INV160AC/DC INV200AC/DC - MANUALE DI ISTRUZIONI SALDATRICE DC INVERTER AC TIG/DC TIG/PULSE TIG
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù
Perfect Price S.r.l.
Via del minatore 6
37123 Verona
Tel 045 8250249
P.IVA 03523820235
Grazie per aver acquistato il nostro prodotto
INV160AC/DC INV200AC/DC
MANUALE DI ISTRUZIONI
SALDATRICE DC INVERTER AC TIG/DC TIG/PULSE TIG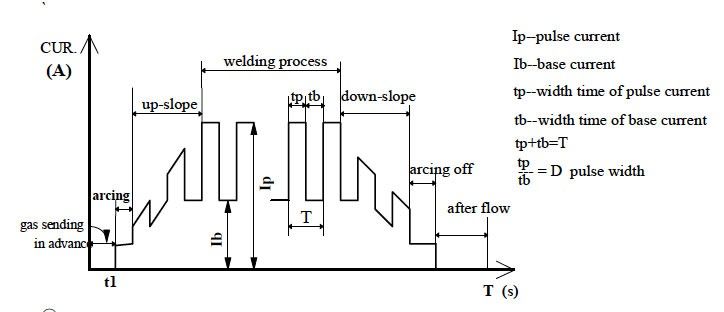

I.UTILIZZI PRINCIPALI E IL CAMPO DI UTILIZZO
La saldatrice INV160, 200 AC/DC è una macchina tripla funzione utilizzata come saldatrice MMA,
AC TIG, DC TIG (PULSE TIG). Questa macchina può essere utilizzata per saldare tutti metalli
ferrosi, rame, alluminio, titanio e metallo inossidabile in tutte le posizioni. La corrente di saldatura è
stabile e la corrente continua è regolabile. Il cordone di saldatura è bello, ci sono pochi spruzzi e un
basso rumore avviene durante la saldatura. La saldatrice ha un volume piccolo, un peso leggero ed è
facile da spostare. E' particolarmente adatta per i cantieri navali, imprese di costruzioni, di trasporto
e di lavori petrolchimici.
II.SPECIFICHE TECNICHE PRINCIPALI
MODELLO INV160AC/DC INV200AC/DC
IMPUT Tensione AC220/230/240 V
Tensione a vuoto 60 – 80 V
Corrente di base campo utilizzo 5A – 130A 5 – 160A
MMA
Corrente di uscita nominale 130A 160A
Ciclo di lavoro nominale 60%
Tensione a vuoto 60 – 80 V
Corrente di base campo utilizzo 20A – 160A 20 – 200A
AC TIG Equilibrio AC 30% - 70%
Onda quadra di frequenza AC 20 – 100 Hz
Ciclo di lavoro nominale 60%
Corrente pulsata campo utilizzo 5 – 160A 5 – 200A
Ciclo di lavoro nominale 60%
Tempo di discesa della corrente 0 – 10S
Corrente di base campo utilizzo 5A – 160A 5A – 200A
DC TIG
Rapporto ampiezza impulso 0.1 – 0.9
Frequenza pulsata 0.5 – 25 Hz
Tempo dopo flusso 1 – 25s
Modalità innesco Arco alta frequenza apparisce
Efficienza ≥ 83%
Massa 25 kg
Classe di protezione IP21S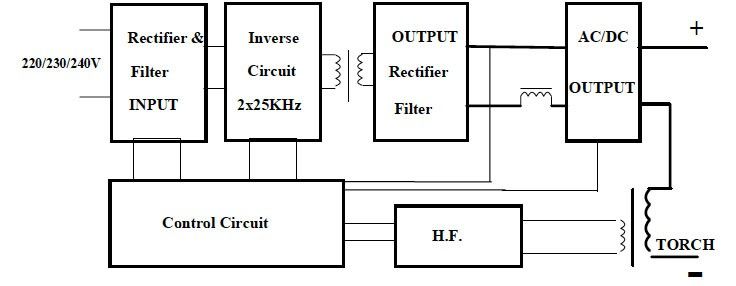
III.CONDIZIONI OPERATIVE E AMBIENTALI 1.Condizioni operative –Tensione alimentazione : AC 220/230/240 V +/- 10% –Frequenza : 50/60Hz –Messa a terra di protezione affidabile 2.Condizioni ambientali –Umidità relativa : non più di 90% (temperatura media non più di 20°C) –Temperatura ambiente : - 10°C – 40°C –Il luogo di saldatura non dove contenere gas nocivi, prodotti chimici, muffe, materie infiammabili, esplosivi e corrosivi, no vibrazioni forti e urti. –Evitare contatto con acqua. IV.DESCRIZIONI DEL MONTAGGIO 1.Prima di saldare, l'operatore dove leggere gli istruzioni per l'uso. 2.Controllare l'aspetto della saldatrice per deformazioni e danni. 3.Per la sicurezza della macchina e delle persone, il cliente fare correttamente la messa a terra di protezione secondo il sistema di alimentazione : utilizzando un cavo di 4 mm² per connettere la messa a terra di protezione della saldatrice. 4.I lavori di saldatura dovono essere effettuati in luoghi asciutti e con una buona ventilazione. Gli oggetti circostanti dovono essere almeno a 0,5 metri di distanza della saldatrice. 5.Controllare la tenuta del connettore di uscita. 6.La saldatrice non può essere spostata o aperta mentre l'alimentazione è accesa e durante una operazione di saldatura. 7.La macchina deve essere curata, utilizzata e gestita da persone specializzate. V.DETTAGLIO DEI FUNZIONI

1. indicazione della corrente di saldatura 2. interruttore 3. regolatore corrente pulsata 4. regolatore
tensione 5. regolatore ampiezza impulso 6. regolatore frequenza pulsata 7. spia luminosa di
alimentazione 8. spia luminosa di avvertimento 9. pulsante pedale / controllo torcia 10. regolatore tempo
di discesa della corrente 11. regolatore del post flusso 12. AC/DC TIG 13. equilibrio AC 14. uscita “+ “
15. Onda quadra di frequenza AC 16. pulsante scelta pulsato 17. uscita argon 18. pulsante MMA/TIG
19. uscita “-” 20. ingresso argon 21. alimentazione 22. targhetta 23. ventilatore 24. colonna sicurezza
messa a terra 25. pulsante 2 tempi / 4 tempi
VI.METODO DI FUNZIONAMENTO
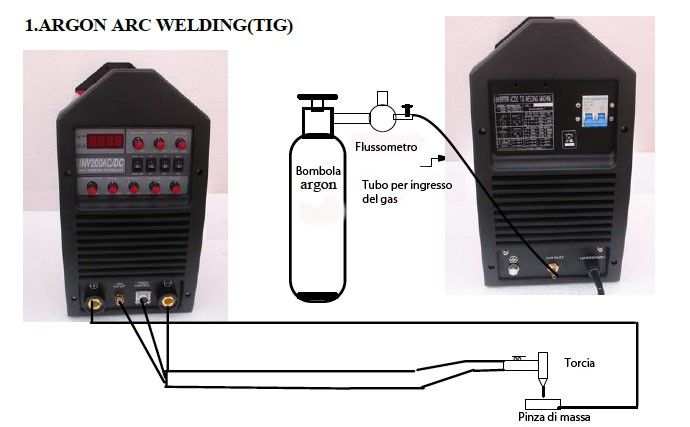
1.SALDATURA ARCO ARGON (TIG)
1.1. PULIRE PRIMA DI SALDARE
La saldatura tungsteno arco argon è una saldatura molto sensibile .
Quindi tutto ciò che è grassi, vernici, lubrificante per la lavorazione e pellicola ossidata deve essere rimosso
della superficie.
1.2. SALDATURA ARCO ARGON DC
- mettere il pulsante “12” (AC/DC) su “DC”, collegando il tubo d'ingresso del gas a ingresso gas “20”
della saldatrice.
- collegare il tubo d'ingresso del gas della torcia su uscita argon “17”
- mettere la presa d'aria della torcia nella presa di controllo dell'arco argon “9”
- provare gas : accendere la saldatrice “2”, aprire la bombola di argon, accendere lo flussometro,
premere il pulsante della torcia, selezionare il flusso appropriato di argon.
- regolare la tensione pulsante “4” (mettere il pulsante “16” scelta pulsato su “-”). Selezionare la
corrente di saldatura appropriata secondo lo spessore del pezzo da saldare. Selezionare il tempo di discesa
della corrente ed il tempo dopo il flusso secondo la corrente.
Nota : quando si utilizza “il controllo regolabile del pedale” regolare la tensione con la punta del piede, la
corrente di saldatura aumenterà gradualmente quando si schiaccia di un colpo solo il “controllo regolabile del
pedale” con la punta del piede.
- La punta dell’elettrodo deve essere a 2 – 3 mm di distanza del pezzo da saldare.
Schiacciare il pulsante della torcia, avverrà l’innesco dell’arco .
- Rilasciando il pulsante della torcia, la corrente di saldatura si verrà ridotta gradualmente
(il tempo è regolabile) e l’arco si spegne. La torcia non deve essere rimossa prima che l’arco
venga estinto. Lasciare il gas protettivo raffreddarsi per non ossidare la saldatura.
- Quando il lavoro di saldatura è finito, chiudere la bombola di argon e spegnere
l’alimentazione della saldatrice.
1.3. SALDATURA ARCO ARGON PULSATO
Mettere il pulsante “16” scelta del pulsato su “on”.
- Selezionare la tensione e la corrente pulsata (regolazione corrente) : per effettuare la
saldatura ad arco pulsato, la tensione “4” deve essere più bassa della corrente pulsata “3”
(regolazione corrente). Se i 2 pulsanti sono regolati in senso orari, la corrente aumenterà,
inversamente, diminuirà.
La regolazione della tensione è la stessa del “1.2. SALDATURA ARCO ARGON DC”.
- Regolazione della frequenza pulsata : quando il pulsante “6” è regolato in senso orario la
frequenza e la velocità del pulsato sono alte ; inversamente la velocità è bassa. La frequenza
cambia tra 0,5 – 25 Hz.
- Regolazione ampiezza impulso : quando il pulsante “5” è regalato in senso orario,
l’ampiezza aumenta, inversamente, diminuisce. Può essere selezionato tra 0,1 – 0,9.
- Regolazione del tempo di discesa della corrente : quando il pulsante “10” è regalato in
senso orario, l’ampiezza aumenta, inversamente, diminuisce. Può essere selezionato tra 0 –
10S.
- Connessione e prova del gas, la creazione creazione dell’innesco dell’arco e lo
spegnimento dell’arco sono uguali alla saldatura DC.
1.4. PROCESSO SALDATURA PULSATA CON TUNGSTENO ED ARGON (solo per riferimento)
- Caratteristiche e campo di applicazione del processo
Il tipo di saldatura pulsata ad arco con tungsteno ed argon è diversa della saldatura a corrente continua ad
arco con argon (DC). La corrente di saldatura è pulsata. La forma dell’onda della corrente è mostrata nel
grafico seguente. Ip e Ib e loro tempo continuo tp e tb possono essere regolati secondo i requisiti del
processo. Il valore dell’ampiezza dell’alimentazione elettrica cambia periodicamente con una certa frequenza
in caso di corrente pulsata, il fusione di base sarà formata sul pezzo di lavoro ed il bagno fuso sarà
solidificato in caso di corrente di base. Il cordone di saldatura è formato dalle sovrapposizioni reciproche. Il
calore della saldatura può essere controllata regolando la frequenza pulsata, ampiezza della corrente
pulsata, la dimensione della corrente di base, il tempo continuo della corrente pulsata e di base e quindi il
cordone di saldatura, la dimensione e qualità della zona influenzata dal calore possono essere controllati.
- Vantaggi e campo di applicazione della saldatura pulsata ad arco con tungsteno ed argon
a. Controllo preciso della dimensione dell’immissione del bagno di calore sul pezzo da saldareper aumentare la resistenza alla penetrazione di cucitura fuso e la preservazione del bagno.
E anche facile ottenere una profondità di fusione. Questo processo è particolarmente adatto
per saldature omni-bearing di lamiere e formation che dovono essere fatte con entrambi i
latti attraverso un lato di saldatura.
b. Lo riscaldamento e raffreddamento di ogni punto di saldatura è molto veloce. Il processo è
quindi adatto per pezzi da saldare con grandi differenze di conducibilità termica e spessori.
c. Arco pulsato può ottenere una grande profondità di fusione con un calore d’ingresso
inferiore. Quindi sotto la stessa condizione, la zona influenzata dal calore di saldatura e la
deformazione dalla saldatura possono essere ridotte. E molto importante per saldare lamiere
e lamiere ultra sottile.
d. Lo raffreddamento rapido del bagno di metallo e la breve durata del periodo di alta
temperatura durante la saldatura può ridurre fessure causate dalla termo sensibilità dei
materiali durante la saldatura.
- Selezionare i parametri di saldatura
Eccetto per e regolazioni della corrente di impulso, il tempo dell'ampiezza del impulso ed anche la frequenza
dell’impulso, i parametri della saldatura pulsata TIG sono gli stessi usati nella saldatura TIG DC ad arco
continuo . L'aumento della corrente di impulso significa che l'arco elettrico può ottenere una maggiore
capacità di penetrazione però troppa corrente può causare fusioni locali dell'elettrodo di tungsteno. In
generale, per saldare in DC è requisito di usare una corrente maggiore rispetto alla saldatura TIG pulsata.
La corrente di tenuta dell'arco e la corrente di base influenzano il raffreddamento e la cristallizzazione del
metallo nel bagno. L'intervallo tra corrente di base e di tenuta determinano dipendono dal tipo di lega e ne
determinano la qualità della saldatura . Durante la saldatura del pezzo si utilizza una corrente di tenuta
dell'arco (corrente di base) più bassa in modo da ridurre le deformazioni. Quando si utilzza il rapporto
dell'ampiezza dell'impulso (tempo di tenuta della corrente d'impulso e della corrente di base) , dovono
essere presi in considerazione sia il calore sviluppato sia le caratteristiche della saldatura ad impulsi.
Abitualmente può essere regolato tra 10% - 90%.
La selezione della frequenza dell'impulso (cambio periodico tempo della corrente d'impulso) dipende
principalmente dello spessore della lamiera e della velocità di saldatura, deve essere considerata quindi
l'esperienza dell'operatore.
1.5. SALDATURE ARCO AC CON ARGON
1. mettere pulsante “12” (AC/DC) su “AC”.
2. Il metodo di connessione è la stessa del 1.1
3. schiacciare il pulsante “13” per selezionare la corretta “sp”
4. schiacciare il pulsante “15” per selezionare la corretta onda di frequenza quadrata
5. il metodo di saldatura è la stessa del 1.1
2. SALDATURA A MANO CON ELETTRODI
1. mettere pulsante “19” (pulsante MMA/TIG) sulla posizione “MMA”
2. regolare il pulsante della corrente “4” (corrente di base) per selezionare la corrente di saldatura
corretta (regolatore della corrente d'impulso regolato sul minimo, girandolo del senso antiorario
alla fine)
Selezionare la formula empirica : I = 40d, d essendo lo diametro dell'elettrodo.
3. Notare il collegamento positivo e negativo durante la saldatura.4. Collegare la saldatrice all'alimentazione elettrica, poi accendere la macchina e controllare che la
spia luminosa indicando la corrente sia accesa “7”.
5. Fare attenzione alla corrente nominale di saldatura e al ciclo di lavoro nominale. Lo sovraccarico
non è ammesso.
6. Dopo che il lavoro di saldatura sia finito, lasciare la saldatrice raffreddarsi per qualche minuto e
spegnere l'interruttore.
VII. DIAGRAMMA DEL SISTEMAVIII. Questo prodotto è venduto con l'intesa che se eventuali difetti di fabbricazione o di materiale si
manifestano entro 24 mesi della data della vendita al consumatore, il produttore/importatore provvederà alla
rettificazione del difetto gratuitamente senza richiede pagamento per l'intervento (eccetto per problemi che
sono imputabili ad un uso non idoneo dell'apparecchiatura)
Problemi e Soluzioni :
PROBLEMI CAUSE SOLUZIONI
1. No elettricità 1. Controllare linea entrata
Luce alimentazione non si accende
2. Interruttore non funziona 2. Sostituire interruttore
1. Linea alimentazione ventilatore spenta 1. Riconnettere linea
2. Recinzione blocca ventilatore dovuto a
Ventilatore non gira 2. Raddrizzare recinzione
deformazione
3. Ventilatore difettoso 3. Sostituire
1. Surriscaldamento (luce gialla accesa) 1. Saldare dopo che si raffredda
Luce avveramento si accende 2. Ingresso tensione troppo basso o macchina
2. Sovracorrente (luce verde accesa)
difettosa
1. Protezione contro surriscaldamento 1. Sovraccarico utilizzo : prolungare tempo on – off
Nessuna uscita saldatrice
2. Saldatrice difettosa 2. Manutenzione da un centro assistenza
1. Voltaggio ingresso troppo basso 1. Aumentare voltaggio
Corrente di uscita diminuisce
2. Cavo entrata troppo fine 2. Addensare linea alimentazione
1. Linea che collega potenziometro spenta 1. Riconnettere linea
Corrente non può essere regolata 2. Potenziometro che regola corrente
2. Sostituire potenziometro
difettoso
1. Pulsante difettoso 1. Sostituire pulsante torcia
2. Intervallo scarico Alta Frequenza troppo
2. Regolare intervallo scarico a 0,8 – 1,0 mm
Arco Alta Frequenza non può essere ampio
generato 3. Distanza torcia e pezzo da saldare
3. Avvicinare torcia del pezzo da saldare
troppo lontana
Arco Alta Frequenza non va 4. Sostituire generatore di arco Alta Frequenza
1. Flusso argon non regolato bene 1. Regolare correttamente flusso argon
Arco si interrompe o elettrodo 2. Elettrodo tungsteno difettoso 2. Tagliare o sostituire elettrodo tungsteno
tungsteno si brucia 3. Valore corrente non corrisponde a 3. Selezionare corrente + diametro elettrodo
diametro elettrodo tungsteno corretti
4. Tempo dopo flusso troppo corto 4. Ingrandire tempo
1. Non utilizzato raffreddamento acqua
1. Utilizzare raffreddamento acqua
Surriscaldamento Torcia quando corrente è superiore a 160A
2. Flusso argon è più basso della corrente 2. Ingrandire flusso argonIX.CHECK LIST CONTENUTO DELLA CONFEZIONE:
Saldatrice INV200AC/DC 1
300 A pinza porta elettrodo 1
300 A Pinza di massa 1
Torcia TIG 1
Comando a Pedale Opzionale
Tubo gas 1
Manuale di istruzioni 1
Certificato di conformità 1
No.
━━━━━━━━━━━━━━━━━━━━━━━
─────────────────────────────
CERTIFICATO DI CONFORMITA'
Nome del prodotto: SALDATRICE AC/DC/PULSE TIG
Modello: INV200AC/DC
confezione No:
Risultati dei test soddisfano i requisiti_____________
_________i requisiti tecnici e il loro svolgimento regolare sono garantiti dalla fabbrica.
Ispettore_________ Data___________Puoi anche leggere