L'IMPORTANZA DEL RAPPORTO ZOLFO-MAGNESIO NELLA PRODUZIONE DI GHISA VERMICULARE - JULIO ALVA SERVIZIO TECNICO TESI SPA
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
L’IMPORTANZA DEL RAPPORTO
ZOLFO-MAGNESIO NELLA
PRODUZIONE DI GHISA VERMICULARE
Julio Alva
Servizio tecnico Tesi SpA
LA PRODUZIONE DI GHISA VERMICULARE (GV) Costituisce di per sé una sfida se la paragoniamo a quella della ghisa sferoidale (gs). Non a caso con la tecnica del sottotrattamento, per assicurare la costanza di produzione, vengono proposti dei metodi di controllo piuttosto elaborati oltreché costosi. Questi metodi prevedono di norma un pretrattamento iniziale e un aggiustamento finale con il filo animato. Ogni tentativo di produrre con il metodo del sottotrattamento senza questi accorgimenti appare un’impresa ardua, soggetta a delle variabilità per una serie di cause:

LA PRODUZIONE DI GHISA VERMICULARE (GV)
1.Incertezza nella calibratura degli elementi magnesio e
zolfo. Contrasti fatti dall’autore delle stesse medaglie in
diverse fonderie e in più occasioni danno regolarmente
delle differenze troppo importanti per permettere di
lavorare badando solo all’analisi spettrometrica.
2.Influenza di altri elementi come le terre rare, che
spostano la fascia di esistenza delle gv.
3.Imprecisioni nella pesatura del metallo o variazioni
nella temperatura di trattamento che portano ad avere
delle oscillazioni nel magnesio residuale.
4.Effetti dell’inoculazione sulla struttura. L’inoculazione
come il trattamento al magnesio influenza il livello di
ossigeno e quindi questo fattore va tenuto in dovuta
considerazione.
5.Il fading o evanescenza del Mg.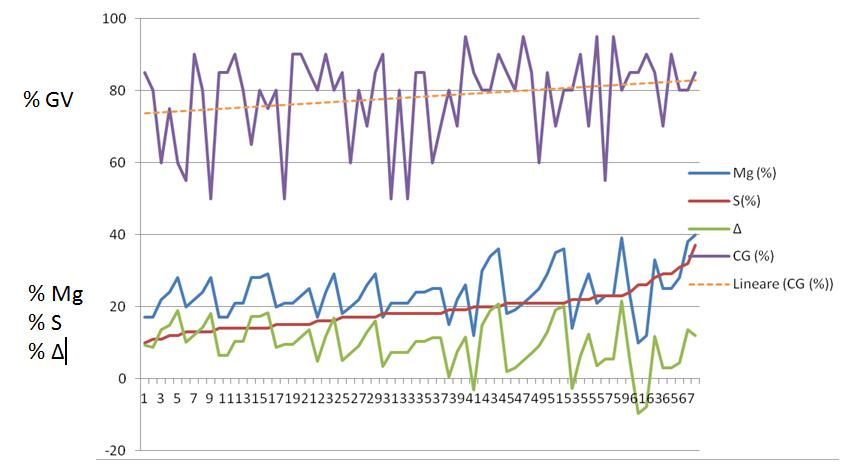
LA FORMAZIONE DI GRAFITE VERMICULARE (GV)
E’ esperienza di fonderia e anche dell’autore
(ultimamente alquanto dimenticata) che la
ghisa vermiculare con la struttura ideale si
presenta quando nella regolare produzione di
gs avviene uno sbilanciamento fra magnesio e
zolfo. Questo evento non era infrequente
quando si operava con il cubilotto ed è
attualmente possibile nel caso della fusione
elettrica all’arrivo di qualche partita di ghisa in
pani per gs con lo zolfo fuori specifica.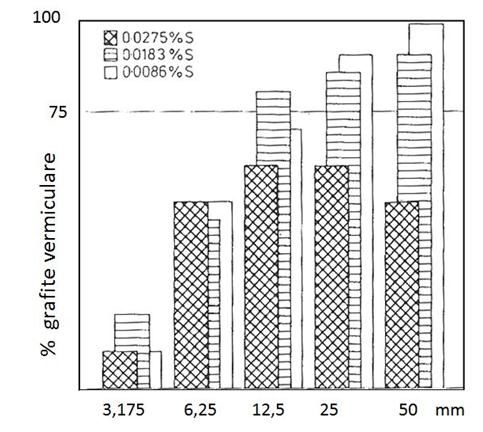
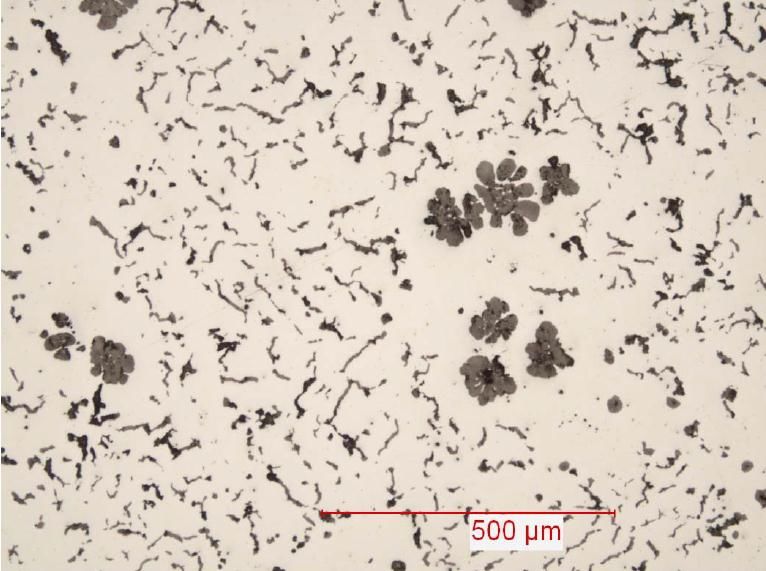
PRODUZIONE CASUALE DI GHISA VERMICULARE (GV)
(a) (b)
Strutture vermiculari ottenute involontariamente al (a) cubilotto
(b) forno elettrico (S: 0,017%)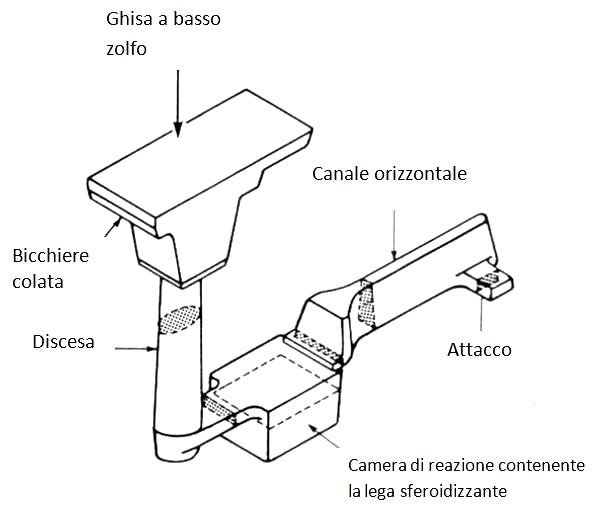
L’EQUILIBRIO ZOLFO - MAGNESIO
Da studi sulla desolforazione della ghisa con
utilizzo del magnesio si ricava il rapporto di
equilibrio S-Mg per diverse temperature di
trattamento. Trattasi di iperboli con andamenti
dipendenti dalla temperatura di trattamento.
Diagramma S-Mg e le linee di
uguale concentrazione di Mg
non legato allo zolfoL’EQUILIBRIO ZOLFO - MAGNESIO
Prendendo in considerazione la curva a 1450°C
osserviamo in prima istanza che il magnesio
procede ad abbattere lo zolfo (desolfora) e non
entra come residuale nel bagno fin quando il
contenuto di questo elemento non scende ca. sotto
lo 0,030%. D’altro canto, come è noto - e anche
dimostrato dai punti presenti nelle curve -
l’esistenza della ghisa sferoidale ha inizio solo
quando lo zolfo scende sotto lo 0,015% e per un
eccesso di magnesio rispetto allo zolfo di poco più
lo 0,020%. Stiamo parlando di un tenore
complessivo minimo dello 0,035 % per il magnesio.L’EQUILIBRIO ZOLFO - MAGNESIO Ad ogni modo, più basso è lo zolfo iniziale e minore è il tenore di magnesio richiesto per assicurare la formazione di noduli. Vale a dire che ciò che conta è la differenza magnesio-zolfo. Ciò trova regolare conferma nell’operazione con i forni di colata dove lo zolfo, piazzandosi sotto lo 0,005%, consente la produzione di gs con valori residuale anche dello 0,02% in presenza di un richiamo di inoculazione all’ultimo momento. Tutto ciò sta a suggerire che il campo di esistenza delle ghise vermiculari si trova per valori di zolfo > 0,015% e presumibilmente per quanto detto precedentemente per valori inferiori allo 0,030%.
ESPERIENZE CON IL METODO INMOLD
In questo metodo di sferoidizzazione il
trattamento avviene all’interno di una camera di
reazione o vaschetta ricavata all’interno della
forma. Vengono utilizzate leghe tradizionali al
magnesio (5-6%) a basso calcio e granulometria
controllata.ESPERIENZE CON IL METODO INMOLD
Le prove1 furono condotte in questo modo:
Vennero adoperati parallelepipedi di dimensioni progressive
per simulare condizioni di raffreddamento da veloci (3 mm) a
relativamente lenti (50 mm).
- Grappolo di prova (Fowler ed al.)ESPERIENZE CON IL METODO INMOLD
- Lo zolfo base fu regolato in 3 scaglioni: 0,0086% (basso) 0,0183% (medio)
e 0,0275% (alto). Per quanto riguarda il magnesio ed i valori bassi di
zolfo (0,086%) vennero esclusi i residuali inferiori 0,011% per mancata
formazione di ghisa vermiculare.
- Residuali nell’intervallo 0,013-0,017% diedero i risultati migliori (oltre il
75% grafite vermiculare ) negli spessori superiori 25-50 mm e accettabili
in quello di 12, 5 mm mentre valori superiori (0,018-0,023%) portarono
alla formazione eccessiva di grafite sferoidale.
- I bagni base con lo zolfo medio (0,018%) richiesero naturalmente
residuali maggiori di magnesio (0,019-0,024%) . Qui la formazione di
grafite vermiculare (> 75%) fu più uniforme e crescente negli spessori
12,5-50 mm. Una formazione crescente di grafite sferoidale si fece più
evidente negli spessori inferiori.
- Valori superiori di magnesio portarono alla formazione di strutture
tipicamente miste grafite vermiculare/sferoidale in tutti gli spessori.
- Nei bagni ad alto zolfo (0,0275%) non fu possibile produrre strutture
altrettanto soddisfacenti di ghisa vermiculare in tutti gli spessori.ESPERIENZE CON IL METODO INMOLD Tenore di grafite vermiculare in rapporto agli spessori a allo zolfo di base. Si noti la maggiore stabilità per i valori di zolfo medi.
ESPERIENZE CON IL FILO
Alcuni autori2 in un lavoro più recente hanno pensato di
utilizzare il principio del rapporto Mg/S nella messa a
punto della produzione di ghisa vermiculare in una
fonderia americana. Il bagno, inizialmente con tenori di
zolfo (oscillanti da 0,015% fino a 0,022%), veniva trattato
con il filo animato introducendo da 0,04 a 0,05% di
magnesio. Successivamente veniva risolforato con la pirite
sia a granelli che come bricchetti, questi ultimi per
assicurare un assorbimento più costante dell’elemento
zolfo. In questo modo il tenore di zolfo veniva aumentato
artificialmente per contrastare il magnesio, favorendo così
la struttura vermiculare.ESPERIENZE CON IL FILO
Nella limitazioni di una risolforazione così condotta
che porta ad una maggiore dispersione di dati,
qualche considerazione utile si può fare.
Rielaborando i dati ottenuti in ordine crescente dello
zolfo (x 100, curva continua in rosso) il grafico mostra
in ordinate sia la percentuale di struttura
vermiculare che il tenore di Mg.100 (curva azzurra),
il Mg netto Δ (curva verde) pari a (% Mg-0,76.%S)
(x100). Da questo grafico si può osservare che la
struttura vermiculare aumenta tendenzialmente con
l’aumento dello zolfo e con la riduzione del valore
netto di Mg (Δ).
La dispersione presente può essere addebitata
all’affidabilità non buona della lettura degli elementi
Mg e S a seguito della risolforazione. Tale dispersione
può senz’altro essere migliorata partendo dal forno
con un valore noto di zolfo.ESPERIENZE CON IL FILO
Percentuale di grafite vermiculare al variare dei diversi
parametriESPERIENZE CON IL FILO
Infatti in un'altra parte del lavoro sperimentale viene riscontrato
che partendo da bagni per ghisa grigia (zolfo iniziale 0,057-
0,058%) si agevola il controllo della struttura a grafite
vermiculare. Notare qui che quando la differenza Δ è più ridotta
la percentuale di gv aumenta. Tale grafico sembra suggerire un
differenziale Δ inferiore allo 0,015% in linea con quanto già
riferito.EQUILIBRIO ZOLFO-OSSIGENO
E’ noto che la sferoidizzazione presuppone un
processo sia di desolforazione che di
disossidazione mentre l’inoculazione incide solo
sulla disossidazione3. Ciò suggerisce un rapporto
fra zolfo e ossigeno; i valori per quest’ultimo
restano oggettivamente più alti nel caso in cui si
parta da livelli di zolfo medi o anche alti (prima
esperienza). Infatti, in queste condizioni,
l’inoculazione non promuove la struttura
sferoidale. Non avviene così quando tale livello è
al di sotto del valore critico (0,015%).L’EFFETTO DELL’INOCULAZIONE
Ciò è dimostrato da lavori sull’inoculazione
all’ultimo momento4. Nell’esempio di fig.6 tratto
da un lavoro specifico sull’inoculazione delle gs in
staffa con inserti Germalloy venne dimostrato
che un richiamo all’ultimo momento non solo
aumentava il numero di noduli ma anche era in
grado di recuperare il tasso di sferoidizzazione
nel caso di livelli di magnesio un po’ scarsi.
Questo effetto è naturalmente ottenibile anche
con l’inoculazione sul flusso.EFFETTO DELL’INOCULAZIONE Effetto del richiamo in staffa sulla struttura di un bagno con tenore un po’ scarso di magnesio (Mg: 0,025%, S: 0,011%) (a) con solo inoculazione in siviera (b) con inoculazione aggiuntiva in staffa
CONCLUSIONI
1.La produzione di ghisa vermiculare è agevolata da residui di zolfo in
partenza superiori allo 0,015%. Nella produzione al forno elettrico è
desiderabile un valore di partenza dello 0,015-0,025% max. attraverso
l’aggiunta di pirite (S2Fe) in siviera.
2.Onde assicurare una costanza dell’aggiunta di magnesio e quindi un
differenziale Δ costante bisogna eliminare o minimizzare l’influenza
dei fattori che incidono sul rendimento della lega di magnesio tra cui
la pesatura, la temperatura di trattamento e la modalità di copertura
della lega medesima.
3.Il filo animato appare un metodo ottimale giacché la pesatura del
metallo avviene prima del trattamento e perché a differenza delle
leghe tradizionali, è in grado di desolforare in modo riproducibile e
senza problemi.
4.La presenza di terre rare nella lega porta ad un’alterazione della
lettura dello zolfo dopo l’operazione di desolforazione qualora si parta
da valori di zolfo alti (>0,03%). Per questo motivo è bene limitare la
loro presenza all’1%. La lega ASK (ex SKW) M 26413 di 13 mm di
diametro risponde anche a queste esigenze. Per trattare volumi
ridotti (< 500 kg) o per avere una regolazione più fine è possibile
utilizzare un filo di 9 mm di diametro.CONCLUSIONI
5.Data la criticità del rapporto Mg/S è condizione essenziale una
calibratura regolare degli elementi magnesio e zolfo. E’ esperienza
dell’autore che, al cambiare la marca dello spettrometro, sovente cambia
la lettura di questi due elementi. Ciò dimostra che siamo davanti a letture
relative e non assolute, che dipendono sia dal principio di funzionamento
dell’apparecchio oltreché dagli standard adoperati.
6.La presenza dello zolfo oltre il livello dello 0,015% di magnesio rende
meno critico l’effetto dell’inoculazione. A questo proposito si possono
utilizzare prodotti a basso bario (SB5) o del tipo a basso alluminio (SRF
75) in percentuali dello 0,2%.
7.Si suggerisce di lavorare in prima istanza con un differenziale Δ attorno
allo 0,010%. E’ consigliabile l’impiego di un software di gestione
intelligente che consenta le correzioni automatiche delle aggiunte di filo
con il variare del peso trattato.
8.La tecnica descritta non sembra adatta per getti a spessore ridotto (sotto
i 10 mm) ove vengano richiesti contenuti di grafite vermiculare di almeno
l’80% e dove l’impiego del titanio serve ad ampliare il campo di esistenza
della grafite vermiculare.
9. La procedura non è oggettivamente applicabile nel caso di utilizzo di
mezzi che, come i forni elettrici di colata, portano ad un abbattimento
dell’elemento zolfo.CONCLUSIONI
10. Un metodo alternativo con la tecnica del sottotrattamento (non
disponendo di un impianto filo) consiste nell’adoperare una lega
madre granulare creata dall’ASK appositamente per queste
produzioni denominata Denodul 5 . Questa lega sfrutta l’effetto
delle terre rare specie in presenza di cariche piuttosto pure (per es.
contenente Sorelmetal) da adoperare con valori di zolfo non inferiori
allo 0,012-0,015% max.5 e con gli accorgimenti enunciati al punto 2.
Le aggiunte tipiche sono dell’ordine dello 0,6-0,8% per raggiungere
valori residuali di Mg non eccedenti lo 0,010% di quelli dello zolfo.
Questo metodo oggettivamente richiede una messa a punto più fine
rispetto a quella precedente. Inoltre le condizioni del bagno base sono
molto importanti. Un precondizionamento è di obbligo in questi casi.
E’ naturalmente importante regolare la postinoculazione.
12.Non ultimo, dalle considerazioni fatte sulle ghise vermiculari, si
possono trarre informazioni utili anche per la preparazione delle
ghise sferoidali che hanno senz’altro un riflesso sia sulla qualità che
sull’economia di produzione di queste ultime. Per es., a voler lavorare
con valori contenuti di Mg (0,025-0,035%) appare indispensabile il
richiamo di inoculazione all’ultimo momento.BIBLIOGRAFIA
1.J.T.Fowler ed altri “The Influence of Section Size and Base Sulphur on
the Structure of Compacted Vermicular Graphite Cast Iron Produced by
the Inmold Process” Cast Metals Vol.2 N.3, 1989
2.Riposan ed altri “Magnesium-Sulphur Relationships in Ductile and
Compacted Graphite Cast Iron as Influenced by Late Sulphur Additions”
AFS Transactions 03-093 (2003)
3. R.Hummer “Oxygen Activity of Ductile Iron Melts” Advanced Materials
Research 4-5 (1997) 269-276 – vedi anche “Le ghise sferoidali a basso
magnesio” rivista Assofond Industria Fusoria 4/1993 a cura di J.Alva che
tratta l’argomento
4.G.Hillner, K.H. Kleemann “Mould Inoculation of Gray and Ductile Cast
Iron - The Economic Answer”, Foundry Trade Journal agosto 19, 1976
5. M.S. Soiński ed altri “Effectiveness of Cast Iron Vermicularization
Including Conditioning of the Alloy”Puoi anche leggere