FFFrrraaattttttuuurrraaa eeeddd iiinnnttteeegggrrriiitttààà ssstttrrruuuttttttuuurrraaallleee - Rivista Ufficiale del Gruppo Italiano Frattura ...
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Anno IV
Rivista Ufficiale del Gruppo Italiano Frattura Numero 11
Fondata nel 2007 Gennaio 2010
ISSN 1971-8993
F ra t t u r a
ed integrità
str ut tur a le
www.gruppofrattura.it
Frattura ed Integrità Strutturale, 11 (2010)
Rivista Ufficiale del Gruppo Italiano Frattura; ISSN 1971-8993
Reg. Trib. Cassino n. 729/07 del 30/07/2007
On the application of the Theory of Critical Distances for prediction of fracture in fibre composites
D. Taylor …………......................………………………………………....………........…………………. 3
Modello di tenuta della flangia bullonata, senza giunzione, mediante l’analogia della meccanica della
frattura di una fessura parzialmente aperta
M. Beghini, L. Bertini, C. Santus, C. Cagnarini, P. Romanello ....…………………………………….………… 10
Valutazione della capacità di rientro alla base di un elicottero in presenza di danno balistico ad un albero
di trasmissione della linea rotore di coda
L. Giudici, A. Manes, M. Giglio ......…………………………………………….…………………………... 21
Modello coesivo per l’avanzamento di fratture mediante rilascio nodale di strutture discretizzate con
elementi finiti
M. Minotti, G. Mannucci, P. Salvini …………………………………………….…………………………... 36
Modello numerico per la simulazione e l’ottimizzazione di controlli non distruttivi con ultrasuoni
A. Pantano, D. Cerniglia ................................................................................................................................................. 49
Segreteria rivista presso:
Francesco Iacoviello
Università di Cassino – Di.M.S.A.T.
Via G. Di Biasio 43, 03043 Cassino (FR) Italia
http://www.gruppofrattura.it
iacoviello@unicas.it
Direttore Responsabile:
Francesco Iacoviello, Università di Cassino
Comitato Scientifico:
Goffredo De Portu, CNR - ISTEC Andrea Pavan, Politecnico di Milano Nicola Bonora, Università di Cassino
Angelo Finelli, ENEA Centro Ricerche Faenza Alberto Carpinteri, Politecnico di Torino Domenico Gentile, Università di Cassino
Martino Labanti, Enea Centro Ricerche Faenza Giuseppe Ferro, Politecnico di Torino David Taylor, University of Dublin
Giovanna Gabetta, ENI E&P Division Donato Firrao, Politecnico di Torino Luca Susmel, Università di Ferrara
Stefano Beretta, Politecnico di Milano Marco Paggi, Politecnico di Torino Andrea Carpinteri, Università di Parma
Mario Guagliano, Politecnico di Milano Marco Savoia, Università di Bologna Alessandro Pirondi, Università di Parma
Giulio Mayer, Politecnico di Milano Roberto Roberti, Università di Brescia Vincenzo Maria Sglavo, Università di Trento
Roberto Frassine, Politecnico di Milano Franco Furgiuele, Università della Calabria Francesca Cosmi, Università di Trieste
1
Frattura ed Integrità Strutturale, 11 (2010)
C aro Lettore, ormai queste poche righe ci permettono di fare un riepilogo delle attività degli ultimi tre mesi e di
ricordare insieme i prossimi appuntamenti.
Nei mesi di settembre ed ottobre, l’IGF ha organizzato alcune sessioni dedicate all’Integrità Strutturale all’interno dei
Convegni AIAS (Associazione Italiana Analisi Sollecitazioni) ed AIPnD (Associazione Italiana Prove non Distruttive). In
entrambi i casi, grazie alla disponibilità ed alla collaborazione dei Colleghi, le presentazioni sono state videoregistrate e
sono ora inserite nella sezione WEB-TV del sito IGF, arricchendo ulteriormente il già ampio archivio.
Ancora, in quest’ultimo trimestre, grazie ai Colleghi Andrea Carpinteri, Les P.Pook, Bruno Atzori, Paolo Lazarin, Andrea
Spagnoli, Filippo Berto, Roberto Brighenti e Sabrina Vantadori, è stato possibile arricchire l’archivio di pubblicazioni IGF,
aggiungendo alla disponibilità dei Soci IGF gli Atti dei convegni internazionali Fatigue Crack Paths (Padova 2003) e Crack
Paths (Padova 2006 e Vicenza 2009). Al di là del mero incremento numerico degli articoli disponibili (abbiamo superato i
1100!!), è da sottolineare, se ce ne fosse bisogno, il notevole livello qualitativo dei lavori che tutti i Soci potranno
apprezzare utilizzando le credenziali che sono state inviate nel mese di novembre.
Il 2010 inizia in modo molto “caldo”, con il Workshop IGF Problematiche di frattura nei materiali per l’Ingegneria che si svolgerà
dal 7 al 9 gennaio a Forni di Sopra (UD). Gli Atti, che verranno pubblicati sul sito IGF, saranno anche distribuiti su penna
USB, insieme a questo numero della rivista IGF. Un binomio già sperimentato durante l’ultimo Convegno Nazionale IGF
(Torino 2009) e che è stato particolarmente apprezzato.
Successivamente, dal 5 al 7 luglio 2010, avremo la Scuola IGF di Trieste, con il Summer course on light weight structures tenuto
dal Prof. Karl - Heinz Schwalbe. Questo evento, dedicato ai giovani ricercatori, si svolgerà in stretto collegamento con il 9th
YSESM - Youth Symposium on Experimental Solid Mechanics che si svolgerà, sempre a Trieste, dal 7 al 10 luglio 2010. Desidero
sottolineare che, grazie all’ospitalità dell’Università di Trieste ed allo sforzo organizzativo di tutto il Consiglio IGF, i costi
sono stati contenuti in maniera estrema, senza rinunciare alla qualità delle attività svolte: l’iscrizione ad entrambi gli eventi
avrà il costo di 450 €, comprensivo di vitto ed alloggio!!!
Ti posso inoltre anticipare che nel 2010 ci saranno alcune “sorprese”, di cui ti metterò al corrente quanto prima.
Colgo infine l’occasione di queste poche righe per ringraziare il Consiglio di Presidenza IGF e tutto il Comitato Scientifico
di questa rivista per un lavoro, spesso oscuro, di cui però i risultati sono evidenti: GRAZIE e buon 2010 a tutti!!!
Francesco Iacoviello
Presidente IGF
2
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
On the application of the Theory of Critical Distances for prediction
of fracture in fibre composites
David Taylor
Engineering School, Trinity College Dublin, Ireland; dtaylor@tcd.ie
ABSTRACT. This paper is concerned with the fracture of composite materials containing stress concentration
features such as notches and holes. In particular, it addresses the question of the use of the Theory of Critical
Distances (TCD) – a method which is widely used for predicting notch effects in fatigue and fracture. The TCD
makes use of a length constant, L, known as the critical distance, which is normally assumed to be a material
property. However, many workers in the field of composite materials have suggested that the critical distance is
not a constant, but rather is a function of notch size. I examined the evidence for this assertion, and concluded
that it arises for four different reasons, two of which (process zone size and constraint) are real material effects
whilst the other two (choice of test specimen and estimation of the stress field) arise due to errors in making the
assessments. From a practical point of view, the assumption of a constant value for L leads to only small errors,
so it is recommended for engineering design purposes.
KEYWORDS. Fibre composites; fracture; notch; hole; critical distance
INTRODUCTION
W hen engineering components fail, they almost always do so from stress concentration features: geometrical
discontinuities such as holes, notches and corners. Fibre composite materials are no exception, and much work
has been done over the years to understand and predict the effects of these features on the load-bearing
capacity of these materials. This paper is concerned with one particular method of prediction, which goes by various
names but which I will call the Theory of Critical Distances (TCD). Here I will consider the application of this theory to
the broad range of long-fibre laminate-type composite materials, and from the outset I should point out that I do not
consider myself an expert on this class of materials. In that respect the paper is being written from the outside looking in,
and I apologise in advance for any errors or misunderstandings that may arise as a result.
My investigations into the TCD began in the field of metal fatigue, where the approach has been used for over half a
century [1, 2]. Examination of the published literature revealed that the same methodology was also being applied to
predict monotonic fracture in composites, since first being proposed by Whiney and Nuismer in 1974 [3]. Further reading
showed that work in the two areas (metal fatigue and composite fracture) has proceeded on parallel lines for the last thirty
years, both in fundamental research and in industrial applications, with workers in one field being apparently unaware of
the activities of those in the other. As a result, the approach has developed some particular characteristics: for example in
the field of metal fatigue it is generally assumed that the critical distance, L, which is the fundamental parameter in the
theory, is a material constant, unaffected by the geometry of the notch. In composites research, however, it has become
common to assume that L is not a material constant, but rather that it varies with the size of the notch.
This question is of fundamental importance because the theory is much easier to use if we can assume a constant value for
L. If a constant value of L cannot be accepted then more fundamental studies are needed to develop a general approach
which would allow L to be calculated for any problem. Some workers, including ourselves, have indeed proposed such
3
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
approaches [4, 5] and they have been found to be necessary in certain other materials, such as concrete, where the critical
distance can be so large as to be similar to the size of the test specimen.
In this paper, I consider the evidence for and against the use of a constant L value in continuous-fibre composite laminate
materials, both from a fundamental scientific perspective and from the viewpoint of the practical engineering application
of the TCD.
THE TCD: A BRIEF INTRODUCTION
F or those not familiar with critical distance methods, here follows a brief introduction. A recent paper provides
further information [6] and those interested in a more comprehensive review are directed to a recent book on the
subject [7]. In the great majority of cases, the TCD is implemented using a linear elastic stress analysis. The point
of maximum stress is located (e.g. at the root of a notch) and a line is drawn from this point which is known as the focus
path. Stress is plotted as a function of distance, r, along this line. There are two different variants of the approach, which I
refer to as the Point Method and the Line Method. In the Point Method, the stress is considered at a single point, located
at a distance of r=L/2. In the Line Method, the stress to be considered is the average stress along the line from r=0 to 2L.
Failure is predicted to occur if this stress is greater than some critical value, o. Fig. 1 illustrates these approaches
schematically.
There are other variants of the TCD; for example some workers use L in a modified form of linear elastic fracture
mechanics LEFM) in which L is considered to be the length of an imaginary crack at the notch root, or alternatively the
crack is considered to advance in finite growth steps of magnitude 2L. These methods do not concern us here, except in
so far as they can be combined with the stress-based methods to give approaches in which L is no longer a constant.
The point and line methods have the great advantage of simplicity: they can be very easily used in conjunction with finite
element analysis and applied to any type of stress concentration feature, including those on engineering components.
Extensive research has shown that they can give very accurate predictions in a wide variety of materials, for those
mechanisms of failure which involve cracking, such as brittle fracture and fatigue [7]. An important relationship exists
between the two constants in the TCD and the material’s fracture toughness, Kc. This relationship can be derived by
assuming that the TCD is applicable to cracks as well as notches:
2
1K
L c
(1)
o
Figure 1: Schematic illustration of the Point Method and Line Method
APPLICATION OF THE TCD TO COMPOSITE MATERIALS
T he use of this approach in the field of composites stems from the seminal paper by Whitney and Nuismer in 1974
[3] which was followed a short time later by a slightly more detailed treatment in a book by Whitney et al [8]. The
original paper has been extremely influential in this field: at the time of writing there have been over 300 citations
to this paper, in publications ranging from fundamental studies to engineering applications. The paper is very
comprehensive, describing both the PM and the LM, which Whitney and Nuismer referred to as the Point Stress Criterion
and the Average Stress Criterion. The validity of the method was tested against experimental data: Figs 2 and 3 are
examples reproduced from the original paper. The theoretical link to Kc (as in Eq. 2 above) was also derived. Importantly,
4
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
this paper established that the critical stress o was equal to the ultimate tensile strength of the material as measured in
tests on plain (i.e. unnotched) specimens. In other classes of materials this is not always the case but it appears to be true
universally for composite laminates, and to my knowledge no one has proposed otherwise. A significant limitation of the
paper was that only two types of notches were considered: circular holes located centrally in flat plates, and sharp edge
notches in which the notch root radius was very small.
Figure 2: Data and predictions (using the point method) from Whitney & Nuismer [3], showing the effect of hole radius on fracture
strength (nominal stress, normalised by the plain-specimen strength) in a quasi-isotropic glass/epoxy laminate.
The three prediction lines were drawn using slightly different values of the critical distance, do which is equivalent to L/2.
Figure 3: Data from Whitney and Nuismer [3] showing the effect of notch length (c) on fracture toughness, for
sharp notches in a graph-epoxy laminate material. Prediction lines using the point method,
drawn at different values of the critical distance do (equivalent to L/2).
Within a decade of the publication of this original paper, a lot of experimental data had been generated to demonstrate the
truth of Whitney and Nuismer’s proposal. Awerbuch and Madhukar [9] presented an enormous study covering over 2800
test results, and Wetherhold and Mahmoud [10] also considered a large set of data, both reports showing that the TCD
could be applied successfully to a wide range of materials, mostly polymer-matrix long-fibre materials but also including
some metal-matrix composites and some materials with discontinuous fibres. Interestingly, despite the wide range of
strengths and toughnesses in these materials, it was found that L fell within a narrow range of values, being almost always
between 1 and 5mm, sometimes as high as 15mm.
More recent literature has extended the subject in various ways, which I have reviewed elsewhere [7]. However, the
overwhelming impression is that most workers have followed closely the lead taken by Whitney and Nuismer. As a result,
5
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
most papers are confined to studies of tensile test specimens containing either circular holes or very sharp edge notches.
The limited range of test specimens studied is, in my view, the source of some misconceptions about the use of the TCD.
This contrasts with work in the parallel field of metal fatigue, where different types of notches have been investigated,
especially with regard to the effects of notch root radius, along with different types of loading.
DOES L VARY WITH NOTCH SIZE?
T he large amount of data collected by Awerbuch and Madhukar allowed various correlations to be studied. One
trend which emerged was that in some cases the value of L which best predicted the results tended to vary,
increasing with the size of the hole or notch. These effects seemed quite significant, for example these workers
show a case in which changing the length of a sharp notch from about 1mm to 20mm caused the best-fit value of L to
approximately double in size. Further work was done by other researcher, to investigate this phenomenon, especially for
the case of circular holes. As a result, two equations were developed which are now in common use. The first is that of
Karlak [11], which relates L to the hole diameter (a) using a constant C1, as follows:
L = C1a1/2 (2)
The second equation is that proposed by Pipes et al [12] who developed a more general relationship including another
constant m:
L = C2am (3)
This second equation covers a wide range of possible conditions: two interesting cases are m=0, for which L becomes a
material constant and m=1 which leads to a situation in which the size of the hole has no effect on the fracture strength,
since L scales in direct proportion to a. In the example mentioned above, from Awerbuch and Madhukar, the value of m
was 0.235. In fact, even the original data in Whitney and Nuismer shows something of this effect: for example in Fig.2
prediction lines were drawn using different values of the critical distance and one can see that the data tend to move from
the smallest to the largest value with increasing hole size.
Investigating the data and the methods of analysis in some detail, I have come to the conclusion that there are four
separate reasons for this effect, as follows.
Stress Analysis Errors
In calculating the stresses in the vicinity of the notch, for use in the Point Method or Line Method, Whitney and Nuismer
used the following approximate method. They started from the equation for a notch in an infinite body: for example for a
circular hole they used the well-known Airy equation for the stress (r) as a function of distance r :
1 a
2
3 a
4
( r ) 1 (4)
2ar 2ar
They then modified this equation to take account of the finite width of the plate, W, multiplying it by the following factor
Y:
2 (1 a
)3
Y W (5)
3(1 a )
W
The same approach has been followed by many subsequent researchers in this field. Unfortunately, this approach is not
precise, and leads to significant errors. Fig. 4 compares the stress/distance curve predicted by these equations to an
accurate result obtained using finite element analysis, for the case of a hole with a/W = 0.375. The two curves begin to
deviate significantly around r/a = 1. Unfortunately, many test specimens use a/W values equal to or greater than this, and
in many cases the relevant values of r are quite large, given that L typically takes a value of several millimetres in these
materials.
One can appreciate that this error will lead to a situation in which L appears to increase with notch size, because if notch
size increases (at constant W) then the estimated stress at the point L/2 will deviate more and more from the actual stress,
6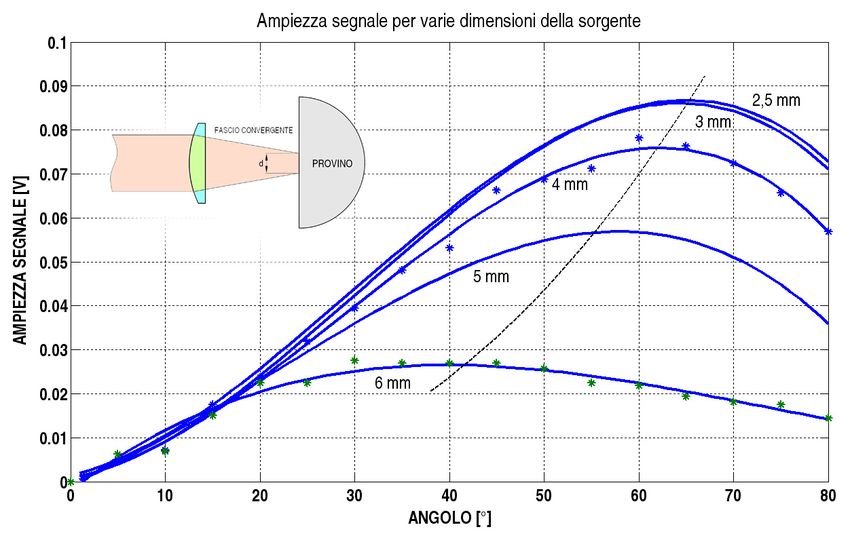
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
leading to an erroneously low prediction of the fracture strength of the specimen, an error which can apparently be
corrected by letting L increase.
Figure 4: Stress as a function of distance from notch root, calculated using the approximate formula (Eq. 5),
compared to an accurate result obtained from FEA.
Choice of Test Specimen
Fig. 5a shows stress/distance curves calculated for the specimens tested by Whitney and Nuismer (as reproduced here in
Fig. 2), for loading conditions corresponding to fracture of the specimen in each case. If the Point Method is exactly
correct then all of these curves should pass through a single point, at which r = L/2 and the stress is equal to the UTS
(represented here by a horizontal dashed line). Based on this data one would conclude that there is a tendency for L to
increase with increasing hole radius, by about a factor of 2. However, the situation changes drastically if we add data from
specimens containing sharp notches (see Fig. 5b). The sharp-notch data shows no such trend, and the fracture strength of
all the specimens can be predicted using a constant value of L, with a prediction error of no more than 10%.
Figure 5a: Stress-distance curves at failure for specimens Figure 5b: The same data as in Fig.5a, plus lines representing the
containing holes as shown in Fig.2. The symbols stresses in sharply-notched specimens of the same material.
R1-R6 indicate increasing hole radius. The symbols N1-N4 represent increasing notch depth.
Many workers have based their conclusions solely on data from circular holes. This is a mistake because the stress
gradients in these specimens are quite shallow, so it is difficult to obtain an accurate value of L in any case, since the
estimate relies on finding the point at which the stress/distance curve crosses the horizontal line representing the UTS.
7
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01 Sharper notches are better in this respect because they give steeper gradients, and the best strategy is to use at least two different notch types, as shown here. Process Zone Size The above two effects arise essentially due to errors or inaccuracies, however there are also some reasons why the value of L would tend to increase in reality. The first of these relates to the size of the process zone. To illustrate this I have chosen some data from Kennedy et al [13], who tested centre-notched plates of an orthotropic graphite/epoxy composite, using very sharp, crack-like notches. I have chosen this data because it shows the largest change in L which I have been able to find. According to these workers, L changed by a factor of 3, from 8.4mm to 24.4mm, when the length of the notch was increased from 6.35mm to 305mm. The value of a/W was kept constant at 0.25, which is convenient because it means we can rule this out as a complicating factor. The value of L gives an approximate estimate of the size of the process zone, or damage zone that occurs ahead of the notch prior to failure. From this we can conclude that the larger specimens were failing under LEFM conditions because the size of the damage zone at failure was much smaller than the remaining ligament (W-a). However this is not the case for the smaller specimens, for which L was a significant proportion of (W-a), and for the very smallest specimen it is likely that the process zone had spread completely across the specimen width before failure. We have encountered similar situations before, most obviously in the case of building materials such as concrete, which have equally large L values of the order of 5-10mm. If the specimen size is particularly small then this can lead to the absurd situation in which the critical point (or part of the critical line) lies outside the specimen. In such cases if the TCD can be used at all it must be with a smaller value of L. Approaches developed by myself and colleagues [5] and also by Leguillon [4], allow L to vary in such cases by using two failure criteria – one stress based and one stress-intensity based, which are assumed to apply simultaneously. The details of the approach are beyond the scope of the present paper: suffice it to say that the result is an L value which is constant when the remaining ligament (W-a) is much larger than L, but changes in size in such a way that it remains always smaller than (W-a). These modified approaches can be applied to problems of the type shown above, and should be able to give improved predictions. However, it may not be worth the trouble. Regarding the data from Kennedy et al, which as I said showed the largest variation in L of any which I could find for composite materials, if we use a constant L value it is possible to predict all the data with errors no greater than 13% on stress. This seems strange at first but the anomaly is resolved by noting that the stress distance curves are quite shallow, even for relatively sharp notches, so a large change in distance r gives only a relatively small change in stress. Consequently it is permissible to make a relatively large error in the value of L because this will lead to only a small error in the predicted strength. Constraint Effects When reading articles on composite materials I was struck by the fact that little attention seems to be given to possible changes in constraint that arise when changing specimen thickness. In metallic materials the measured fracture toughness can change considerably if thickness is reduced in such a way as to reduce the out-of-plane constraint, changing from plane strain to plane stress conditions. Some workers have reported this effect in composite materials, but in most papers it is not mentioned, and Awerbuch and Madhukar actually reported a case of the opposite effect, whereby the measured toughness increased with increasing specimen thickness [9]. Given that most composite-laminate specimens tested are quite thin, one would expect that they are experiencing either plane stress or conditions which are intermediate between plane stress and plain strain. The change in Kc is due largely to changes in the degree of triaxiality in the plastic zone, and though the polymer and metal matrices of these composites will yield, it is possible that these effects are modified by the existence of microdamage in these zones. Considering the relationship between fracture toughness and L (Eq. 1 above) one would expect L to increase on moving from plane strain to plane stress, and we showed previously that this is indeed the case for brittle fracture in metals [14]. A feature of small cracks in all materials is that they have lower fracture toughness values than large cracks. This effect occurs if the crack length is similar to, or less than, L. Such cracks will require less stress intensity to cause failure, so for a given specimen thickness they will experience more constraint, and hence can be expected to show a smaller value of L. CONCLUSIONS 1) Some apparent changes in the critical distance L with notch size reported in the literature arise due to inaccuracies caused by the choice of test specimen and the use of imprecise methods of stress analysis. 8
D. Taylor, Frattura ed Integrità Strutturale, 11 (2009) 3-9; DOI: 10.3221/IGF-ESIS.11.01
2) We can, however, expect that L will change with notch size and other aspects of specimen geometry, if this causes
changes in constraint or if the process zone size is a significant proportion of the remaining ligament.
3) Despite these changes, the assumption of a constant value of L leads to only small errors in the prediction of fracture
stress in long-fibre composite laminate materials, so this approach is recommended for engineering applications.
REFERENCES
[1] H. Neuber, Theory of notch stresses: principles for exact calculation of strength with reference to structural form and
material, 2 ed., Springer Verlag, Berlin, (1958) 292.
[2] R. E.Peterson, in: Metal Fatigue, edited by G. Sines and J. L. Waisman McGraw Hill, New York, (1959) 293.
[3] J.M. Whitney, Nuismer, R. J., "Stress fracture criteria for laminated composites containing stress concentrations,"
Journal of Composite Materials, Vol. 8, 1974, pp. 253-265.
[4] D. Leguillon, European Journal of Mechanics A/Solids, 21 (2002) 61.
[5] P. Cornetti, N. Pugno, A. Carpinteri, D. Taylor, Engineering Fracture Mechanics, 73(14) (2006) 2021.
[6] D. Taylor, Engineering Fracture Mechanics, 75 (2008) 1696.
[7] D. Taylor, The Theory of Critical Distances: A New Perspective in Fracture Mechanics, Elsevier, Oxford, UK, (2007).
[8] J.M. Whitney, I.M. Daniel, R.B. Pipes, Experimental Mechanics of Fiber Reinforced Composite Materials, Society for
Experimental Stress Analysis, Connecticut (1982).
[9] J. Awerbuch, M.S. Madhukar, Journal of Reinforced Plastics and Composites, 4 (1985) 3.
[10] R.C. Wetherhold, M.A. Mahmoud, Materials Science and Engineering, 79 (1986) pp. 55.
[11] R.F. Karlak, in: Proceedings of failure modes in composites IV, The metallurgical society of AIME, Chicago (1977)
105.
[12] R.B. Pipes, R.C. Wetherhold, J.W. Gillespie, Journal of Composite Materials, 12 (1979) 148.
[13] T.C. Kennedy, M.H. Cho, M.E. Kassner, Composites Part A, 33 (2002) 583.
[14] D. Taylor, Structural Integrity and Durability, 1 (2006) 145.
9M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02 Modello di tenuta della flangia bullonata, senza guarnizione, mediante l’analogia della meccanica della frattura di una fessura parzialmente aperta M. Beghini, L. Bertini, C. Santus Università di Pisa, Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione. Largo Lucio Lazzarino 1, 56126 Pisa. ciro.santus@ing.unipi.it C. Cagnarini, P. Romanello General Electric, Oil & Gas, Nuovo Pignone – 50127 Firenze. RIASSUNTO. I compressori centrifughi di elevate dimensioni non permettono l’utilizzo di guarnizioni deformabili, per cui le due metà della flangia di connessione sono forzate mediante bullonatura e la tenuta è affidata al contatto completo delle due superfici. La previsione della pressione di perdita è un aspetto di progetto di notevole interesse per questa tecnologia. L’azione della pressione interna sollecita la separazione delle superfici della flangia, che invece è contrastata dall’azione di serraggio dei bulloni. Il presente lavoro propone un modello per prevedere la condizione di perdita, basato sulla meccanica della frattura. Dato che le due superfici della flangia sono semplicemente a contatto, esse costituiscono una vera e propria fessura parzialmente aperta. Come ben noto il fattore di intensificazione di una fessura parzialmente aperta è nullo. Imponendo che le due superfici siano parzialmente separate ad una distanza fino al bordo del foro del bullone (che offre un canale di fuoriuscita per il fluido in pressione), e imponendo la condizione di fattore di intensificazione nullo, è possibile determinare la pressione di perdita, analiticamente, mediante la tecnica delle “weight functions” (o “funzioni peso”). Il presente lavoro riporta una positiva validazione del modello proposto mediante sia simulazione numerica sia risultati sperimentali in piena scala e in scala ridotta. Il modello analitico proposto offre uno strumento di progetto di immediata implementazione per comparare diverse geometrie di flangia bullonata. ABSTRACT. The use of a gasket made in soft material is not recommended for large size centrifugal compressor case flanges. The two case halves are assembled with bolted flanges and the leakage is prevented by the “metal– to–metal” contact of the flange surfaces. The prediction of the leakage condition is an important engineering challenge for this technology. A new model to predict the leakage condition, based on Fracture Mechanics, is here presented. The partially open flange surfaces interface can be regarded as a partially open crack. The Stress Intensity Factor of a partially open crack is zero, since the flange surfaces can not transfer tensile traction, being just in contact (not “glue” or “welded”). The extension of the open zone, i.e. the crack length, can be obtained imposing the zero Stress Intensity Factor condition. The leakage is expected as the flange surface open front reaches the bolt hole, that produces a way out path for the internal pressurized fluid. By means of the weight functions analytical technique, the leakage pressure can be calculated. The proposed model was then successfully validated by means of both numerical simulations and full scale and small scale experimental tests. The proposed analytical model can be used to compare different flange geometries and then it is a useful design tool. PAROLE CHIAVE. Tenuta. Flangia bullonata. Meccanica della frattura. Fessura parzialmente aperta. 10
M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
INTRODUZIONE
I compressori centrifughi di elevate dimensioni non prevedono l’utilizzo di guarnizioni di tenuta in materiale
deformabile, che invece vengono comunemente usati per flangie di minore dimensioni. La tenuta fra le due metà
della cassa del compressore è garantita dal contatto diretto (definito come “metal-to-metal”) fra le due superfici della
flangia, Fig.1. Tali superfici sono premute da una distribuzione di bulloni opportunamente preserrati. Nonostante non
esista una guarnizione viene comunque applicato un opportuno sigillante immediatamente prima di portare a contatto le
superfici, al fine di migliorare la prestazione di tenuta della flangia, principalmente per riempire gli inevitabili solchi di
rugosità nonostante la prescritta elevata finitura superficiale. L’utilizzo del sigillante è di fatto la norma, nonostante la
flangia venga definita come “metal-to-metal”.
In letteratura sono reperibili studi recenti sulle condizioni di perdita di flange senza guarnizione, tuttavia non esiste un
modello di tenuta che descriva il fenomeno in funzione dei parametri macroscopici geometrici. I principali risultati
riportati in letteratura sono:
la planarità della superficie ha un ruolo significativo, la tolleranza di planarità deve essere molto stretta al fine di evitare
perdite locali di contatto che producono un canale di perdita preferenziale [1];
in modo analogo, anche se ad un livello di scala differente, la rugosità deve essere minima per sfavorire perdite dovute
ad un contatto non completo fra le superfici della flangia [2];
l’orientamento dei solchi di rugosità deve essere non allineato con l’eventuale verso del flusso di perdita, quindi
possibilmente ortogonale ad esso [3];
l’irregolarità della superficie e la rugosità vengono in buona parte compensate con l’introduzione del sigillante
(tipicamente siliconico) [4,5].
Figura 1: Tipiche dimensioni di un compressore centrifugo e relativa flangia bullonata di tenuta.
Molti studi presentano analisi agli Elementi Finiti (EF), utilizzando elementi di contatto (che comportano analisi di tipo
non lineare) per determinare la distribuzione delle pressioni di contatto fra le due superfici della flangia [6-18], spesso
offrendo soltanto analisi di carattere comparativo fra diverse configurazioni. Alcuni studi dimostrano l’effettiva
importanza del sigillante [11]. La condizione di perdita è solitamente associata alla perdita di pressione di contatto fra le
flange accoppiate [6-10] oppure al verificarsi di una tensione di trazione sufficiente a provocare il distacco fra il sigillante
ed una delle due superfici della flangia [6]. L’effettivo valore del preserraggio imposto al bullone è ampiamente accettato
come una delle principali cause di non affidabilità della flangia bullonata in termini di tenuta. Infine, alcuni studi
propongono analisi su come ottimizzare la sequenza di serraggio per garantire un preserraggio dei bulloni il più possibile
uniforme [14-21].
Il presente lavoro ha come obbiettivo quello di proporre un modello semplice ed efficace, in grado di determinare la
condizione di perdita della flangia senza guarnizione, descrivendo la (parziale) separazione delle superfici della flangia con
concetti di meccanica della frattura, ossia modellando l’interfaccia di separazione come una vera e propria fessura. Questo
approccio permette di ottenere un modello analitico più veloce rispetto ad un calcolo agli elementi finiti, che quindi si
presta ad un’analisi preliminare e di prima ottimizzazione dei parametri macroscopici della geometria della connessione.
11M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
La geometria della connessione è rappresentata in Fig.2(a). I parametri geometrici principali sono: DV diametro interno
della cassa, tV spessore della parete della cassa, Z posizione dell’asse del bullone (o del prigioniero) rispetto alla
superficie interna della cassa, d H diametro del foro del bullone, PB passo della fila di bulloni in direzione assiale, H
altezza di ciascuna delle superfici della flangia, W larghezza della flangia, ed infine L Z d H / 2 è la “distanza di
perdita” ossia l’estensione della separazione fra le due superfici della flangia che porta in comunicazione il volume interno,
contenente fluido in pressione, con il foro del bullone che quindi è aperto verso l’esterno (in quanto il collegamento
filettato non garantisce nessun tipo di tenuta). In altre parole, se la lunghezza di separazione L0 fra le due superfici della
flangia è inferiore a L non si ha perdita, mentre si ha immediatamente perdita quando la lunghezza di separazione L0
raggiunge la lunghezza L , Fig.2(b).
tV
Vertical dB
symmetry DV No leak.:
plane Lo
dH Lo L,
PB H
Leakage:
Bolt pitch
along the Lo L
Transverse axial
section direction
L L
plane
Z
W
(a) (b)
Figura 2: (a) Dimensioni principali della geometria della flangia. (b) Condizione di perdita.
La condizione di perdita assunta nel presente modello prevede che le superfici della flangia siano inizialmente perfettamente
piane, e che la loro deformazione sia dovuta soltanto alla deformazione elastica, mentre invece le superfici posso
presentare degli errori di forma (ad esempio dovuti al rilassamento di tensioni residue) e/o difetti locali come la rugosità
oppure solchi o graffi nonostante l’applicazione del sigillante.
Un analisi EF di contatto ha permesso di verificare la pressione interna prevista dal modello che porta il fronte di
separazione in corrispondenza del foro del bullone. Tuttavia, un’analisi numerica non può permettere di verificare la
qualità dell’assunzione di perfetta planarità delle superfici che invece richiede una validazione sperimentale. Tale
validazione è stata ottenuta (ed è presentata nel lavoro) mediante prove sia in piena scala sia in scala ridotta.
MODELLO ANALITICO
L a porzione di distacco fra le superfici della flangia può essere interpretata come una vera e propria fessura. Le due
piastre della flangia sono semplicemente appoggiate, tuttavia la zona in cui il contatto rimane chiuso è equivalente,
in termini di stato di tensione, ad un'unica porzione di materiale senza soluzione di continuità, in quanto non si
hanno slittamenti significativi.
Essendo le due piastre a contatto non è possibile avere uno stato di tensione positiva (trazione) fra le due superfici. Anche
la presenza del sigillante non garantisce uno stato di trazione significativo, ma soltanto l’opportunità di riempire i solchi
della rugosità. Come ben noto dalla meccanica della frattura, lo stato di tensione in corrispondenza dell’apice della fessura
è definito dal fattore di amplificazione delle tensioni K . Il fattore di amplificazione (primo modo di apertura) non può
mai essere negativo dal momento che questa condizione implica il contatto fra i lembi della fessura. D’altro canto la
12M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
condizione di semplice contatto fra le superfici della piastra non permette un fattore di amplificazione positivo, dato che
in tal caso le tensioni all’apice della fessura dovrebbero essere positive, addirittura singolari, per cui molto elevate in un
introno dell’apice stesso. Quindi, il fattore di amplificazione è necessariamente nullo in corrispondenza del fronte di
separazione. La condizione di perdita pertanto può essere espressa in termini di meccanica della frattura: fronte di
separazione esteso fino al foro del bullone L0 L e fattore di intensificazione nullo K 0 , Fig.3(a).
n ( x) Open crack
length
K 0
ao K (ao ) 0
a0
a K (ao ) n ( x) h( x, a0 ) dx
Leakage: 0
Closed a0
Lo L x
crack n ( x) h( x, a0 ) dx 0
L length
0
(a) (b)
Figura 3: (a) Condizione di perdita espressa in termini di meccanica della frattura.
(b) Integrazione della weight function, caso di una fessura parzialmente aperta.
La tecnica delle “Weight Functions” (WF) permette di esprime il fattore di intensificazione delle tensioni di una fessura
come integrale esteso su tutta la lunghezza della fessura (in uno schema piano, altrimenti su tutta la superficie della fessura,
in uno schema tridimensionale) della tensione nominale moltiplicata per una funzione “kernel” che è appunto la WF [22-
26].
La condizione di perdita può quindi essere scritta nel seguente modo, Eq.(1):
L
K n ( x ) h ( x , L ) dx 0 (1)
0
in cui la n ( x) è la distribuzione di tensione “nominale”, mentre la h( x, L) è la WF.
Come ben noto, la tensione nominale è quella distribuzione di tensione che si avrebbe in corrispondenza della linea della
fessura (in uno schema piano) se la fessura non ci fosse, ossia se il materiale fosse continuo. È importante sottolineare che
la WF h( x, L) è soltanto funzione della geometria e non della tensione nominale. Tuttavia, la WF h( x, L) e la tensione
nominale n ( x) non possono essere espresse in forma chiusa per questa particolare geometria, quindi sono necessarie
delle semplificazioni per ottenere una buona approssimazione della tensione nominale e della WF.
Nel presente problema della flangia bullonata la distribuzione di tensione nominale è la sovrapposizione della
distribuzione di tensione dovuta al serraggio del bullone (che ovviamente produce tensioni di compressione, ovvero
negative) e la distribuzione di tensione dovuta alla pressione interna alla cassa, che tende a distaccare le due piastre della
flangia (tensioni di trazione, positive). La WF non è uniforme ma è comunque sempre positiva, per cui le tensioni
nominali di trazione tendono a produrre K positivo, mentre le tensioni di compressione dovute al preserraggio del
bullone producono un contributo negativo, e quindi benefico ai fini della tenuta.
Di seguito si riportano le approssimazioni introdotte:
schema di calcolo piano, per cui la ripetizione dei fori viene schematizzata come un’unica cava continua di area
equivalente, in modo da garantire, la stessa area di contatto, Fig.4(a), questa assunzione è incentivata anche dal fatto
che il passo dei bulloni PB è più piccolo possibile, in modo da favorire l’azione di serraggio stessa;
in virtù di questa assunzione, si fa riferimento ad uno schema piano trascurando la ripetizione ciclica dei fori, per cui la
WF di integrazione è relativa ad uno schema di fessura nel piano;
per semplicità si trascurano gli effetti di bordo e si utilizza la WF di una fessura (di lunghezza finita) in un semipiano, di
cui sono noti gli integrali per le più semplici distribuzioni di tensione nominale;
13M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
si assume la distribuzione lineare per la tensione nominale dovuta alla pressione interna, e si determina tale
distribuzione imponendo l’equivalenza (risultante e momento risultante) con la forza di trazione, per unità di
profondità, attraverso la parete della cassa, Fig.4(b);
si assume la distribuzione della tensione nominale di compressione, dovuta al preserraggio dei bulloni, a tronco di
piramide, rifacendosi al comune schema usuale nei testi di costruzione di macchine [27], avendo precedentemente
assunto uno schema piano, la distribuzione a tronco di cono non è possibile, la relativa vicinanza dei bulloni ( PB più
piccolo possibile) ha suggerito la assunzione a tronco di piramide;
essendo la flangia relativamente stretta rispetto alla larghezza della distribuzione delle tensioni di compressione dovute
al preserraggio dei bulloni, una porzione di tale distribuzione cade fuori dalla larghezza della flangia, al fine di garantire
l’equivalenza è necessario sovrapporre una distribuzione equilibrante, assunta anch’essa lineare, equivalente alla
distribuzione che cade fuori dalla larghezza della flangia, Fig.4(c).
n,p1 (0) Bolt pressure
distribution,
n,p1 ( L) F1 F2
L d 'H larger than the
x
n,p1 ( x) flange surface
L FB B AB ( B 1MPa)
PB
dH Press.distr.
equivalent to:
x
SV / 2 pn,B1 ( L) F1 , F2
pn,B1 (0) Bolt pressure
x actual
p PB DV / 2 distribution
( p 1MPa) L
(a) (b) (c)
Figura 4: (a) Approssimazione geometrica della fila di bulloni come un’unica cava continua di area equivalente.
(b) Assunzione di distribuzione lineare delle tensioni nominali di trazione dovute alla pressione interna.
(c) Assunzione di distribuzione delle tensioni nominali di compressione dovute al preserraggio
dei bulloni, re-distribuzione delle tensioni fuori dalla larghezza della flangia.
Le distribuzioni nominali (pressione interna e preserraggio dei bulloni) possono essere ottenute imponendo
rispettivamente pressione interna alla cassa unitaria, e tensione di preserraggio del bullone anch’essa unitaria e
successivamente moltiplicando per l’effettiva pressione interna e l’effettiva tensione di preserraggio. La distribuzione di
tensione nominale può quindi essere espressa mediante la seguente combinazione lineare:
n ( x) p n,p1 ( x) B pn,B1 ( x) (2)
Da notare che la tensione nominale prodotta dalla pressione interna è positiva (trazione), mentre la tensione nominale
prodotta dal preserraggio e negativa (pressione).
Avendo assunto distribuzioni lineari delle componenti della tensione nominale, l’integrazione della WF si riduce alla
combinazione lineare dell’integrazione di una distribuzione uniforme e di una variabile linearmente, Fig.5.
Sostituendo l’Eq.2 nell’Eq.1, e avendo i risultati delle integrazioni, riportati nella Fig.5, è possibile ottenere il valore di
pressione di perdita:
pn,B1 (0) 1.55 pn,B1 ( L)
pL B (3)
n,p1 (0) 1.55 n,p1 ( L)
Nell’Eq.3, i termini pn,B1 (0), pn,B1 ( L) e n,p1 (0), n,p1 ( L) sono i valori di tensione nominale per x 0 e x L ,
rispettivamente, ossia alla posizione interna della cassa e alla distanza di perdita.
Tuttavia, quando una porzione delle superfici della flangia perde contatto, inevitabilmente penetra del fluido in pressione,
che tende ad incentivare la separazione fra le due superfici. Al fine di considerare tale effetto, seguendo l’approccio
proposto, è sufficiente aggiungere un termine di trazione alla distribuzione di tensione nominale, pari al valore della
14M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
pressione interna stessa. Dato il significato dei termini n,p1 (0), n,p1 ( L) e grazie alla linearità delle integrazioni della WF,
è quindi necessario aggiungere ad entrambi un termine unitario. L’Eq.4 costituisce il modello analitico definitivo per
determinare la pressione di perdita:
pn,B1 (0) 1.55 pn,B1 ( L)
pL B (4)
( n,p1 (0) 1) 1.55( n,p1 ( L) 1)
Come descritto in precedenza le tensioni nominali unitarie possono essere dedotte sulla base di considerazioni di
equilibrio, anche se approssimate. Pertanto non è necessaria alcuna simulazione numerica per ottenere i termini che
compaiono nell’Eq.3. Tuttavia, il modello EF successivamente riportato è stato sviluppato al fine di verificare i risultati del
modello analitico.
K 0 1.1215 0 a K1 0.6820 1 a
x
n 0 n 1
a
x
a a
(a) (b)
Figura 5: (a) Integrazione della WF con distribuzione di tensione nominale uniforme.
(b) Integrazione della WF con distribuzione di tensione nominale variabile linearmente.
MODELLO ELEMENTI FINITI
L a porzione di flangia modellata agli elementi finiti è rappresentata in Fig.6(a). L’analisi si limita alla porzione
rettilinea delle flange ed inoltre si sfruttano le due simmetrie dovute alla ripetizione geometrica dei bulloni,
Fig.6(b).
Leakage
Flange
FE model
interface Increasing
region the internal
pressure p
Symm. Lo
PB
bolt pitch
Open contact
front
Symm.
(a) (b) (c)
Figura 6: (a) Porzione di flangia modellata. (b) Modello EF, utilizzo delle simmetrie.
(c) Distacco degli elementi di contatto e condizione di perdita
In Fig.6(c) si mostra l’evoluzione del fronte di apertura all’aumentare della pressione interna alla cassa, fino alla condizione
di perdita, ossia quando il fronte di distacco raggiunge il punto più interno del perimetro del foro del bullone. Il valore
15M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
della pressione di perdita prevista dal modello EF, pL,FE , si determina semplicemente osservando la posizione del fronte
di apertura, per piccoli incrementi della pressione interna. È importante sottolineare che, nonostante la non linearità di
contatto, la pressione di perdita prevista dal modello EF, è legata linearmente al preserraggio del bullone, dato che si
impone una specifica posizione del fronte di apertura. Questo risultato è in accordo con l’evidente linearità, prevista dal
modello analitico, fra pressione di perdita pL e il preserraggio del bullone.
In Fig.7 si mostra l’ottima correlazione fra la pressione di perdita prevista dal modello analitico rispetto alla pressione di
perdita prevista dal modello EF, per 12 diverse configurazioni di casse. È quindi evidente che le approssimazioni
introdotte non hanno prodotto errori significativi. Tuttavia, come già accennato nell’Introduzione, il modello EF
rappresenta una validazione per il modello analitico in termini di previsione della posizione del fronte di apertura, mentre
la modalità di perdita assunta, ossia il fluido che fuoriesce dalla cassa soltanto se il fronte di separazione fra le superfici
delle flange raggiunge il bordo del foro del bullone, necessita di una conferma sperimentale.
pL / pL,FE,max
1
R 2 0.99
0.8
0.6
0.4
0.2
0
0 0.2 0.4 0.6 0.8 1
pL,FE / pL,FE,max
Figura 7: Correlazione fra la pressione di perdita prevista con modello EF e pressione di perdita prevista
con modello analitico basato sulla meccanica della frattura.
VALIDAZIONE SPERIMENTALE
Prove in piena scala
L a Fig.8 riporta le prove di pressurizzazione in piena scala per le stesse 12 configurazioni precedentemente
investigate con il modello EF. Ciascuna tipologia di cassa è stata testata prima di essere messa in esercizio,
mediante prove di pressurizzazione. Questo tipo di prova prevede di introdurre del liquido (anche se si tratta di
compressori per gas) raggiungendo un certo valore di pressione, maggiorato rispetto al valore di esercizio, e di verificare
l’eventualità della perdita.
1
p / pL
0.8
0.6
0.4
0.2
LEAKAGE test
NO leakage tests
0
0 0.2 0.4 0.6 0.8 1
pL / pL,FE,max
Figura 8: Prove in piena scala di pressurizzazione. Corretta previsione,
mediante il modello analitico, del singolo caso di perdita.
16M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
Soltanto per un caso è stato possibile portare la pressione interna ad un valore più elevato di quello previsto dalla prova di
pressurizzazione, fino a raggiungere la perdita, Fig.8. Per tale prova, è stato opportunamente estensimetrato un bullone
della flangia per conoscere con elevata confidenza l’effettivo preserraggio, mentre negli altri casi il precarico del bullone è
stato soltanto stimato sulla base del valore imposto mediante il tensionatore idraulico. Da notare che nell’unico caso di
perdita la previsione del modello è stata accurata, in quanto il rapporto p / pL è risultato molto prossimo all’unità. Nelle
altre configurazioni non è stata raggiunta la pressione di perdita, per necessità di servizio e quindi il margine di previsione
del modello è rimasto incerto.
Prove in scala ridotta
Si è ritenuto opportuno eseguire ulteriori prove, in scala ridotta, per la validazione del modello analitico, in modo da
monitorare con accuratezza il preserraggio dei bulloni e poter raggiungere la condizione di perdita senza particolari
restrizioni. La Fig.9(a) mostra una vite estensimetrata, il relativo schema per l’acquisizione del segnale, in modo da
misurare solo la trazione ed eliminare l’effetto di flessione e temperatura, mentre la Fig.9(b) mostra l’attrezzatura di prova
in scala.
manometro
trasduttore
digitale
p
di pressione
R1 R4
Vref Vout (dummy)
R1 R2
R3
(dummy) R2
350 mm
(a) (b)
Figura 9: (a) Vite estensimetrata, l’utilizzo di due estensimetri permette di eliminare eventuale flessione ed
effetto di temperatura, oltre ad ottenere sensibilità del segnale doppia. (b) Attrezzatura sperimentale
per riprodurre in scala ridotta una cassa flangiata con bullonatura di tenuta.
I bulloni estensimetrati sono stati applicati nella zona centrale della flangia bullonata, ed è stato eseguito un serraggio
controllato. Gli altri bulloni sono stati serrati con un precarico molto maggiore anche se non controllato. In questo modo
la perdita è stata condizionata a manifestarsi in corrispondenza dei bulloni estensimetrati. Per ciascuna prova sono stati
applicati incrementi di pressione fino al verificarsi della perdita, messa in evidenza dal liquido colorato introdotto, Fig.10.
Figura 10: Prove in scala ridotta con liquido in pressione (acqua colorata). Evidenza di perdita
Superata la pressione di perdita, si manifesta il gocciolamento continuo con una certa frequenza. Ovviamente la frequenza
di gocciolamento è funzione crescente della pressione interna del fluido. La portata di perdita è stata valutata misurando la
massa di una singola goccia, misurando l’intervallo di tempo fra il manifestarsi di una goccia e la successiva e quindi
dividendo massa per tempo. Riportando su un grafico la portata di perdita in funzione della pressione interna, è intuitivo
definire come la pressione (sperimentale) di perdita il valore di intercetta di un andamento lineare approssimante delle
singole misurazioni di portata di perdita, Fig.11.
17M. Beghini et alii, Frattura ed Integrità Strutturale, 11 (2009) 10-20; DOI: 10.3221/IGF-ESIS.11.02
Leakeage Bolt
rate presetting1 Bolt
presetting 2
Internal pressure
Experimental
leak.pressure
Figura 11: Definizione sperimentale della pressione di perdita.
I risultati delle prove in scala ridotta sono riportati in Tab.1. L’errore percentuale di previsione della pressione di perdita
non supera il 7%.
Prova Preserraggio Pressione di perdita Pressione di perdita Errore
bulloni sperimentale prevista dal modello percentuale
[ kN ] [ bar ] [ bar ]
1 30.7 63 59 6%
2 20.2 41 41 < 1%
3 20.1 43 41 6%
4 20.4 41 41 < 1%
5 30.5 57 61 7%
Tabella 1: Risultati delle prove in scala ridotta.
ANALISI DI SENSIBILITÀ AI PARAMETRI GEOMETRICI
L a disponibilità di un modello analitico semplice (e validato) in grado di valutare la pressione di perdita, rappresenta
uno strumento di progetto molto utile, soprattutto in una prima fase di definizione dei parametri macroscopici
della flangia. È stata quindi eseguita un’analisi di sensibilità al variare di un parametro tenendo costante gli altri ed
ottenendo i seguenti risultati:
la pressione di perdita pL è lineare con il preserraggio dei bulloni, risultato ovvio considerando l’Eq.3, per cui è buona
norma scegliere bulloni di classe elevata in modo da poter sfruttare al meglio il preserraggio, al fine di aumentare B ;
la pressione di perdita diminuisce all’aumentare del passo dei bulloni PB , Fig.12(a), in quanto l’azione media di
preserraggio si riduce, oltretutto si tende a produrre una disuniformità della pressione di contatto in direzione assiale
(non prevista dal modello), rischiando di avere una locale riduzione di pressione di contatto fra le superfici della
flangia, in definitiva è buona norma ridurre il passo assiale dei bulloni al minimo tenendo conto degli ingombri;
la pressione di perdita aumenta all’aumentare della larghezza della flangia W , Fig.12(b), in modo non molto sensibile,
fino ad un livello di saturazione, oltre al quale la pressione di perdita rimane costante nonostante un ulteriore aumento
della larghezza della flangia;
la pressione di perdita è pressoché insensibile all’altezza della flangia H , Fig.12(c), qualora sia sufficientemente più
grande della dimensione del bullone;
la pressione di perdita diminuisce all’aumentare della posizione dell’asse del bullone Z , ovvero la distanza dalla
superficie interna, Fig.12(d), in quanto l’azione di preserraggio risulta più remota rispetto alla zona della flangia
interessata dalla perdita.
La possibilità di avere maggiore pressione di perdita all’aumentare del preserraggio del bullone, apparentemente, potrebbe
indurre a pensare che sia utile introdurre un diametro maggiore del bullone, in modo quindi da avere maggiore
preserraggio. Tuttavia è bene tenere presente gli ingombri, mostrati in Fig.2(a). Aumentare il diametro del bullone provoca
un aumento del passo e un aumento della distanza dalla superficie interna, e quindi un effetto negativo sulla pressione di
perdita. D’altro canto un bullone di diametro piccolo produrrebbe una ridotta (in modulo) pressione di serraggio.
18Puoi anche leggere