Perché misurarla e linee guida per la sua valutazione - Meccanica News
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

FOCUS
L. Montesano, M. Tocci, L. Girelli, A. Pola - Dipartimento di Ingegneria Meccanica e Industriale, Università degli Studi di Brescia
RESISTENZA A CAVITAZIONE
DI LEGHE DA FONDERIA:
perché misurarla e linee
guida per la sua valutazione
T
LA RESISTENZA A CAVITAZIONE ra i fenomeni di danneggiamen- normativa che descrive in dettaglio come
to a usura, la cavitazione non è ricreare questo tipo di fenomeno per va-
PUÒ ESSERE UN PARAMETRO
certo quello più noto. Esso, infat- lutare le prestazioni di un componente.
INTERESSANTE DA VALUTARE, ti, si verifica solo in alcune con- Come buona parte dei test di laboratorio,
DATI I NUMEROSI COMPONENTI dizioni, ovvero in presenza di un anche quello descritto dalla ASTM G32 è
CHE POSSONO SOFFRIRE fluido e di importanti variazioni piuttosto distante da quanto possa verifi-
DI QUESTO FENOMENO locali di pressione. La cavitazio- carsi in esercizio ma, come peraltro ripor-
ne è legata al collasso di bolle tato nella prima sezione della norma, è in
DI DANNEGGIAMENTO.
di gas presenti nel fluido a cau- grado di riprodurre un meccanismo di dan-
PERTANTO, SI FORNISCONO sa della pressione e, per questo, è molto neggiamento di base similare. In dettaglio,
ALCUNE INDICAZIONI UTILI PER studiata in componenti quali turbine, eliche nel metodo è descritto come ricreare un
L’ESECUZIONE DEI TEST E ALCUNI o tubazioni. Va sottolineato che anche talu- danneggiamento per cavitazione sulla su-
SPUNTI DI INTERPRETAZIONE ni componenti per automotive sono spes- perficie di un campione, sottoposto a vi-
DEI DATI CHE SI POSSONO so in contatto con liquidi in movimento e brazioni ad alta frequenza. Questo produ-
le vibrazioni generate dai motori possono ce la formazione e il collasso di bolle sulla
OTTENERE, NONCHÉ I PRINCIPALI causare variazioni locali di pressione tali da superficie del campione all’interfaccia con
RISULTATI OTTENUTI IN innescare il fenomeno. Solitamente que- il liquido inducendo un danneggiamento
DIVERSI LAVORI SCIENTIFICI sta non è la causa del cedimento del com- per erosione che si traduce in perdita di
CHE SI SONO CONCENTRATI ponente, ma la conoscenza del fenomeno materiale dal campione stesso. La misura
SULLA VALUTAZIONE può senz’altro essere utile per ottimizzare del materiale asportato nel tempo permet-
la progettazione dei condotti e, più in ge- te la valutazione dell’entità del fenomeno.
DELLA RESISTENZA A
FONDERIA mar zo 2018
nerale, le geometrie dei pezzi, nonché per Senza entrare troppo nei dettagli tecnici
CAVITAZIONE IN FUNZIONE la scelta della lega più idonea. descritti ampiamente nella normativa, per
DELLA MICROSTRUTTURA, l’esecuzione di queste prove è necessa-
COMPOSIZIONE CHIMICA E Metodo per la misura alla rio uno strumento in grado di produrre e
TRATTAMENTO TERMICO resistenza alla cavitazione [1] trasmettere ultrasuoni o ad un campione
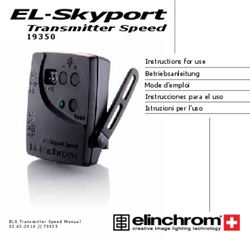
Le condizioni necessarie per innescare la cilindrico fissato allo strumento (metodo
DI GETTI IN DIVERSI LEGHE cavitazione su un componente reale sono diretto, Figura 1a), oppure al liquido nel
METALLICHE. complesse; tuttavia, esiste una specifica quale è posizionato un campione ad una
8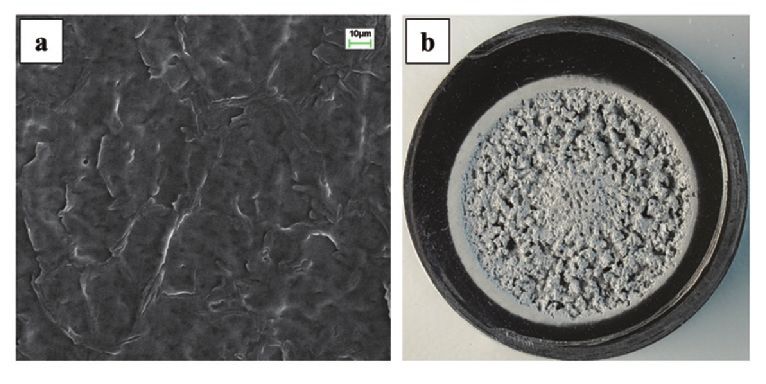
distanza precisa dallo strumento a ultra-
suoni (metodo indiretto, Figura 1b). Per
questo si utilizza una strumentazione ana-
Cavo di collegamento al
loga a quella schematizzata in Figura 1, generatore
nella quale la vibrazione del materiale pie-
Sede delle pastiglie
zoelettrico, controllata in ampiezza e fre- piezoelettriche
quenza dal generatore, si trasmette lungo
la guida d’onda fino al provino posizionato Guida d’ onda
all’estremità opposta. La punta vibrante e
il campione devono quindi essere immersi
in un fluido (generalmente acqua distillata, Guida d’ onda
Campione
ma anche un liquido corrosivo per valutare Alloggiamento
un danneggiamento combinato) mante- campione
nuto a temperatura costante. La vibrazio- Fluido di prova a
ne della punta causerà la formazione e il temperatura costante
collasso di bolle di gas sulla superficie del b
campione sul quale si verificherà un pro- Campione
gressivo danneggiamento all’aumentare
del tempo di prova, che viene misurato a
interrompendo periodicamente il test.
Partendo da questo dato, la normativa
suggerisce come ricavare diverse gran-
dezze rappresentative del processo, utili
per poter confrontare il comportamento di Figura 1 - Schema dell’attrezzatura di prova: (a) metodo diretto e (b) metodo indiretto
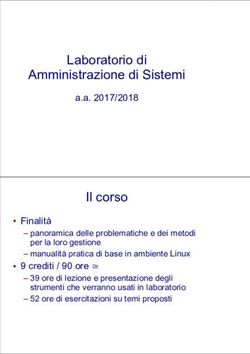
diversi materiali. In particolare, da un gra-
fico perdita di peso Vs tempo (Figura 2) si nito il tempo di incubazione nominale come tempo considerato.
possono determinare: l’intersezione tra l’asse dei tempi e la retta - Velocità di erosione: rappresen-
- Tempo di incubazione: rappresen- che descrive il tratto a massima pendenza ta la velocità del fenomeno. È calcolata
ta in tempo necessario perché il fenomeno della curva perdita di peso vs tempo. come il rapporto tra l’erosione cumulata e
cavitativo generi perdita di materiale della - Erosione cumulata: è la quantità il tempo considerato.
superficie del campione. Viene quindi defi- di materiale erosa dall’inizio del test fino al - Profondità media di erosione
(MDE): è lo spessore di materiale media-
mente eroso dalla superficie del campio-
ne. Viene calcolato il volume asportato di-
Perdita di peso Vs tempo videndo l’erosione cumulata per la densità
30.0 del materiale. MDE è quindi il rapporto tra
il volume asportato e l’area del campione.
25.0
Perdita di peso [mg]
Tratto con velocità
Questo valore risulta particolarmente uti-
di erosione costante
20.0 le per il confronto tra materiali caratteriz-
Tempo zati da diversa densità.
15.0 d’ incubazione Diminuizione della
velocità di erosione Il test può durare diverse ore e viene rac-
comandato nella norma di proseguirlo
10.0
FONDERIA m arz o 2018
fino a quando la velocità di erosione dimi-
nuisce, dopo aver raggiunto il suo massi-
5.0
mo.
0.0 Durante il test, oltre a misurare la perdita
0 1 2 3 4 5 6 7 8 di peso, è possibile analizzare la superficie
Tempo [h] danneggiata per capire lo sviluppo del pro-
cesso erosivo e l’effetto della microstrut-
Figura 2 - Esempio di curva perdita di peso Vs tempo tura sulla morfologia del danneggiamento.
9FOCUS
Esempi applicativi
Vengono ora riportati alcuni casi di studio
relativi alla cavitazione di diverse leghe da
fonderia, sviluppati presso l’Università de-
gli Studi di Brescia. Grazie a queste prove
è infatti possibile valutare l’influenza di
alcuni parametri di processo e di caratte-
ristiche dei materiali quali la microstrut-
tura, il tenore di intermetallici, effetto del
trattamento termico e della tecnologia di
produzione, a parità di lega, oppure con-
frontare la risposta di materiali tradizionali
con quella di leghe innovative destinati
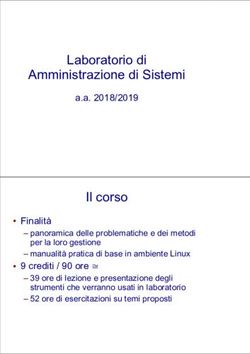
alle medesime applicazioni. Figura 3 - Area di prova (a) analisi ad alto ingrandimento dopo 2 minuti di test: sono chiaramente visibili le
Il meccanismo di danneggiamento per le placchette di silicio in rilievo e (b) analisi macrografica al termine del test
leghe di alluminio è fortemente legato alla
microstruttura del materiale. In generale marginale nella resistenza del materiale, in dendriti, con conseguente rallentamento
si assiste ad una fase iniziale, di incubazio- particolare nelle fasi iniziali del processo. della propagazione del danneggiamento e
ne, nella quale il collasso delle bolle sulla Ad esempio è stato dimostrato che il trat- riduzione della perdita di peso del mate-
superficie del materiale produce una de- tamento ad ultrasuoni (US) del metallo li- riale nel tempo. Dall’analisi delle superfici
formazione plastica della superficie stes- quido migliora la resistenza a cavitazione e delle sezioni trasversali dei campioni a
sa, concentrandosi principalmente sulla delle leghe di alluminio, in quanto genera fine prova, infatti, sono state identificate
fase primaria che risulta essere la meno una importante variazione microstruttu- meno cricche e cavità meno profonde
resistente. L’analisi al microscopio dell’a- rale. Come noto, applicando ultrasuoni al nei campioni con microstruttura pseudo-
rea esposta alla cavitazione presenta metallo liquido in fase di solidificazione, globulare [2].
quindi l’eutettico e le fasi intermetalliche è possibile modificare la morfologia della Altri studi condotti sempre su leghe della
in rilievo (Figura 3a). fase primaria nelle leghe di alluminio da famiglia Al-Si hanno mostrato che è possi-
All’aumentare del tempo la deformazione dendritica a globulare (tanto da essere bile modificare la resistenza a cavitazione
si accumula e progressivamente porta usato come sistema per la preparazione agendo sulla presenza di fasi secondarie,
alla formazione di cricche e distacchi di di leghe da semisolido), affinare il silicio senza alterare in modo rilevante la mor-
materiale e, quindi, ad una perdita di peso eutettico e omogeneizzare la distribuzio- fologia della fase primaria. Ad esempio,
misurabile. Al termine della prova, i cam- ne del soluto in lega. Uno studio condot- si è osservato che un maggiore tenore di
pioni presentano cavità e crateri di grandi to sulla lega AlSi7Mg ha mostrato che silicio in lega, che si traduce in una mag-
dimensioni distribuiti omogeneamente la maggiore resistenza a cavitazione del giore quantità di eutettico, porta ad un
sulla superficie di test, come riportato in materiale trattato ad US è imputabile in miglioramento delle performance della
Figura 3b. particolare alla minore interconnessione lega in quanto il Si risulta un costituente
La microstruttura gioca quindi un ruolo non tra i globuli rispetto a quanto avviene tra le meno debole rispetto alla fase primaria.
Analogamente, la presenza di interme-
tallici base Fe, preferibilmente di forma
complessa, porta a benefici in termini di
incremento di prestazioni a cavitazione.
In dettaglio, questi rinforzano il materiale
FONDERIA m arz o 2018
e sono difficilmente scalzati dal processo
erosivo, data la loro buona adesione ed in-
terconnessione con la matrice [3, 4].
In diversi lavori, inoltre, si riporta che il
trattamento termico T6 incrementa la resi-
stenza a cavitazione delle leghe di allumi-
nio, in quanto porta ad un aumento della
Figura 4 - Microstruttura della lega ottenuta tramite (a) additive manufacturing e (b) tramite colata in conchiglia durezza del materiale. Il legame tra durez-
10za e resistenza a cavitazione, sebbene sia
stata osservata per diverse composizioni,
Velocità di erosione [mm3/h]
non risulta chiaro e lineare e, perciò, non è 2.5
possibile stabilire una relazione precisa tra
le due grandezze [2, 4].
2.0
A parità di lega è stato studiato anche l’ef-
fetto della tecnologia produttiva, che indu-
ce una diversa microstruttura (Figura 4). 1.5
Per questo è stato confrontato il compor-
tamento di campioni ottenuti da getti colati
1.0
in conchiglia con analoghi campioni ricava-
ti tramite additive manufacturing (AM) in
lega AlSi10Mg. Come noto, questa tecno- 0.5
logia emergente premette di creare pezzi
dalla geometria complessa, caratterizzati 0.0
da una microstruttura estremamente fine, ZA27 ALZEN305 ZnAll5culMg
sebbene con una porosità distribuita (Fi-
gura 4a). A seguito di queste specifiche
Figura 5 - Velocità di erosione delle leghe analizzate
caratteristiche, i pezzi ottenuti via AM, a
parità di composizione della lega, rispon-
dono diversamente ai trattamenti termici ingranaggi e, appunto, cuscinetti. D’altra hanno permesso di comprendere questo
rispetto all’analogo colato e presentano parte, la ricerca è ancora attiva per otti- comportamento. Anche per questi ma-
proprietà meccaniche differenti. Per quan- mizzare le composizioni esistenti e svi- teriali, così come osservato per le leghe
to riguarda le performance a cavitazione, lupparne di nuove. Tra queste è emersa di alluminio, la fase primaria risulta meno
per esempio, si osserva una resistenza la lega ZnAl15Cu1Mg. Dato il loro campo resistente delle seconde fasi e, quindi, la
nettamente superiore per i campioni AM applicativo, risulta interessante analizzare struttura della ZA27 e dell’Alzen, composta
rispetto a quelli ottenuti tramite il processo e comparare la resistenza a usura e a ca- essenzialmente da dendriti di fase prima-
tradizionale, legata alla maggiore durezza, vitazione dei materiali di recente sviluppo ria, offre una scarsa resistenza al danneg-
dovuta principalmente alla microstruttura comparandole con le performance delle giamento. Al contrario, la presenza dell’eu-
estremamente fine, nonché all’elevata leghe tradizionali. tettico nella ZnAl15Cu1Mg garantisce una
omogeneità microstrutturale. Contraria- Da uno studio effettuato è emerso che la velocità di erosione inferiore (Figura 5).
mente ai pezzi colati, invece, si è notato nuova composizione resiste meglio a ca-
un peggioramento del comportamento vitazione di ZA27 e Alzen 305, nonostan- Ringraziamenti
in seguito ai trattamenti termici, a causa te la sua durezza inferiore. L’analisi della Gli autori ringraziano D. Paderno per la
di un aumento delle dimensioni delle po- microstruttura e dell’evoluzione del dan- messa a punto del set up di prova e per le
rosità esistenti dovuto al mantenimento neggiamento durante i test di cavitazione foto dei campioni danneggiati.
ad alta temperatura [5], abbinata ad un in-
grossamento della microstruttura.
Un altro esempio applicativo interessante
Bibliografia
riguarda le leghe di zinco per cuscinetti [6]. 1. ASTM. ASTM G32. Standard test method for cavitation erosion using vibratory apparatus.
2010.
Come noto, questi componenti lavorano
2. Pola, A.; Montesano, L.; Tocci, M.; La Vecchia, G. M. Influence of ultrasound treatment on
in bagno d’olio e cambiamenti nel cari- cavitation erosion resistance of AlSi7 alloy. Materials 2017, 10 (3), 256.
FONDERIA m arz o 2018
co applicato possono generare variazioni 3. Tocci, M.; Montesano, L.; Pola, A.; La Vecchia, G. M. Evaluation of cavitation erosion
locali di pressione e innescare fenomeni resistance of Al-Si casting alloys: effect of eutectic and intermetallic phases. Frattura ed
cavitativi. Nell’ambito delle leghe di zinco, Integrità Strutturale 2018, 43, 218-230.
4. Gottardi, G.; Tocci, M.; Montesano, L.; Pola, A. Cavitation erosion behaviour of an innovative
oltre alle note Zamak, esistono altre leghe
aluminium alloy for Hybrid Aluminium Forging. Wear 2018, 394-395, 1-10.
come la ZA27 o quelle della famiglia Al- 5. Girelli, L.; Tocci, M.; Montesano, L.; Gelfi, M.; Pola, A. Investigation of cavitation erosion
zen, che sono leghe da fonderia utilizzate resistance of AlSi10Mg alloy for additive manufacturing.
per le loro ottime proprietà tribologiche e 6. Montesano, L.; Pola, A.; La Vecchia, G. M. Cavitation-erosion resistance of three zinc-
impiegate in applicazioni come bronzine, aluminum alloy for bearing application. Metallurgia Italiana 2016, 108 (11), 25-30.
© RIPRODUZIONE RISERVATA
11Puoi anche leggere