Kapp niles programma produttivo - Macchine Utensili Procedimenti - Europages
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

kapp niles Programma produttivo Macchine ∙ Utensili ∙ Procedimenti
INDICE DEI CONTENUTI
KAPP NILES in uno sguardo KAPP NILES
Pagine 4 – 5
Metodi produttivi
Pagine 6 – 7
KX 100 / 260 DYNAMIC
Pagine 8 – 9
KX 160 / 260 TWIN
Pagine 10 – 11
KX 300 P
Pagine 12 – 13
KX 500 FLEX
Pagine 14 – 15
ZX 630 - 1250
Pagine 16 – 17
KX 1
Pagine 18 – 19
WEISSER-KAPP MultiCELL
Pagine 20 – 21
ZE 400 - 800
Pagine 22 – 23
VX 55 / 59
Pagine 24 – 25
ZP 10 - 80
Pagine 26 – 27
RX 120
Pagine 28 – 29
RX 55 / 59
Pagine 30 – 31
GAS / GIS / HGS
Pagine 32 – 33
ZP B
Pagine 34 – 35
ZP I/E
Pagine 36 – 37
ZP E/I
Pagine 38 – 39
Assistenza tecnica
Pagine 40 – 41
Utensili
Pagine 42 – 43
2 3
kapp niles
precisione in movimento
KAPP NILES è conosciuto nel mondo come Ogni soluzione di sistema viene ottimizzata Tipologie di pezzi Metodi di lavorazione
costruttore di macchine e utensili per la ret- da specialisti sulle esigenze delle singole ri- • Ruote e alberi dentati • Rettificatura a generazionea vite
tificatura di dentature e profili. Circa 800 chieste del cliente e continuamente ottimiz- • Profili simili a dentature • Rettificatura a profilo
dipendenti altamente specializzati rap- zate durante tutto il loro ciclo vita. • Rotori per compressori • Rettificatura di fori e di piani abbinata alla
presentano una forza innovatrice e una • Viti a ricircolo di sfere rettificatura della dentatura
competenza imprenditoriale in crescita da Macchine ed utensili di KAPP NILES garan- • Viti
115 anni. tiscono simultaneamente precisione ed eco- • Pistoni rotanti Opzioni
nomicità nella produzione di pezzi con ele- • Pompe a vite • Ravvivatori integrati per mole a vite ed a
KAPP NILES è un partner tecnologico per le vate aspettative. In sei siti sono disponibili • G- Rotori profilo
aziende automobilistiche, aeronautiche, per sul posto, per tutti i mercati principali, le co- • Rotori per movimentazione ali • Integrazione di sistemi di misurazione di
l’industria dei compressori, energia ed eo- noscenze e la qualità „Made in Germany“. dentature e di profili compresi di siste-
lico, ferroviario, estrazione e navale . Mac- Via terra, via mare, via cielo, in questo modo Concetto degli utensili mi misurazione per la compensazione de-
chine, utensili e soluzioni tecnologiche KAPP KAPP NILES porta e muove i propri concetti • Mole non ravvivabili con ricopertura in gli errori
NILES lavorano ingranaggi e profili con pre- e prodotti di precisione ai propri clienti. CBN o diamante • Cicli di rettificatura per realizzare le modi-
cisioni millesimali e fino a diametri di otto • Mole ravvivabili mole a legante ceramico fiche dente richieste
metri. con corndone, SG o CBN • Sistemi di carico flessibili per la lavorazio-
• Molette o ruote dentate ravvivatrici con o ne automatizzata
senza ravvivatura di testa per ravvivatura
flessibile o specifica al pezzo
4 5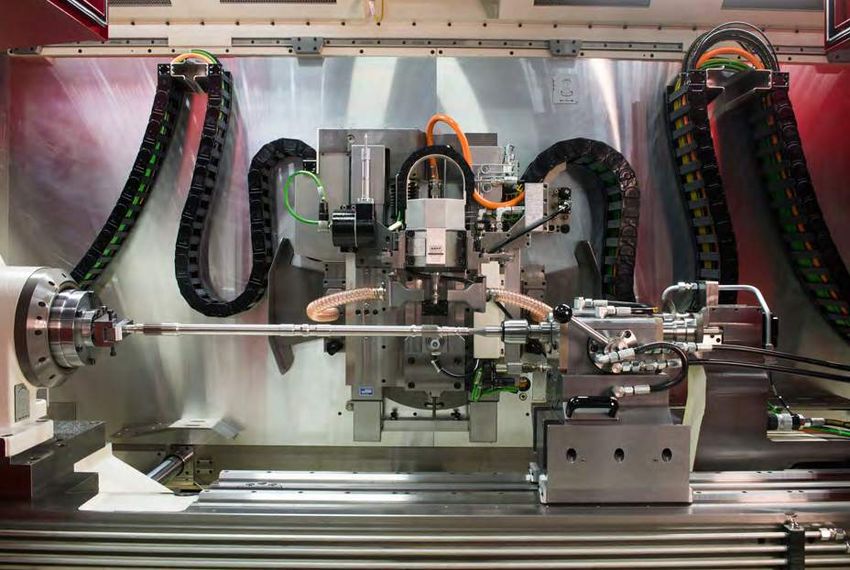
METODI PRODUTTIVI Rettifica a profilo Rettfica a vite Rettifica di fori
I vostri pezzi – le nostre soluzioni di sistema
Dentature esterne
Mole non
ravvivabili
Dentature esterne
e profili esterni
Mole
ravvivabili
Profili esterni
Rotori
Mole non
ravvivabili CBN
Dentature interne
e profili interni
Mole non
ravvivabili CBN
Pezzi
Mole
ravvivabili
Mole non ravvi-
Dentature interne vabili
e profili interni
Mole
avvivabili
6 7
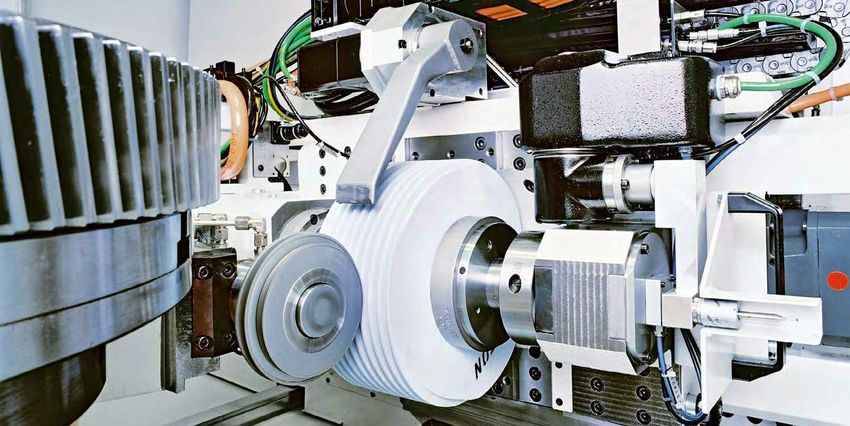
KX 100 / 260 DYNAMIC
Centro di rettificatura
• Rettificatura di generazione a vite di dentature
• Impiego nelle lavorazioni di medie e grosse serie
• Ridotti tempi di attrezzaggio e limitata area di ingombro
• Concetto Pick-Up
• Mole ravvivabili
• Caricatore integrato
Concetto macchina Controllo e software
La KX 100 DYNAMIC e la KX 260 DYNAMIC Come controllo macchina si utilizza il Sie-
sono una versione aggiornata della già rea- mens Sinumerik 840 D. I menù guidati sem-
lizzata versione multimandrino KX 160 TWIN. plificati per l’operatore sono stati sviluppati
Il brevettato concetto permette di minimiz- da KAPP NILES sulle specifiche esigenze dei
zare sia i tempi intermedi di processo che i compiti di rettificatura.
tempi di attrezzamento. Con la funzione di
caricamento pezzi integrata e l‘opzione per Sistema di misurazione
il cambio automatico delle attrezzature por- Il sistema di misurazione opzionale permet-
tapezzi questa concezione macchina dà la te la misurazione e definizione delle carat-
soluzione perfetta per le produzioni di medie teristiche più rilevanti della dentatura. Que-
e grosse serie. sta funzione viene utilizzata per ottimizzare
il processo di attrezzamento in particolare
La KX 100 DYNAMIC dispone di due separate per evitare ed eliminare i tempi di attesa di
colonne rotanti integrati, la KX 260 DYNAMIC misurazioni esterne e per fare misurazioni di
di una. Su queste sono inseriti gli assi pick-up prova casuali durante la produzione.
mobili in verticale, ognuno munito di un
mnadrino porta pezzi. Durante la rettificatu- Automazione
ra di un pezzo l‘altro asse pick-up depone il Il vantaggio principale del concetto mac-
pezzo già rettificato e si carica il nuovo pez- china è l’integrazione completa delle funzi-
zo da rettificare sul mandrino. La fasatura oni di automazione che permettono di ca-
della dentataura avviene fuori dall‘area di ricare e scaricare i pezzi da un magazzino a
lavoro in modo che la rotazione del pezzo banda. Sono realizzabili ulteriori funzioni
venga accelerata ai giri di lavoro durante la come la centrifugazione e la cernita dei
rotazione nell‘area di lavoro. In questo modo pezzi misurati.
i tempi intermedi vengono ridotti al minimo.
La funzione opzionale asse multi funzione
permette la cernita dei pezzi da misurare o
da controllare.
Come metodo di lavorazione si usa esclusi-
vamente la rettificatura continua a vite con
Tipo max. diametro Campo di modulo max. fascia dente max. angolo
di testa [mm] [mm] [mm] di elica [gradi] mole ravvivabili. Si possono utilizzare speci-
fici rulli ravvivatori con ravvivatura di testa
KX 100 DYNAMIC 125 0,5 – 3,0 80 ± 35 integrata e anche la ravvivatura flessibile-
KX 260 DYNAMIC 260 0,5 – 5,0 100 ± 45 con piattina cilindratrice. L‘opzione rettifica-
tura topologica a vite permette di rettifica-
re dentature senza o con lo svergolamento
controllato.
8 9
kx 160 / 260 twin
Centro di rettificatura
• Rettificatura di generazione a vite di dentature
• Impiego nelle lavorazioni di medie e grosse serie
• Minimi tempi intermedi
• Concetto a 2 tavole porta pezzi con torre girevole
• Mole ravvivabili e in CBN non ravvivabile
• Caricatori flessibili
Concetto macchina Il ravvivatore è spostato rispetto alle tavole
Basandosi su un sistema di costruzione mo- porta pezzi ed è montato anche lui sulla tor-
dulare le macchine KX 160 TWIN e KX 260 re rotante; viene portato sulla posizione di
TWIN sono state predisposte per rettificare a ravvivatura della mola dalla rotazione della
generazione continua con mole a vite ravvi- torre.
vabili. Con questo concetto macchina sono
particolarmente da notare i corti tempi in- Controllo e software
termedi raggiungibili. Come controllo macchina si utilizza il Sie-
mens Sinumerik 840 D. I menù guidati sem-
Le macchine del tipo KX TWIN si distinguono plificati per l’operatore sono stati sviluppati
dalle altre per l’alto volume produttivo e da KAPP NILES sulle specifiche esigenze dei
l‘elevata qualità nella rettificatura di medie e compiti di rettificatura.
di grandi serie di ruote e alberi dentati.
Sistema di misurazione
Il concetto contiene due identiche tavole Il sistema di misurazione opzionale permet-
porta pezzi poste in parallelo su una torre ro- te la misurazione e definizione delle carat-
tante che mentre viene rettificato un pezzo teristiche più rilevanti della dentatura. Que-
viene scaricato e caricato, compreso di fasa- sta funzione viene utilizzata per ottimizzare
tura, un nuovo pezzo sulla seconda tavola. I il processo di attrezzamento in particolare
tempi intermedi vengono così ridotti al mi- per evitare ed eliminare i tempi di attesa di
nimo. misurazioni esterne e per fare misurazioni di
prova casuali durante la produzione.
Un insieme di di dieci assi CN posizionano
pezzo e mola uno rispetto all’altro e guidano Automazione
in rettificatura i necessari movimenti degli Il concetto macchina è ottimizzato per il ca-
assi lineari e rotanti. Anche la torre rotante ricamento automatico con una standardizza-
ed entrambe le contropunte sono assi CN. ta combinazione di banda di trasporto a pal-
Pezzo e mola sono azionati direttamente. lets e portale lineare. La versione dettagliata
viene proposta secondo gl i obiettivi dati dal
Il concetto macchina vede un ravvivatore cliente. Naturalmente si possono integrare
integrato per l’utilizzo di normali rulli ravvi- altri concetti di automazione, per esempio
vatori per mole cilindriche. sistemi a pallets o soluzioni con robot.
Tipo max. diametro Campo di modulo max. fascia dente max. angolo
di testa [mm] [mm] [mm] di elica [gradi]
KX 160 twin 170 0,5 – 4,5 520 ± 45
KX 260 twin 260 (280) 0,5 – 5 520 ± 45
10 11
kx 300 P
Centro di rettificatura
• Rettificatura a generazione a vite ed a profilo di dentature
• Utilizzo per rettificatura di prototipi e per grosse serie
• Configurazione flessibile
• Concetto di macchina verticale
• Mole ravvivabili e in CBN non ravvivabile
• Automazione individuale per cliente
Concetto macchina ruotano l’asse elica e guidano in lavorazione
Utilizzando un sistema costruttivo modulare i necessari assi lineari e rotatori. Pezzo e mola
in collegamento con l’uso di diversi utensili e sono azionati direttamente.
tecnologie di impiego si possono configurare
specifiche ottimali solu zioni di lavorazione. In questa configurazione macchina per l’uso
Sono possi bili i seguenti processi: di mole ravvivabili è integrato un ravvivatore
• Rettificatura continua a generazione a vite a profilo che viene automaticamente ruotato
• Rettficatura discontinua a proflio nell’area di lavoro. Con l’uso degli assi mac-
• Combinazione di entrambi i metodi china in ravvivatura si possono ravvivare in
modo flessibile e veloce sia mole cilindriche
Grazie al flessibile sistema modulare e al a vite che mole e a profilo.
caricamento flessibile le macchine KX 300
P sono adatte in egual misura per tutte le Controllo e software
caratteristiche di dentatura così come per Come controllo macchina si utilizza il Sie-
tutti i livelli di volume produttivo. mens Sinumerik 840D. I menù guidati sem-
plificati per l’operatore sono stati sviluppati
In questa questa gamma costruttiva vengono da KAPP NILES sulle specifiche esigenze dei
offerti diversi concetti utensile: compiti di rettificatura.
• Mole ceramiche ravvivabili per la lavorazi-
one flessibile di prototipi fino alle medie e Sistema di misurazione
grosse serie Il sistema di misurazione opzionale permet-
• Mole in CBN non ravvivabile per la rettfica- te la misurazione e definizione delle carat-
tura ad alta produttività di medie e grosse teristiche più rilevanti della dentatura. Que-
serie sta funzione viene utilizzata per ottimizzare
il processo di attrezzamento in particolare
Il mandrino porta mola contro supportato può per evitare ed eliminare i tempi di attesa di
montare più mole in modo da permettere la misurazioni esterne e per fare misurazioni di
suddivisione delle passate in uso sequenziale prova casuali durante la produzione.
di mole a sgrossare e a finire in unica presa
pezzo. Alternativamente si possono rettificare Automazione
più dentature in una unica presa pezzo. Oltre Nel concetto macchina sono disponibili ed
alla montata mola cilindrica a vite alternativa- integrabili diverse tipologie di automazione
Tipo max. Campo di modulo [mm] max. max.
diametro di testa Rettifica Rettifica fascia dente angolo di elica mente si possono montare una o più mole a di carico.
[mm] a vite a profilo [mm] [gradi] profilo in CBN. Un totale di sei assi CN posizi-
onano il pezzo e la mola uno rispetto all’altra,
KX 300 p 300 0,5 – 8 0,5 – 10 320 ± 45
12 13
kx 500 flex
Centro di rettificatura
• Rettificatura di dentature e profili speciali
• Utilizzo per rettificatura di prototipi e per grosse serie
• Chiare riduzioni dei tempi intermedi
• Torre porta tavola rotante
• Mole ravvivabili e in CBN non ravvivabile
• Caricamento manuale o automatizzato
Concetto macchina L’unità di ravvivatura può essere in versione
La brevettata KX 500 FLEX è basata su un si- a mandrino singolo o doppio. A seconda
stema costruttivo modulare che, in collega- della variante utilizzata possono essere rea-
mento con l’uso di diversi utensili e tec- lizzate diverse tecnologie di profilatura mole.
nologie di impiego, si può configurare su
specifiche ottimali soluzioni di lavorazione: Controllo e software
• Rettificatura continua a generazione a vite Come controllo macchina si utilizza il Sie-
• Rettficatura discontinua a proflio mens Sinumerik 840D. I menù guidati sempli-
• Combinazione di entrambi i metodi ficati per l’operatore sono stati sviluppati da
KAPP NILES sulle specifiche esigenze dei
La KX 500 FLEX è concepita per risolvere effici- compiti di rettificatura.
entemente ed economicamente diversi compiti
di rettificatura e gestire divergenti grandezze Sistema di misurazione
di lotti produttivi. Perciò è idonea sia per i Il sistema di misurazione opzionale permet-
pezzi singoli che per la rettificatura in serie di te la misurazione e definizione delle carat-
dentature ad elevato livello qualitativo. teristiche più rilevanti della dentatura. Que-
sta funzione viene utilizzata per ottimizzare
In questa gamma costruttiva vengono offerti il processo di attrezzamento in particolare
diversi concetti utensile: per evitare ed eliminare i tempi di attesa di
• Mole ceramiche ravvivabili per la lavorazi- misurazioni esterne e per fare misurazioni di
one flessibile di prototipi fino alle medie e prova casuali durante la produzione.
grosse serie
• Mole in CBN non ravvivabile per la ret- Automazione
tificatura ad alta produttività di medie e La KX 500 FLEX può essere caricata sia ma-
grosse serie e per rettificare dentature con nualmente che automaticamente. Una com-
criticità di piani di ingombro binazione standard a costi contenuti con
banda di trasporto a pallets e portale lineare
Il concetto macchina si basa su una tavola a è integrabile come anche una soluzione con
torre CN che monta integrati la tavola por- robot e sistema a pallets. Per il carico manu-
tapezzo, la contropunta e il ravvivatore. Il ale la tavola ruota di 90° verso l’operatore e
ravvivatore profila mole ravvivabili commer- per il carico automatico di 180° su una posi-
ciali; viene portato in posizione di ravviva- zione laterale.
Tipo max. Campo di modulo [mm] max. max.
diametro di testa Rettifica Rettifica fascia dente angolo di elica tura con la rotazione della torre. Vicino agli
[mm] a vite a profilo [mm] [gradi] assi normali sono a CN anche gli assi della
contropunta e della torre ruotante. Pezzo e
KX 500 flex 500 0,5 – 8 0,5 – 10 520 ± 45 mola sono azionati direttamente.
14 15
zx 630 - 1250
Centro di rettificatura di dentature
• Rettificatura a generazione a vite e a profilo di dentature
• Utlizzo flessibile per prototipi e grosse serie
• Carico manuale e automatizzato
• Dentature esterne cilindriche e coniche
• Maggiore produttività nei settori ferroviario, stampa ed
energia
Concetto macchina camento e per l‘attrezzamento ed è ottimale
La gamma ZX combina la rettificatura per il carico di pezzi pesanti con caricatore a
in continuo a vite e la rettificatura a profilo portale. Nello stesso momento il ravvivatore
discontinua in un‘unica macchina. Per tale può essere portato nel campo di lavoro per
scopo è ora disponibile una gamma di mac- permettere le ravvivatura della mola durante
chine che permettono un elevato salto pro- il carico del pezzo. Sono disponibili molte-
duttivo per diametri e moduli maggiori e nello plici metodi di ravvivatura - ravvivatura a fi-
stesso momento opportunità di maggiori anco doppio con ravvivatura di testa in con-
flessibilità. temporanea e la ravvivatura a fianco singolo
con ravvivatura di testa separata fino alla
La rettificatura a vite ad alta dinamica deri- ravvivatura topologica con rullo ravvivatore
va da una solida base di sviluppo. Tutti i raggiato.
componenti sono in ghisa grigia ad alto
smorzamento e di elevata rigidità. Il posizi- Controllo e software
onamento avviene su livellatori. La tavola è Come controllo si usa il Siemens 840 D. La
ampliamente dimensionata e può sostenere facilità di uso e il menù guidato sviluppato
elevati carichi. L’azionamento avviene con da KAPP NILES per le specifiche necessità
motore elettrico di alta precisione che offre dei compiti di rettificatura. Il software aiuta
una elevata precisione di posizionamento l’operatore nei suoi compiti. Consigli di uti-
anche nella rettificatura a profilo. lizzo come per esempio il cambio mola, ven-
gono visualizzati direttamente sul controllo.
La macchina con bancale unico si identifica Funzioni speciali aiutano la mola a riconos-
per la sua compattezza e buona operatività cere i riferimenti sul pezzo ed a trovare il ra-
nel carico manuale. L‘operatività si ha stando vvivatore.
sul piano pavimento permettendo una ele-
vata facilità di attrezzamento per la rettifi- Sistema di misurazione
catura di pezzi singoli, piccole e medie serie. Per la rettificatura flessibile è molto impor-
Il cambio dalla rettificatura a profilo a quella tante la misurazione in macchina. Proprio
a vite dura pochi minuti in modo da per- con moduli grossi si hanno distorsioni da
mettere la scelta adeguata del metodo di trattamento termico. Con la misurazione in
rettificatura. Il mandrino portamola soste- macchina vengono quantificati i valori delle
nuto su due lati dà elevata rigidità per un distorsioni per permettere di adattare la spe-
Tipo max. diametro di Campo di modulo [mm] Corsa max. angolo elica
testa [mm] Rettifica Rettifica [mm] [gradi] ottimale risultato di rettificatura. Per la ret- cifica tecnologia. Dopo la rettificatura del
a vite a profilo tificatura in serie di pezzi con grosso modulo pezzo il dispositivo viene utilizzato per valu-
viene offerta una variante con tavola tras- tare in macchina la raggiunta qualità. Que-
ZX 630 / 800 650 / 800 0,5 – 12 0,5 – 15 400 (520) ± 35 lante. Il pezzo sulla tavola potrà essere sto utilizzo riduce enormemente il processo
ZX 1000 / 1250 1.000 / 1.250 0,5 – 12 0,5 – 15 400 (520) ± 35 spostato fuori dall‘area di lavoro per il cari- di centraggio.
16 17
kx 1
Centro di rettificatura
• Rettificatura a generazione a vite ed a profilo di dentature
• Utilizzo nella rettficatura nella media a grossa serie
• Più dentature in unica presa
• Concetto orrizontale per la rettificatura di alberi
• Mole in CBN non ravvivabili
• Automazione specifica per il cliente
Concetto macchina Un totale di sei assi CN posizionano il pezzo
La particolarmente stabile e facilmente att- e la mola uno rispetto all’altra, ruotano la
rezzabile KX 1 permette sia la rettificatura a mola sull’angolo di incrocio e guidano in la-
generazione continua che anche la rettifica- vorazione i necessari assi lineari e rotatori.
tura a profilo discontinua. Pezzo e mola sono azionati direttamente.
Come metodo di rettificatura si utilizza prin-
La KX 1 è particolarmente concepita per la cipalmente la rettificatura a generazione
finitura di dentature esterne diritte e elicoi- continua con mole a vite cilindriche. In al-
dali nel campo della medie e grossa serie in ternativa si possono utilizzare anche mole in
particolare per la rettificatura di alberi. Di CBN a profilo singolo o multiplo per la retti-
base sono rettificabili pezzi finoa modulo ficatura completa del profilo.
10 mm con diametro di testa finoa 250mm
come anche fascie dente fino a 450 mm. Controllo e software
Differenti dati pezzi sono valutabili a ri- Come controllo macchina si utilizza il Sie-
chiesta. Orientandosi alla definizione dei mens Sinumerik 840 D. I menù guidati sem-
singoli compiti possono essere realizzate plificati per l’operatore sono stati sviluppati
specifiche soluzioni, per esempio la rettifica- da KAPP NILES sulle specifiche esigenze dei
tura di due dentature in unica presa pezzo. compiti di rettificatura.
Vengono utilizzate esclusivamente mole in
CBN non ravvivabili composte da un corpo Automazione
base in acciaio temprato con profilo base Nel concetto costruttivo della macchina
rettificato con applicazione del riporto di sono integrabili diversi dei sistemi di carica-
uno strato di CBN. mento disponibili. A seconda dei compiti
sono definibili soluzioni e composizioni di
Poichè il mandrino porta mola può montare approvvigionamento pezzi con funzioni ul-
più mole in CBN è possibile permettere la teriori abbinati al ciclo di caricamento auto-
suddivisione delle passate in uso sequenziale matico.
di mole a sgrossare e a finire in unica presa
pezzo. Alternativamente si possono rettificare
più dentature in una unica presa pezzo.
Tipo max. Campo di modulo [mm] max. max.
diametro di testa Rettifica Rettifica fascia dente angolo di elica
[mm] a vite a profilo [mm] [gradi]
KX 1 250 1–5 0,5 – 10 450 ± 45
18 19weisser-KAPP multicell
Tornitura dal duro/rettificatura / rettificatura di dentature
• Lavorazioni di finitura di ruote dentate
• Utilizzo nella media – grande serie
• Lavorazione delle superfici di riferimento e della dentatura
• Combinazione di lavorazioni grazie alla cella di produzione
• Mole ravvivabili
• Minima necessità di automatizzazione
Concetto macchina scarica il pezzo lavorato e ricarica quello da
La WEISSER-KAPP MultiCELL è un innova- rettificare sul mandrino. Gli assi multifunzi-
tivo centro di lavorazione di dentature per one permettono la centrifugazione in mac-
la finitura ad alta produttività di ruote den- china dei pezzi misurati o da controllare.
tate. Dentro questa cella sono accoppiate
le lavorazioni WEISSER di tornitura sul duro Controllo e software
delle superfici di riferimento e la rettifica- Sia che per la UNIVERTOR AC-1 e la KX 100
tura KAPP della dentatura. Questa integrazi- DYNAMIC si utilizza il Siemens Sinumerik
one di processi porta con sè notevoli effet- 840 D. Il controllo della UNIVERTOR AC-1 è
ti di utilizzo nella produzione di media e di ampliato con maschere dedicate per le mac-
grossa serie. chine tornitrici / rettificatrici dedicate alla
facilità operativa. Il video con menu dedica-
La lavorazione delle superfici di riferimento to alla facilità operativa è stato sviluppato
con la tornitura sul duro o con la rettificatu- da KAPP NILES per le specifiche applicazioni
ra viene realizzata con una macchina WEIS- e compiti di lavorazione. Con l’inserimento
SER UNIVERTOR AC-1. Con la tornitura rota- dei necessari dati pezzo e tecnologia si pos-
zionale, che può essere anche utilizzata per sono fare in Editor modifiche del profilo,
tornitura esterna, interna o piana, si posso- modifiche elica, correzioni tecnologiche e
no ottenre, in comparazione con la tornitu- correzione assi.
ra sul duro convenzionale e la rettificatura,
dei tempi ampiamenti più brevi e con elimi- Automazione
nazione delle rigature eccellenti superfici. La L’automatizzazione del flusso materiale tra i
tornitura rotazionale permette normalmente due sistemi realizza importanti effetti di ra-
maggiori avanzamenti e velocità di taglio. zionalizzazione. Dopo la lavorazione delle
superfici di riferimento i pezzi vengono posti
I fianchi del dente vengono rettificati a vite su una banda e trasportati alla rettificatura
dalla rettficatrice KX 100 DYNAMIC. Con il della dentatura. Il concetto dei due mandri-
concetto pick-up a doppio mandrino questa ni pick-up integra tutte le funzioni di auto-
macchina è rivoluzionaria nel campo della matizzazione. Grazie al concetto di sistema
rettificatura di dentature. Due assi pick-up pick-up si possono scaricare / caricare i pez-
verticali entrambi muniti di mandrino porta zi dalla banda senza ulteriore impiego di at-
pezzo, sono posti su colonne separate. Men- trezzature di carico.
Tipo max. diametro Campo di modulo max. fascia dentatura max. angolo di
esterno [mm] [mm] [mm] elica [gradi] tre un mandrino rettifica l’altro asse pick-up
MultiCELL 125 0,5 – 3,0 80 ± 35
20 21ze 400 - 800
Rettificatrice a profilo per ingranaggi
• Rettificatura a profilo di dentature
• Ottimale spazio e accessibilità
• Azionamenti elettrici diretti e idrostatica opzionale
• Dentature esterne / interne e profili speciali
• Elevata flessibilità nei settori delle trasmissioni e nell‘ eolico
Concetto macchina spallamenti viene proposto un mandrino che
Le macchine rettificatrici a profilo per ingra- utilizza le mole più piccole.
naggi della gamma ZE vengono utilizzate
per la rettificatura di precisione di dentature Controllo e software
esterne e interne. Il concetto macchina è per Als Maschinensteuerung kommt die Siemens
l’alta qualità, lunga durabilità, ottima opera- Come controllo si usa il Siemens 840 D. La
tibilità e concetto cotruttivo compatto. facilità di uso e il menù guidato sono uno
sviluppo KAPP NILES per le specifiche neces-
Le macchine sono di base munite di impia- sità dei compiti di rettificatura. L’inserimento
nto di lubrorefrigerazione, ravvivatore, con- e la gestione dei dati pezzo avviene diretta-
tropunta, sistema di misurazione in mac- mente dal disegno pezzo comprese le corre-
china, dispositivo di bilanciatura e con una zioni richieste. Il software aiuta l’operatore
gamma di softwares per rettificare e misura- con l’attenzione alla decisione dei valori di
re profili ad evolvente. L’ottima accessibilità processo, nella loro scelta calcolando e pro-
grazie alle ampie porte e l’operatività dal pi- ponendo la quantità delle passate e degli in-
ano pavimento, permettono una elevata at- tervalli di ravvivatura. Nel pacchetto base
trezzabilità per lavorare pezzi singoli o pic- sono compresi programmi di centraggio e di
cole serie. Le macchine dispongono di una analisi come l’automatico inserimento nel
grossa tavola con profondo foro, azionata vano dente, la misurazione del contorno del
da un motore diretto. pezzo grezzo e l’analisi del sovrametallo e la
conseguente rettificabilità del pezzo. Il con-
Tutte le macchine della gamma ZE possono trollo può essere implementato con opzioni
essere attrezzate con dispositivi per rettifi- software per applicazioni speciali.
care dentature interne. A tale scopo vi sono
mandrini per interni standard per mole ra- Sistema di misurazione
vvivabili muniti di tastatore di misurazione Il sistema integrato di misurazione ad alta
ed anche mandrini per interni specifici per precisione è parte della macchina. Con le
dentature interne complicate. Per rettificare molteplici opportunità di centratura, di
dentature esterne sono disponibili diverse ti- analisi e di correzione viene permesso il
pologie di mandrini. controllo di tutte le dentature rettificate
grazie alla misurazione di tutti i loro princi-
Per la rettificatura ad alta produttività di pali dati. La valutazione può essere fatta se-
Tipo max. diametro di max. modulo Corsa max. angolo di
testa [mm] [mm] [mm] elica [gradi] pezzi con grossi moduli la macchina può es- condo DIN e AGMA anche con l’attenzione
sere munita di maggiore potenza, di mandri- alle modificazioni.
ZE 400 / 500 400 / 500 15 / 20 / 25 400 - 45 / + 120 ni potenziati e azionamenti ottimizzati per
ZE 630 / 800 650 / 800 15 / 20 / 25 600 - 45 / + 120 maggiori velocità degli avanzamenti. Per la
lavorazione di speciali piccoli pezzi con
22 23VX 55 / 59
Rettificatrice a profilo di dentature
• Rettificatura di dentature e profili speciali
• Impiego per prototipi e lavorazione in piccole serie
• Rettificatura di particolari con geometrie complesse
• Concepita per dentature interne ed esterne
• Mole ravvivavibili e in CBN non ravvivabili
Concetto macchina Le macchine VX sono configurate per l’uso di
Tutte le macchine rettificatrici a profilo per mole ravvivabili e dispongono di un disposi-
dentature della tipologia VX si basano su un tivo di ravvivatura integrato che a mezzo del
principio modulare che permette l’utilizzo di controllo e degli assi della macchina realizza
diverse tecnologie di mole. Tutte le varianti tutti i profili richiesti. La combinazione tra il
sono configurate solo per la rettificatura a sistema di misurazione ed il ravvivatore a
profilo. profilo permette inoltre la lavorazione au-
tomatica secondo la definite strategia SMS
Le macchine del tipo VX sono particolarmente (Rettificatura-Misurazione-Rettificatura).
adatte quando sono richieste alte prestazio- Dopo l’inserimento dei dati della dentatura
ni e alta qualità finale della dentatura. Sulla si generano automaticamente su tale basi i
base di dispositivi di rettificatura intercam- programmi di ravvivatura e di rettìficatura.
biabili, sulle macchine di questa tipologia si
possono rettificare sia dentature esterne che Controllo e software
interne, diritte ed elicoidali come anche altri Come controllo macchina si utilizza il Sie-
profili. mens Sinumerik 840 D. I menù guidati sem-
plificati per l’operatore sono stati sviluppati
Sono proposti i seguenti concetti di utensile: da KAPP NILES sulle specifiche esigenze dei
• Mole ceramiche ravvivabili per la realizza- compiti di rettificatura. Dall’inserimento dei
zione flessibile di prototipi necessari dati pezzo e di tecnologia con un
• Mole CBN non ravvivabili per la lavorazio- editor dedicato si possono ottenere modi-
ne in serie ad alta produttività fiche del profilo e dell’elica, correzioni alla
tecnologia e delle posizioni degli assi.
Poiché la testa di rettificatura porta due
mandrini di rettificatura intercambiabili è Sistema di misurazione
possibile la divisione di rettificatura sequen- Il sistema di misurazione opzionale permet-
ziale in sgrossatura e finitura in unico piaz- te la misurazione e definizione delle carat-
zamento del pezzo. Si possono così rettificare teristiche più rilevanti della dentatura. Que-
alternativamente due o più dentature in un sta funzione viene utilizzata per ottimizzare
unico piazzamento pezzo. il processo di attrezzamento in particolare
per evitare ed eliminare i tempi di attesa di
misurazioni esterne e per fare misurazioni di
Tipo max. diametro di max. lunghezza Campo del modulo max. corsa Campo di rotazione
prova casuali durante la produzione.
testa [mm] pezzo [mm] [mm] [mm] della testa [gradi]
vx 55 500 1.000 0,5 – 16 700 ± 90
vx 59 630 1.650 0,5 – 16 1.020 ± 90
24 25zp 10 - 80
Rettificatrice a profilo per ingranaggi
• Rettificatura a profilo di dentature
• Large guide ed elevata potenza
• Azionamenti elettrici diretti e idrostatica opzionale
• Dentature esterne / interne e profili speciali
• Elevata flessibilità nei settori marino ed aeronautico
Concetto macchina Controllo e software
Le macchine rettificatrici a profilo per ingra- Come controllo si usa il Siemens 840 D. La
naggi della gamma ZP vengono utilizzate facilità di uso e il menù guidato sono uno
per la rettificatura di precisione di denta- sviluppo KAPP NILES per le specifiche neces-
ture esterne e interne. Il concetto macchi- sità dei compiti di rettificatura. L’inserimento
na è per l’alta qualità, flessibilità e lunga du- e la gestione dei dati pezzo avviene diretta-
rabilità. Le macchine sono di base munite di mente dal disegno pezzo comprese le corre-
impianto di lubrorefrigerazione, ravvivatore, zioni richieste. Il software aiuta l’operatore
sistema di misurazione in macchina, dispo- con l’attenzione alla decisione dei valori di
sitivo di bilanciatura e con una gamma ele- processo, nella loro scelta calcolando e pro-
vata di softwares. Le macchine dispongono ponendo la quantità delle passate e degli in-
di una grossa tavola con profondo foro azio- tervalli di ravvivatura. Nel pacchetto base
nata da un motore diretto. Cuscinetti e guide sono compresi programmi di centraggio e di
idrostatiche opzionali permettono un posizi- analisi come l’automatico inserimento nel
onamento ottimale un elevato carico ed inol- vano dente, la misurazione del contorno del
tre una durata illimitata. Grazie alla moderna pezzo grezzo e l’analisi del sovrametallo e la
tecnica di azionamento e di controllo posso- conseguente rettificabilità del pezzo. Il con-
no essere rettificati applicazioni complesse trollo può essere implementato con opzioni
utilizzando l’interpolozione a 5 assi. software per applicazioni speciali.
Tutte le macchine della gamma ZP posso- Sistema di misurazione
no essere attrezzate con dispositivi per retti- Il sistema integrato di misurazione ad alta
ficare dentature interne. A tale scopo vi sono precisione è parte della macchina. Con le
mandrini per interni standard per mole rav- molteplici opportunità di centratura, di ana-
vivabili muniti di tastatore di misurazione ed lisi e di correzione viene permesso il controllo
anche mandrini per interni specifici per den- di tutte le dentature rettificate grazie alla
tature interne complicate. Per rettificare den- misurazione di tutti i loro principali dati. La
tature esterne sono disponibili diverse tipolo- valutazione può essere fatta secondo DIN e
gie di mandrini. AGMA anche con l’attenzione alle modifi-
cazioni.
Per la rettificatura ad alta produttività di
pezzi con grossi moduli la macchina può es-
Tipo max. diametro di max. modulo Corsa max. angolo di
testa [mm] [mm] [mm] elica [gradi] sere munita di maggiore potenza, di mandri-
ni potenziati e di azionamenti ottimizzati per
ZP 10 / 12 1.000 / 1.250 35 750 / 1.000 / 1.500 - 45 / + 120 le maggiori velocità degli avanzamenti. Per la
ZP 16 - 28 1.600 / 2.000 / 2.400 / 2.800 40 1.000 / 1.500 / 1.800 - 45 / + 120 lavorazione di speciali piccoli pezzi con spal-
lamenti viene proposto un mandrino che uti-
ZP 30 - 80 3.200 / 4.000 / 5.000 / 6.000 / 8.000 50 1.550 / 1.750 ± 40
lizza le mole più piccole. E‘ possibile una ver-
sione a due mandrini di rettificatura.
26 27rx 120
Rettificatrice per rotori
• Rettificatura a generazione a vite ed a profilo di rotori
• Utilizzo in produzione di serie
• Concetto per lavorazioni ad alta produttività
• Mole in CBN non ravvivabili
• + concetto di caricamento ottimizzato
• + sbavatura in contemporanea (opzione)
Concetto macchina Inoltre sono disponibili le seguenti opzioni:
Con lo sviluppo del brevetto della rettifica- • Fasatura di profili prelavorati con uso di
trice per rotori RX 120 per abbinamento alla sensore o di tastatore di misurazione solo
classica rettificatura a profilo si utilizza la ret- su un vano o su tutti i vani
tificatura a generazione continua a vite. La • Verifica della concentricità per il controllo
prerettfica del rotore avviene a scelta tra la della posizionamento sulla contropunta
rettificatura a vite ed a profilo discontinua e • Regolazione adattativa dell’avanzamento
la finitura a profilo discontinua. Con l’utilizzo dipendente dalla potenza applicata
delle combinazioni tra questi processi, rispet- sull’azionamento del mandrino portamo-
to alle esistenti macchine e processi si posso- la per evitare il sovracarico del processo di
no ottenere risparmi di tempo fino al 40%. rettificatura al superamento del valore del
sovrametallo
La rettificatrice per rotori KX 120 è stata svi-
luppata per il maggiore livello qualitativo ed Sistema di misurazione
una alta produttività sia nelle piccole che Il sistema di misurazione opzionale permet-
+
nelle medie serie di rotori per compressori te la misurazione e definizione delle carat-
e di altri profili. La RX 120 è concepita con teristiche più rilevanti della dentatura. Que-
azionamentoi diretti degli assi della mola e sta funzione viene utilizzata per ottimizzare
del pezzo per minimizzare i tempi intermedi il processo di attrezzamento in particolare
durante il processo di rettificatura. Il concet- per evitare ed eliminare i tempi di attesa di
to utensile prevede esclusivamente l’utilizzo misurazioni esterne e per fare misurazioni di
di mole in CBN non ravvivabile. prova casuali durante la produzione.
Controllo e software Automazione
Come controllo macchina si utilizza il Sie- La RX 120 viene implementata con un com-
mens Sinumerik 840 D. I menù guidati, sem- patto concetto di automazione che realizza
plificati per l’operatore, sono stati sviluppati un collegamento a basso costo per la sbava-
da KAPP NILES sulle specifiche esigenze dei tura in processo.
compiti di rettificatura.
Tipo max. diametro max. lunghezza del max. larghezza del max. profondità del max. lunghezza del
esterno [mm] profilo [mm] profilo [mm] profilo [mm] pezzo [mm]
RX 120 120 220 120 30 425
28 29rx 55 / 59
Rettificatrice per rotori
• Rettificatura a profilo di rotori
• Utilizzo in produzione di serie
• Alta asportabilità per lavorazioni produttive
• Sgrossatura e finitura in unico piazzamento
• Mole in CBN non ravvivabili
• Automazione individuale per il cliente
Concetto macchina Controllo e software
Sulle macchine di questa gamma RX si utiliz- Come controllo macchina si utilizza il Sie-
za solo la rettificatura a profilo discontinua mens Sinumerik 840D. I menù guidati sem-
con mole in CBN non ravvivabili. Partico- plificati per l’operatore sono stati sviluppati
larmente importante è l‘elevata capacità di da KAPP NILES sulle specifiche esigenze dei
asportazione data dalla potenza in macchi- compiti di rettificatura. Inoltre sono disponi-
na come presupposto alla economica rettifi- bili le seguenti opzioni:
catura di profili di rotori. • Fasatura di profili prelavorati con uso di
sensore o di tastatore di misurazione solo
Le macchine della gamma RX vengono utiliz- su un vano o su tutti i vani
zate per la rettificatura di sgrossatura e di fi- • Fasatura di precisione di profili pre rettifi-
nitura di profili pre profilati in ghisa o in ac- cati con l’uso del tastatore di misurazione
ciaio di rotori a vite. La gamma dei pezzi • Verifica della concentricità per il controllo
comprende compressori a vite, rotori di com- della posizionamento sulla contropunta
pressori, pistoni rotanti, pompe a vite, viti, • Regolazione adattativa dell’avanzamento
ecc. Il mandrino ad azionamento diretto del- dipendente dalla potenza applicata
la macchina RX può portare due mole par- sull’azionamento del mandrino portamola
allelamente. Entrambi i tipi macchina porta- per evitare il sovracarico del processo di ret
no le mole una dopo l’altra nella posizione tificatura al superamento del valore del so
di lavorazione.Ciò permette la divisione del- vrametallo
la lavorazione in sgrossatura e in finitura in
unico piazzamento. Sistema di misurazione
Il sistema di misurazione opzionale permet-
Le macchine di questa gamma RX hanno, te la misurazione e definizione delle carat-
grazie all’innovativo concetto di azionamen- teristiche più rilevanti della dentatura. Que-
to del mandrino porta mola per un campo di sta funzione viene utilizzata per ottimizzare
giri da 2.000 fino a 8.000 min-1, una potenza il processo di attrezzamento in particolare
massima di 46 kW. Questo permette notevoli per evitare ed eliminare i tempi di attesa di
valori di asportazione in sgrossatura che ri- misurazioni esterne e per fare misurazioni di
ducono drammaticamente i tempi di lavora- prova casuali durante la produzione.
zione; in abbinamento ad un ottimale uso di
mole dedicate viene assicurato un processo Automazione
Tipo max. diametro max. lunghezza del max. larghezza del max. profondità del max. lunghezza del
esterno [mm] profilo [mm] profilo [mm] profilo [mm] pezzo [mm] di lavorazione efficiente e produttivo. Nel concetto costruttivo della macchina sono
integrabili i diversi sistemi di caricamento dis-
RX 55 320 550 180 80 1.200 ponibili. A seconda dei compiti sono definibi-
Rx 59 320 850 180 80 1.650 li soluzioni e composizioni di approvvigiona-
mento pezzi con funzioni ulteriori abbinati
al ciclo di caricamento automatico.
30 31gas / gis / hgs
Soluzione speciali
• Soluzioni individuali per la rettificatura di
- Profili speciali come per esempio gli intagli
- Filetti esterni e viti senza fine
- Dentature interne, pompe rotative a palette
• Mole ravvivabili e in CBN non ravvivabile
GAS GIS
La lavorazione dei filetti esterni e di profili Le macchine di questo tipo vengono
similari viene eseguita con macchine di que- utilizzate per le rettificatura di filettature
sta serie. La tipologia caratteristica dei pezzi sferiche interne o profili simili. Una tipica
lavorabili su questi impianti comprende, ol- applicazione si ha nei sistemi di sterzo di
tre che le viti a ricircolo di sfere per sterzi di autoveicoli o viti a sfere per riduttori.
autoveicoli, anche le viti senza fine e piccole
viti per pompe e viti contatori. La rettificatura dei pezzi avviene con me-
todo discontinuo a profilo.
Orientate alla geometria ondulata dei pezzi,
queste macchine dispongono di un mandri- Vengono utilizzate esclusivamente mole in
no portapezzi orizzontale con disponibilità CBN a profilo non ravvivabili tipicamente in
di lunghe corse di traslazione. combinazione come mole di sgrossatura e
di finitura.
La lavorazione dei pezzi avviene esclusiva-
mente mediante rettifica a profilo disconti- HGS
nua; il tipo di mola è adeguato ai rispettivi La HGS rettificatrice ad alta velocità viene
requisiti del pezzo: principalmente utilizzata per la rettificatura
• Mole in CBN non ravvivabili dal pieno di intagli di rotori per pompe, con
• Mole in ceramica ravvivabili materiale temperato pieno. Intagli con larg-
hezza da 0,5 a 2,0 mm possono essere finiti
Per applicazioni speciali sono possibili anche con alta produttività, con presa a pacco, con
combinazioni di diversi tipi di mole. carico e scarico automatico. Il sistema di mi-
surazione integrato garantisce il mante-
nimento della tolleranza della larghezza
dell’intaglio.
Sulla HGS si utilizzano solo mole non ravviva-
bili a profilo in CBN.
32 33zp b
Centro di rettificatura di dentature
• Rettificatura di profili dentati, fori e superfici piane
• Lavorazioni complete in un unico piazzamento
• Ottimali tempi ciclo e ottimizzazione dei tempi
di attrezzaggio
• Planetari con dentature esterne e ruote dentate
• Elevata precisione per eolico e marino
Concetto macchina Per la rettificatura sia delle dentature che
Le macchine della gamma ZP B sono conce- dei fori e dei piani si utilizzano mole ravvi-
pite per la rettificatura completa di ruote vabili. Per la rettificatura delle dentature si
con dentature esterne. Le macchine sono possono usare anche mole CBN non ravvi-
munite di due montanti di rettificatura in- vabili.
dipendenti tra loro e offrono la possibilità
di rettificare in unico piazzamento le den- Le macchine della gamma ZP B sono munite
tature, i fori e i piani di una ruota dentata. di due ravvivatori. Per le rettificature delle
L’azionamento della tavola permette il posi- dentature si possono ottenere tutti i profili
zionamento con la massima precisione per possibili grazie al controllo e agli assi. Il se-
rettificare la dentatura in collegamento alla condo ravvivatore profila la mola per i fori
rotazione veloce per la rettificatura in tondo ed i piani. Il ravvivatore per la mola a tazza
interna. può ravvivare sia il diametro esterno che il
piano della mola.
Con la combinazione dei cicli di lavoro si ot-
tiene un elevato potenziale di risparmio di Controlo e software
tempo. Questo potenziale si basa sui segu- Come controllo si usa il Siemens 840 D. La
enti effetti: facilità di uso e il menù guidato sono uno
• Risparmio dei tempi di attrezzamento, sviluppo KAPP NILES per le specifiche ne-
centraggio e corse a vuoto cessità dei compiti di rettificatura. L’uso e
• Realizzazione di limitati sovrametalli l’inserimento dei dati per la rettificatura del-
• Nessuna lavorazione di superfici di riferi- le dentature è identico a quello delle altre
mento macchine della gamma ZP. Per la rettificatu-
• Riduzione dei tempi intermedi ra in tondo interna e piano è stato sviluppa-
• Riduzione degli scarti e delle rilavorazioni to un ulteriore menù di facile oparatività.
• Riduzione degli spazio necessario
Sistema di misurazione
Le macchine ZP B, come tutte le macchine Il sistema di misurazione integrato, oltre
della gamma ZP installate nel mondo, alla definizione del sovrametallo e la misu-
sono utilizzate in tutti i campi applicativi razione della dentatura, può essere utiliz-
della rettificatura di grossse dentature grazie zato per la centratura. La dentatura viene
all‘elevato equipaggiamento. Con la combi- centrata sulla dentatura grezza per ottenere la
Tipo max. diametro di max. modulo Corse max. angolo di
testa [mm] [mm] [mm] elica [gradi] nazione della rettificatura in tondo interna minimalizzazione del valore del sovrame-
e del piano, il campo di applicazione princi- tallo da asportare.
ZP 12 B 1.250 40 1.000 / 1.500 - 45 / + 120 pale è quello delle ruote per i grossi ridutto-
ZP 30 B 3.000 40 1.550 / 1.750 ± 40 ri nelle quali le dentature, i fori e i piani de-
vono essere rettificati. I fori possono essere
rettificati sia cilindrici che conici.
34 35zp i/E
Rettificatrice a profilo per ingranaggi
• Rettificatura a profilo di dentature
• Potente testa di rettificatura con ravvivatore integrato
• Riattrezzamento per rettifica esterna in 30 minuti
• Dentature interne / esterne e profili speciali
• Precisione e produttività nel campo eolico
Concetto macchina profili a evolvente. Un importante garante
La rettificatrice a profilo per dentature della per la precisione, la stabilità, lo smorzamento
gamma ZP I/E viene utilizzata per rettificare delle vibrazioni e la lunga durata è la ghisa
dentature interne con grossi moduli. La testa sferoidale utlizzata per i principali compo-
di rettificatura delle macchine della gamma nenti. Una tavola di notevoli dimensioni è
ZP I/E 25 e ZP I/E 30 è stata concepita opzio- azionata con motore elettrico diretto e mu-
nalmente per ruotare di 180° e mettere nita di doppi cuscinetti idrostatici precaricati
facilmente la macchina in grado di rettificare che garantiscono un elevatoe preciso posizi-
dentature esterne. La macchina offre la op- onamento con notevole possibilità di carico
portunità di alta produttività di dentature e durata vita illimitata.
interne e contemporaneamente la flessibilità
nel poterla impostare per la rettificatura di Controlo e software
dentature esterne. Come controllo si usa il Siemens 840 D. La fa-
cilità d‘uso e il menù guidato sono uno svi-
Il gruppo di rettificatura viene montato sul luppo KAPP NILES per le specifiche necessità
robusto e massiccio montante. Sulla testa di dei compiti di rettificatura.
rettificatura sono montati sia il ravvivatore
che il dispositivo di misurazione. La ravvi- Sistema di misurazione
vatura della mola opera, con un ciclo bre- Una specificità della testa di rettificatura per
vettato, con l’asse tangenziale della testa e interni NILES è il sistema di misurazione in
con l’asse del ravvivatore. Il ravvivatore, es- macchina permanente che si trova sotto il
sendo montato sopra la mola, può essere motore del mandrino e viene ruotato per fare
azionato anche nella posizione immersa. In le misurazioni. Il misuratore permette una si-
questo modo si eliminano lunghi percorsi cura fasatura in processo, una esatta defini-
di ravvivatura e il tempo di rettificatura zione del sovrametallo e misurazione della
viene ampliamente ridotto. Il potente man- dentatura dopo la rettificatura. Come aiuto
drino di rettificatura viene azionato da cin- alla centratura di grossi pezzi possono essere
ghia dentata. Grazie a questa soluzione ven- definite le eccentricità del bloccaggio per
gono aumentati il momento torcente della venir poi compensate dal controllo numerico.
mola, l’accoppiamento termico e si riduce lo La compensazione influenza tutte le funzi-
Tipo max. diametro di max. max. max. spazio necessario. Il motore dà una suffici- oni della macchina (fasatura, rettificatura,
piede / testa [mm] modulo angolo elica profondità di ente potenza per permettere una elevata misurazione).
Rettifica Rettifica [mm] [gradi] immersione
asportazione utilizzando mole larghe e grosse.
interna esterna [mm]
ZPI 20 2.000 25 ± 35 600 Le macchine base sono munite di impianto
di lubro refrigerazione, ravvivatore e sistema
ZP I/E 25 2.500 3.000 25 ± 35 750 di misurazione in macchina integrato. Sono
ZP I/E 30 2.900 3.600 25 ± 35 750 munite di sistema di bilanciatura e di soft-
ware per la rettificatura e misurazione dei
36 37zp E/I
Rettificatrice a profilo per ingranaggi
• Rettificatura a profilo di dentature
• Cambio di attrezzaggio da lavorazioni esterne a interne
• Costruzione modulare secondo le esigenze del cliente
• Dentature esterne / interne e profili speciali
• Flessibilità e precisione nelle lavorazioni conto terzi
Concetto macchina Controllo e software
Come anche per le macchine della gamma Come controllo si usa il Siemens 840 D. La
ZP B il concetto si basa sull’uso di due mon- facilità di uso e il menù guidato sono uno
tanti di rettificatura indipendenti. Insieme al sviluppo KAPP NILES per le specifiche neces-
classico montante ZP per dentature esterne la sità dei compiti di rettificatura. L’inserimento
macchina dispone di un ulteriore montante. e la gestione dei dati pezzo avviene diretta-
ZPI per le dentature interne. Entrambi i mente dal disegno pezzo comprese le corre-
montanti permettono una lavorazione otti- zioni richieste. Il software aiuta l’operatore
male senza limitazioni. L’enorme vantaggio si con l’attenzione alla decisione dei valori di
ha nella facilità di attrezzamento. Proprio con processo, nella loro scelta calcolando e pro-
grosse macchine il tempi di attrezzamento ponendo la quantità delle passate e degli in-
richiedono tempi lunghi se per esempio deve tervalli di ravvivatura. Nel pacchetto base
essere cambiata la testa di rettificatura. La sono compresi programmi di centraggio e di
macchina a doppio montante della gamma analisi come l’automatico inserimento nel
ZP E/I permette di passare dalla rettificatura vano dente, la misurazione del contorno del
per esterni a quella per interni senza riatt- pezzo grezzo e l’analisi del sovrametallo e la
rezzarla. L’operatività della macchina viene conseguente rettificabilità del pezzo. Il con-
gestita da due postazioni operarore. trollo può essere implementato con opzioni
software per applicazioni speciali.
Le macchine di questa tipologia vengono
particolarmente utilizzate dai contoterzisti. Sistema di misurazione
Con l’utilizzo di una unica tavola porta pezzo Il sistema integrato di misurazione ad alta
e di un unico impianto di lubrorefrigerazione, precisione è parte della macchina. Con le
i costi di investimento e lo spazio necessario molteplici opportunità di centratura, di ana-
sono significatamente ridotti rispetto a lisi e di correzione viene permesso il control-
quelli di due singole macchine. Inoltre vi è lo di tutte le dentature rettificate grazie alla
la disponibilità di una piena funzionalità di misurazione di tutti i loro principali dati. La
una macchina rettificatrice per esterni e di valutazione può essere fatta secondo DIN e
una per interni. Vengono proposte diverse AGMA anche con l’attenzione alle modifi-
grandezze di tavole e di bancali per dimensioni cazioni.
maggiori di 3 m. La disposizione dell’impianto
può essre frontale oppure ad angolo.
38 39Assistenza tecnica
Il vostro scopo - il nostro valore
• 24/7 - assistenza continua
• Vasta offerta di istruzioni
• Diagnosi remota
• Fornitura di parti di ricambio
• Consulenza competente
Assistenza tecnica commerciale Revisioni e ammordenamenti
Nell‘età dei networks sociali e delle oppor- Con le nostre proposte di modernizzazione
tunità di comunicazione manca il contat- teniamo aggiornata la vostra produzione
to personale con le persone. Per noi è molto sull‘attuale stato della tecnica e abbiamo il
importante preservare e curare i contatti in- vantaggio di assicurarvi la disponibilità dei
terpersonali. ricambi per molti anni.
• Consulenza competente • Revisioni di componenti
• Informazione sulle novità • Revisione generale (meccanica ed elettrica)
• Alternative alla fine produzione del pezzo • Ampliamento delle funzioni ed aggiorna-
menti software
Supporto tecnico
I nostri specialisti del supporto tecnico sono Manutenzione
al vostro fianco sui tempi di funzionalità del- La vostra macchina è un capitale! Per questo
la vostra macchina. I nostri tecnici di sistema motivo è importante e necessario che sia
dispongono del know-how e della necessaria funzionante e lo rimanga in ogni momento.
tecnica per esservi di aiuto. • Contratti di manutenzione
• Sostegno telefonico • Manutenzione preventiva
• Reazione nelle 24 ore • Riparazioni / messa in funzione
• Diagnosi remota
Istruzione
Accessori ed utensili La ottimale lavorazione del vostro prodotto
Ai vostri pezzi servono nuove proposte op- necessita di una perfetta simbiosi tra uomo e
pure in futuro volete lavorare nuovi parti- macchina. Con il nostro programma di istruzi-
colari? Noi siamo disponibili alla consulenza one vi offriamo la possibilità di avere il vostro
fino all‘applicazione produttiva: operatore adatto per la macchina.
• Verifica delle collisioni • Istruzione tecnologica
• Attrezzature di presa ed accessori • Istruzione all‘operatore
• Ravvivatori e mole • Istruzione alla manutenzione
• Messa in funzione ed istruzione
Servizi di assistenza
Parti di usura e ricambi Per noi assistenza significa più che essere di aiuto
Per non causare un grosso fermo di produ- nei momenti problematici. Assistenza per noi si-
zione per manutenzione o riparazione è obi- gnifica aiutarvi al meglio per l‘avvio produttivo.
ettivo del nostro personale di mettervi a dis- • Messa in funzione
posizione i giusti pezzi nei tempi utili. Vi • Collegamento con caricatori
offriamo le seguenti proposte: • Spostamenti della macchina
• Fornitura di parti nuove • Lavorazione di prototipi
• Servizio riparazioni • Rettificatura e misurazione conto terzi
• servizio di cambio dei componenti chiave • Turni in sicurezza
40 41UTENSILI
Rulli ravvivatori e mole
KAPP produce mole diamantate e in CBN
• Macchina e utensili da un unico fornitore galvaniche per la rettificatura di precisione
• Mole a rulli ravvivatori per di dentature e profili. Nel programma KAPP
si producono inoltre molette ravvivatrici per
- Rettficatura a vite
mole ceramiche in corindone. Le mole KAPP
- Rettficatura a profilo sono riconosciute ad alti livelli da 30 anni in
- Honing di dentature tutto il mondo. Vengono richieste quando
servono il più elevati requisiti di qualità, po-
• Versioni per applicazioni e lavorazione specifiche tenza e economicità.
• Rigenerazione in prossimità del cliente in tutto il mondo
Rulli ravvivatori Mole di rettificatura
Rettifica a profilo Rettificatura a vite Mole a profilo in CBN
Rulli di forma diamantati Rulli di forma diamantati e rulli di forma con profilo singolo o multiplo per la rettifi-
in versione sinterizzata per profilare mole per la ravvivatura flessibile o topologica di catura di sgrossatura e finitura, per esempio
ravvivabili a profilo mole a legante ceramico o mole in CBN per per rettificare
la rettificatura a generazione continua a vite • dentature esterne e interne nel settore au-
Insieme alla più economica variante con dia- di dentature esterne. tomobilistico e aeronautico
mante naturale vi è la disponibilità della ver- • profili e dentature nei campi dell‘ alta ve-
sione a maggiore durata con inserti diaman- Per lavorazioni in serie viene inserito un rav- locità come
tatati di potenziamento. Gli utensili sono vivatore di testa per la definizione del campo • profili raggiati, filetti, rotori e viti
riprofilabili più volte e garantiscono una ele- del piede del dente. • incassi, tagli e rettificatura in tondo
vata producibilità.
Rulli diamantati a profilo intero Mole a vite in CBN
Honing di dentature per la ravvivatura multiprofili di mole a le- in versione come mole cilindriche per sgros-
Rulli ravvivatori dentati diamanatati gante ceramico nella rettificatura in serie satura e per finitura nelle lavorazioni ad alta
per la profilatura di mole ad anello per honing con mole a vite produttività di dentature esterne ed altri
profili a generazione ed anche in versione
Questi tipi di utensili anche in versione com- come mole a vite globoidali per la rettifica-
binata hanno il rullo ravvivatore dentato ed tura a profilo in continuo di dentature es-
il rullo ravvivatore della testa del dente. terne con spallamenti
Le mole a vite ed a profilo possono essere
utilizzate in combinazione.
Anelli e ruote diamantate a coronare
per l’honing di potenza di dentature esterne
ed interne, anche con ridotti angoli di in-
crocio
42 43Puoi anche leggere