INTRODUZIONE al 3 INCONTRO - Coordinamento - Aias-sicurezza
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Coordinamento INTRODUZIONE al 3° INCONTRO

SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
Nei precedenti 2 incontri sono state introdotte le Norme internazionali
serie IEC 61508 e 61511, che costituiscono il percorso obbligato che
conduce alla stima di alcuni importanti parametri di affidabilità dei
componenti utilizzati nei sistemi di sicurezza.
Abbiamo parlato di rischio “accettabile” o “tollerabile”.
Nell’industria di processo si utilizzano sempre più sistemi strumentali
di sicurezza, e cioè sistemi basati sui concetti di sicurezza funzionale
declinati dalla norma tecnica IEC 61508.
Nell’incontro odierno si intende approfondire l’applicazione dei principi
della SICUREZZA FUNZIONALE per l’implementazione dei Sistemi
Strumentali di Sicurezza e dell’Analisi dei Guasti nell’industria di
processo, sempre finalizzati al miglioramento del livello di sicurezza
nella progettazione, gestione e manutenzione degli impianti.
2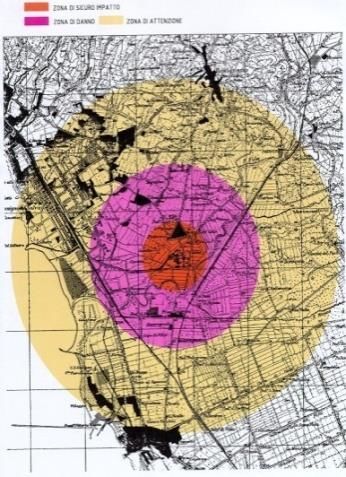
SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
E’ stato introdotto il percorso procedurale per
arrivare, per mezzo della valutazione dei
rischi e applicando i principi ella sicurezza
funzionale, alla riduzione del rischio di
processo, agendo sulla probabilità di
accadimento dello scenario incidentale e
sulla mitigazione delle conseguenze.
Si è parlato di esempi pratici di analisi dei
rischi, applicazione di sistemi integrati di
sicurezza e livelli indipendenti di protezione.
Analisi LOPA(Layers Of Protection Analysis),
Albero degli eventi (Event tree), Albero dei
guasti e Analisi SIL …….
3
SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
Il rischio è correlato alla frequenza di accadimento di un
evento pericoloso, nonché alla gravità delle sue
conseguenze.
In particolare, il rischio legato a un processo
industriale è il prodotto della probabilità di
un guasto per la gravità delle conseguenze
associate a tale guasto
Il livello di integrità della sicurezza (Safety
Integrity Level – SIL) è un indice di
affidabilità che esprime, in termini numerici,
la capacità di un sistema strumentale di
sicurezza di eseguire la funzione di sicurezza
alla quale è deputato.
4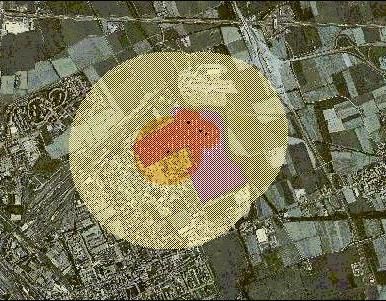
SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
Sicurezza
Affidabilità della funzione di sicurezza
funzionale
limitare i guasti sistematici (errori di progettazione, bachi nel
software) – IEC 61508;
prevenire i guasti occasionali - IEC 61511.
LIVELLO DI INTEGRITA’ DELLA SICUREZZA SIL RRF PFD
(SIL)
1 10÷100 0,1÷ 0,01
FATTORE DI RIDUZIONE DEL RISCHIO
(RRF) 0,01÷
e PROBABILITA’ DI GUASTO SU RICHIESTA 2 100÷1000
0,001
(PFD)
0,001÷
3 1000÷10000
0,0001
Un allarme con una PFD pari a 10E-2 (PFD =
0,01) riduce il rischio complessivo dell’impianto 0,0001÷
almeno di un fattore RRF pari a 100. 4 10000÷100000
0,00001
5
SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
Analisi dei rischi
in funzione della probabilità di accadimento della causa iniziatrice:
valuta il rischio iniziale di processo (Art.17 T.U. D.Lgs.81/08),
definisce i livelli di protezione indipendenti (IPL) per portare il rischio iniziale
al di sotto della soglia di rischio accettabile
La riduzione del rischio è eseguita in modo iterativo
Se il livello di rischio tollerabile non è immediatamente
raggiunto, occorre introdurre ulteriori livelli di protezione
Ogni livello corrisponde a un sistema in grado di esplicare la
propria funzione di:
controllo del processo (BPCS),
monitoraggio (allarme),
sicurezza (SIS)
6
SISTEMI DI SICUREZZA, AFFIDABILITA’
E VALUTAZIONE DEL RISCHIO NEGLI IMPIANTI DI PROCESSO
RIDUZIONE DEL RISCHIO OTTENUTA GRAZIE ALLA SICUREZZA FUNZIONALE
Il sistema strumentale di
sicurezza adottato deve
essere in grado di
GARANTIRE NEL TEMPO
un fattore di riduzione
del rischio pari a 100,
tale cioè da mantenere il
livello di rischio residuo
al di sotto della soglia di
rischio accettabile.
7
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Il rischio Industriale CHIMICO O AMBIENTALE, diversamente dai rischi naturali, ha la
particolarità di essere generato da una Sorgente esistente sul territorio: l’insediamento
produttivo.
I Fattori positivi sono:
• La potenziale sorgente di rischio è facilmente individuabile poiché coincide con
l’insediamento produttivo;
• L’intensità massima sviluppabile (magnitudo) da un insediamento produttivo a seguito di un
evento incidentale è teoricamente quantificabile.
I Fattori negativi possono individuarsi in:
• La magnitudo non è qualcosa che può essere misurato ma deve essere stimata (molto
complesso);
• Non è possibile rappresentare gli impianti per classi omogenee: ogni impianto è un mondo a
sè stante;
• Non si può definire un tempo di allerta contrariamente ad esempio al rischio idrogeologico;
• Nel caso di rischio da trasporto non esiste neppure una definizione a priori del sito incidentale.
• In genere la velocità di svolgimento dell’evento incidentale è superiore a quella di altri
rischi (problema sui tempi di intervento e sulle modalità della gestione dell’emergenza)
8
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Descrizione del rischio
I processi industriali che richiedono l’uso di sostanze pericolose, in condizioni anomale
dell'impianto o del suo funzionamento, possono dare origine a eventi incidentali - emissione di
sostanze tossiche o rilascio di energia - di entità tale da provocare danni immediati o differiti per la
salute umana e per l’ambiente, all’interno e all’esterno dello stabilimento industriale.
Per rischio industriale si intende la possibilità che in
seguito a un incidente in un insediamento industriale
si sviluppi un incendio, con il coinvolgimento di
sostanze infiammabili, una esplosione, con il
coinvolgimento di sostanze esplosive, o una nube
tossica, con il coinvolgimento di sostanze che si
liberano allo stato gassoso, i cui effetti possano
causare danni alle persone ed alle cose (all’interno ed
all’esterno del perimetro di Stabilimento), alla
popolazione o all’ambiente.
Gli effetti di un incidente industriale possono essere mitigati dall'attuazione di piani di
emergenza adeguati, sia interni sia esterni. Questi ultimi prevedono misure di autoprotezione e
comportamenti da fare adottare alla popolazione.
9
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
L'incidente di Seveso
Il 10 luglio 1976, nello stabilimento della società Icmesa di
Meda, in Lombardia, un reattore destinato alla produzione di
triclorofenolo perde il controllo della temperatura. L'apertura
delle valvole di sicurezza evita l'esplosione del reattore, ma l'alta
temperatura provoca una modifica della reazione in atto con la
formazione di una sostanza classificata in seguito come diossina.
La diossina rilasciata in aria forma una nube tossica che i venti
spostano verso Cesano Maderno, Desio e Seveso, il Comune più
colpito da questo incidente, tra i più gravi mai registrati in Europa.
L’incidente ha gravi effetti sulla salute dei lavoratori e degli abitanti
della zona esposti alla nube tossica: la maggior parte di loro riporta
infiammazioni agli occhi.
Alcune persone subiscono degenerazioni della pelle – la cosiddetta
cloracne – e gli effetti sulla salute generale sono ancora oggi
oggetto di studio. La nube tossica ha ripercussioni anche di tipo
ambientale con la contaminazione del territorio circostante.
10IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Analisi di Rischio
L’Analisi di Sicurezza
Analisi delle Conseguenze
L’analisi di rischio ha la necessità di conoscere le
sorgenti di rischio, in particolare se trattasi di:
• Sorgente tecnologica: Strumentale e Algoritmica
Analisi di Rischio (Hardware e Software);
• Gestionale, organizzativa;
• Umana (Fattori Umani)
L’analisi delle conseguenze presuppone
Analisi delle Conseguenze invece la conoscenza delle diverse
vulnerabilità in funzione delle diverse
tipologie d’evento.
11IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Cos’è la “Sicurezza di Processo “ ?
Non tutti i pericoli sono uguali o possono provocare
conseguenze analoghe. I pericoli sulla sicurezza personale o
professionale, come scivolamenti, cadute, tagli o incidenti con
veicoli, solitamente coinvolgono un lavoratore a livello
personale.
D’altra parte, i pericoli riguardanti la sicurezza dei processi
possono provocare gravi incidenti che comportano il rilascio di
materiali potenzialmente pericolosi, incendi ed esplosioni o
entrambi.
Gli incidenti relativi alla sicurezza di processo posso avere
degli effetti catastrofici e possono provocare lesioni multiple
e morte, oltre a danni economici, ai beni societari ed anche
danni ambientali.
Gli incidenti sulla sicurezza di processo possono danneggiare
i lavoratori che operano all’interno di uno stabilimento ma
anche le persone che risiedono in prossimità dello stesso.
12IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Cos’è la “Sicurezza di Processo “ ?
Questo è il motivo per il quale la gestione della sicurezza dei processi si
focalizza: sulla progettazione e sulla costruzione degli impianti, sulla
valutazione dei pericoli, sull’investigazione di incidenti, sulla gestione delle
modifiche, sulle ispezioni, sulle verifiche, sulla manutenzione delle
apparecchiature, su efficaci controlli ed allarmi del processo, sulle procedure
operative e di manutenzione, sull’addestramento del personale e sui fattori
umani.
Un’analogia
Il professor Andrew Hopkins della National University australiana suggerisce il seguente
esempio per evidenziare la differenza fra la sicurezza personale e la sicurezza di
processo. Un importante aspetto della sicurezza nelle compagnie aeree è quello delle
lesioni riportate dal personale addetto al servizio bagagli – per esempio, strappi
muscolari e mal di schiena (sicurezza personale).
Ma nessuna compagnia aerea avrebbe mai pensato che gli sforzi attuati per ridurre questi
danni potrebbero migliorare la sicurezza dei voli (equivalenti alla sicurezza di processo).
Per gestire questi temi sono richieste altre attività e programmi.
13IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO La “Sicurezza di Processo “ : lo sapevi? Buone prestazioni in materia di sicurezza personale non garantiscono una buona sicurezza di processo. Mentre vi è molto in comune, es. una buona cultura della sicurezza e attitudine, buone prestazioni in tema di sicurezza del processo richiedono una profonda conoscenza dei rischi specifici connessi alle sostanze chimiche che vengono utilizzate o stoccate e delle operazioni che vengono condotte su un particolare impianto. Le misure di sicurezza tradizionali es. indici infortunistici quali quelli relativi al numero di incidenti, alla loro gravità ed ai giorni di assenza dal lavoro possono NON essere indicatori di una buona performance della sicurezza di processo. Cosa puoi fare ? Capire i pericoli specifici delle sostanze presenti nel tuo impianto e le tue responsabilità nella movimentazione sicura degli stessi. Capire i pericoli specifici associati alla produzione, stoccaggio, riconfezionamento, trasporto o altre attività condotte sul tuo impianto. Capire il tuo ruolo nell’attività di sicurezza di processo, incluse le analisi dei rischi ad esso associati, alla gestione delle modifiche, alla segnalazione ed alla investigazione di incidenti, alla manutenzione ed alle verifiche ed alla applicazione di procedure e di pratiche di lavoro sicuro. 14
Parte tecnica-impiantistica IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Identificazione degli incidenti Analisi storica
ipotizzabili Lista di controllo
Studi di dettaglio
(HAZOP, FMEA, What if, etc.)
Valutazione della probabilità Analisi di affidabilità
di accadimento (Alberi di guasto)
Schema generale di uno
studio di analisi incidentale
e valutazione delle
Dati Impianto
conseguenze
Ricostruzione scenari
incidentali Dati del sito e
meteoclimatici
Effetti domino
Parte predittiva
Stima delle frequenze degli Albero degli eventi
scenari
Termini di sorgente
Valutazione delle conseguenze Modellistica di simulazione Distribuzione degli effetti fisici
Distanze di dannoIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Fasi dell’analisi degli eventi incidentali
Identificazione degli Analisi storica
Lista di controllo
incidenti ipotizzabili Studi di dettaglio
(HAZOP, FMEA, What if, etc.)
ricognizione generale di tutti i possibili
eventi non desiderati (eventi iniziatori)
Esperienza storica
incidentale (tenendo
presenti le caratteristiche
specifiche dello
stabilimento)
Si attua attraverso la ricerca e l’analisi delle
possibili cause iniziatrici di un evento Check list di processo
incidentale (top event).
Prende in considerazione cause interne Analisi dettagliata dell'impianto e del processo per
all’impianto ed esterne, di origine naturale o l’individuazione di tutti i sistemi, sottosistemi e
antropica componenti che possono avere un ruolo
nell'innesco e sviluppo di un incidenteIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Fasi dell’analisi degli eventi incidentali
Valutazione della probabilità Analisi di affidabilità
di accadimento (Alberi di guasto)
Analisi di affidabilità che considerino: guasti
Consiste nelI’individuazione casuali, modi comuni di guasto, indisponibilità
delle sequenze incidentali per manutenzione, prove per componenti in
connesse al top event e nella attesa, errori umani
dal D.P.C.M. 1989 > CEI EN 61511 fino alla
stima delle frequenze attese
recente L.G. CEI N° 65-186:2019 per
l’applicazione delle CEI EN 61511IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Fasi dell’analisi degli eventi incidentali
Dati Impianto
Ricostruzione scenari Dati del sito e
incidentali meteoclimatici
Effetti domino
E’ necessario definire i parametri che determinano la dinamica
Consiste nell’individuazione delle possibili del top event. Tra questi:
evoluzioni incidentali alternative prevedibili per
l'impianto a seguito di un determinato top event. Durata del fenomeno (anche sulla base della disponibilità di
sistemi di rilevazione e dei tempi di intervento)
In linea di massima, tutti gli incidenti iniziano con
una perdita di contenimento di una sostanza. Presenza di fonti di innesco
In funzione delle modalità con cui questa avviene, Disponibilità di mezzi di protezione o altri mezzi di
dell’apparecchiatura coinvolta e delle circostanze mitigazione presenti nell’impianto
al contorno, l’evento incidentale può evolversi Condizioni climatiche
secondo un diverso scenario.
Possibili effetti dominoPossibili evoluzioni incidentali a seguito di un rilascio di sostanze
In fase di vapore/gas Bifase
(polveri) In fase liquida
liquida/vapore
Ad alta velocità
A bassa velocità Spray Sul suolo Su acqua
(Jet)
Fluidi insolubili Fluidi solubili
Formazione di pozza
Evaporazione
Formazione di Formazione di
Torcia nube nube Dispersione o emulsione
tossica infiammabile liquido-liquido
Combustione
Rilascio di sostanze Incendio Esplosione
tossicheIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Gli scenari incidentali Rilascio di sostanze pericolose
In fase liquida
Sul suolo (pozze) In acqua
Fluidi insolubili Fluidi solubili
Dispersione Evaporazione Dispersione liquido-
liquido
Evaporazione da Emulsione liquido-
liquido liquidoIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Gli scenari incidentali Rilascio di sostanze pericolose in atmosfera
Classificazione di Pasquill Le classi di stabilità atmosferica
Gradiente termico verticale In generale, condizioni di instabilità si verificano quando il sole scalda il terreno,
Grado di stabilità Classe provocando moti convettivi turbolenti; condizioni di stabilità si instaurano di notte.
(oC/100m)
Più le condizioni sono stabili, minori sono i moti convettivi che diluiscono la nube e
Instabilità forte A +4 Nuvolosità del cielo
Vento Irraggiamento solare (W/mq)
notturno
Fraz. di copertura del cielo
Esempio: Velocità Forte Moderato Debole
(ottavi)
a 10 m (m/s) >600 300÷600 4/8IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Fasi dell’analisi degli eventi incidentali
Stima delle frequenze degli Albero degli
scenari eventi
Le probabilità di accadimento dei diversi scenari dipendono in
varia misura dalle proprietà del fluido rilasciato, dalle condizioni
è una rappresentazione grafica delle ramificazioni
di temperatura e pressione, dall’entità del rilascio e dalle
logiche che partendo dal top event conducono a tutti
condizioni ambientali e sono desumibili da pubblicazioni.
gli scenari possibili.
La frequenza di ogni scenario è complessivamente data dalla Ad ogni nodo di diramazione si effettua una stima
combinazione fra la frequenza attesa per il top event (ottenuta probabilistica fra le possibili alternative.
dall’albero di guasto) e la probabilità dello scenario stesso. Componendo le probabilità assegnate ad ogni
percorso si individua la probabilità di accadimento di
Ai fini della valutazione dello stato di sicurezza dell’impianto gli ciascuno degli scenari alternativi (in termini di
scenari incidentali individuati dovranno essere presi in frequenza attesa in eventi/anno).
considerazione, indipendentemente dalla loro probabilità di
accadimento (DPCM 31/3/1989).IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Fasi dell’analisi degli eventi incidentali
Valutazione delle modello sorgente
conseguenze Modellistica di simulazione modello di trasmissione
modello di valutazione delle
conseguenze
Consiste nella determinazione degli effetti degli Modelli previsionali deterministici che simulano il
comportamento dell’impianto ed i fenomeni fisici che si
scenari ipotizzati, ed in particolare:
manifestano durante l’incidente e la loro evoluzione nel
Nell’Analisi delle modalità di evoluzione dell’evento tempo e forniscono una stima dell'intensità dell'effetto in
incidentale, in termini di energia (incendi, esplosioni) funzione della distanza dalla sorgente e del tempo.
e di concentrazioni di sostanze tossiche o inquinanti Sono composti da tre modelli parziali, che descrivono
quantitativamente:
Nella Valutazione degli effetti (danni) su uomo, cose e
la sorgente (caratterizzazione del termine di sorgente);
ambiente avendo nel contempo informazioni sul
la trasmissione dell'effetto fisico (stima della
contesto ambientale nel quale gli eventi possono
distribuzione degli effetti fisici);
produrre conseguenze negative (DPCM 31/3/1989).
i danni su persone, cose e ambiente (aree di danno)IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Le distanze (o aree) di danno Modello di valutazione delle conseguenze I risultati forniti dai modelli di trasmissione possono essere riportati su mappe degli effetti che descrivono in termini spaziali gli effetti fisici dell’incidente Ciò può essere realizzato definendo dei valori-soglia e costruendo curve di iso-irraggiamento (incendi), isobare (esplosioni), iso- concentrazione (rilasci tossici) per ciascuno di questi valori. Sulla base di tali mappe si valutano le conseguenze degli eventi identificati, in termini di danni immediati o differiti (decesso, ferimento, avvelenamento o ricovero ospedaliero) sui lavoratori, sulle popolazioni, sull'ambiente e sulle strutture (D.P.C.M.1989). I diversi livelli di danno sono identificati attraverso la definizione di valori soglia. Per ciascun livello viene definita la corrispondente distanza di danno riferita allo scenario considerato, ossia la distanza dalla sorgente a cui si verifica ciascun livello di danno (o le aree di danno su apposite mappe delle conseguenze) La normativa specifica esplicitamente che la determinazione delle distanze di danno deve essere condotta dal fabbricante con procedure analitiche dettagliate (D.M. 1998)
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Stima dei danni
Nell’ambito della normativa italiana, D.M. 9 maggio 2001, relativa all’analisi di Rischio da
Incidente Rilevante, si richiede di individuare quattro aree di rischio circostanti l’impianto:
• alta letalità In modo analogo, per quanto riguarda i rischi da
• inizio letalità incendio o esplosione, si definiscono i livelli di
• danni irreversibili irraggiamento e sovrappressione che delimitano le
• danni reversibili alle persone. aree suddette.
Il D.M. 9 maggio 2001 prescrive ( RISCHIO d’AREA ) :
6.2 Determinazione delle aree di danno
6.2.1 Valori di soglia
Il danno a persone o strutture è correlabile all’effetto fisico di un
evento incidentale mediante modelli di vulnerabilità più o meno
complessi.
Ai fini del controllo dell’urbanizzazione, è da ritenere
sufficientemente accurata una trattazione semplificata, basata sul
superamento di un valore di soglia, al di sotto del quale si ritiene
convenzionalmente che il danno non accada, al di sopra del quale
viceversa si ritiene che il danno possa accadere.
25IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Sintesi degli eventi incidentali
Le Norme vigenti riguardanti i “Criteri dati e informazioni per la redazione e la
valutazione del rapporto di sicurezza” prescrivono che le risultanze del
procedimento analitico di valutazione delle conseguenze siano riassunte in una
tabella o quadro sinottico, esplicitando la congruenza dei risultati con i criteri e
requisiti di sicurezza presi a riferimento dal gestore nel proprio SGS
RIEPILOGO EVENTI INIZIALI E SCENARI INCIDENTALI
CONDIZIONI
DISTANZE DI DANNO
EVENTO FREQ.ZA SCENARIO MODELLO METEOROLOGICHE
INIZIALE (occ./anno) INCIDEN SORGENTE FREQ.ZA
(occ./anno)
TALE Classe di
Velocità I zona II zona
stabilità III zona (m)
del vento (m) (m)
atmosfericaIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Sintesi degli eventi incidentali – Aree di Danno - ESEMPIO – Z.I. TERMOLI (CB)
TABELLA DEGLI SCENARI INCIDENTALI IN CASO DI RILASCIO TOSSICO
Distanze di danno in metri per le classi di stabilità atmosferica D (5m/sec) ed F (2m/sec)
(I° Zona – di sicuro impatto === II° Zona – di danno === III° Zona – di attenzione)
P.E.E. 2008 – Prefettura di CAMPOBASSO
I^ II^ III^ I^ II^ III^
Zona Zona Zona Zona Zona Zona
LC50 IDLH LOC LC50 IDLH LOC
Stabilimento Evento Descrizione
(D-5) (D-5) (D5) (F-2) (F-2) (F2)
9 Rilascio di ammoniaca – gruppo frigorifero 2 21 70 4 63 300
10 Rilascio di acido acetico da serbatoio S-45 b.p. 15 158 b.p. 76 475
Rilascio di HCl 33%: Serbatoio 02
10 5 30 86 13 93 330
S-157
FIS SpA
14a1 Rilascio di dimetilsolfato da serbatoio 02 S-169 6 12 45 38 70 260
14a2 Rilascio di dimetilsolfato da mandata pompa PCI-1 10 22 54 18 37 193
Rilascio di ammoniaca-tubazione distribuzione
15a - - 57 - 58 110
utilitiesIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Sintesi degli eventi incidentali – Aree di Danno - ESEMPIO – Z.I. TERMOLI (CB)
Rappresentazione grafica
Tipi di rilascio - Sostanze
Perimetro di rilascio
del TOP EVENT della
singola sostanza
Classe Meteo : F con 2 m/secIL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Ingegneria dell'affidabilità La responsabilità di un progettista dell'affidabilità è aumentare l'affidabilità e la sicurezza di un componente in servizio. Inoltre, gli ingegneri dell'affidabilità lavorano insieme al team di progettazione, ispezione e manutenzione per identificare i guasti e le loro cause. Gli strumenti comuni utilizzati dagli ingegneri dell'affidabilità durante l'intero ciclo di vita delle apparecchiature includono: • Tecniche di analisi dei rischi • Esperimenti esplorativi • Test di vita accelerata • Modellazione • Tecniche di controllo dei processi • Test di prodotto e di processo • Analisi delle cause principali • Modalità di errore e analisi degli effetti • Analisi dei dati sul campo Inoltre, ci si aspetta che i tecnici dell'affidabilità siano in grado di allineare le prestazioni delle apparecchiature agli obiettivi aziendali, identificare i rischi e le modalità di guasto, stimare la durata e le prestazioni rimanenti e ridurre al minimo la variabilità.
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Responsabilità comuni di un progettista dell'affidabilità I Progettisti dell'affidabilità sono tenuti a: Notificare alla direzione le ispezioni e le raccomandazioni imminenti, le carenze nei processi e le azioni correttive. Utilizzare strumenti statistici e di probabilità per le valutazioni dei rischi e dei rischi di processo. Rispettare gli standard e le specifiche che definiscono i requisiti per la progettazione, la costruzione, l'ispezione, il test, la disattivazione e l'integrazione di nuovi componenti con l'infrastruttura di invecchiamento. Analizzare e interpretare i dati di affidabilità e fornire consigli su come i dati possono essere utilizzati per misurare e migliorare le prestazioni e l'affidabilità. Comprendere il valore dell'affidabilità e come creare un business case Stabilire le priorità di test, ispezione e manutenzione e raccomandare la frequenza con cui devono essere eseguite queste procedure.
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Altre Responsabilità comuni di un progettista dell'affidabilità: Sviluppare strategie per la pianificazione, l'ispezione e il mantenimento dell'affidabilità delle risorse durante l'intero ciclo di vita dell'apparecchiatura. Misurare e segnalare gli indicatori chiave di performance. Comprendere il valore dell'investimento in affidabilità e come costruire un business case da presentare ai proprietari dell'azienda. Cambiamento radicale e pesante (cioè cambiamento nei processi, nelle strategie, ecc.). Restare informato sui nuovi processi e in via di sviluppo. Gestire la cronologia delle apparecchiature e i registri di ispezione e manutenzione. I dati devono essere archiviati in un sistema centralizzato di gestione della manutenzione del computer. Le modifiche ai dati possono essere apportate solo in un sistema di database master
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Certificazione e formazione Un tecnico certificato per l'affidabilità mira al miglioramento delle prestazioni e gestisce la sicurezza, l'affidabilità e la manutenzione delle risorse durante tutto il ciclo di vita del componente. Sono prese in considerazione per la certificazione una combinazione di esperienza lavorativa professionale e formazione. Ecco una panoramica di argomenti specifici che un tecnico dell'affidabilità deve conoscere per la certificazione. Gestione dell'affidabilità Probabilità e statistiche per l'affidabilità Affidabilità nella progettazione e nello sviluppo Modellazione e previsioni dell'affidabilità Test di affidabilità Manutenibilità e disponibilità Raccolta e utilizzo dei dati
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO
Affidabilità delle apparecchiature - STRATEGIE e METODI
Strategia per ottimizzare l'affidabilità delle apparecchiature
L'affidabilità delle apparecchiature viene misurata in termini di qualità,
prestazioni e produttività.
L'obiettivo di un programma di affidabilità delle apparecchiature è
monitorare efficacemente apparecchiature, procedure e dati che coprano
la durata delle apparecchiature.
I vantaggi di un programma di affidabilità includono
l'eliminazione degli arresti imprevisti, la riduzione delle perdite
di produzione che si verificano tra l'avvio e il funzionamento e
l'estensione della durata dell'asset. Inoltre, l'azienda in genere
sperimenta una riduzione dei costi di riparazione e manutenzione,
una riduzione dei ritardi e un aumento della sicurezza.IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Metodi per garantire l'affidabilità delle apparecchiature (1) Oltre alle pratiche ingegneristiche sopra descritte, ci sono altri tre componenti essenziali per l'affidabilità delle apparecchiature: manutenzione, ispezione e tecnologia. 1) Manutenzione La manutenzione può essere suddivisa in tre categorie: manutenzione preventiva, predittiva e correttiva. Vengono adottate misure preventive per eliminare le attività di ispezione e riparazione non necessarie. La manutenzione predittiva comporta generalmente tecniche di ispezione non distruttive per monitorare la manutenzione dell'apparecchiatura. La manutenzione correttiva comporta la riparazione o la sostituzione dei componenti per ripristinare le condizioni operative dell'apparecchiatura. Collettivamente, queste attività devono essere gestite in un programma di manutenzione centrato sull'affidabilità ben sviluppato.
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Metodi per garantire l'affidabilità delle apparecchiature (2) 2) Ispezione Le tecniche di test non distruttivi (NDT) vengono ampiamente utilizzate durante tutto il ciclo di vita delle apparecchiature per individuare e monitorare i meccanismi di danno. Inoltre, l'ispezione svolge un ruolo importante in qualsiasi programma di affidabilità delle apparecchiature. Alcuni metodi NDT comuni utilizzati nell'industria petrolifera e chimica includono test radiografici, test ad ultrasuoni, test elettromagnetici e molti altri. Quando si seleziona un metodo NDT, si dovrebbero prendere in considerazione diverse ipotesi, tra cui il tipo di danno, ubicazione del danno (esterno o interno) e le dimensioni, la forma e l'orientamento della sorgente di danno. Inoltre, ci sono altri due tipi di ispezione che forniscono informazioni sull'affidabilità e sulla durata residua delle apparecchiature. Questi includono ispezioni basate sul rischio (RBI) e valutazioni di idoneità al servizio (FFS). In parole povere, lo scopo della RBI è identificare e comprendere il rischio al fine di ridurre l'incertezza sulle condizioni delle apparecchiature. Le valutazioni FFS vengono eseguite per determinare se un componente è adatto per un servizio continuo e per quanto tempo residuo.
IL RISCHIO INDUSTRIALE NEGLI IMPIANTI DI PROCESSO Metodi per garantire l'affidabilità delle apparecchiature (3) 3) Tecnologia Nuovi progressi tecnologici, come i sensori, saranno in grado di migliorare notevolmente l'affidabilità complessiva del sistema. I sensori possono fornire dati sulle prestazioni e le condizioni dell'apparecchiatura in tempo reale per prendere decisioni migliori per la manutenzione preventiva, predittiva e correttiva.
Ing.Arch.Vincenzo De Lisio
Coordinatore AIAS MOLISE
Cell +39 335 5389267
Tel. +39 0874 493979
Email: vincenzodelisio@virgilio.it
37Puoi anche leggere