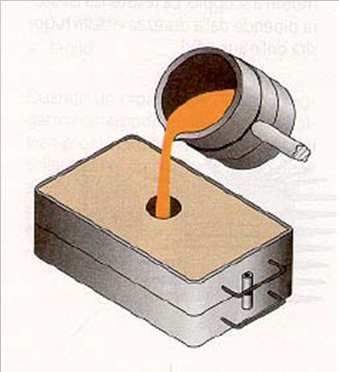
1 Tecnologie di formatura 1.1 La fonderia dei metalli Le leghe sono preferite ai metalli puri in quanto hanno caratteristiche meccaniche e chimiche superiori; si dice «metallo base» il componente predominante in massa, «alliganti», o elementi di alligazione, gli elementi in composizione minore. Le leghe non hanno un punto di fusione ben definito ma un intervallo di fusione, all’interno del quale coesistono, in equilibrio, liquido e cristalli solidi; inoltre molte leghe presentano un «eutettico», cioè un miscuglio di cristalli che ha temperatura di fusione inferiore a quelle dei componenti; alcuni esempi: Lega Ferro Carbonio: T fusione eutettico 1.147 °C con carbonio contenuto al 4,3% Lega Alluminio Silicio: T fusione eutettico 577 °C con silicio contenuto al 11,7% Lega Magnesio Alluminio: T fusione eutettico 437 °C con alluminio contenuto 32,2% Queste proprietà devono essere considerate nei processi di fonderia e nella scelta dei materiali destinati a lavorare in condizioni di alta temperatura. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Qualunque lega per essere trattata tramite i processi di fonderia deve essere fusibile; un materiale si dice fusibile se possiede, ad un tempo, le seguenti caratteristiche: - temperatura di fusione non troppo elevata; - scorrevolezza allo stato liquido in modo da riempire tutte le cavità e non inglobare aria che in tal caso genererebbe le cosiddette «soffiature»; - non reagire chimicamente durante i processi ad alta temperatura; - Avere coefficiente di dilatazione termica contenuto in modo da limitare le tensioni interne dovute al raffreddamento. Fra le leghe «fusibili» più importanti si segnalano le leghe del Rame con lo Stagno, detti Bronzi, del Rame con lo Zinco, detti Ottoni, la Ghisa che è il materiale da fonderia più utilizzato, le leghe dell’Alluminio con il Silicio, che sono spesso utilizzate per i componenti dei motori endotermici. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Tutti i processi di fonderia iniziano con la fusione della lega all’interno di forni, spesso in atmosfera controllata, in modo da evitare reazioni chimiche con elementi come l’ossigeno che è particolarmente reattivo, e ossiderebbe il metallo. Successivamente il metallo è inserito all’interno di uno stampo, nel quale è presente una cavità che, in negativo, riproduce il pezzo da realizzare; l’organo meccanico così realizzato prende il nome di «getto». Lo stampo può essere realizzato: - in terra, detta anche sabbia da fonderia, «sand casting» - in conchiglia con stampo in acciaio, «die casting»; - in guscio creato con materiale apposito, «shell mold casting»; per tutti i processi è fondamentale permettere la fuoriuscita dell’aria presente all’interno dello stampo affinché tutto il volume venga occupato dal metallo. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari

1 Tecnologie di formatura 1.1 La fonderia dei metalli Per spiegare le tecnologie della fonderia occorre stabilire in modo chiaro alcuni elementi geometrici fondamentali, che fra l’altro, sono comuni a tutti i processi in cui sono coinvolti gli stampi, inclusi gli stampi per la lavorazione dei compositi. ASSE DI STAMPAGGIO (molding direction): rappresenta la direzione di movimento relativa durante l’estrazione dello stampato dallo stampo; se lo stampo è «chiuso», cioè formato da due «semistampi», tale direzione coincide con il movimento relativo fra i due semistampi durante l’apertura e la chiusura. PIANO DI DIVISIONE STAMPO: è una figura geometrica che caratterizza gli stampi chiusi, è utilizzato per dividere le due parti di cui lo stampo si compone; generalmente tale piano coincide con la sezione in cui il pezzo ha le dimensioni maggiori; per gli stampi più complessi la superficie di divisione non è un piano ma una figura geometrica che si adegua alla forma del pezzo. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari

1 Tecnologie di formatura 1.1 La fonderia dei metalli SFORMO (draft): qualunque processo di stampaggio può essere realizzato solo se le superfici sono sformate rispetto alla direzione di stampaggio; lo sformo è l’angolo che le superfici del pezzo formano con la direzione di stampaggio, il valore minimo di tale angolo dipende dal tipo di processo. Questo limite che, come detto, caratterizza tutte le tecnologie di stampaggio, è dovuto al fatto che una superficie, per quanto possa apparire liscia, avrà comunque lievi asperità che, se la superficie fosse parallela alla direzione di stampaggio, non consentirebbero di estrarre il pezzo senza rovinare il pezzo o lo stampo. SOTTOSQUADRA (undercut): zona del pezzo che per la sua forma ha un angolo di sformo «negativo» rispetto alla direzione di stampaggio; si tratta di una situazione frequente che richiede la cosiddetta «scomposizione» dello stampo in più parti; la parte aggiuntiva prende il nome di carrello mobile o tampone mobile, il quale deve essere rimosso prima dell’estrazione del pezzo dallo stampo. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
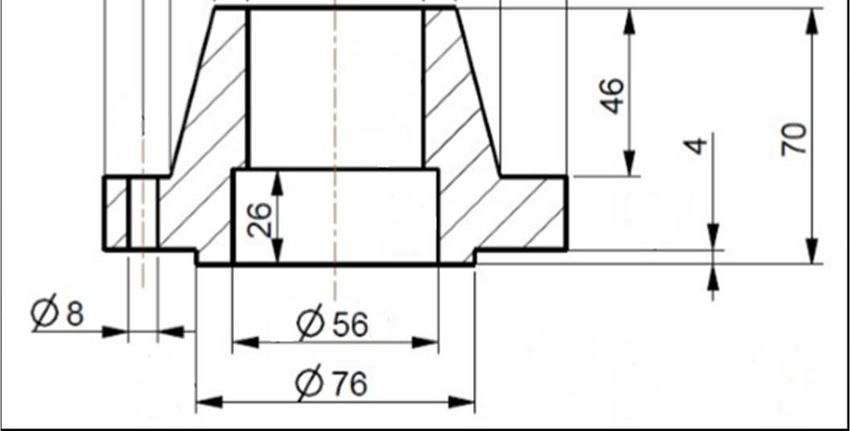
1 Tecnologie di formatura 1.1 La fonderia dei metalli ESERCIZIO: si modifichi il disegno del pezzo sottostante in modo da renderlo stampabile con sformo minimo di 5°, senza considerare le tolleranze e le rugosità. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Fonderia in terra E’ la tecnica più antica in quanto sfrutta la capacità di resistere alle alte temperature di alcuni materiali naturali opportunamente trattati (vagliatura e pressatura tramite macchine) è spesso utilizzata per la ghisa; questa tecnica consiste nel realizzare un modello del getto, cioè un elemento solido che ha dimensioni quasi uguali a quelle del pezzo che si vuole ottenere, e spesso è possibile dividerlo in due parti. Questo modello viene posto in modo tale da poter «formare» lo stampo riempiendo tutto il volume circostante con terra, che viene pressata in modo da assumere forma e consistenza; terminata formatura il modello viene rimosso, in tal modo lasciando lo spazio vuoto entro cui colare il metallo liquido. La forma deve essere realizzata in modo che il modello possa essere estratto senza danneggiare le superfici, quindi deve essere divisa in due parti, spesso si utilizzano delle staffe metalliche per sostenere esternamente le terra pressata; sarà inoltre dotata di canali di colata e di sfiati per la fuoriuscita dei gas. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Lo stampo (forma) può essere realizzata in modi diversi: - In «staffa» quando la terra è sostenuta dalle staffe metalliche durante tutto il processo - In «motta» quando la staffa è utilizzata solo durante la formatura e poi rimossa prima della colata del metallo; - In «fossa» quando la parte inferiore dello stampo è ricavato nel pavimento della fonderia, mentre la parte superiore è ricavata entro una staffa; - Allo «scoperto» quando il pavimento della fonderia è l’unico elemento che costituisce la forma, e la faccia superiore del getto è a contatto con l’aria. Se il getto deve avere delle cavità nella forma occorre inserire le cosiddette «anime», elementi speciali in grado di impedire l’occupazione di ben determinati spazi da parte del metallo. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli La colata in terra sfrutta tutti i principi dell’idrostatica che dipende dalla gravità: - Il principio dei vasi comunicanti per riempire tutti i vani collegati con il canale di colata; - Il principio di Pascal per creare pressione all’interno del liquido, favorire il riempimento della forma e scacciare i gas presenti; tale pressione tuttavia genera la spinta «metallostatica» sulle pareti della forma, la quale deve essere tenuta chiusa pena la fuoriuscita del liquido; - La spinta di Archimede genera azioni che tendono a spostare verso l’alto le eventuali anime presenti all’interno dello stampo, infatti tali anime hanno densità inferiore a quella del metallo e pertanto, se non ben bloccate tenderebbero a galleggiare. VIDEO FONDERIA IN TERRA Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Fonderia in conchiglia La forma, anziché in terra, è in metallo ed ha carattere permanente, generalmente è in acciaio che, ovviamente, ha temperatura di fusione superiore a quella del metallo da colare, per questo motivo viene spesso utilizzata per le leghe dell’alluminio. Come per tutte le tecniche di fonderia vi è il problema del ritiro, nonché quello del riempimento di tutti i vani dello stampo, e quindi la necessità degli sfiati; in alcuni casi si opera sotto vuoto, cioè prima di colare il metallo si crea il vuoto nello stampo. Lo stampo non viene distrutto ma viene riutilizzato per molte stampate, anche decine di migliaia; come svantaggio si ha che, nel caso vi siano sottosquadra, lo stampo necessita di carrelli mobili che permettano di rimuovere il pezzo senza romperlo, per cui lo stampo diviene molto complesso, invece nella fonderia in terra vi è solo la necessità di non danneggiare la forma al momento di estrazione del modello, quindi solo questo deve essere scomponibile. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Fonderia in conchiglia Il riempimento della forma può avvenire: - Per gravità (come nella fonderia in terra) - Sfruttando la forza centrifuga (tenendo in rotazione lo stampo durante la colata) - Operando tramite la pressione generata da un iniettore, mantenendo lo stampo chiuso tramite una pressa Quest’ultimo processo è quello che ha assunto maggior rilievo in quanto permette di realizzare pezzi molto complessi, dimensionalmente precisi e con buona finitura; è indicato con il termine di pressocolata, o più frequentemente con «pressofusione». Lo stampo in metallo consente di raffreddare velocemente il getto per due ragioni: - il metallo dello stampo conduce molto bene il calore; - lo stampo può essere termostatato tramite acqua. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
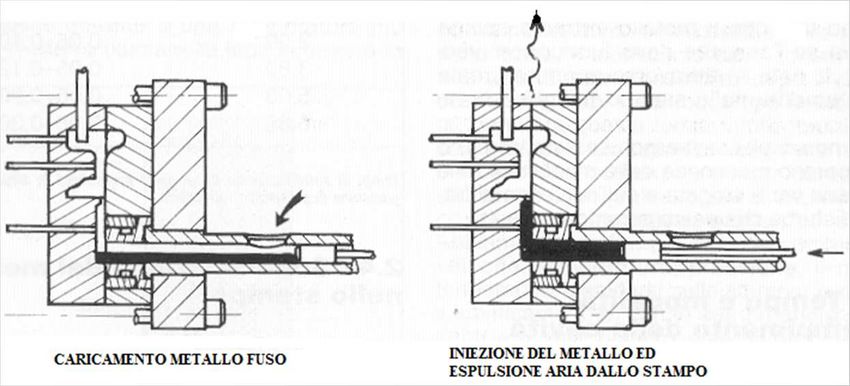
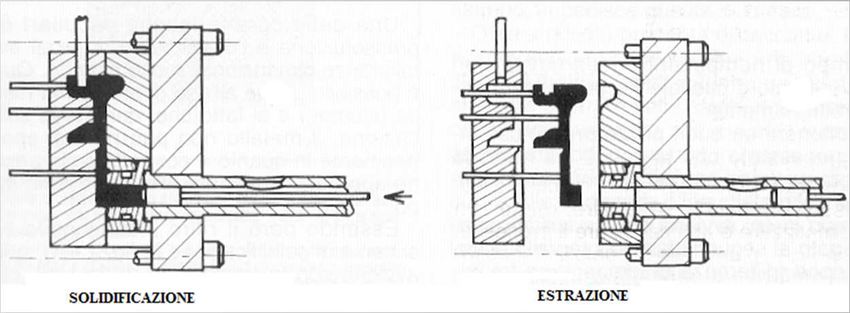
1 Tecnologie di formatura 1.1 La fonderia dei metalli Queste condizioni consentono di produrre con tempo ciclo molto basso, perciò tale tecnologia è applicata nelle produzioni di grande serie. Le fasi della pressocolata possono identificarsi come segue: 1. Caricamento del metallo fuso nella zona di iniezione (impianti a camera calda ed a camera fredda); 2. Iniezione del metallo sotto forte pressione generata tramite un pistone, contemporanea espulsione dell’aria presente nello stampo; eventualmente può essere creato il vuoto per evitare sacche di aria all’interno dello stampo; 3. Attesa per il raffreddamento fino alla solidificazione del getto; 4. Apertura stampo ed estrazione del pezzo in modo automatico o semiautomatico; 5. Raffreddamento fino a temperatura ambiente; 6. Rimozione della bava di stampaggio. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli Le fasi della pressocolata (pressofusione) con camera fredda: VIDEO PRESSOCOLATA Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli La fonderia in guscio Comprende una serie di tecniche, simili fra loro, che prevedono la creazione di un guscio in grado di contenere il metallo fuso; un esempio è il seguente: - Creazione di un modello realizzato con materiale bassofondente, esempio cera, che può essere molto complesso e, eventualmente, unito in più modelli (grappolo); - Creazione attorno a tale modello di un guscio facendo aderire al modello, o al grappolo, materiali come la silice ed il quarzo o altro materiale «refrattario»; - Svuotamento del guscio tramite fusione della cera, e successiva cottura del guscio; - Colata del metallo e raffreddamento del getto fino a solidificazione; - Rimozione del getto rompendo il guscio, eventuale separazione del parti così ottenute tramite macchine utensili. Queste tecniche prendono il nome di microfusione (shell molding). Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli La fonderia in guscio Un’altra tecnica di fonderia in guscio, piuttosto diversa dalla precedente, consiste in: - Creazione di un modello in metallo che viene successivamente preriscaldato; - Deposizione, sul modello, di sabbia miscelata con resina termoindurente, reazione della resina a contatto del metallo e consolidamento, rimozione del modello; ripetizione di tale fase per creare le altre parti del guscio; - Unione delle parti del guscio, eventualmente includendo un’anima in sabbia con buona coesione, e se il caso, la posa del guscio all’interno di una contenitore pieno di sabbia sfusa per contrastare la spinta del metallo che tende ad aprire il guscio; - Colata del metallo e raffreddamento del getto; - Rimozione del getto rompendo il guscio e rimozione dell’anima. VIDEO FONDERIA IN GUSCIO Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli CONFRONTO FRA LE TECNOLOGIE Fusione in terra: richiede attrezzature semplici e quindi i costi di attrezzamento sono contenuti, adatto al processo di leghe altofondenti come la ghisa, adatto a pezzi di grandi dimensioni (basamenti delle macchine utensili), tempo ciclo elevato, costo di produzione di un pezzo singolo elevato, precisione dimensionale mediocre, qualità superficiale molto bassa (i getti realizzati in terra hanno rugosità elevata). Fusione in conchiglia: richiede costi di attrezzamento elevati e impianti costosi, è adatto per le leghe dell’alluminio per pezzi di medie e piccole dimensioni, il tempo ciclo è breve (anche pochi secondi), il costo di produzione molto basso, complessità elevata dei getti, buona qualità superficiale e discreta precisione dimensionale. Fusione in guscio: adatto per pezzi di piccole dimensioni, anche molto complessi, il tempo di produzione è più elevato, la precisione dimensionale e la qualità superficiale sono, in genere, molto buone. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli IL RITIRO Tutti i processi di formatura tramite stampi sono interessati dal fenomeno del «ritiro», i motivi di tale fenomeno sono dipendenti dal tipo di tecnologia utilizzata; nella fonderia essi derivano sia dalla dilatazione termica del solido, ma anche alla riduzione di volume durante il passaggio di stato, anzi questo è in genere la parte più rilevante. Come noto la dilatazione termica genera un aumento di volume con l’aumento della temperatura e, viceversa, una contrazione quando questa si riduce; agisce sia sui liquidi che sui solidi, nel caso della fonderia sia ha una contrazione sia durante la solidificazione che durante il raffreddamento del corpo già solidificato. Tutti questi fattori conducono ad una situazione di fatto: le dimensioni del getto raffreddato sono inferiori rispetto alle dimensioni del modello / cavità nello stampo, di una quantità che dipende dal tipo di metallo. Ad esempio nelle leghe dell’allumino la contrazione lineare è 1,3 – 1,6%. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli IL RITIRO In termini di contrazione volumetrica le leghe di alluminio manifestano una corrispondente riduzione di circa il 4 – 6%. I problemi causati dal ritiro possono dividersi in: - Mancanze di materiale, veri e propri vuoti, a volte affioranti in superfice a volte nascosti al di sotto di essa; - Alterazioni geometriche rispetto al modello originale come le deformazioni ed i risucchi, quest’ultimi pregiudicano l’aspetto superficiale; - Tensioni interne permanenti presenti, in special modo, quando nel getto vi sono parti con spessore più sottile, che solidificano più velocemente delle parti a spessore maggiore, per cui nei punti di interfaccia fra queste zone si generano tensioni interne che permangono nel tempo. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli CONTROMISURE PER IL RITIRO - Per contrastare il fenomeno del ritiro si introducono le cosiddette «materozze», si tratta di parti esterne al volume del pezzo finito, collegate ad esso in posizioni strategiche, in modo che all’interno di esse di verifichino quei fenomeni di mancanza di materiale dovuti al ritiro, preservando il getto da ogni possibile mancanza di materiale; al termine della solidificazione la materozza deve essere rimossa per taglio dal pezzo principale; - In fase di progetto è necessario rispettare alcune regole di buon proporzionamento; la prima di queste è che il getto deve avere spessore uniforme, quando ciò non è possibile occorre introdurre zone a graduale variazione di spessore, inoltre è sempre opportuno introdurre raccordi negli spigoli per limitare il fenomeno delle tensioni interne, evitare incroci di nervature e, nel caso delle ruote a razze, progettare il pezzo con un numero di razze dispari; Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
1 Tecnologie di formatura 1.1 La fonderia dei metalli CONTROMISURE PER IL RITIRO - Il modello deve essere realizzato più grande del pezzo finito in base al tipo di metallo che sarà colato; esistono dei programmi che consentono di ridefinire la forma del modello partendo dai dati CAD 3D del pezzo finito, applicando gli effetti del ritiro, ovviamente in senso opposto; il risultato dell’elaborazione è una nuova geometria con cui può essere realizzato il modello o fresato lo stampo. Va detto che spesso i getti devono essere sottoposti a successive lavorazioni alle macchine utensili: in tal caso il modello dovrà essere ulteriormente accresciuto in volume per consentire le successive lavorazioni; questo materiale in eccesso prende il nome di «sovrametallo». Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
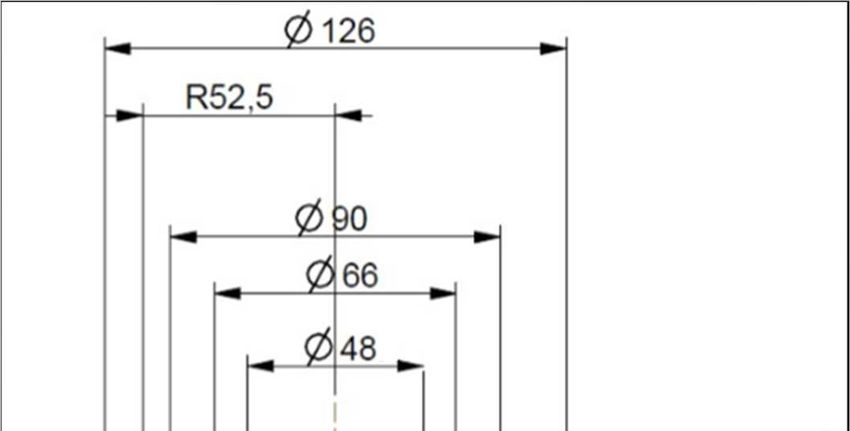
1 Tecnologie di formatura 1.1 La fonderia dei metalli ESERCITAZIONE Individuare un asse di stampaggio, definire un piano di divisione stampo e quindi applicare lo sformo di 2° – 5° in modo da renderlo stampabile. Modulo: Tecniche di lavorazione dei materiali - UF 15 Insegnante: Ing. Giovanni Granari
Puoi anche leggere