Ponte San Giorgio di Genova: l'assemblaggio in cantiere e il montaggio dell'impalcato metallico. Dalle saldature di composizione al collaudo finale.
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Giornate Nazionali di Saldatura - 11 1
Ponte San Giorgio di Genova:
l’assemblaggio in cantiere e il montaggio
dell’impalcato metallico. Dalle saldature
di composizione al collaudo finale.
Ing. Lorenzo Sartori, Fincantieri Infrastructure S.p.a.
Ing. Marco Raccagni, Fincantieri Infrastructure S.p.a.
Abstract
Il nuovo impalcato sul Polcevera a Genova è un’opera
singolare per le forme pensate dall’Architetto Renzo
Piano e per l’approccio alla concezione strutturale,
figlia dell’esperienza costruttiva del gruppo Fincantieri.
Dalla suddivisione della struttura per la produzione,
fino alle operazioni di montaggio, un processo
ingegneristicamente articolato su molte fasi che ha
consentito all’opera di giungere a compimento in
tempistiche eccezionalmente brevi.
Giornate Nazionali di Saldatura - 11 2
1. IL NUOVO PONTE SAN GIORGIO DI GENOVA
Le circostanze drammatiche del 14 agosto 2018 hanno sconvolto Genova e la val Polcevera, privandole del
ponte Morandi, della sua maestosa e imponente figura e della sua cruciale funzione di arteria per il traffico
autostradale nello snodo tra la A10 e la A7.
Sono stati necessari due anni perché la ferita fosse rimarginata, due anni intensi in cui un progetto complesso
e articolato come quello di un’infrastruttura di questa portata è stato portato a compimento da zero, grazie
all’impegno dell’associazione temporanea di imprese tra Fincantieri Infrastructure S.p.a., Webuild S.p.a. e
Italferr S.p.a., che hanno tradotto in realtà l’idea progettuale dell’architetto Renzo Piano.
Una nuova infrastruttura di 1.067 m, costituita da 14 campate da 50 m, 1 da 41 m, 1 da 26 m e 3 campate
centrali a scavalco del fiume Polcevera da 100 m; la rampa di accesso è costituita da 4 campate continue per
complessivi 110 m. L’impalcato principale è sorretto da 18 pile, aventi tutte la medesima sezione ellittica con
asse maggiore di 9.50 m e asse minore di 4.00 m; il tratto in rampa è sorretto da 3 pile di forma sempre ellittica
ma con assi da 5.00 e 2.50 m. L’impalcato in esercizio ha una dimensione trasversale fuori tutto di 32.00 m e
un’altezza in asse sezione di 4.82 m.
Figura 1 – pianta e prospetto dell’impalcato
Figura 2 - vista notturna da Ponente
Giornate Nazionali di Saldatura - 11 3
Un impalcato a cassone torsio-rigido, ottenuto con 2 travi longitudinali a interasse di 7,00 m, un fondo curvo
calandrato (di spessore tipico pari a 20 mm, che cresce a 40 mm per le campate da 100 m) e completato
superiormente dalla soletta in calcestruzzo collaborante. Durante il montaggio, in assenza della soletta, la
funzione portante di chiusura del piano superiore del cassone è svolta da una controventatura di piano con
angolari accoppiati. La continuità del nucleo centrale è garantita da giunti saldati a piena penetrazione. I conci
di campata hanno lunghezze tipiche di 13,60 m e 15,20 m, i conci di pila una lunghezza standard di 6,00 m e
presentano all’intradosso del fondo due robuste strutture metalliche aggettanti che collegano la travata di
impalcato agli appoggi, costituiti da isolatori a pendolo.
Figura 3 - la sezione tipica in pila
Figura 4 - la struttura durante le fasi di montaggio
Giornate Nazionali di Saldatura - 11 4
Le due appendici scendono a fianco dei baggioli della pila con la duplice funzione di ritegno sismico e punto
di contrasto ai martinetti necessari per il sollevamento dell’impalcato nelle operazioni di manutenzione durante
l’esercizio dell’opera.
Le parti esterne al nucleo centrale, i “pannelli laterali” o “carter” realizzano degli elementi triangolari composti
da coppie di elementi tirante-puntone ad interasse costante di 4,55 m; i puntoni inferiori sono saldati tra loro
da una lamiera di fondo di spessore 10 mm che completa la forma architettonica della chiglia dell’impalcato. I
pannelli laterali sono collegati al nucleo centrale mediante giunti bullonati.
Completano la sezione le “velette”, costituite da una lamiera continua, facente funzione di trave di bordo della
soletta, e dalle lamiere aggettanti che supportano i camminamenti, i passaggi porta impianti, le vetrate e i
pannelli fotovoltaici. Le velette sono continue lungo lo sviluppo del ponte, con giunti saldati a piena
penetrazione, e collegate ai carter mediante giunzioni bullonate.
Una struttura connotata da due diversi meccanismi resistenziali, quello di trave torsio-rigida per il “nucleo
centrale” e quello di tirante-puntone per i “pannelli laterali”.
I materiali utilizzati sono principalmente lamiere in acciaio S355J2+N e S355K2+N, nonché acciaio ad alta
resistenza S460N e S460NL, per un quantitativo totale di circa 17'500 t; la realizzazione dell’opera è stata
condotta secondo i criteri della norma di prodotto UNI EN 1090-2:2011, rispettando il massimo livello di classe
di esecuzione, EXC4.
2. L’ARRIVO DEI MATERIALI E L’ASSEMBLAGGIO A TERRA
L’impalcato nel suo insieme è costituito da 262 macroconci (intesi come l’insieme di un “fondo curvo”, interno
o esterno, e degli elementi ad esso collegati), prodotti negli stabilimenti di Valeggio sul Mincio (VR),
Castellammare di Stabia (NA) e Sestri Ponente (GE).
Ogni concio è concettualmente distinto in cinque elementi:
• Un nucleo centrale, della larghezza di 10 m
• Due carter, della larghezza di circa 9 m
• Due velette, di circa 2 m di larghezza
Figura 5 - elementi unitari di ogni concio di impalcato
Le velette sono giunte in cantiere come un unico elemento, che richiedeva solamente di essere montato, senza
assemblaggi intermedi.
Per il nucleo e i carter, necessariamente, i fondi sono arrivati in cantiere separati dalle travi e dai traversi.
Travi e traversi sono stati trasportati con mezzi convenzionali dallo stabilimento di Valeggio sul Mincio fino a
Genova.
Giornate Nazionali di Saldatura - 11 5
I fondi sono stati tutti assemblati nei cantieri navali di Castellamare e Sestri; il materiale veniva tagliato e
preparato a Valeggio, portato al cantiere navale, assemblato e da qui trasportato mediante chiatte fino a un
molo dedicato in prossimità del cantiere e da qui al sito con trasporti notturni per non paralizzare il traffico
cittadino.
Figura 6 – il trasporto dei fondi
In cantiere, i fondi venivano posati su blocchi ad un’altezza sufficiente da terra per consentire ai carrelli
modulari di potersi inserire al di sotto e sollevarli successivamente per il trasporto al momento del
sollevamento:
Figura 7 – assemblaggio a terra
Una volta posizionati sui blocchi, secondo la necessaria monta, i fondi e le travi erano pronti per le saldature
in opera del concio e della campata.
Le campate da 50 m sono composte da 3 conci ciascuna, le campate da 100 m da 7 conci: ad eccezione delle
campate di riva, tutte le campate sono state assemblate completamente a terra prima di essere sollevate.
I traversi ed i diaframmi sono stati giuntati con l’utilizzo di bulloni a serraggio calibrato, tipo HRC. L’adozione
di questi bulloni ha accelerato le operazioni in sito rispetto ai classici HV o HR poiché il controllo del serraggio
consiste semplicemente nella verifica dell’assenza del codolo, senza ulteriori operazioni con uomini e
strumenti.
Giornate Nazionali di Saldatura - 11 6
Una volta imbastiti i diaframmi e posizionate le travi sui fondi, rimane il completamento della connessione con
la saldatura. Questo processo rimane una fase delicata per la geometria della struttura, poiché i ritiri che ne
conseguono possono causare la perdita della geometria dei conci. Per prevenire tutto ciò, la sequenza di
saldatura è stata stabilita come segue:
1. Esecuzione delle saldature longitudinali tra travi e fondo (Figura 8)
2. Esecuzione dei giunti trasversali con 4 saldatori in contemporanea (Figura 9), a partire dalle piattabande
superiori e la parte centrale del fondo, per passare alla parte superiore delle anime e alla parte intermedia
del fondo e concludere con la parte inferiore delle anime e le estremità del fondo.
Figura 8 - schema saldature (immagine IIS)
Figura 9 - successione saldature (immagine IIS)
La sezione dell’impalcato viene quindi completata con il collegamento del nucleo ai carter, mediante giunti
bullonati, e delle velette ai carter, ancora una volta con giunzioni bullonate.
Giornate Nazionali di Saldatura - 11 7
3. LE MOVIMENTAZIONI E I SOLLEVAMENTI
I sollevamenti per l’impalcato sono stati di tre diverse tipologie:
• Con gru in tandem, per tutte le campate tipiche da 50 m
• Con gru singola, per le campate di riva e la rampa
• Con strand-jack, per le campate da 100 m e le due chiusure in chiave
Le campate (o i singoli conci, nel caso delle campate di spalla) sono state traslate dalle piazzole di assiemaggio
alla piazzola di sollevamento con carrelli SPMT (Self Propelled Modular Transport, forniti da Fagioli Spa), in
moduli da 4 o 6 assi componibili a seconda delle esigenze di trasporto. Questo sistema ha consentito di
muovere dai più piccoli macroconci, di poche decine di tonnellate, alle campate da 100 m interamente
assemblate da 1800 t.
Figura 10 - movimento della campata P8-P9 da 100m (a sinistra) e del concio di spalla A (a destra)
Per i sollevamenti con gru, in cantiere erano presenti i seguenti mezzi, forniti da Fagioli Spa e Vernazza
Autogru Srl:
• Due Terex-Demag CC2800, portata massima 600 ton
• Una Terex-Demag CC3800, portata massima 650 ton
• Due Terex-Demag CC6800, portata massima 1250 ton
Per le manovre in tandem lift sono state accoppiate una CC6800 e una CC2800 (o in alternativa la CC3800),
configurate con bracci da 78 m che hanno consentito sollevamenti di campate con pesi compresi tra le 400 e
le 600 tonnellate:
• I due sollevamenti iniziali (P5-P6 e P14-P15) sono stati realizzati con un macro-elemento costituito
dai due nuclei di pila e tutto il nucleo centrale della campata, in modo da creare una struttura
autoportante
• I sollevamenti successivi sono stati realizzati varando l’intera campata e il concio di Pila successivo,
andando ad appoggiarsi al precedente elemento varato attraverso l’utilizzo di speciali mensole.
Per le zone di estremità dell’impalcato non si è potuto intervenire come descritto in precedenza, per
l’impossibilità di creare spazi a ridosso delle spalle, per l’interferenza con le viabilità autostradali preesistenti
e per la complessa orografia con versanti acclivi. Per questi tratti è stata adottata la tecnica del Single lift con
gru di grande portata e l’utilizzo di torri provvisorie che hanno consentito la suddivisione della campata in sotto-
conci di peso compatibile con la portata della gru.
Per questi sollevamenti (SA-P1, P1-P2, P17-P18 e P18-SB) e i sollevamenti della rampa si è ricorso all’uso di
una singola CC6800 con cambio di configurazione del braccio a 114 m per il versante di Ponente, 102 m per
il versante di Levante e 78 m per la rampa.
Giornate Nazionali di Saldatura - 11 8
Figura 11 - sollevamento in tandem lift di P5-P6 (sinistra), P16-P17 (centro) e single-lift del concio di spalla A
A questi sollevamenti sono seguite le necessarie operazioni in quota di esecuzione dei giunti saldati (dei conci
e delle velette) e il completamento dell’assemblaggio dei carter.
Figura 12 - completamenti in quota (sinistra e centro) e la struttura sospesa per accedere alla zona di giunto
della veletta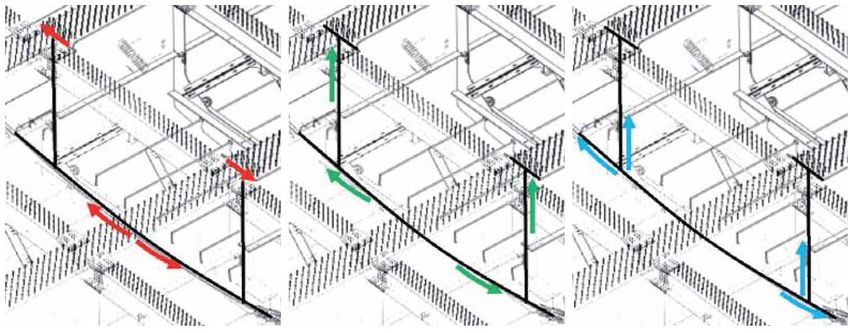
Giornate Nazionali di Saldatura - 11 9
Le campate da 100 m e le due campate di chiusura da 50 m (P2-P3 e P11-P12), sono state invece
completamente assemblate a terra (incluse lastre predalle, armatura lenta della soletta ed impianti) arrivando
ad un peso complessivo massimo di circa 1800 tonnellate. A causa dei notevoli pesi in gioco e per risolvere
le interferenze con le sottostrutture è stato necessario ricorrere alla tecnica di sollevamento con Strand – Jack.
Su ogni pila adiacente alla campata da sollevare, sono stati installate quattro coppie di martinetti a recupero
di cavo (strand Jack) collegati all’impalcato mediante apposite ancore e golfari: due coppie collegate
all’impalcato da sollevare, due coppie collegate all’impalcato già montato o ad una zavorra a terra per
bilanciare le forze.
Figura 13 - sollevamento con strand-jack della campata P8-P9
Figura 14 – i lembi in accostamento al termine del sollevamento
Giornate Nazionali di Saldatura - 11 10
I martinetti utilizzati, della portata limite di 1400 tonnellate ciascuno, consentono una corsa di recupero del
cavo di 450 mm che si traduce in una velocità di sollevamento di circa 7 m/ora.
Una volta raggiunta la sommità, l’elemento sollevato è stato inserito in uno spazio di appena 5 cm più ampio
rispetto all’effettiva lunghezza della campata. Per poter allineare con precisione la campata in quota, sotto i
conci di pila P9, P10 e P11 sono stati installati speciali dispositivi di traslazione che hanno consentito, grazie
a coppie di martinetti orientati lungo i tre assi principali, di muovere i conci di Pilae regolare millimetricamente
il giunto. Grazie a questo sistema di regolazione della posizione dei conci di pila ed al taglio in opera delle
estremità della campata (basato su rilievi topografici della campata da sollevare e di quelle adiacenti) è stato
possibile eseguire le operazioni di sollevamento con precisione millimetrica.
Per le campate P9-P10 (sopra il Polcevera) e P10-P11 (sopra la ferrovia) è stata necessaria un’ulteriore
operazione prima di muovere la campata: l’impalcato assemblato ad una quota di campagna più bassa rispetto
ad alcuni ostacoli (sede stradale, sedime ferroviario), è stato sollevato sul posto prima di essere caricarlo sugli
SPMT. Durante questa operazione, definita “jack-up”, gli impalcati sono stati sollevati di 1.50 m (campata sul
Polcevera) e 3.00 m (campata sulla ferrovia).
Figura 15 - il jack-up: a sinistra nella fase iniziale, a destra a operazione ultimata
L’impalcato è diventato continuo sopra la val Polcevera il 28 aprile del 2020 con la chiusura in chiave della
campata P11-P12, in piena emergenza Covid, e il 29 maggio dello stesso anno l’impalcato metallico era
completo con l’ultimo sollevamento della rampa, a soli 333 giorni dal giorno dell’arrivo del primo concio in
cantiere.
4. IL CENTRAGGIO TERMICO E IL CALAGGIO
Con il completamento dell’impalcato metallico, si è potuti procedere al completamento dei carter e delle velette
metalliche, nonché con la posa delle predalle e dell’armatura lenta. Prima di procedere al getto della soletta,
occorreva però ultimare tre ulteriori operazioni: il centraggio, il calaggio e la pesatura dell’impalcato.
Le pile, con la loro sezione così slanciata, sono sensibili ad eccessivi decentramenti che le variazioni termiche
potevano portare (e hanno portato) sull’impalcato. In previsione di ciò, su ogni pila sono stati installati 8
martinetti (due coppie verticali e due coppie orizzontali) incapsulati in strutture provvisorie che consentivano
di sollevare l’impalcato e contemporaneamente scorrere longitudinalmente su guide in inox-teflon fino a
centrare gli assi strutturali dell’impalcato e delle pile.
Figura 16 - i cilindri incapsulati per la regolazione dell'impalcatoGiornate Nazionali di Saldatura - 11 11
In secondo luogo l’impalcato è stato montato ad una quota superiore a quella di imposta finale degli appogi di
256 mm: questo per consentire la pesatura dell’impalcato, l’applicazione delle coazioni di progetto (48 mm di
coazione verso l’alto sulle pile P7 e P12) e l’installazione degli appoggi definitivi, laddove non è stato possibile
installarli prima del montaggio dell’impalcato.
Figura 17 - il calaggio, l'avanzamento da Ponente
Questo abbassamento alla quota di progetto non poteva essere condotto contemporaneamente su tutte le
pile, visto l’elevato numero di postazioni e al coordinamento che sarebbe stato necessario. È stata quindi
sviluppata una procedura che ha consentito di portare, progressivamente, l’impalcato alla quota di progetto
senza creare sollecitazioni parassite indesiderate nella struttura metallica (molto sensibile, data l’elevata
rigidezza della sezione e alle luci relativamente modeste).
Figura 18 - estratto di tavola operativa per il controllo delle operazioni di calaggio
Con il calaggio si è proceduto contestualmente alla pesatura dell’impalcato: note le reazioni vincolari di
progetto, è stata sviluppata una procedura per controllare e correggere con piccole coazioni il valore di
reazione misurato con i cilindri sotto ogni appoggio. Per ogni appoggio, dal modello di calcolo è stato ricavato
l’effetto in termini di reazioni vincolari di una coazione unitaria su uno o entrambi i dispositivi dell’allineamento
e l’effetto su tutti gli altri appoggi dell’impalcato: combinati tutti questi valori in un’unica grande matrice di valori
è stato possibile gestire con un foglio di calcolo l’intero processo senza dover reiterare ogni passaggio
attraverso il modello agli elementi finiti.
SA_NORD SA_SUD P1_NORD P1_SUD P2_NORD P2_SUD P3_NORD P3_SUD
SA -2.95 2.66 2.58 -1.84 -0.00 -0.54 0.03 0.10
P1 2.58 -2.46 -5.11 4.52 2.59 -1.70 -0.22 -0.31
P2 - -0.39 2.58 -1.60 -5.82 4.64 2.95 -1.90
P3 0.04 0.07 -0.23 -0.35 2.94 -1.91 -5.85 4.71
P4 -0.04 0.02 0.06 0.07 -0.26 -0.35 2.98 -1.85
Figura 19 - estratto dei valori di reazione per coazioni unitarie per una coazione asimmetrica lato NordGiornate Nazionali di Saldatura - 11 12
SA_NORD SA_SUD P1_NORD P1_SUD P2_NORD P2_SUD P3_NORD P3_SUD
SA 2.66 -2.87 -2.46 2.87 -0.40 0.14 0.07 0.00
P1 -1.85 2.87 4.52 -6.95 -1.59 3.47 -0.35 -0.25
P2 -0.55 0.14 -1.69 3.47 4.64 -7.33 -1.91 3.69
P3 0.10 - -0.31 -0.24 -1.90 3.70 4.70 -7.37
P4 0.00 -0.03 0.08 0.09 -0.31 -0.24 -1.95 3.64
Figura 20 - estratto dei valori di reazione per coazioni unitarie per una coazione asimmetrica lato Sud
Al termine delle operazioni, i risultati sono stati estremamente soddisfacenti con scostamenti tra valori attesi e
misurati di poche decine di tonnellate, corrispondenti a minimi scarti percentuali rispetto ai carichi agenti e
attesi in servizio.
TOT S+N
APPOGGI SUD APPOGGI NORD reazioni
reazione misurata + coazione reazione misurata + coazione misurate +
analitica analitica coazione
analitica
[ton] Δasb [ton] % IN TOLL [ton] Δasb [ton] % IN TOLL [ton] %
SA 222 -8 96% 302 -12 96% 524 96%
P1 420 -30 93% 560 -9 98% 980 96%
P2 495 48 111% 496 -13 98% 991 104%
P3 486 -1 100% 542 2 100% 1028 100%
P4 463 8 102% 567 42 108% 1030 105%
P5 526 20 104% 569 26 105% 1095 104%
P6 487 21 105% 422 -68 86% 909 95%
P7 521 -41 93% 535 -26 95% 1056 94%
P8 760 35 105% 697 1 100% 1457 103%
P9 953 -41 96% 951 -40 96% 1904 96%
P10 1015 13 101% 997 -2 100% 2012 101%
P11 623 -22 97% 623 -21 97% 1245 97%
P12 467 -7 99% 476 3 101% 943 100%
P13 450 -27 94% 449 -29 94% 899 94%
P14 489 -28 95% 488 -29 94% 976 95%
P15 487 -8 98% 492 -4 99% 979 99%
P16 517 4 101% 315 3 101% 832 101%
P17 358 8 102% 271 28 112% 629 106%
P18 345 -9 97% 373 27 108% 718 103%
SB 139 7 105% 147 14 111% 286 108%
=misurato/as built =misurato/as built 20494 99%
Figura 21 - tabella di sintesi delle reazioni vincolari al termine del calaggioGiornate Nazionali di Saldatura - 11 13
5. IL COLLAUDO E IL MONITORAGGIO IN ESERCIZIO
L’opera è stata collaudata dinamicamente e staticamente, ai sensi delle vigenti Norme Tecnice per le
Costruzioni.
Per il collaudo dinamico si è proceduto a una analisi modale operativa (OMA) con l’ausilio di tromografi triassiali
Tromino® sincronizzati a velocimetri monoassiali opportunamente posizionati sulle campate. Grazie alla
misura delle vibrazioni indotte dai microtremori naturali (vento, traffico, attività produttive nelle vicinanze) è
stato possibile verificare la rispondenza dei modi di vibrare reali della struttura con quelli teorici. Un ulteriore
test di tipo dinamico per verificare eventuali spostamenti orizzontali a carico degli appoggi o delle pile è stato
eseguito con una prova di frenatura con 8 bilici a pieno carico che hanno percorso l’impalcato alla velocità di
50 km/h e, in corrispondenza di P9, hanno frenato sincronicamente fino all’arresto. La prova non ha
evidenziato alcuno spostamento apprezzabile a carico dei trasduttori posizionati sugli appoggi.
Per il collaudo statico sono stati utilizzati in tutto 56 bilici a 5 assi (motrice più rimorchio) caricati fino a 46
tonnellate e 4 moduli SPMT caricati a 130 tonnellate, per un totale di 12 prove (4 a momento negativo sulle
Pile 4, 10, 15 e Pila 3 della rampa, 7 a momento positivo sulle campate SPA-P1, P3-P4, P4-P5, P9-P10, P14-
P15, P2-P3 della rampa e una prova sull’innesto tra rampa e asse principale), prove durante le quali è stato
raggiunto il 100% della sollecitazione prevista in sede di Progetto. La singola prova tipica a momento positivo
ha richiesto 24 mezzi, per un totale di più di 1000 tonnellate, mentre per la prova a momento negativo della
Pila 10 ha richiesto 44 mezzi ripartiti sulle due campate adiacenti. Gli SPMT sono stati utilizzati sulle campate
della rampa dove la ridotta larghezza della piattaforma stradale avrebbe consentito di posizionare un numero
di bilici insufficiente a raggiungere la sollecitazione da verificare. Gli abbassamenti misurati sono stati
pienamente rispondenti ai valori attesi, pari a circa 2,00 cm di inflessione nelle campate da 50 m e 8,00 cm
per quelle da 100 m.
Figura 22 - i mezzi in preparazione per una delle prove di collaudo statico
Per le attività di collaudo e monitoraggio, completano il panorama delle strumentazioni utilizzate i sensori
estensimetrici installati sulla carpenteria metallica in mezzeria delle campate P3-P4 e P9-P10 e delle pile 4,
10 e 15 e le barrette estensimetriche annegate nel calcestruzzo della soletta delle medesime pile sopra
riportate e sulla pila 3 della Rampa.Giornate Nazionali di Saldatura - 11 14
Figura 23 – rappresentazione schematica dei punti monitorati sulle campate di prova (in alto), dettaglio su
pila 10 e legenda (in basso)
Questa fitta rete di sensori fa confluire i dati in un apposito server all’interno di un edificio situato in prossimità
della spalla di Ponente, la centrale di sorveglianza dell’impalcato, dove in tempo reale sono raccolte tutte le
informazioni ricevute e in caso di anomalia o malfunzionamento il sistema automatizzato (SCADA, Supervisory
Control and Data Acquisition) procede a diramare l’allerta al gestore dell’infrastruttura.
Grazie a questo impianto, sviluppato da Cetena e Seastema, società del gruppo Fincantieri, durante tutta la
vita dell’opera sarà possibile verificare e visualizzare in continuo l’evoluzione dello stato tensionale e
deformativo dell’impalcato consentendo nel tempo di mantenere la struttura costantemente monitorata in
maniera semplice ed affidabile.
L’infrastruttura di monitoraggio è completata da una coppia di robot con bracci telescopici muniti di sensori e
sistemi ottici ad alta risoluzione che, periodicamente e in autonomia, sono in grado di muoversi lungo il bordo
ponte e ispezionare l’intradosso dell’impalcato.
Figura 24 - il robot-inspection sul lato Sud dell'impalcatoGiornate Nazionali di Saldatura - 11 15
I dati ricevuti dal robot, un progetto dell’Istituto Italiano di Tecnologia e sviluppato da Camozzi Group, sono
elaborati automaticamente nella centrale di sorveglianza e grazie ad un algoritmo predittivo saranno in grado
di individuare con tempestività eventuali zone di ammaloramento, consentendo di agire con interventi mirati di
manutenzione preventiva.
6. UN LAVORO CORALE
Dopo poco meno di due anni dalla data della tragedia, il 3 agosto 2020 sul nuovo ponte si è tenuta la cerimonia
di inaugurazione alla presenza del Presidente della Repubblica e delle autorità, sotto un beneagurante
arcobaleno, e alle 22 del giorno successivo l’opera è tornata ad essere aperta al traffico.
Un lavoro che è stata la migliore manifestazione delle competenze italiane e dello spirito di sacrificio di tutti
coloro che hanno dato tutto il possibile per rimarginare una ferita che non si sarebbe dovuta aprire mai.
7. RIFERIMENTI
1. Ponte San Giorgio di Genova la realizzazione di un’opera iconica, S.Dal Zotto, V.Cardella, A.Morbin,
L.Sartori, M.Raccagni, G.Sarcina, F. Poltronieri, Costruzioni Metalliche Lug/Ago2020
2. La saldatura di prefabbricazione e montaggio del viadotto San Giorgio, F.Baiardo, D.Castagnola
Sternini, Costruzioni Metalliche Lug/Ago2020
3. Il nuovo ponte San Giorgio a Genova: le fasi costruttive e la loro analisi numerica, F.Brancaleoni,
F.Caiulo, S.Dal Zotto, M.Raccagni, L.Sartori, Digital Modelling n.30Puoi anche leggere